
A Comprehensive Technical Review of the Friction Stir Welding of Metal-to-Polymer Hybrid Structures


Abstract
:1. Introduction
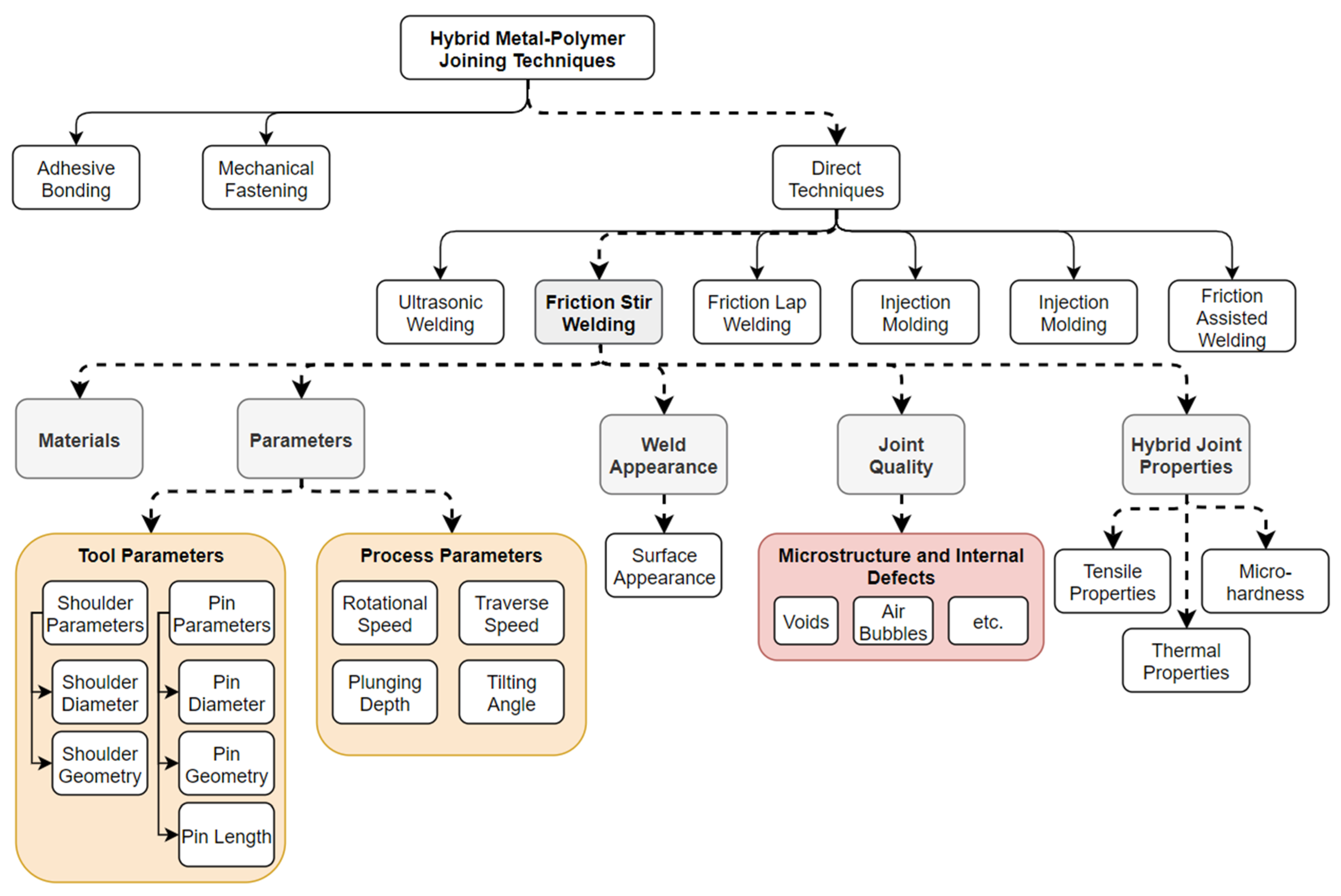
1.1. Metal-to-Polymer Joining Techniques
1.2. Friction Stir Welding as a Promising Metal-to-Polymer Joining Method
2. Materials
3. Tools and Process Parameters
3.1. Tool Parameters
3.2. Process Parameters
3.2.1. Plunge Depth
3.2.2. Tilt Angle
3.2.3. Traverse Speed
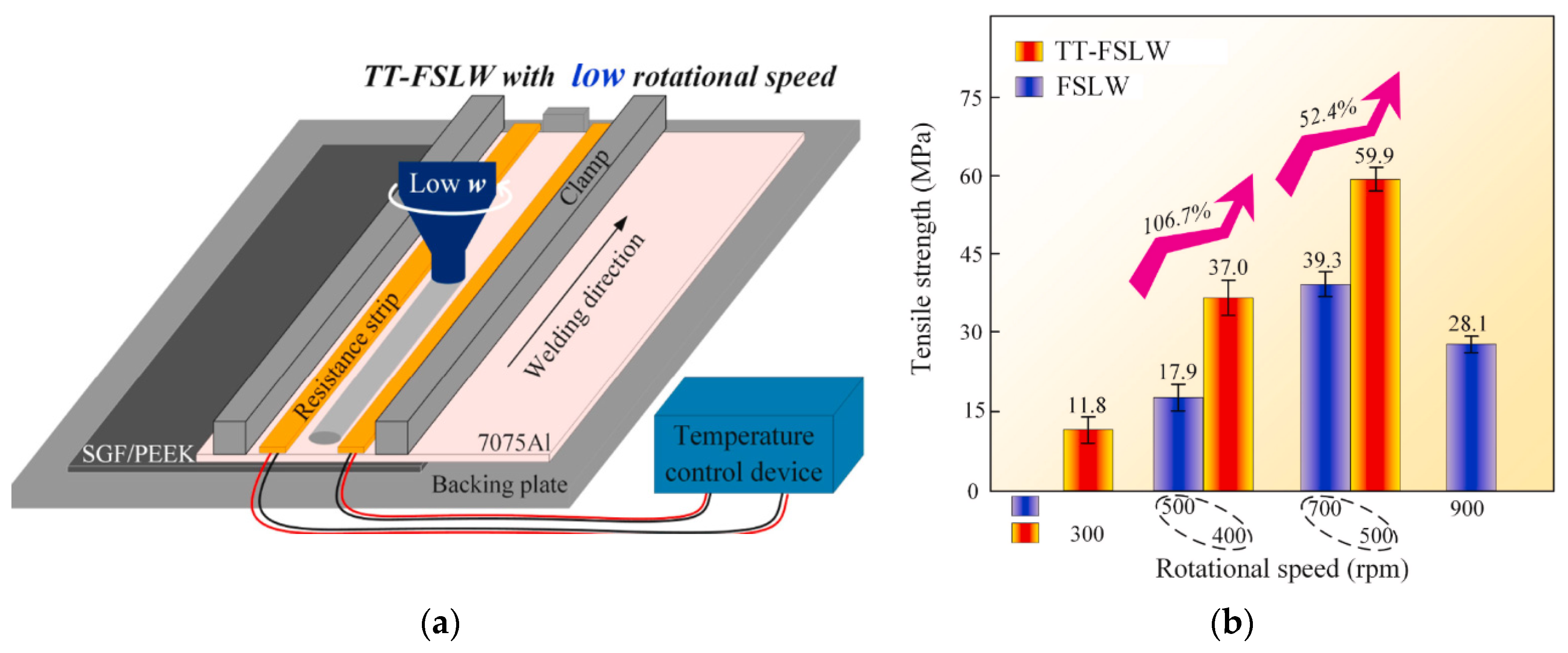
3.2.4. Rotational Speed
4. Joint Quality and Defects
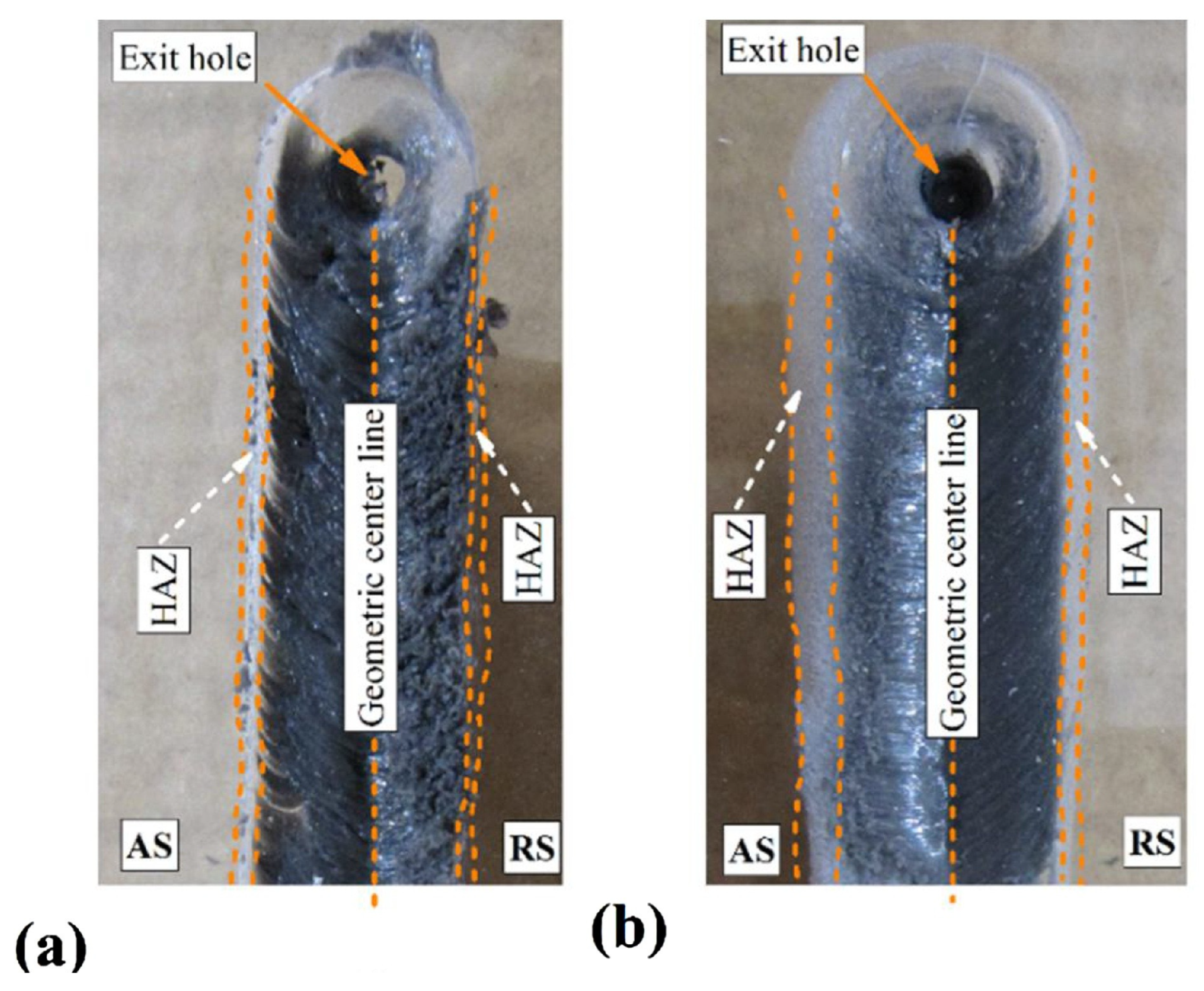
4.1. Surface Appearance
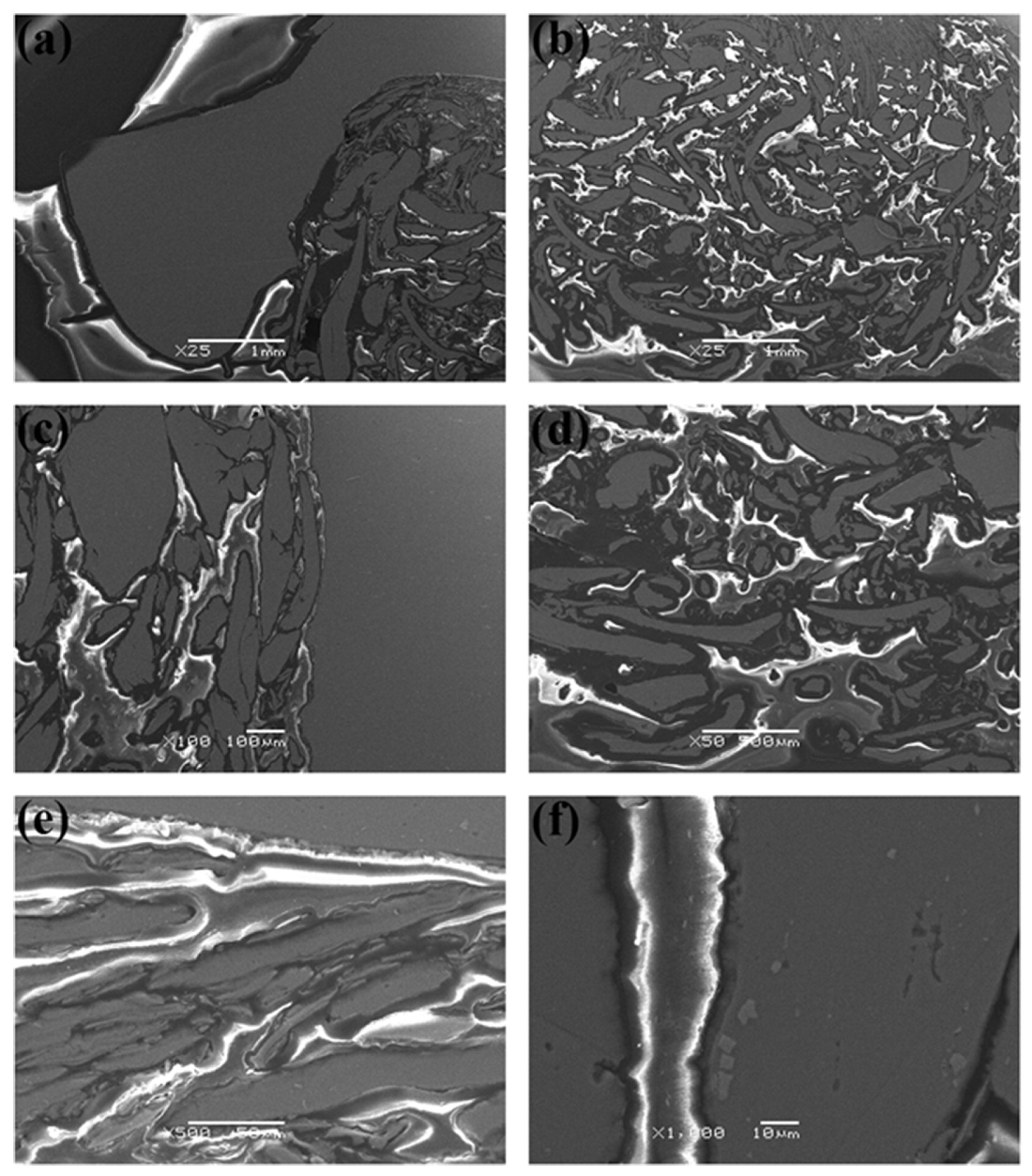
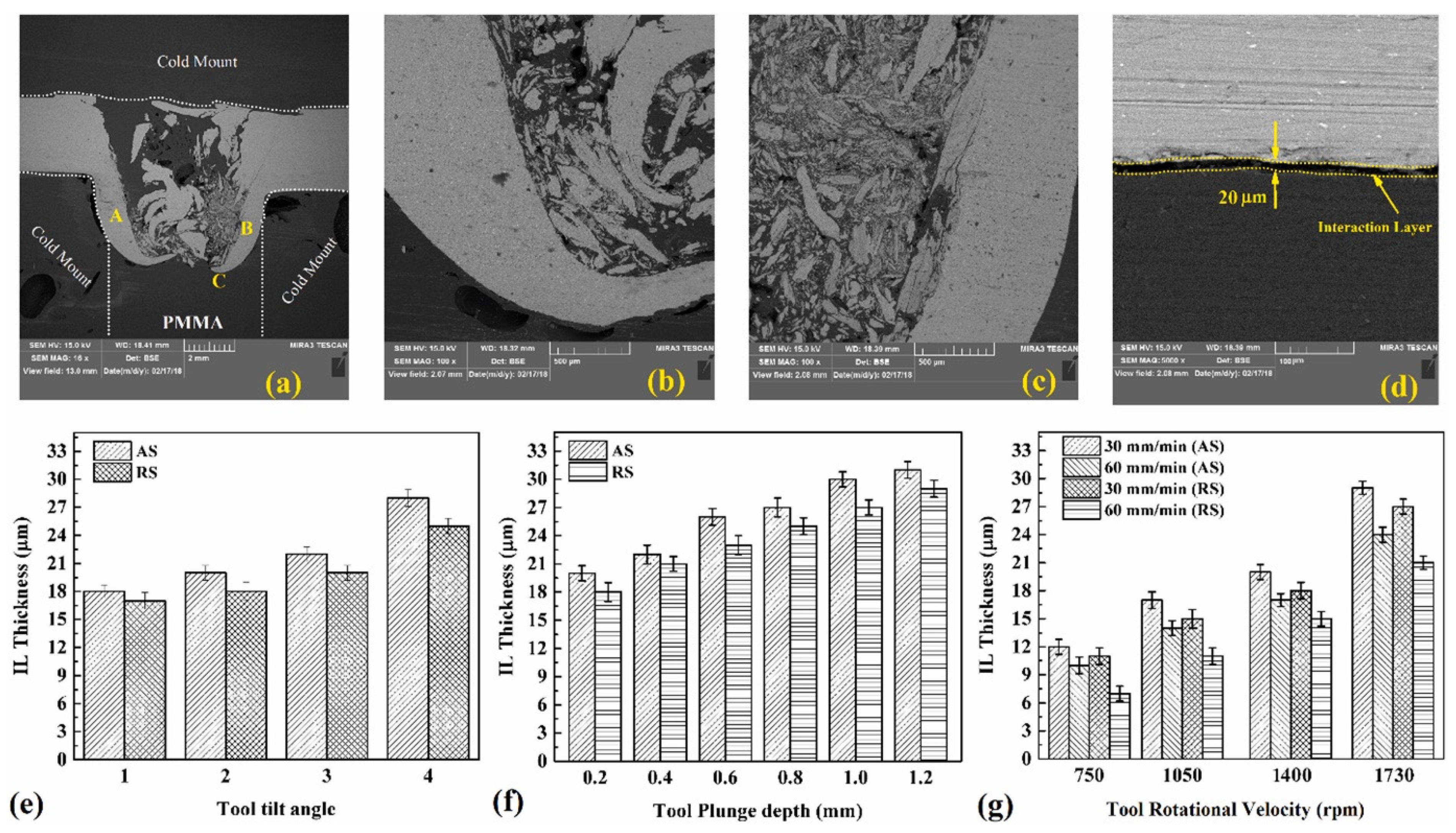
