
Effect of Recycling PET Fabric and Bottle Grade on r-PET Fiber Structure

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation Parameters of r-PET Knitted Fabric Powder
2.3. Melt Spinning and Characterization of r-PET Fibers Prepared from r-PET Powder
2.4. Characterization of r-PET Fibers Prepared from r-PET Powder
2.4.1. Differential Scanning Calorimetry (DSC)
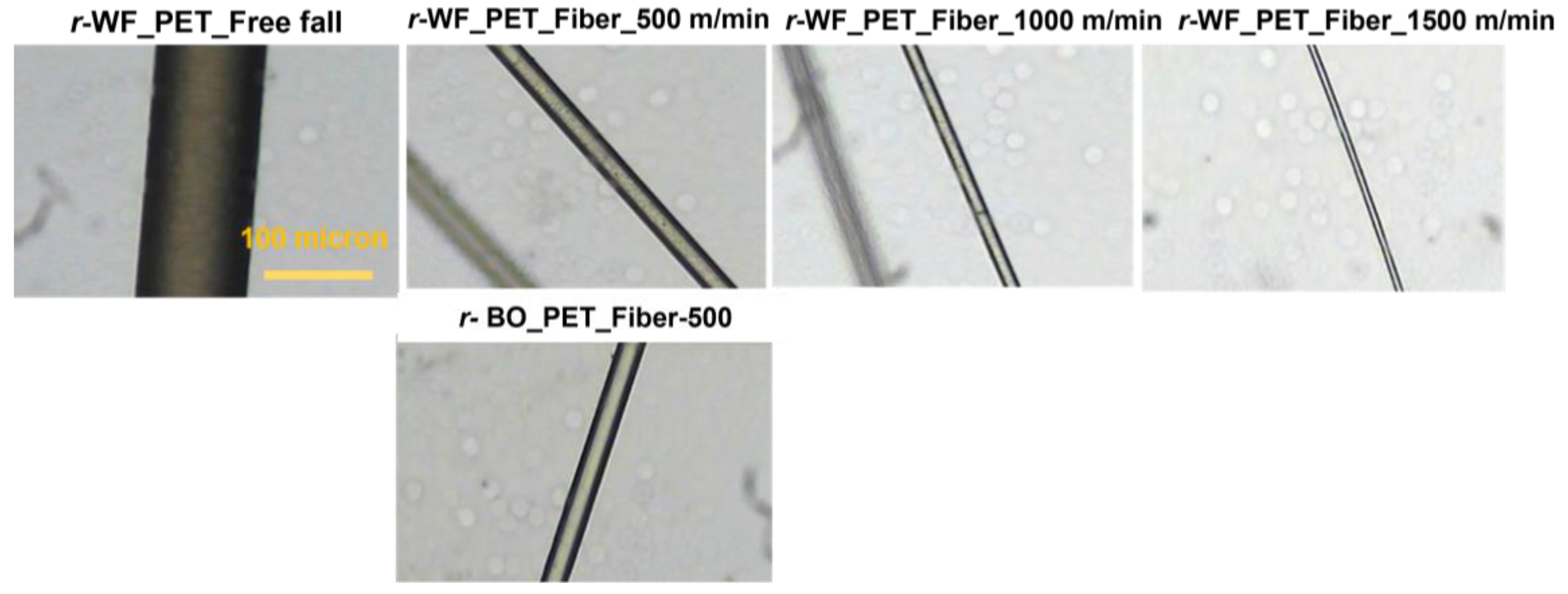
2.4.2. Fiber Morphology under Optical Microscope
2.4.3. Mechanical Properties
2.4.4. Color Properties
2.5. Statistical Analysis
3. Results and Discussion
3.1. Characterization of r-PET Powder Prepared from White PET Fabric
3.2. Effect of Melt Spinning of r-PET Fibers Prepared from White PET Fabrics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Statista Research Department. Production Capacity of Polyethylene Terephthalate Worldwide from 2014 to 2024. 2023. Available online: https://www.statista.com/statistics/242764/global-polyethylene-terephthalate-production-capacity/ (accessed on 3 April 2023).
- Vijay, A. 2020. Available online: https://www.printweek.in/whatpackaging/global-pet-packaging-demand-to-reach-usd-441-bn-thisyear-53801 (accessed on 3 April 2023).
