
Performance Enhancement of PLA-Based Blend Microneedle Arrays through Shish-Kebab Structuring Strategy in Microinjection Molding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
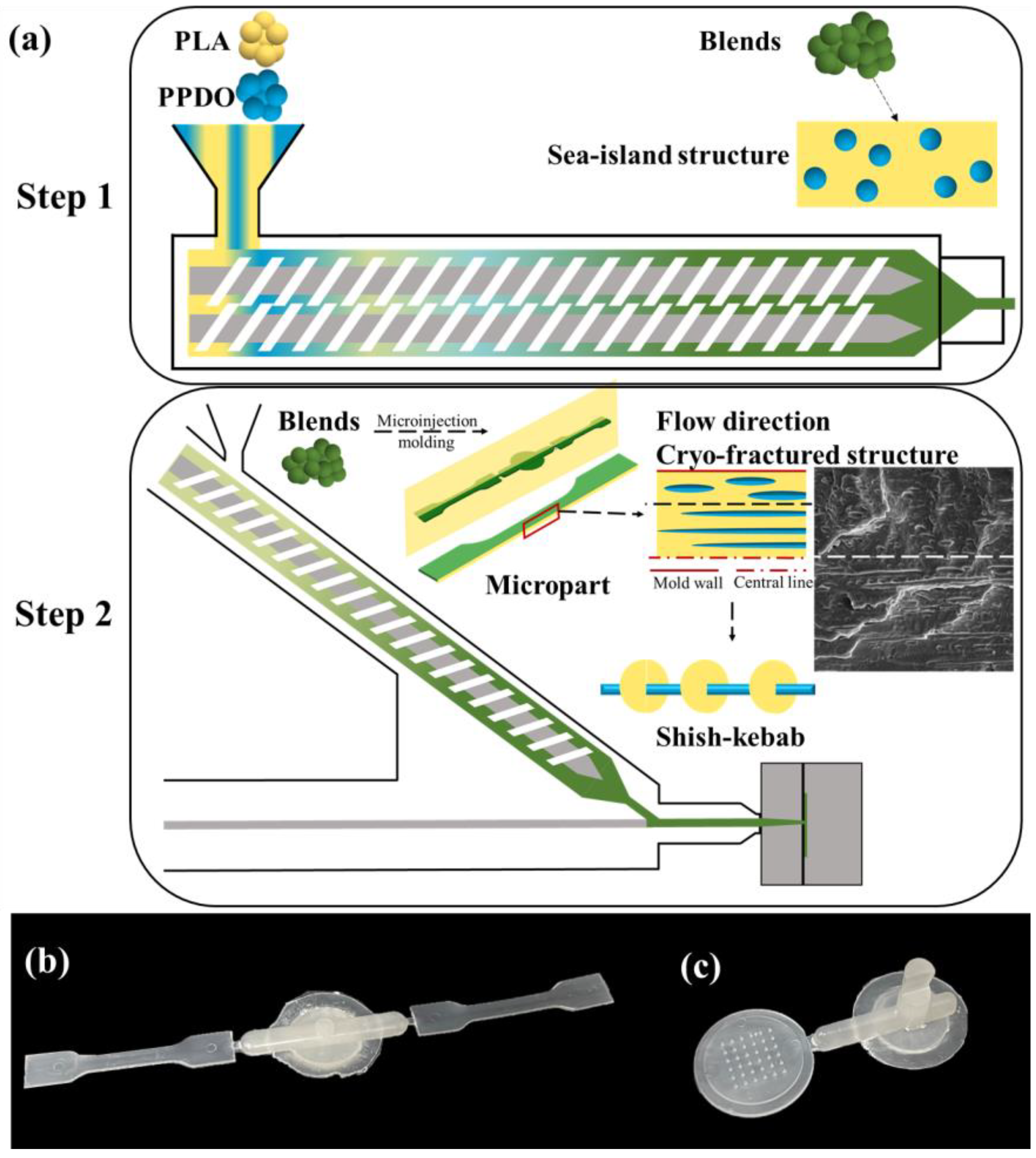
2.2. Preparation of PLA/PPDO Blend Microneedle and Micro Tensile Sample
3. Characterizations
3.1. Differential Scanning Calorimetry (DSC)
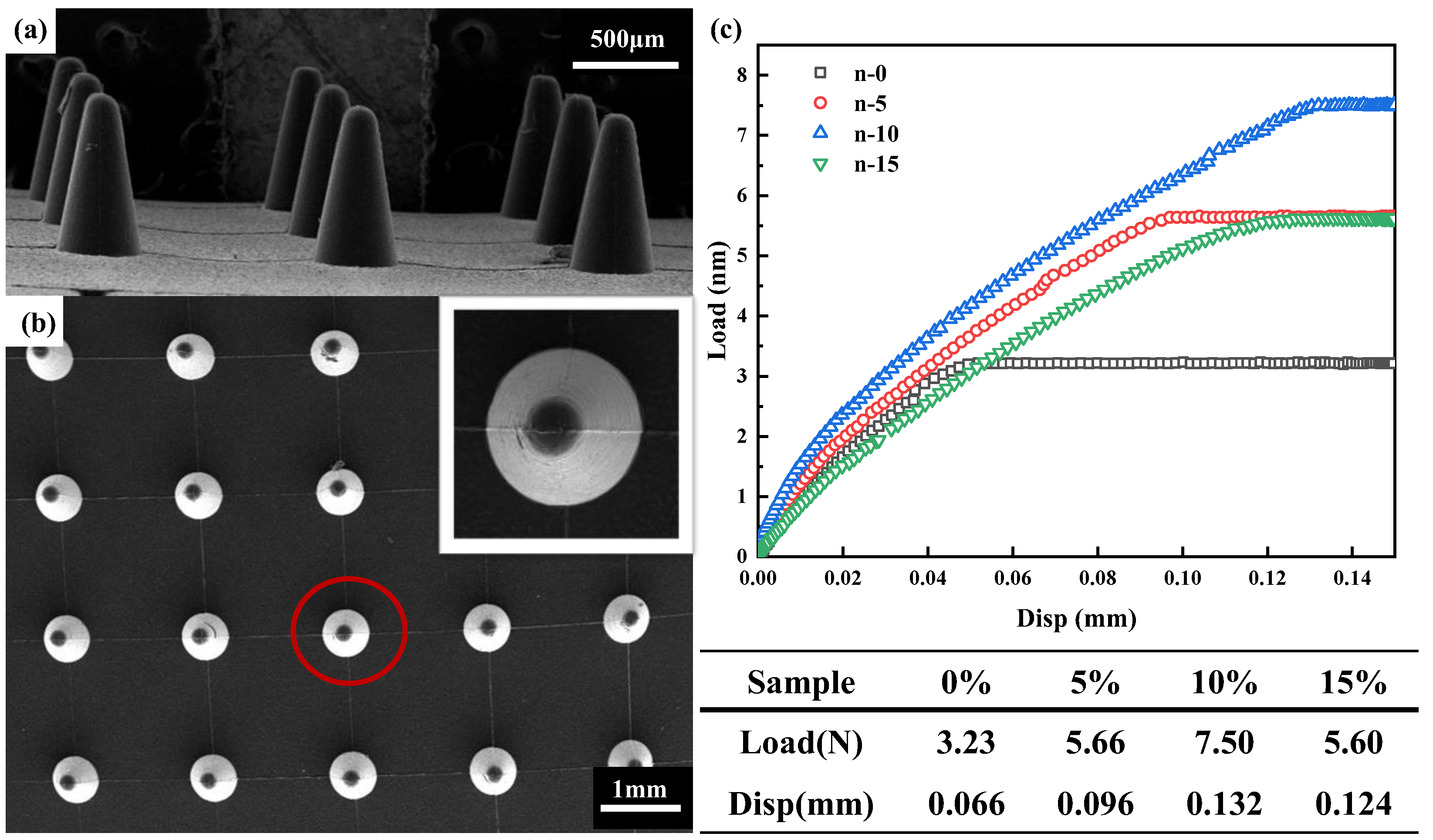
3.2. Scanning Electronic Microscopy (SEM)
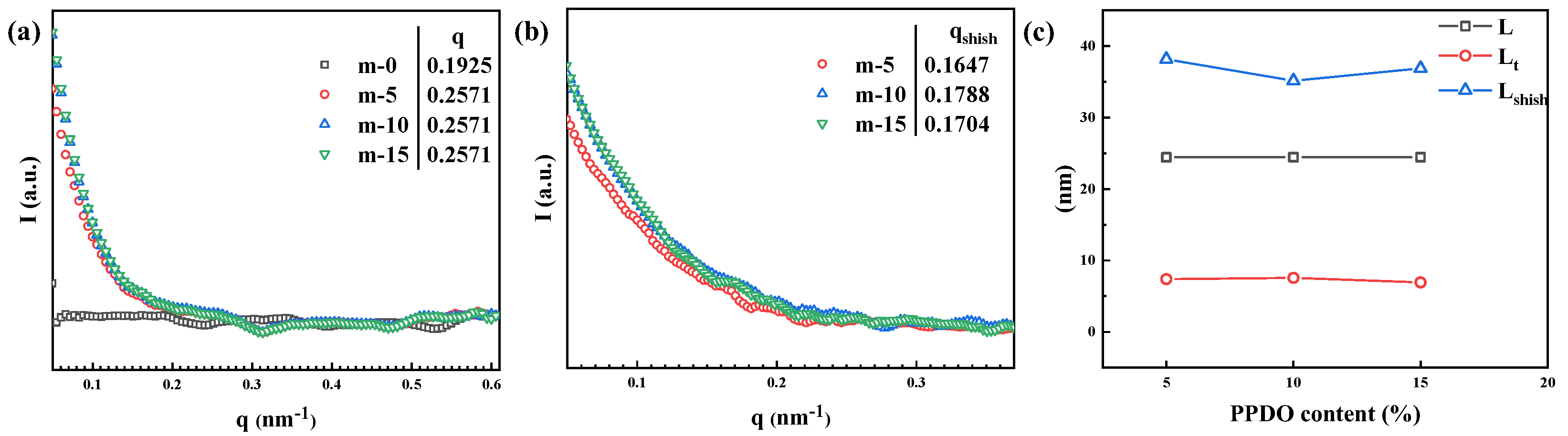
3.3. Two-Dimensional Small-Angle X-ray Scattering (2D-SAXS)
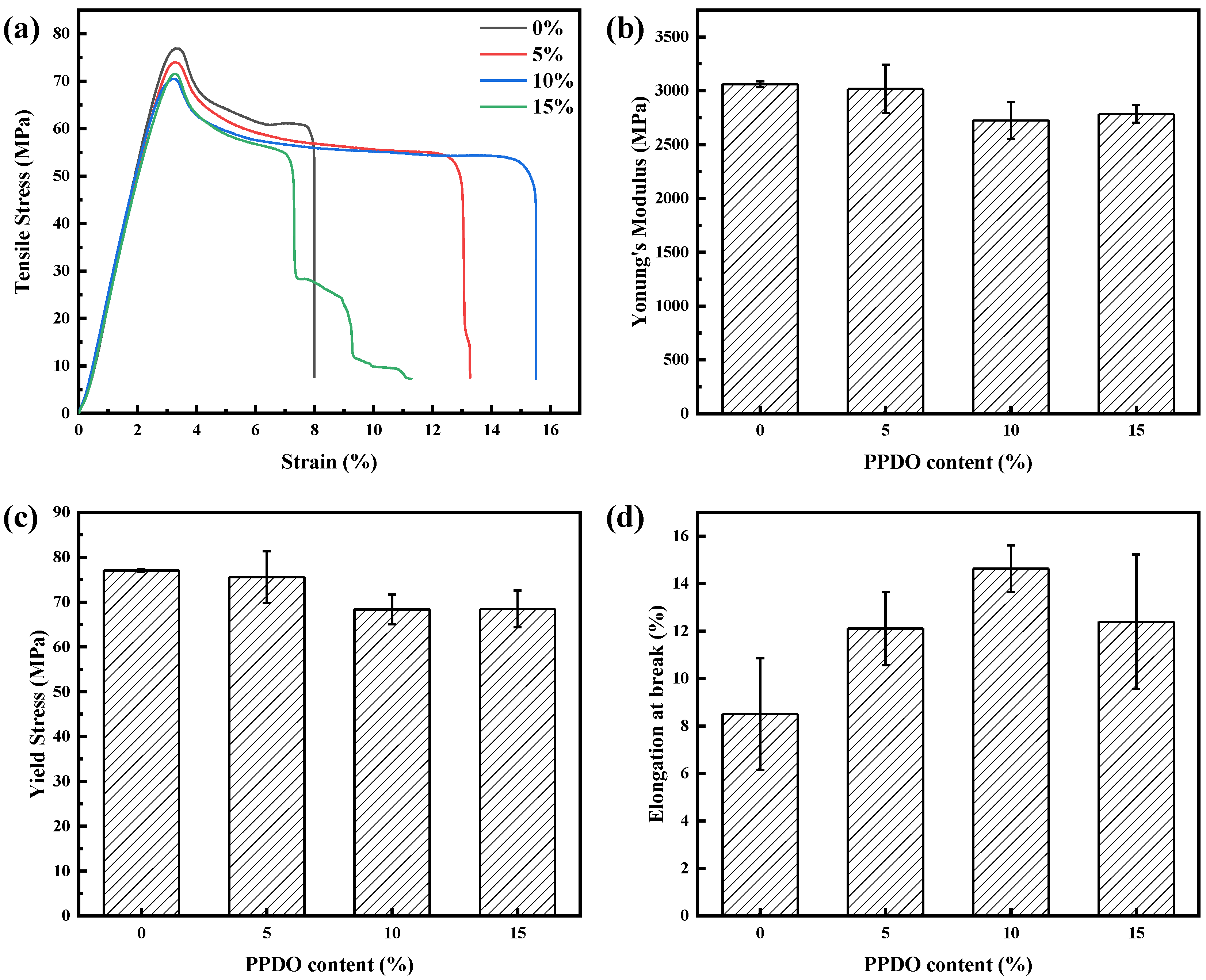
3.4. Mechanical Property Measurement
4. Results and Discussion
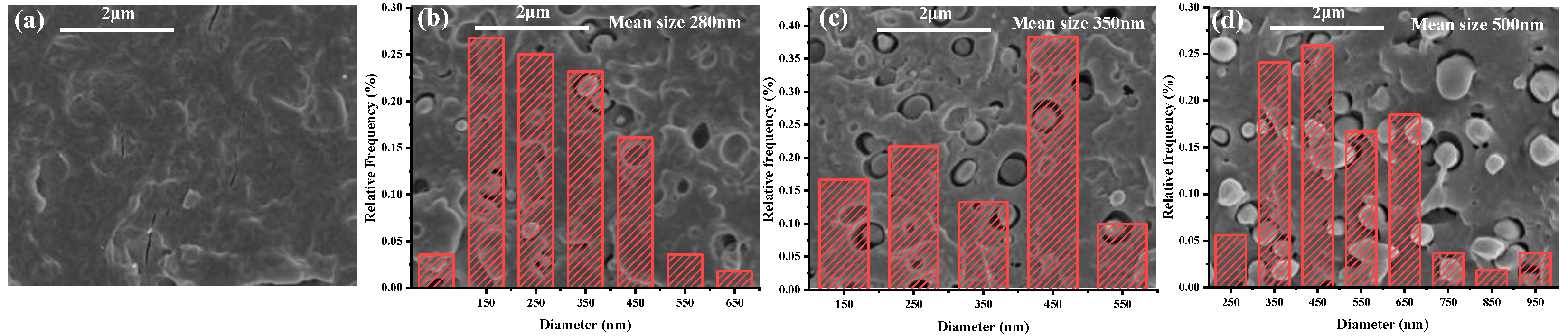
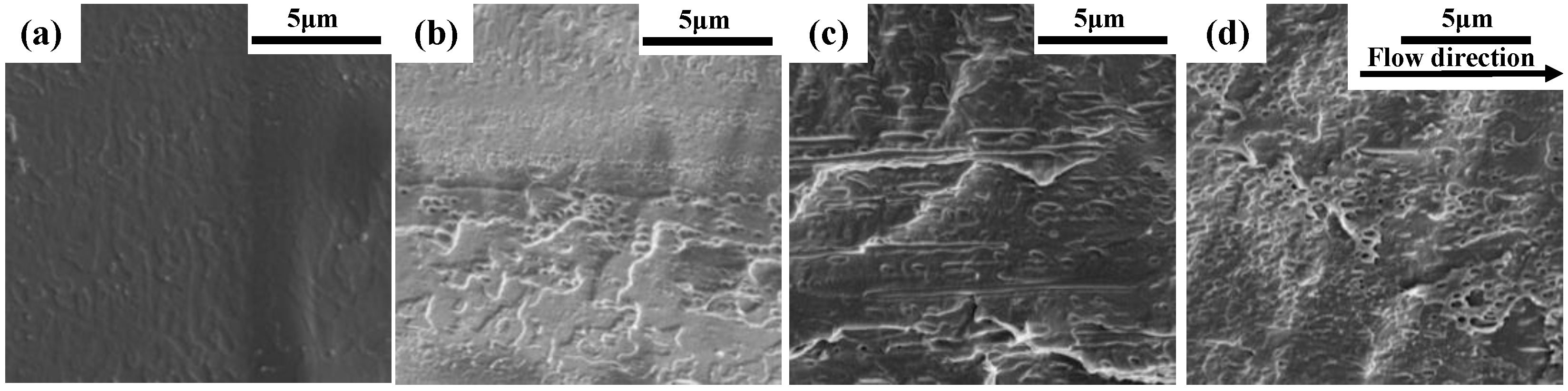
4.1. Phase Morphology Analysis
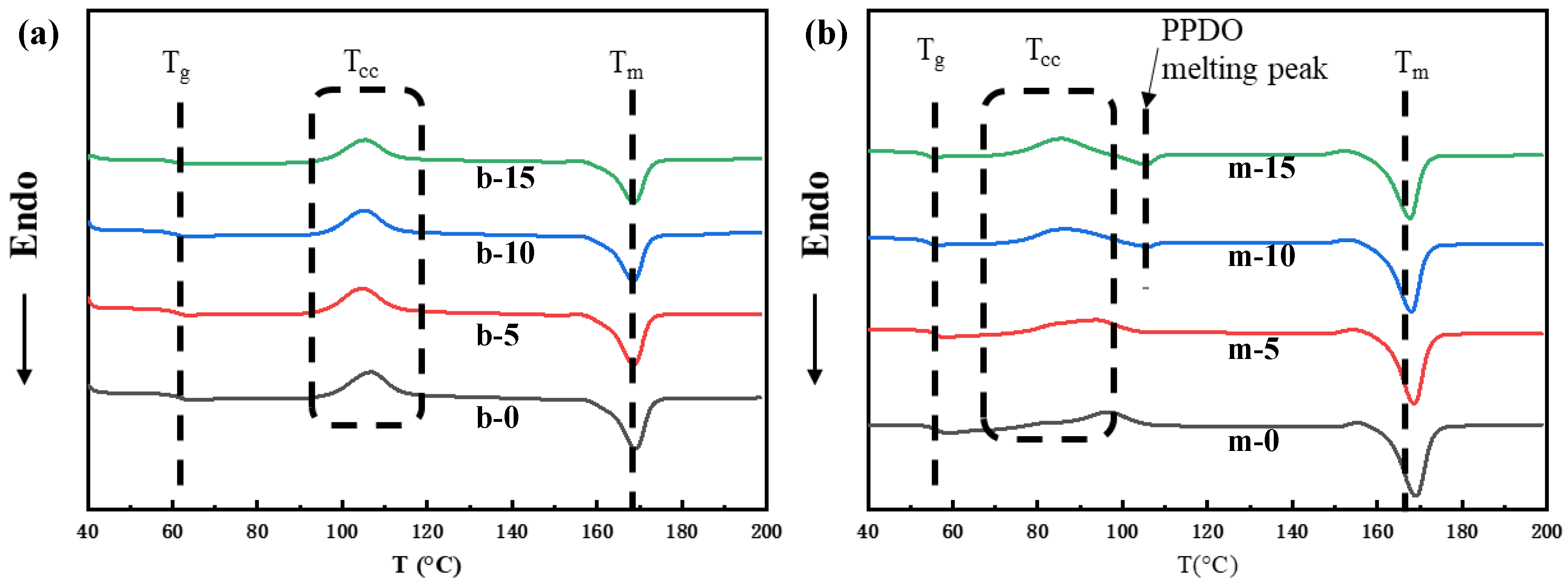
4.2. Crystallization Behavior Analysis
4.3. Mechanical Property Measurement
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zuo, J.; Lin, X. High-Power Laser Systems. Laser Photonics Rev. 2022, 16, 2270025. [Google Scholar] [CrossRef]
- Cox, L.M.; Martinez, A.M.; Blevins, A.K.; Sowan, N.; Ding, Y.; Bowman, C.N. Nanoimprint lithography: Emergent materials and methods of actuation. Nano Today 2020, 31, 100838. [Google Scholar] [CrossRef]