4.2. Microstructure and Internal Defects
5. Hybrid Joint Properties
5.1. Tensile Properties
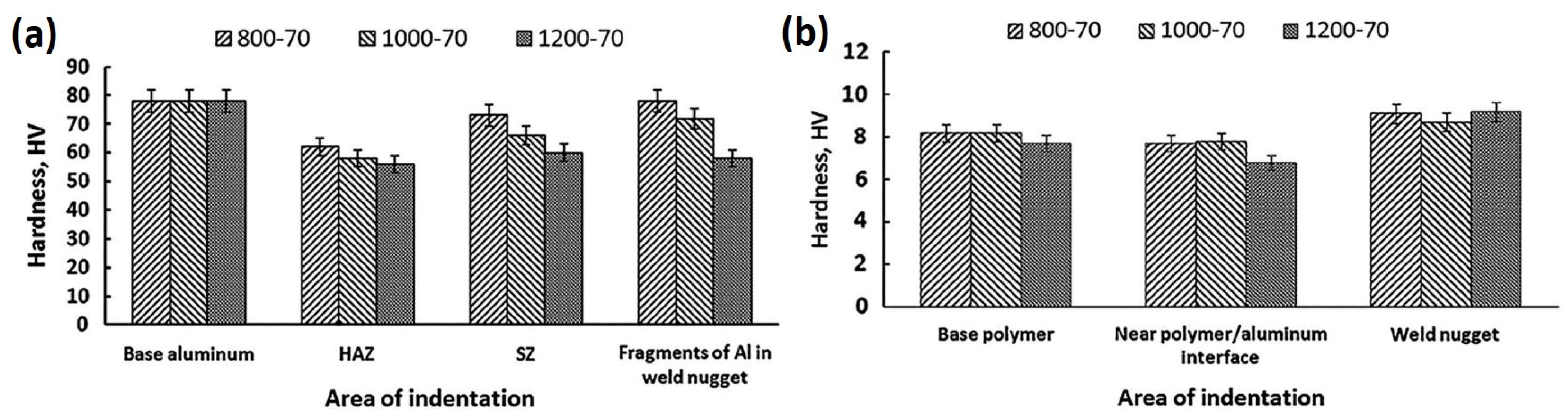
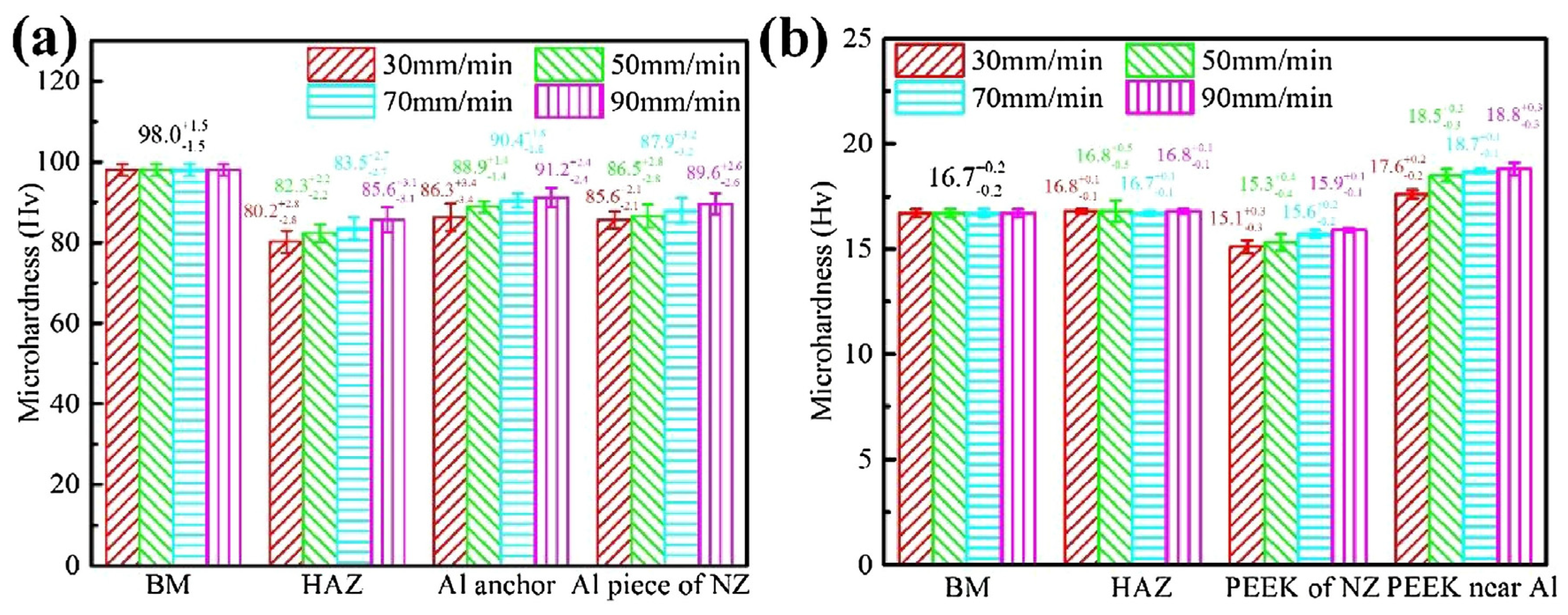
5.2. Microhardness
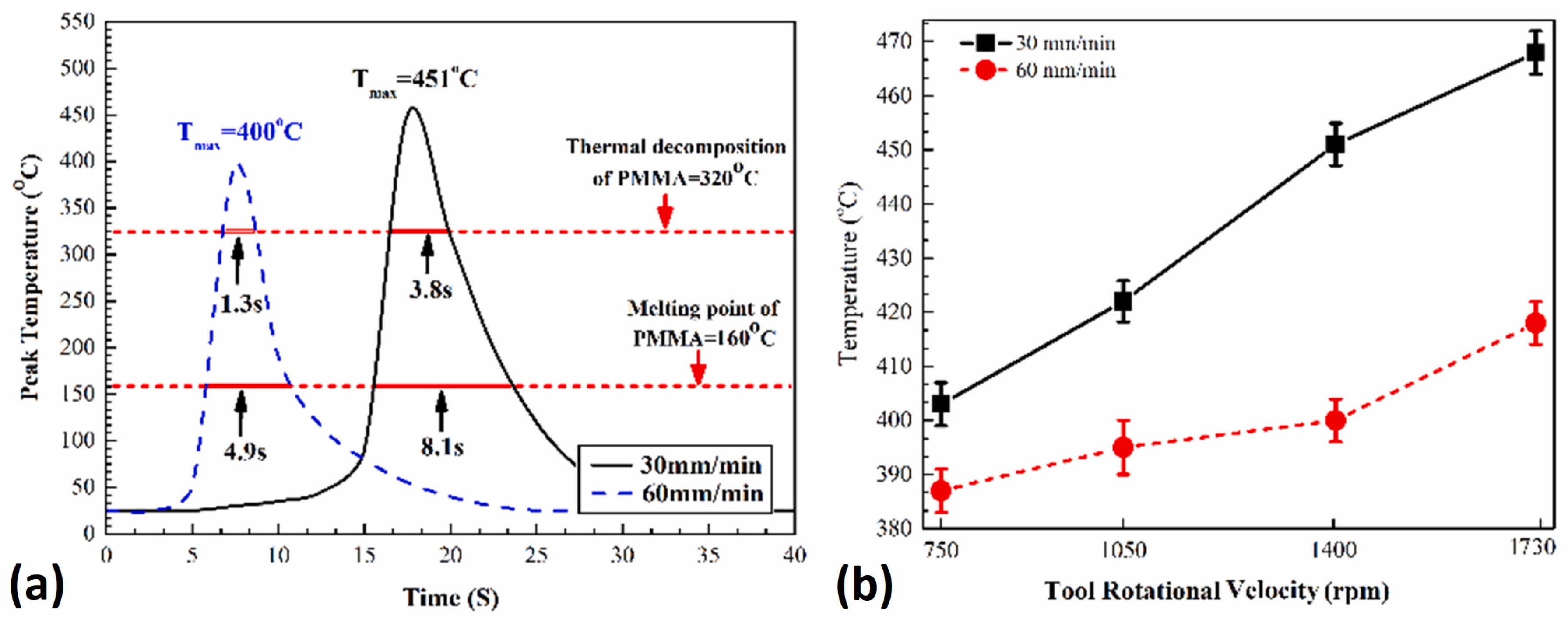
5.3. Thermal Studies
6. Summary
- Joining metals to polymers is challenging due to huge differences in their properties. However, choosing soft metals, such as aluminum and magnesium, along with high thermal decomposition polymers would successfully form a successful joint using wide range of processing parameters.
- A large shoulder diameter with a concave feature and a short, tapered pin enhances the material flow through the weld joint that directly improves the joint strength.
- Increasing the heat input through the weld joint enhances the strength. This can be achieved by increasing the tool rotational speed, tilt angle and plunge depth, or by decreasing the traverse speed. However, excessive heat input can cause polymer degradation and lead to internal defects decreasing the joint quality. Hence, it is critically important to optimize the process parameters to provide the optimum heat input.
- The hardness of the stir zone reduced as the heat input increased and varied among locations. The hardness was altered by thermal degradation of the polymer and variations in crystallization degree.