- Shamsi, R.; Abdouss, M.; Mohamad, M. Synthesis and characterization of novel polyurethanes based on aminolysis of poly (ethylene terephthalate) wastes, and evaluation of their thermal and mechanical. Polym. Int. 2009, 58, 22–30. [Google Scholar] [CrossRef]
- Lithner, D.; Larsson, Å.; Dave, G. Environmental and health hazard ranking and assessment of plastic polymers based on chemical composition. Sci. Total Environ. 2011, 409, 3309–3324. [Google Scholar] [CrossRef]
- Kumar, A.; Prakash, G.; Kumar, G. Does environmentally responsible purchase intention matter for consumers? A predictive sustainable model developed through an empirical study. J. Retail. Consum. Serv. 2020, 58, 102270. [Google Scholar] [CrossRef]
- Rausch, T.M.; Kopplin, C.S. Bridge the gap: Consumers’ purchase intention and behavior regarding sustainable clothing. J. Clean. Prod. 2022, 278, 123882. [Google Scholar] [CrossRef]
- Taniguchi, I.; Yoshida, S.; Hiraga, K.; Miyamoto, K.; Kimura, Y.; Oda, K. Biodegradation of PET: Current status and application aspects. ACS Catal. 2019, 9, 4089–4105. [Google Scholar] [CrossRef]
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene terephthalate (PET) bottle-to-bottle recycling for the beverage industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef] [PubMed]
- Mancini, S.D.; Schwartzman, J.A.S.; Nogueira, A.R.; Kagohara, D.A.; Zanin, M. Additional steps in mechanical recycling of PET. J. Clean. Prod. 2009, 18, 92–100. [Google Scholar] [CrossRef]
- Shen, L.; Worrell, E.; Patel, M. Open-loop recycling: A LCA case study of pet bottle to-fibre. Resour. Conserv. Recycl. 2010, 55, 34–52. [Google Scholar] [CrossRef]
- Lee, J.H.; Lim, K.S.; Hahm, W.G.; Kim, S.H. Properties of recycled and virgin poly(ethylene terephthalate) blend fibers. J. Appl. Polym. 2013, 128, 1250–1256. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Al-Sabagh, A.; Yehia, F.; Eshaq, G.; Rabie, A.; ElMetwally, A. Greener routes for recycling of polyethylene terephthalate. Egypt. J. Pet. 2016, 25, 53. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115. [Google Scholar] [CrossRef] [PubMed]
- Kirshanov, K.; Toms, R.; Aliev, G.; Naumova, A.; Melnikov, P.; Gervald, A. Recent developments and perspectives of recycled poly(ethylene terephthalate)-based membranes: A Review. Membranes 2022, 12, 1105. [Google Scholar] [CrossRef]
- Ghosal, K.; Nayak, C. Recent advances in chemical recycling of polyethylene terephthalate waste into value added products for sustainable coating solutions—Hope vs. hype. Mater. Adv. 2022, 3, 1974. [Google Scholar] [CrossRef]
- Altun, S.; Ulcay, Y. Improvement of Waste Recycling in PET Fiber Production. J. Polym. Environ. 2004, 12, 231–237. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Maris, J.; Bourdon, S.; Brossard, J.M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- de Lima, N.L.P.; dos Santos Felipe, R.C.T.; Felipe, R.N.B. Cement mortars with use of polyethylene terephthalate aggregate: A review on its sustainability. Res. Soc. Dev. 2020, 9, e513985640. [Google Scholar]
- El Essawy, N.A.; Ali, S.M.; Farag, H.A.; Konsowa, A.H.; Elnouby, M.; Hamad, H.A. Green synthesis of graphene from recycled PET bottle wastes for use in the adsorption of dyes in aqueous solution. Ecotoxicol. Environ. Saf. 2017, 145, 57–68. [Google Scholar] [CrossRef] [PubMed]
- Fraı, F.; Verney, V.; Commereuc, S.; Obadal, M. Recycling of poly (ethylene terephthalate)/polycarbonate blends. Polym. Degrad. Stab. 2005, 90, 250–255. [Google Scholar]