- Saptaji, K.; Gebremariam, M.A.; Azhari, M.A.B.M. Machining of biocompatible materials: A review. Int. J. Adv. Manuf. Technol. 2018, 97, 2255–2292. [Google Scholar] [CrossRef]
- Zhao, X.; Liao, T.; Lu, Y.; Jiang, Z.; Men, Y. Formation and Distribution of the Mesophase in Ultrasonic Micro-Injection-Molded Isotactic Polypropylene. Macromolecules 2021, 54, 5167–5177. [Google Scholar] [CrossRef]
- Wang, M.; Ding, W.; Xie, Y.; Zhang, L.; Chen, Y. Effect of Micro-Mold Cavity Dimension on Structure and Property of Polylactic Acid/Polycaprolactone Blend under Microinjection Molding Conditions. Polymers 2021, 13, 887. [Google Scholar] [CrossRef]
- Xie, Y.; Xiong, H.; Zheng, Z.; Zhang, L.; Chen, Y. Facile and Scalable Fabrication of High-Performance Polylactide-Based Medical Microparts through Combining the Microinjection Molding Intense Shear Stress Field and Annealing Strategy. Ind. Eng. Chem. Res. 2022, 61, 13886–13897. [Google Scholar] [CrossRef]
- Yu, W.; Gu, J.; Li, Z.; Li, Z.; Ruan, S.; Chen, B.; Shen, C.; Lee, L.J.; Wang, X. Study on the Influence of Microinjection Molding Processing Parameters on Replication Quality of Polylactic Acid Microneedle Array Product. Polymers 2023, 15, 1199. [Google Scholar] [CrossRef]