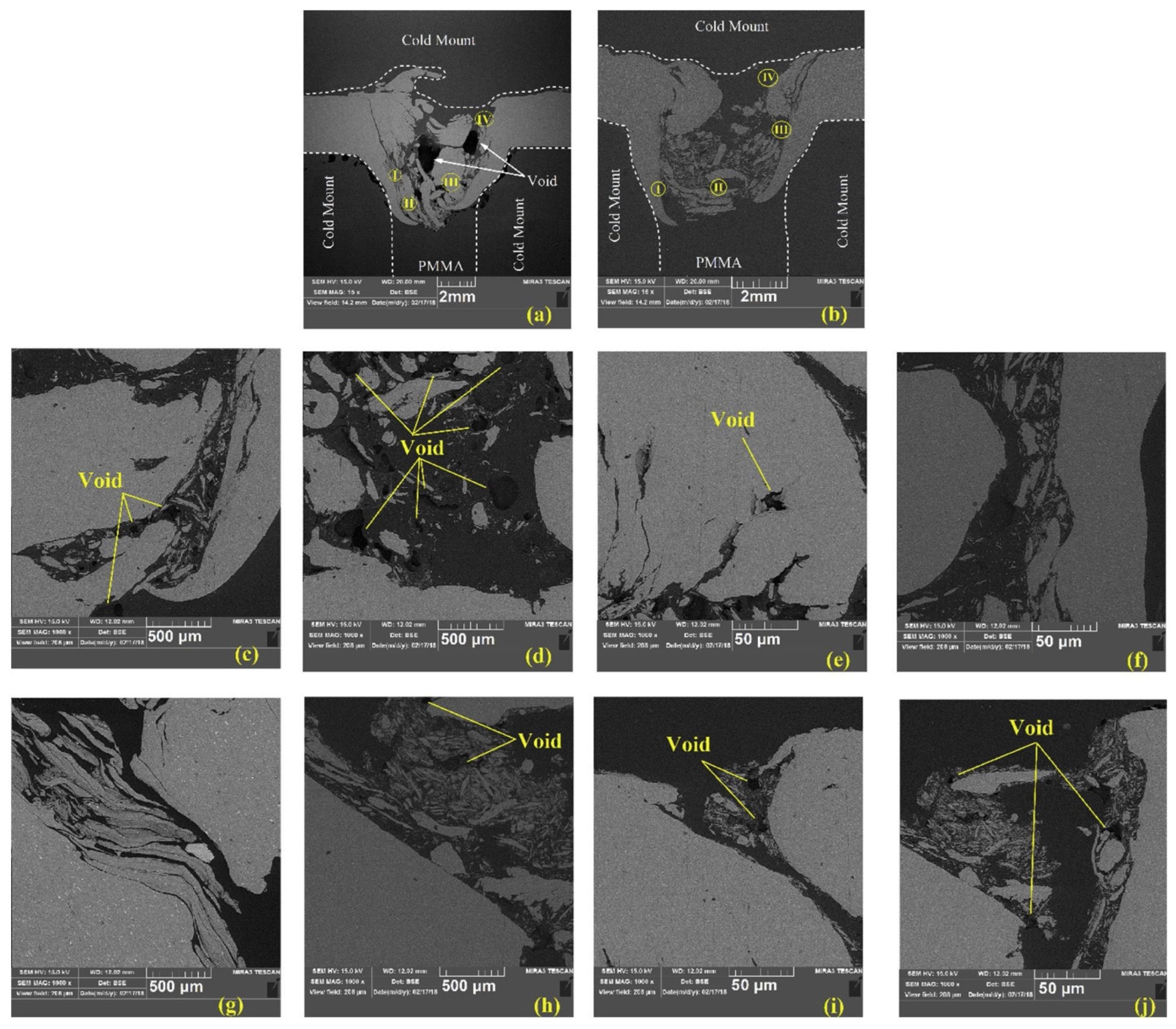
- Internal defects such as voids, bubbles, and pores, as well as the contact layer between the metal and polymer, were discovered to have a substantial impact on the mechanical strength of joints.
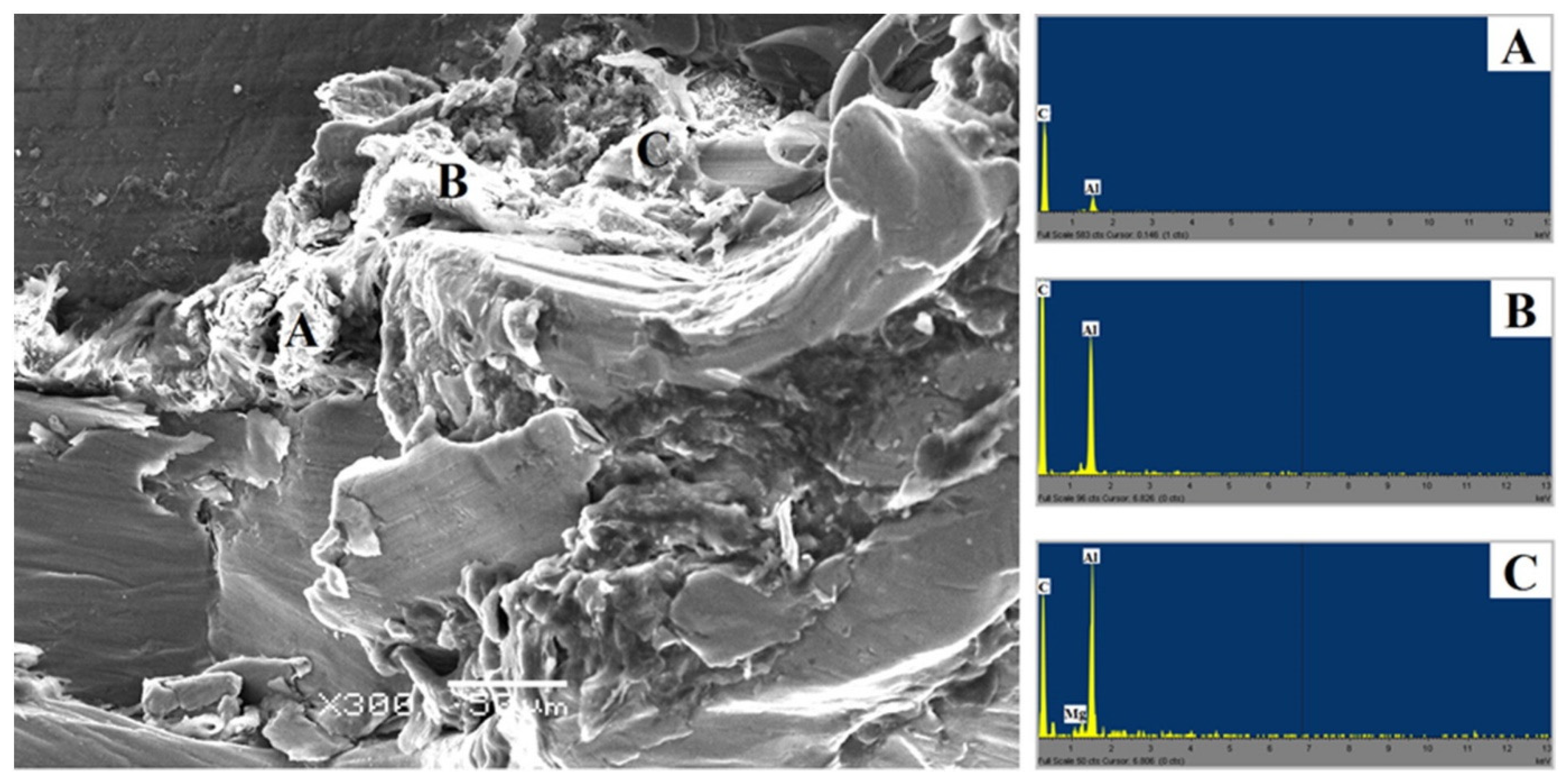
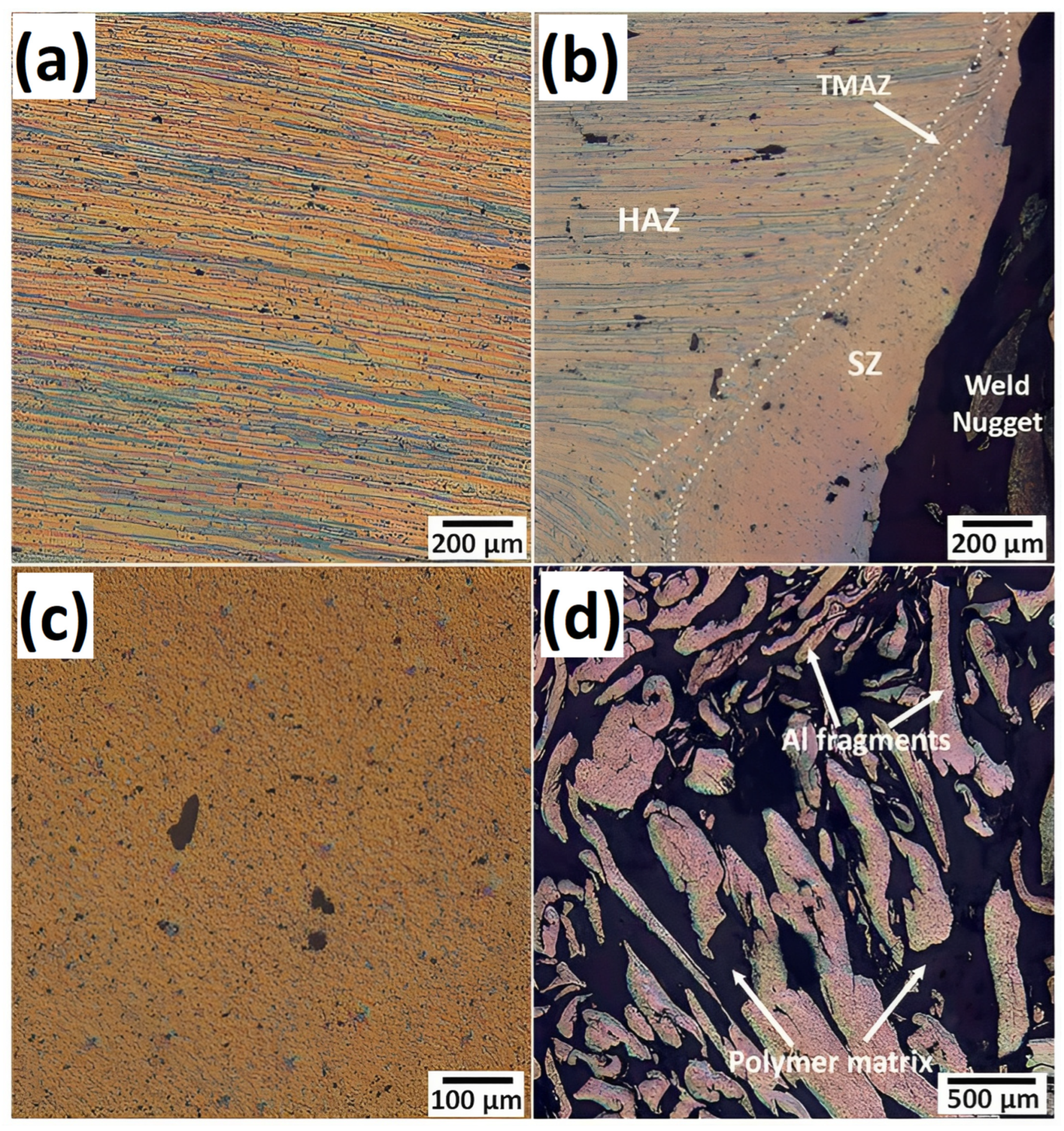
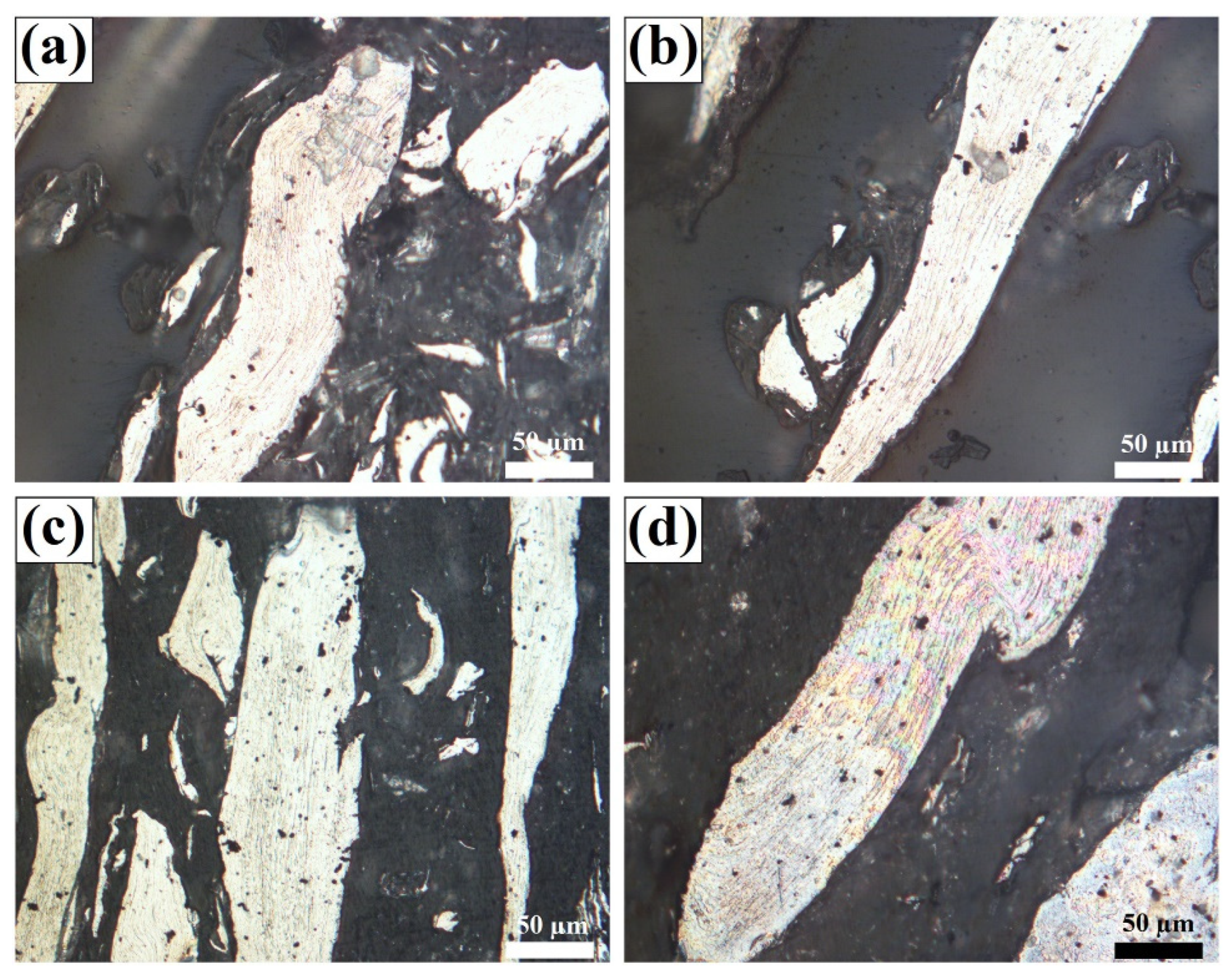
- Embedded metal pieces in a solidified polymer matrix are found in the microstructure of the FSW joint cross-section.
- The bonding mechanisms throughout the joining process are major mechanical interlocking via the creation of micro- and macro-constraints in addition to a minor interfacial chemical adhesion between the metal and consolidated polymeric layers.
7. Research Gaps and Future Outlook
- In depth examination of the flow mechanism of deformed metal under the impact of stirring tools during welding, with the aim of increasing weld metal flowability and the service life of FSW tools.
- Research could be extended to better comprehend the principles of thermo-mechanical interactions and material flow characteristics during welding to produce strong joints by experimenting with different combinations of input parameters to increase the efficiency of the FSW of dissimilar materials.
- Extensive investigation of the binding between metals and polymers at the microscale is needed to manage and eliminate micro-flaws in order to increase joint strength and create joints with excellent overall properties.