- Liu, X.; Xie, M.; Li, Y.; Zhou, L.; Shao, J. Study on the reduction properties of thiourea dioxide and its application in discharge printing of polyester fabrics. Fibers Polym. 2018, 9, 1237–1244. [Google Scholar] [CrossRef]
- Fei, X.; Freeman, H.S.; Hinks, D. Toward closed loop recycling of polyester fabric: Step 1. decolorization using sodium formaldehyde sulfoxylate. J. Clean. Prod. 2020, 254, 120027. [Google Scholar] [CrossRef]
- Ziabicki, A.; Jarecki, L.; Sorrentino, A. The role of flow-induced crystallisation in melt spinning. e-Polymers 2004, 4, 823–836. [Google Scholar] [CrossRef]
- Koike, N.; Tomisawa, R.; Ikaga, T.; Kim, K.H.; Ohkoshi, Y.; Okada, K.; Masunaga, H.; Kanaya, T.; Katsuta, H.; Funatsu, Y. Effects of melt-spinning speed on structure development of polypropylene fiber after necking. J. Fiber Sci. Technol. 2020, 76, 161–169. [Google Scholar] [CrossRef]
- Badia, J.D.; Strömberg, E.; Karlsson, S.; Ribes-Greus, A. The role of crystalline, mobileamorphous rigid amorphous fractions in the performance of recycled poly(ethyleneterephthalate) (PET). Polym. Degrad. Stab. 2012, 97, 98–107. [Google Scholar] [CrossRef]
- Elamri, A.; Zdiri, K.; Harzallah, O.; Lallam, A. Progress in polyethylene terephthalate recycling. In Polyethylene Terephthalate: Uses, Properties and Degradation; Nova Science Publishers: New York, NY, USA, 2017; ISBN 978-1-53611-991-6. [Google Scholar]
- Seibert, M.B.; Andres, G.; Capote, M.; Gruber, M.; Volk, W.; Osswald, T.A. Manufacturing of a PET filament from recycled material for material extrusion (MEX). Recycling 2022, 7, 69. [Google Scholar] [CrossRef]
- Gaonkar, A.A.; Murudkar, V.V.; Deshpande, V.D. Comparison of crystallization kinetics of polyethylene terephthalate (PET) and reorganized PET. Thermochim. Acta 2020, 683, 178472. [Google Scholar] [CrossRef]
- Negoro, T.; Thodsaratpreeyakul, W.; Takada, Y. Role of crystallinity on moisture absorption and mechanical performance of recycled PET compounds. Energy Procedia 2016, 89, 323–327. [Google Scholar] [CrossRef]
- Abbasi, M.; Reza, M.; Mojtahedi, M.; Kotek, R. Effect of melt spinning variables on the structural changes of recycled and bottle grade filament yarn PET. J. Text. Polym. 2018, 6, 67–75. [Google Scholar]
- Mendiburu-Valor, E.; Mondragon, G.; González, N.; Kortaberria, G.; Martin, L.; Eceiza, A.; Peña-Rodriguez, C. Valorization of urban and marine PET waste by optimized chemical recycling. Resour. Conserv. Recycl. 2022, 184, 106413. [Google Scholar] [CrossRef]
- Jiang, Z.; Guo, Z.; Zhang, Z.; Qi, Y.; Pu, C.; Wang, Q. Preparation and properties of bottle-recycled polyethylene terephthalate (PET) filaments. Text. Res. J. 2019, 89, 1207–1214. [Google Scholar] [CrossRef]
- Odet, F.; Ylla, N.; Fulchiron, R.; Cassagnau, P. Recyclability of opaque PET from high speed melt spinning: Determination of the structures and properties of filaments. Polymers 2022, 14, 2235. [Google Scholar] [CrossRef]
- Jabarin, S.A. Crystallization kinetics of polyethylene terephthalate. I. Isothermal crystallization from the melt. J. Appl. Polym. Sci. 1987, 34, 85–96. [Google Scholar] [CrossRef]
- Kikutani, T.; Nakao, K.; Takarada, W.; Ito, H. On-line measurement of orientation Development in the high-speed melt spinning process. Polym. Eng. Sci. 1999, 39, 2349. [Google Scholar] [CrossRef]