- Juster, H.; Van Der Aar, B.; De Brouwer, H. A review on microfabrication of thermoplastic polymer-based microneedle arrays. Polym. Eng. Sci. 2019, 59, 877–890. [Google Scholar] [CrossRef]
- Bhadale, R.S.; Londhe, V.Y. A systematic review of carbohydrate-based microneedles: Current status and future prospects. J. Mater. Sci. Mater. Med. 2021, 32, 89. [Google Scholar] [CrossRef]
- Nagarkar, R.; Singh, M.; Nguyen, H.X.; Jonnalagadda, S. A review of recent advances in microneedle technology for transdermal drug delivery. J. Drug Deliv. Sci. Technol. 2020, 59, 101923. [Google Scholar] [CrossRef]
- Makvandi, P.; Kirkby, M.; Hutton, A.R.J.; Shabani, M.; Yiu, C.K.Y.; Baghbantaraghdari, Z.; Jamaledin, R.; Carlotti, M.; Mazzolai, B.; Mattoli, V.; et al. Engineering Microneedle Patches for Improved Penetration: Analysis, Skin Models and Factors Affecting Needle Insertion. Nanomicro Lett. 2021, 13, 93. [Google Scholar] [CrossRef] [PubMed]
- Lim, D.J.; Vines, J.B.; Park, H.; Lee, S.H. Microneedles: A versatile strategy for transdermal delivery of biological molecules. Int. J. Biol. Macromol. 2018, 110, 30–38. [Google Scholar] [CrossRef]
- Park, S.; Lee, K.; Ryu, W. Research progress on detachable microneedles for advanced applications. Expert Opin. Drug Deliv. 2022, 19, 1115–1131. [Google Scholar] [CrossRef]