- Evaluation of joint fatigue, bending, and toughness to better understand the feasibility of FSW hybrid joints in applications involving dynamic conditions.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Al2O3: | Aluminum oxide |
| AS: | Advancing side |
| BM: | Base material |
| CF-PEEK | Carbon fiber polyetheretherketone |
| CFRP: | Carbon fiber-reinforced polymers |
| FSLW: | Friction stir lap welding |
| FFSW: | Friction fed stir welding |
| FSW: | Friction stir welding |
| FFSW: | Friction fed stir welding (FFSW) |
| HAZ: | Heat affected zone |
| HDPE: | High-density polyethylene |
| LDPE: | Low-density polyethylene |
| MC PA6: | MC Nylon 6 |
| PA6: | Polyamide 6 or Nylon 6 |
| PC: | Polycarbonates |
| PE: | Polyethylene |
| PEEK: | Polyetheretherketone |
| PMMA: | Poly (methyl methacrylate) |
| PP-C30S: | Polypropylene homopolymer |
| PPS: | Polyphenylene sulfide |
| SEM: | Scanning electron microscopy |
| SiC: | Silicon carbide |
| SZ: | Stir zone |
| TMAZ: | Thermo-mechanically affected zone |
| TT-FSLW: | Top thermic friction stir lap welding |
| TWI: | The Welding Institute |
References
- Sahu, S.K.; Pal, K.; Das, S. Parametric study on joint quality in friction stir welding of polycarbonate. Mater. Today Proc. 2020, 39, 1275–1280. [Google Scholar] [CrossRef]
- Arif, M.; Kumar, D.; Siddiquee, A.N. Friction stir welding and friction stir spot welding of polymethyl methacrylate (PMMA) to other materials: A review. Mater. Today Proc. 2022, 62, 220–225. [Google Scholar] [CrossRef]
- Kah, P.; Suoranta, R.; Martikainen, J.; Magnus, C. Techniques for joining dissimilar materials: Metals and polymers. Rev. Adv. Mater. Sci. 2014, 36, 152–164. [Google Scholar]
- Wang, Z.; Li, C.; Sui, L.; Xian, G. Effects of adhesive property and thickness on the bond performance between carbon fiber reinforced polymer laminate and steel. Thin-Walled Struct. 2021, 158, 107176. [Google Scholar] [CrossRef]
- Heide-Jørgensen, S.; Møller, R.K.; Buhl, K.B.; Pedersen, S.U.; Daasbjerg, K.; Hinge, M.; Budzik, M.K. Efficient bonding of ethylene-propylene-diene M-class rubber to stainless steel using polymer brushes as a nanoscale adhesive. Int. J. Adhes. Adhes. 2018, 87, 31–41. [Google Scholar] [CrossRef]
- Han, G.; Tan, B.; Cheng, F.; Wang, B.; Leong, Y.-K.; Hu, X. CNT toughened aluminium and CFRP interface for strong adhesive bonding. Nano Mater. Sci. 2021, 4, 266–275. [Google Scholar] [CrossRef]
- Cheng, F.; Hu, Y.; Zhang, X.; Hu, X.; Huang, Z. Adhesive bond strength enhancing between carbon fiber reinforced polymer and aluminum substrates with different surface morphologies created by three sulfuric acid solutions. Compos. Part A: Appl. Sci. Manuf. 2021, 146, 106427. [Google Scholar] [CrossRef]
- Heydari, M.; Sharif, F.; Ebrahimi, M. A molecular dynamics study on the role of oxygen-containing functional groups on the adhesion of polymeric films to the aluminum surface. Fluid Phase Equilibria 2021, 536, 112966. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagimoto, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2020, 259, 113219. [Google Scholar] [CrossRef]
- Vignesh, N.J. Analytical Approach for modelling of Heat generation in low-speed friction riveting of polymer/Aluminium joints. Mater. Today Proc. 2021, 47, 6835–6838. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Sankaranarayanan, R.; Sujana, J.A.J. A decision tree approach for energy efficient friction riveting of polymer/metal multi-material lightweight structures. J. Clean. Prod. 2021, 292, 125317. [Google Scholar] [CrossRef]
- Gay, A.; Lefebvre, F.; Bergamo, S.; Valiorgue, F.; Chalandon, P.; Michel, P.; Bertrand, P. Fatigue of Aluminum/Glass Fiber Reinforced Polymer Composite Assembly Joined by Self-piercing Riveting. Procedia Eng. 2015, 133, 501–507. [Google Scholar] [CrossRef] [Green Version]
- Staab, F.; Liesegang, M.; Balle, F. Local shear strength distribution of ultrasonically welded hybrid Aluminium to CFRP joints. Compos. Struct. 2020, 248, 112481. [Google Scholar] [CrossRef]
- Staab, F.; Balle, F. Ultrasonic torsion welding of ageing-resistant Al/CFRP joints: Properties, microstructure and joint formation. Ultrasonics 2019, 93, 139–144. [Google Scholar] [CrossRef] [PubMed]
- Mongan, P.G.; Hinchy, E.P.; O’Dowd, N.P.; McCarthy, C.T. Quality prediction of ultrasonically welded joints using a hybrid machine learning model. J. Manuf. Process. 2021, 71, 571–579. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y. Laser direct joining of metal and plastic. Scr. Mater. 2008, 59, 1247–1250. [Google Scholar] [CrossRef]
- Zhou, M.; Xiong, X.; Drummer, D.; Jiang, B. Interfacial interaction and joining property of direct injection-molded polymer-metal hybrid structures: A molecular dynamics simulation study. Appl. Surf. Sci. 2019, 478, 680–689. [Google Scholar] [CrossRef]
- Zhao, S.; Kimura, F.; Wang, S.; Kajihara, Y. Chemical interaction at the interface of metal–plastic direct joints fabricated via injection molded direct joining. Appl. Surf. Sci. 2021, 540, 148339. [Google Scholar] [CrossRef]
- Wang, S.; Kimura, F.; Zhao, S.; Yamaguchi, E.; Ito, Y.; Kajihara, Y. Influence of fluidity improver on metal-polymer direct joining via injection molding. Precis. Eng. 2021, 72, 620–626. [Google Scholar] [CrossRef]
- Bonpain, B.; Stommel, M. Influence of surface roughness on the shear strength of direct injection molded plastic-aluminum hybrid-parts. Int. J. Adhes. Adhes. 2018, 82, 290–298. [Google Scholar] [CrossRef]
- Lambiase, F.; Grossi, V.; Paoletti, A. High-speed joining of hybrid metal-polymer joints during the friction-assisted joining process. Compos. Struct. 2022, 280, 114890. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Durante, M. Mechanism of bonding of AA7075 aluminum alloy and CFRP during friction assisted joining. Compos. Struct. 2021, 261, 113593. [Google Scholar] [CrossRef]
- Lambiase, F.; Balle, F.; Blaga, L.-A.; Liu, F.; Amancio-Filho, S.T. Friction-based processes for hybrid multi-material joining. Compos. Struct. 2021, 266, 113828. [Google Scholar] [CrossRef]
- Lambiase, F.; Grossi, V.; Paoletti, A. Defects formation during Friction Assisted Joining of metals and semi crystalline polymers. J. Manuf. Process. 2021, 62, 833–844. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A. Mechanical behavior of AA5053/polyetheretherketone (PEEK) made by Friction Assisted Joining. Compos. Struct. 2018, 189, 70–78. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Grossi, V.; Di Ilio, A. Friction assisted joining of aluminum and PVC sheets. J. Manuf. Process. 2017, 29, 221–231. [Google Scholar] [CrossRef]
- Liu, F.C.; Liao, J.; Nakata, K. Joining of metal to plastic using friction lap welding. Mater. Des. 2014, 54, 236–244. [Google Scholar] [CrossRef]
- Braga, D.F.O.; Eslami, S.; Moreira, P.M.G.P.; da Silva, L.; El-Zein, M.; Martins, P. Chapter 5—Friction Stir Welding. In Advanced Joining Processes; Elsevier: Amsterdam, The Netherlands, 2021; pp. 173–206. [Google Scholar]
- El-Sayed, M.M.; Shash, A.; Abd-Rabou, M.; ElSherbiny, M.G. Welding and processing of metallic materials by using friction stir technique: A review. J. Adv. Join. Process. 2021, 3, 100059. [Google Scholar] [CrossRef]
- Maji, P.; Nath, R.K.; Karmakar, R.; Paul, P.; Meitei, R.B.; Ghosh, S.K. Effect of post processing heat treatment on friction stir welded/processed aluminum based alloys and composites. CIRP J. Manuf. Sci. Technol. 2021, 35, 96–105. [Google Scholar] [CrossRef]
- Darras, B.M.; Omar, M.; Khraisheh, M.K. Experimental Thermal Analysis of Friction Stir Processing. Mater. Sci. Forum 2007, 539-543, 3801–3806. [Google Scholar]
- Kishta, E.E.; Darras, B. Experimental investigation of underwater friction-stir welding of 5083 marine-grade aluminum alloy. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2014, 230, 458–465. [Google Scholar] [CrossRef]
- Saad, M.H.; Darras, B.M.; Nazzal, M.A. Evaluation of Welding Processes Based on Multi-dimensional Sustainability Assessment Model. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 57–75. [Google Scholar] [CrossRef]
- Gabrielli, F.; Forcellese, A.; El Mehtedi, M.; Simoncini, M. Mechanical Properties and Formability of Cold Rolled Friction Stir Welded Sheets in AA5754 for Automotive Applications. Procedia Eng. 2017, 183, 245–250. [Google Scholar] [CrossRef]
- Simoncini, M.; Ciccarelli, D.; Forcellese, A.; Pieralisi, M. Micro- and Macro- Mechanical Properties of Pinless Friction Stir Welded Joints in AA5754 Aluminium Thin Sheets. Procedia CIRP 2014, 18, 9–14. [Google Scholar] [CrossRef] [Green Version]
- Bevilacqua, M.; Ciarapica, F.E.; D’Orazio, A.; Forcellese, A.; Simoncini, M. Sustainability Analysis of Friction Stir Welding of AA5754 Sheets. Procedia CIRP 2017, 62, 529–534. [Google Scholar] [CrossRef]