- Hufenus, R.; Yan, Y.; Dauner, M.; Kikutani, T. Melt-spun fibers for textile applications. Materials 2020, 13, 4298. [Google Scholar] [CrossRef] [PubMed]
- Tapia-Picazo, J.C.; Luna-Bárcenas, J.G.; García-Chávez, A.; Gonzalez-Nuñez, R.; Bonilla-Petriciolet, A.; Alvarez-Castillo, A. Polyester fiber production using virgin and recycled PET. Fibers Polym. 2014, 15, 547–552. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Setting |
|---|---|
| Processing temperature (°C) | 230, 250 |
| Preheat time 1st (min) | 3 |
| Pressure of preheat (Pa) | 100 |
| Full pressure 2nd (min) | 5 |
| Cooling time (min) | 5 |
| Parameters | Setting |
|---|---|
| Orifice configuration | Round (0.32 mm) |
| Spinning temperature (°C) | 260/270/280 |
| Through rate (g/hole/min) | 0.21 |
| Take-up speed (m/min) | 500/1000/1500 |
| Pressure (Bar) and Toque (Nm) | 4 and 27 |
| Sample Name | Tm (°C) | ΔHm (j/g) | Tc (°C) | ΔHc (j/g) |
|---|---|---|---|---|
| Room temp. | 276.1 | 25.24 | 218.3 | −43.69 |
| 80 °C_1 h | 255.7 | 26.61 | 216.1 | −47.68 |
| 100 °C_1 h | 255.3 | 26.66 | 219.3 | −41.72 |
| 120 °C_1 h | 256.9 | 27.75 | 215.5 | −49.89 |
| 140 °C_1 h | 256.0 | 34.01 | 219.0 | −57.10 |
| Samples | Take-Up Speed (m/min) | ||
|---|---|---|---|
| 500 | 1000 | 1500 | |
| PET bottle reference | O | X | X |
| White PET fabric | O | O | Δ |
| Sample Name | Fiber Fineness (Denier) |
|---|---|
| r-WF-PET_Free fall | 2635.18 ± 0.12 a |
| r-WF-PET_Fiber-500 | 224.48 ± 0.12 b |
| r-WF-PET_Fiber-1000 | 58.99 ± 0.03 c |
| r-WF-PET_Fiber-1500 | 18.97 ± 0.06 d |
| r-BO-PET_Fiber-500 | 65.87 ± 0.07 |
| Sample Name | Tcc (°C) | ΔHcc (j/g) | Tm (°C) | ΔHm (j/g) | Tc (°C) | ΔHc (j/g) |
|---|---|---|---|---|---|---|
| r-WF-PET_Fiber_500 | 125.1 | −34.06 | 259.9 | 37.10 | 215.1 | −45.01 |
| r-WF-PET_Fiber_1000 | 124.0 | −39.44 | 260.1 | 44.01 | 218.2 | −45.70 |
| r-WF-PET_Fiber_1500 | 122.5 | −35.52 | 259.6 | 46.50 | 220.1 | −54.10 |
| r-BO-PET_Fiber_500 | 120.0 | −35.03 | 257.1 | 42.20 | 210.1 | −46.20 |
| Sample Name | L* | a* | b* | ΔE* | C* |
|---|---|---|---|---|---|
| WF_PET | 87.66 | 1.88 | −3.06 | 3.59 | |
| r-WF_PET_Compressed | 91.52 | 0.13 | −0.86 | 4.78 | 0.87 |
| r-WF_PET_Powder | 94.57 | 0.73 | −0.03 | 7.63 | 0.73 |
| 94.57 | 0.73 | −0.03 | 0.73 | ||
| r-WF_PET_Fiber_500 | 89.82 | 1.27 | −0.18 | 4.78 | 1.28 |
| r-WF_PET_Fiber_1000 | 86.23 | 1.47 | 0.62 | 8.40 | 1.59 |
| r-WF_PET_Fiber_1500 | 87.35 | 0.39 | 1.98 | 7.50 | 2.01 |
| r-BO_PET_Pellet | 72.64 | −2.44 | 0.89 | 2.60 | |
| r-BO_PET_Fiber_500 | 87.42 | 1.53 | −0.45 | 15.36 | 1.59 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roungpaisan, N.; Srisawat, N.; Rungruangkitkrai, N.; Chartvivatpornchai, N.; Boonyarit, J.; Kittikorn, T.; Chollakup, R. Effect of Recycling PET Fabric and Bottle Grade on r-PET Fiber Structure. Polymers 2023, 15, 2330. https://doi.org/10.3390/polym15102330
Roungpaisan N, Srisawat N, Rungruangkitkrai N, Chartvivatpornchai N, Boonyarit J, Kittikorn T, Chollakup R. Effect of Recycling PET Fabric and Bottle Grade on r-PET Fiber Structure. Polymers. 2023; 15(10):2330. https://doi.org/10.3390/polym15102330
Chicago/Turabian StyleRoungpaisan, Nanjaporn, Natee Srisawat, Nattadon Rungruangkitkrai, Nawarat Chartvivatpornchai, Jirachaya Boonyarit, Thorsak Kittikorn, and Rungsima Chollakup. 2023. "Effect of Recycling PET Fabric and Bottle Grade on r-PET Fiber Structure" Polymers 15, no. 10: 2330. https://doi.org/10.3390/polym15102330