- Liang, L.; Chen, Y.; Zhang, B.L.; Zhang, X.P.; Liu, J.L.; Shen, C.B.; Cui, Y.; Guo, X.D. Optimization of dip-coating methods for the fabrication of coated microneedles for drug delivery. J. Drug Deliv. Sci. Technol. 2020, 55, 101464. [Google Scholar] [CrossRef]
- Li, J.; Zhou, Y.; Yang, J.; Ye, R.; Gao, J.; Ren, L.; Liu, B.; Liang, L.; Jiang, L. Fabrication of gradient porous microneedle array by modified hot embossing for transdermal drug delivery. Mater. Sci. Eng. C-Mater. Biol. Appl. 2019, 96, 576–582. [Google Scholar] [CrossRef]
- Petchwattana, N.; Covavisaruch, S. Mechanical and Morphological Properties of Wood Plastic Biocomposites Prepared from Toughened Poly(lactic acid) and Rubber Wood Sawdust (Hevea brasiliensis). J. Bionic Eng. 2014, 11, 630–637. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of poly(lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Baek, J.Y.; Kang, K.M.; Kim, H.J.; Kim, J.H.; Lee, J.H.; Shin, G.; Jeon, J.G.; Lee, J.; Han, Y.; So, B.J.; et al. Manufacturing Process of Polymeric Microneedle Sensors for Mass Production. Micromachines 2021, 12, 1364. [Google Scholar] [CrossRef]
- Kuo, H.-C.; Lin, Y.; Shen, Y.-K.; Kang, S.-C. Invasive PLA Microneedle Fabrication Applied to Drug Delivery System. In Proceedings of the 2011 Second International Conference on Mechanic Automation and Control Engineering, Inner Mongolia, China, 15–17 July 2011. [Google Scholar]