- Contuzzi, N.; Campanelli, S.; Casalino, G.; Ludovico, A. On the role of the Thermal Contact Conductance during the Friction Stir Welding of an AA5754-H111 butt joint. Appl. Therm. Eng. 2016, 104, 263–273. [Google Scholar] [CrossRef]
- Selvaraj, M. Regression model for obtaining peak temperature and heat generation during friction stir welding of stainless steel. Mater. Today Proc. 2022, 62, 633–637. [Google Scholar] [CrossRef]
- Cui, H.; Lu, Y.; Wang, C.; Tang, X.; Liu, Z.; Misra, R. The occurrence of deformation induced ferrite transition (DIFT) during back heating assisted friction stir welding pipeline steel: The influence on the toughness of welded joint. Mater. Sci. Eng. A 2022, 836, 142697. [Google Scholar] [CrossRef]
- van Rooyen, N.; Bhattacharyya, M.; Charit, I.; Maughan, M.R. Indentation investigation of 304L stainless steel friction stir weld simulated crack repair. Mater. Sci. Eng. A 2022, 836, 142691. [Google Scholar] [CrossRef]
- Wang, Y.; Tsutsumi, S.; Kawakubo, T.; Fujii, H. Effects of phosphorus content on fatigue performance of friction stir welded mild steels. Constr. Build. Mater. 2022, 324, 126682. [Google Scholar] [CrossRef]
- Bhatia, A.; Wattal, R. Friction stir welding of carbon steel: Effect on microstructure and tensile strength. Mater. Today Proc. 2020, 26, 1803–1808. [Google Scholar] [CrossRef]
- Wang, Y.; Tsutsumi, S.; Kawakubo, T.; Fujii, H. Microstructure and mechanical properties of weathering mild steel joined by friction stir welding. Mater. Sci. Eng. A 2021, 823, 141715. [Google Scholar] [CrossRef]
- Darras, B.; Kishta, E. Submerged friction stir processing of AZ31 Magnesium alloy. Mater. Des. 2013, 47, 133–137. [Google Scholar] [CrossRef]
- Darras, B.; Khraisheh, M.; Abu-Farha, F.; Omar, M. Friction stir processing of commercial AZ31 magnesium alloy. J. Mater. Process. Technol. 2007, 191, 77–81. [Google Scholar] [CrossRef]
- Saini, S.; Chohan, J.S.; Boparai, K.S. Evaluating the microstructural characteristics in friction stir welding of magnesium AZ61a alloy. Mater. Today Proc. 2022, 48, 1762–1768. [Google Scholar] [CrossRef]
- Chiuzuli, F.R.; Batistão, B.F.; Bergmann, L.A.; de Alcântara, N.G.; dos Santos, J.F.; Klusemann, B.; Gargarella, P. Effect of the gap width in AZ31 magnesium alloy joints obtained by friction stir welding. J. Mater. Res. Technol. 2021, 15, 5297–5306. [Google Scholar] [CrossRef]
- Khalid, E.; Shunmugasamy, V.C.; Mansoor, B. Microstructure and tensile behavior of a Bobbin friction stir welded magnesium alloy. Mater. Sci. Eng. A 2022, 840, 142861. [Google Scholar] [CrossRef]
- Gao, F.; Guo, Y.; Yu, W.; Jiang, P.; Liao, Z. Microstructure evolution of friction stir welding of Ti6321 titanium alloy based on the weld temperature below microstructure transformation temperature. Mater. Charact. 2021, 177, 111121. [Google Scholar] [CrossRef]
- Gao, F.; Guo, Y.; Yang, S.; Yu, Y.; Yu, W. Fatigue properties of friction stir welded joint of titanium alloy. Mater. Sci. Eng. A 2020, 793, 139819. [Google Scholar] [CrossRef]
- Gao, F.; Guo, Y.; Qiu, S.; Yu, Y.; Yu, W. Fracture toughness of friction stir welded TA5 titanium alloy joint. Mater. Sci. Eng. A 2020, 776, 138962. [Google Scholar] [CrossRef]
- Nirmal, K.; Jagadesh, T. Numerical simulations of friction stir welding of dual phase titanium alloy for aerospace applications. Mater. Today Proc. 2020, 46, 4702–4708. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Deveci, S.; Almaskari, F.; Rehman, R.U. Effect of process temperatures on material flow and weld quality in the friction stir welding of high density polyethylene. J. Mater. Res. Technol. 2022, 18, 1692–1703. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Ali, D.S.; Deveci, S.; Almaskari, F.; Jarrar, F. Friction stir welding of high density polyethylene—Carbon black composite. J. Mater. Process. Technol. 2018, 264, 402–413. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Simchi, A.; Lambiase, F. Friction stir welding of polycarbonate lap joints: Relationship between processing parameters and mechanical properties. Polym. Test. 2019, 79, 105999. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Garcia, E.; Elyasi, M. Underwater friction stir welding of PC: Experimental study and thermo-mechanical modelling. J. Manuf. Process. 2021, 65, 161–173. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Simchi, A. Experimental and thermomechanical analysis of friction stir welding of poly(methyl methacrylate) sheets. Sci. Technol. Weld. Join. 2017, 23, 209–218. [Google Scholar] [CrossRef]
- Elyasi, M.; Derazkola, H.A. Experimental and thermomechanical study on FSW of PMMA polymer T-joint. Int. J. Adv. Manuf. Technol. 2018, 97, 1445–1456. [Google Scholar] [CrossRef]
- Argesi, F.B.; Shamsipur, A.; Mirsalehi, S.E. Preparation of bimetallic nano-composite by dissimilar friction stir welding of copper to aluminum alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1363–1380. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, G.; Roy, A.; Sinha, R.S.; Hasnain, S.M.; Prakash, O.; Ahmad, A. A comparative analysis of friction stir and tungsten inert gas dissimilar AA5082-AA7075 butt welds. Mater. Sci. Energy Technol. 2022, 5, 74–80. [Google Scholar] [CrossRef]
- Fu, X.; Chen, K.; Liu, C.; Wang, M.; Hua, X. Microstructure and mechanical properties of dissimilar friction stir lap welding between AZ31 Mg alloy and DC01 steel. Mater. Charact. 2022, 187, 111870. [Google Scholar] [CrossRef]
- Sahu, S.; Mypati, O.; Pal, S.K.; Shome, M.; Srirangam, P. Effect of weld parameters on joint quality in friction stir welding of Mg alloy to DP steel dissimilar materials. CIRP J. Manuf. Sci. Technol. 2021, 35, 502–516. [Google Scholar] [CrossRef]
- Geng, P.; Morimura, M.; Ma, H.; Ma, Y.; Ma, N.; Liu, H.; Aoki, Y.; Fujii, H.; Qin, G. Elucidation of intermetallic compounds and mechanical properties of dissimilar friction stir lap welded 5052 Al alloy and DP590 steel. J. Alloy. Compd. 2022, 906, 164381. [Google Scholar] [CrossRef]
- Do, H.; Asadi, S.; Park, N. Microstructural and mechanical properties of dissimilar friction stir welded CoCrFeMnNi high entropy alloy to STS304 stainless steel. Mater. Sci. Eng. A 2022, 840, 142979. [Google Scholar] [CrossRef]
- Ke, W.; Oliveira, J.; Ao, S.; Teshome, F.; Chen, L.; Peng, B.; Zeng, Z. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. J. Mater. Res. Technol. 2022, 17, 1942–1954. [Google Scholar] [CrossRef]
- Zhao, Y.; Luo, Y.; Lu, Y.; He, Y.; Guo, X.; Wang, S.; Cui, H.; Zhang, Y.; Wang, Z. Effect of welding parameters on the microstructures and mechanical properties of double-pass aluminum/magnesium dissimilar metal friction stir lap welding joint. Mater. Today Commun. 2021, 26, 102132. [Google Scholar] [CrossRef]
- Sundar, A.S.; Vardhan, T.V.; Kumar, A. Microstructural characterization of aluminium-titanium friction stir welds. Mater. Today Proc. 2022, 62, 5845–5849. [Google Scholar] [CrossRef]
- Kar, A.; Malopheyev, S.; Mironov, S.; Kaibyshev, R.; Suwas, S.; Kailas, S.V. A new method to elucidate fracture mechanism and microstructure evolution in titanium during dissimilar friction stir welding of aluminum and titanium. Mater. Charact. 2021, 171, 110791. [Google Scholar] [CrossRef]
- Hajideh, M.R.; Farahani, M.; Alavi, S.A.D.; Ramezani, N.M. Investigation on the effects of tool geometry on the microstructure and the mechanical properties of dissimilar friction stir welded polyethylene and polypropylene sheets. J. Manuf. Process. 2017, 26, 269–279. [Google Scholar] [CrossRef]
- Kumar, S.; Roy, B.S. Novel study of joining of acrylonitrile butadiene styrene and polycarbonate plate by using friction stir welding with double-step shoulder. J. Manuf. Process. 2019, 45, 322–330. [Google Scholar] [CrossRef]
- Sidhom, A.A.; Naga, S.A.; Kamal, A. Friction stir spot welding of similar and dissimilar high density polyethylene and polypropylene sheets. Adv. Ind. Manuf. Eng. 2022, 4, 100076. [Google Scholar] [CrossRef]
- MirHashemi, S.; Amadeh, A.; Khodabakhshi, F. Effects of SiC nanoparticles on the dissimilar friction stir weldability of low-density polyethylene (LDPE) and AA7075 aluminum alloy. J. Mater. Res. Technol. 2021, 13, 449–462. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Haghshenas, M.; Sahraeinejad, S.; Chen, J.; Shalchi, B.; Li, J.; Gerlich, A. Microstructure-property characterization of a friction-stir welded joint between AA5059 aluminum alloy and high density polyethylene. Mater. Charact. 2014, 98, 73–82. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Simchi, A. An investigation on the dissimilar friction stir welding of T-joints between AA5754 aluminum alloy and poly(methyl methacrylate). Thin-Walled Struct. 2019, 135, 376–384. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Elyasi, M. The influence of process parameters in friction stir welding of Al-Mg alloy and polycarbonate. J. Manuf. Process. 2018, 35, 88–98. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Simchi, A. A new procedure for the fabrication of dissimilar joints through injection of colloidal nanoparticles during friction stir processing: Proof concept for AA6062/PMMA joints. J. Manuf. Process. 2020, 49, 335–343. [Google Scholar] [CrossRef]