- Kang, S.; Song, J.E.; Jun, S.-H.; Park, S.-G.; Kang, N.-G. Sugar-Triggered Burst Drug Releasing Poly-Lactic Acid (PLA) Microneedles and Its Fabrication Based on Solvent-Casting Approach. Pharmaceutics 2022, 14, 1758. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Chen, G.; Yu, Y.; Sun, L.; Zhao, Y. Bioinspired Adhesive and Antibacterial Microneedles for Versatile Transdermal Drug Delivery. Research 2020, 2020, 3672120. [Google Scholar] [CrossRef] [PubMed]
- Chang, Z.-H.; Wang, D.-F.; Xu, Y.-Y.; Zhang, M.Y.; Li, Q. Structure and Morphology of Poly(epsilon-caprolactone) Heterogeneous Shish-Kebab Structure Induced by Poly(lactic acid) Nanofibers. Chin. J. Polym. Sci. 2022, 40, 1223–1232. [Google Scholar] [CrossRef]
- Shi, S.Y.; Wang, L.Y.; Pan, Y.M.; Liu, C.; Liu, X.; Li, Y.; Zhang, J.; Zheng, G.; Guo, Z. Remarkably Strengthened microinjection molded linear low-density polyethylene (LLDPE) via multi-walled carbon nanotubes derived nanohybrid shish-kebab structure. Compos. Part B-Eng. 2019, 167, 362–369. [Google Scholar] [CrossRef]
- Yang, K.K.; Wang, X.L.; Wang, Y.Z. Poly(p-dioxanone) and its copolymers. J. Macromol. Sci.-Polym. Rev. 2002, C42, 373–398. [Google Scholar] [CrossRef]
- Fernandez-Toribio, J.C.; Mikhalchan, A.; Santos, C.; Ridruejo, Á.; Volatile, J.J. Understanding cooperative loading in carbon nanotube fibres through in-situ structural studies during stretching. Carbon 2020, 156, 430–437. [Google Scholar] [CrossRef]
- Liao, T.; Zhao, X.; Coates, P.; Whiteside, B.; Jiang, Z.; Men, Y. Structural Heterogeneity Dependence of the Fracture Feature Distribution in the Tensile Elongation of Microinjection Molded Polyethylene. Macromolecules 2023, 56, 1983–1994. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, Y.; Ding, W.; Zhang, C. Filling behavior, morphology evolution and crystallization behavior of microinjection molded poly(lactic acid)/hydroxyapatite nanocomposites. Compos. Part A-Appl. Sci. Manuf. 2015, 72, 85–95. [Google Scholar] [CrossRef]
- Shibata, M.; Inoue, Y.; Miyoshi, M. Mechanical properties, morphology, and crystallization behavior of blends of poly(L-lactide) with poly(butylene succinate-co-L-lactate) and poly(butylene succinate). Polymer 2006, 47, 3557–3564. [Google Scholar] [CrossRef]
- Mele, P.; Giboz, J. Micro-injection molding of thermoplastic polymers: Proposal of a constitutive law as function of the aspect ratios. J. Appl. Polym. Sci. 2018, 135, 45719. [Google Scholar] [CrossRef]