- Rahmat, S.M.; Hamdi, M.; Yusof, F.; Moshwan, R. Preliminary study on the feasibility of friction stir welding in 7075 aluminium alloy and polycarbonate sheet. Mater. Res. Innov. 2014, 18, S6–S515. [Google Scholar] [CrossRef]
- Patel, A.R.; Kotadiya, D.J.; Kapopara, J.M.; Dalwadi, C.G.; Patel, N.P.; Rana, H. Investigation of Mechanical Properties for Hybrid Joint of Aluminium to Polymer using Friction Stir Welding (FSW). Mater. Today Proc. 2018, 5, 4242–4249. [Google Scholar] [CrossRef]
- Dalwadi, C.G.; Patel, A.R.; Kapopara, J.M.; Kotadiya, D.J.; Patel, N.D.; Rana, H. Examination of Mechanical Properties for Dissimilar Friction Stir Welded Joint of Al Alloy (AA-6061) to PMMA (Acrylic). Mater. Today Proc. 2018, 5, 4761–4765. [Google Scholar] [CrossRef]
- Gao, Y.; Morisada, Y.; Fujii, H.; Liao, J. Friction stir lap welding of plastic to metal using adjustable tool. Sci. Technol. Weld. Join. 2019, 25, 190–197. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Zhang, X.; Xu, Y.; Tian, Y.; Huang, H. Enhanced aluminum alloy-polymer friction stir welding joints by introducing micro-textures. Mater. Lett. 2021, 295, 129872. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Wang, Y.; Xie, Y.; Zhou, L. Joining of aluminum alloy and polymer via friction stir lap welding. J. Mater. Process. Technol. 2018, 257, 148–154. [Google Scholar] [CrossRef]
- Wang, T.; Li, L.; Pallaka, M.R.; Das, H.; Whalen, S.; Soulami, A.; Upadhyay, P.; Kappagantula, K.S. Mechanical and microstructural characterization of AZ31 magnesium-carbon fiber reinforced polymer joint obtained by friction stir interlocking technique. Mater. Des. 2021, 198, 109305. [Google Scholar] [CrossRef]
- Dong, H.; Tang, Z.; Li, P.; Wu, B.; Hao, X.; Ma, C. Friction stir spot welding of 5052 aluminum alloy to carbon fiber reinforced polyether ether ketone composites. Mater. Des. 2021, 201, 109495. [Google Scholar] [CrossRef]
- Shahmiri, H.; Movahedi, M.; Kokabi, A.H. Friction stir lap joining of aluminium alloy to polypropylene sheets. Sci. Technol. Weld. Join. 2017, 22, 120–126. [Google Scholar] [CrossRef]
- Ratanathavorn, W.; Melander, A. Dissimilar joining between aluminium alloy (AA 6111) and thermoplastics using friction stir welding. Sci. Technol. Weld. Join. 2015, 20, 222–228. [Google Scholar] [CrossRef]
- Li, M.; Xiong, X.; Ji, S.; Hu, W.; Yue, Y. Achieving high-quality metal to polymer-matrix composites joint via top-thermic solid-state lap joining. Compos. Part B: Eng. 2021, 219, 108941. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Fard, R.K.; Khodabakhshi, F. Effects of processing parameters on the characteristics of dissimilar friction-stir-welded joints between AA5058 aluminum alloy and PMMA polymer. Weld. World 2018, 62, 117–130. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H. Recent advances in friction-stir welding—Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Harisha, P.; Nanjundaswamy, H.; Divakar, H.; Krishnan, D. Tensile properties of aluminium and copper alloys friction stir welded joints. Mater. Today Proc. 2021, 54, 223–227. [Google Scholar] [CrossRef]
- Kumar, M.; Das, A.; Ballav, R. Influence of tool geometry on morphology and mechanical properties of friction stir welded dissimilar joints: A review. Mater. Today Proc. 2020, 33, 4951–4955. [Google Scholar] [CrossRef]
- Haghshenas, M.; Khodabakhshi, F. Dissimilar friction-stir welding of aluminum and polymer: A review. Int. J. Adv. Manuf. Technol. 2019, 104, 333–358. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Xie, Y.; Wan, L.; Lv, Z.; Cao, J.; Feng, J. Friction stir welding/processing of polymers and polymer matrix composites. Compos. Part A: Appl. Sci. Manuf. 2018, 105, 235–257. [Google Scholar] [CrossRef]
- Meilinger, Á.; Török, I. The importance of friction stir welding tool. Prod. Processes Syst. 2013, 6, 25–34. [Google Scholar]
- Payganeh, G.H.; Arab, N.B.M.; Asl, Y.D.; Ghasemi, F.A.; Boroujeni, M.S. Effects of friction stir welding process parameters on appearance and strength of polypropylene composite welds. Int. J. Phys. Sci. 2011, 6, 4595–4601. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Advantages | Disadvantages | References |
|---|---|---|---|
| Adhesive bonding |
|
| [3] |
|
| ||
| Riveting |
|
| [3] |
|
| ||
| Ultrasonic welding |
|
| [15] |
|
| ||
| |||
| Laser welding |
|
| [16] |
| |||
| Injection molding |
|
| [19] |
| |||
| Friction lap welding |
|
| [23,27] |
| Joining Characteristics | Injection Molding | Ultrasonic Welding | Laser Welding | Friction Lap Welding | Friction Stir Welding |
|---|---|---|---|---|---|
| Heat source | External (pre-melted polymer by furnace) | External (high-frequency ultrasonic waves) | External (laser beam) | Internal (instantaneously generated frictional heat) | Internal (instantaneously generated frictional heat) |
| Easily automated | No | Yes | Yes | Yes | Yes |
| Equipment cost | High | High | High | Low | Low |
| Environmentally friendly | No | No | No | Yes | Yes |
| Joining configuration | Limited to overlapping joints | Limited to overlapping joints | Limited to overlapping joints | Limited to overlapping joints | Various configurations (butt, lap, etc.) |
| Joint strength | Weak | Weak | Strong | Strong | Strong |
| Joint Configuration | Metal | Polymer | Reference |
|---|---|---|---|
| Butt joint | AA5059 | High-density polyethylene (HDPE) | [73] |
| AA6061 | Polycarbonates (PC) | [78] | |
| AA6061 | Poly (methyl methacrylate) (PMMA) | [79] | |
| AA7075 | Low-density polyethylene (LDPE) | [72] | |
| AA7075 | Polycarbonates (PC) | [77] | |
| Lap joint | AA5052 | polypropylene homopolymer (PP-C30S) | [85] |
| AA5058 | Polycarbonates (PC) | [75] | |
| AA6111 | Polyphenylene sulfide (PPS) | [86] | |
| AA6061 | Polyetheretherketone (PEEK) | [82] | |
| AA6061 | Polyamide 6 or Nylon 6 (PA6) | [81] | |
| AA7075 | Polyetheretherketone (PEEK) | [87] | |
| AMXS6020 | MC Nylon 6 (MC PA6) | [80] | |
| AZ31 | Carbon fiber-reinforced polymers (CFRP) | [83] | |
| AA5058 | Poly (methyl methacrylate) (PMMA) | [88] | |
| T-lap joint | AA6062 | Poly (methyl methacrylate) (PMMA) | [76] |
| AA5754 | Poly (methyl methacrylate) (PMMA) | [74] |
| Tool Type | Shoulder Diameter (mm) | Pin Diameter (mm) | Pin Length (mm) | Reference |
|---|---|---|---|---|
| Tapered thread pin | 20 | 6 | 4.2 | [75] |
| 20 | 8 | 6.5 | [74] | |
| 9 | 1 | 1 | [77] | |
| 20 | 4.5 | 2.5 | [85] | |
| 18 | 5 | 2.9 | [78] | |
| 13.5 | 5.5 | 3 | [87] | |
| Cylindrical threaded pin | 16 | 5 | 2.5 | [72] |
| 15 | 4 | 2.7 | [86] | |
| 16 | 3 | 2.8 | [79] |
| Rotation Speed (rpm) | Traverse Speed (mm/min) | Tilt Angle (degrees) | Plunge Depth (mm) | References |
|---|---|---|---|---|
| 900 | 50 | 2 | 0.2 | [82] |
| 710 | 63 | 2.5 | N/A | [73] |
| 1600 | 50 | 2 | 0.4 | [76] |
| 1600 | 45 | 2 | 0.3 | [75] |
| 1600 | 30 | 2 | 0.2 | [74] |
| 630 | 30 | 2.5 | 0.3 | [72] |
| 3250 | 100 | 0 | 0.2 | [77] |
| 800 | 70 | 3 | 0.5 | [85] |
| 500 | 40 | 0 | 0.5 | [78] |
| 1000 | 40 | 2 | 2.8 | [79] |
| 1950 | 2000 | 4 | 1.6 | [81] |
| 900 | 60 | 3 | 2.3 | [80] |
| Specimen Name | Speed (rpm) | Feed (mm/min) | Velocity Index (rev/mm) | Tensile Strength (MPa) |
|---|---|---|---|---|
| E | 500 | 40 | 12.50 | 14.91 |
| K | 500 | 63 | 7.93 | 6.02 |
| D | 500 | 80 | 6.25 | 5.46 |
| T | 710 | 40 | 17.75 | 7.33 |
| J | 710 | 63 | 11.26 | 8.78 |
| C | 710 | 80 | 8.88 | 5.04 |
| I | 1000 | 40 | 25.00 | 5.70 |
| G | 1000 | 63 | 15.87 | 7.30 |
| B | 1000 | 80 | 12.50 | 8.17 |
| S | 1400 | 40 | 35.00 | 4.91 |
| H | 1400 | 63 | 22.22 | 5.42 |
| F | 1400 | 80 | 17.50 | 8.37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barakat, A.A.; Darras, B.M.; Nazzal, M.A.; Ahmed, A.A. A Comprehensive Technical Review of the Friction Stir Welding of Metal-to-Polymer Hybrid Structures. Polymers 2023, 15, 220. https://doi.org/10.3390/polym15010220
Barakat AA, Darras BM, Nazzal MA, Ahmed AA. A Comprehensive Technical Review of the Friction Stir Welding of Metal-to-Polymer Hybrid Structures. Polymers. 2023; 15(1):220. https://doi.org/10.3390/polym15010220
Chicago/Turabian StyleBarakat, Ali A., Basil M. Darras, Mohammad A. Nazzal, and Aser Alaa Ahmed. 2023. "A Comprehensive Technical Review of the Friction Stir Welding of Metal-to-Polymer Hybrid Structures" Polymers 15, no. 1: 220. https://doi.org/10.3390/polym15010220