- Li, C.; Guo, J.; Jiang, T.; Zhang, X.; Xia, L.; Wu, H.; Guo, S.; Zhang, X. Extensional flow-induced hybrid crystalline fibrils (shish) in CNT/PLA nanocomposite. Carbon 2018, 129, 720–729. [Google Scholar] [CrossRef]
- Xie, L.; Xu, H.; Chen, J.-B.; Zhang, Z.-J.; Hsiao, B.S.; Zhong, G.-J.; Chen, J.; Li, Z.-M. From Nanofibrillar to Nanolaminar Poly(butylene succinate): Paving the Way to Robust Barrier and Mechanical Properties for Full-Biodegradable Poly(lactic acid) Films. ACS Appl. Mater. Interfaces 2015, 7, 8023–8032. [Google Scholar] [CrossRef]
- He, Y.; Xu, W.-H.; Zhang, H.; Qu, J.-P. Constructing Bone-Mimicking High-Performance Structured Poly(lactic acid) by an Elongational Flow Field and Facile Annealing Process. ACS Appl. Mater. Interfaces 2020, 12, 13411–13420. [Google Scholar] [CrossRef] [PubMed]
- Mao, Y.; Li, X.; Burger, C.; Hsiao, B.S.; Tsou, A.H. 2D WAXS/SAXS study on isotactic propylene-1-butylene random copolymer subjected to uniaxial stretching: The influence of temperature. Polymer 2013, 54, 1432–1439. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tg-PLA (°C) | Tcc-PLA (°C) | ΔHcc-PLA (J/g) | Tm-PPDO (°C) | Tm-PLA (°C) | ΔHm-PLA (J/g) | Xc-PLA (%) |
|---|---|---|---|---|---|---|---|
| b-0 | 63.27 | 105.21 | 22.43 | / | 170.04 | 34.20 | 12.66 |
| b-5 | 62.60 | 104.90 | 22.18 | / | 169.66 | 33.56 | 12.88 |
| b-10 | 62.70 | 105.64 | 18.78 | / | 170.20 | 29.91 | 13.30 |
| b-15 | 62.20 | 105.36 | 20.44 | / | 169.58 | 31.68 | 14.22 |
| m-0 | 55.05 | 99.32 | 14.79 | / | 169.31 | 39.76 | 26.85 |
| m-5 | 53.49 | 95.89 | 13.29 | / | 168.64 | 39.97 | 30.20 |
| m-10 | 53.30 | 91.32 | 14.16 | 107.54 | 169.93 | 40.08 | 30.97 |
| m-15 | 52.08 | 90.94 | 13.82 | 107.70 | 168.42 | 36.24 | 28.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Chen, Y.; Tan, J.; Feng, S.; Xie, Y.; Li, L. Performance Enhancement of PLA-Based Blend Microneedle Arrays through Shish-Kebab Structuring Strategy in Microinjection Molding. Polymers 2023, 15, 2234. https://doi.org/10.3390/polym15102234
Zhang L, Chen Y, Tan J, Feng S, Xie Y, Li L. Performance Enhancement of PLA-Based Blend Microneedle Arrays through Shish-Kebab Structuring Strategy in Microinjection Molding. Polymers. 2023; 15(10):2234. https://doi.org/10.3390/polym15102234
Chicago/Turabian StyleZhang, Lifan, Yinghong Chen, Jiayu Tan, Shuo Feng, Yeping Xie, and Li Li. 2023. "Performance Enhancement of PLA-Based Blend Microneedle Arrays through Shish-Kebab Structuring Strategy in Microinjection Molding" Polymers 15, no. 10: 2234. https://doi.org/10.3390/polym15102234