

Properties of Table Tennis Blade from Sorghum Bagasse Particleboard Bonded with Maleic Acid Adhesive at Different Pressing Temperatures and Times

 ,
,  , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Material and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Manufacture of TTBSB-Particleboards
2.4. Evaluation of the Properties of TTBSB-Particleboards
2.5. Fourier Transform Infrared Spectroscopy (FTIR) Analysis
2.6. X-ray Diffraction (XRD) Analysis
2.7. Statistical Analysis
3. Result and Discussion
3.1. Pressing Temperature
3.2. Pressing Time
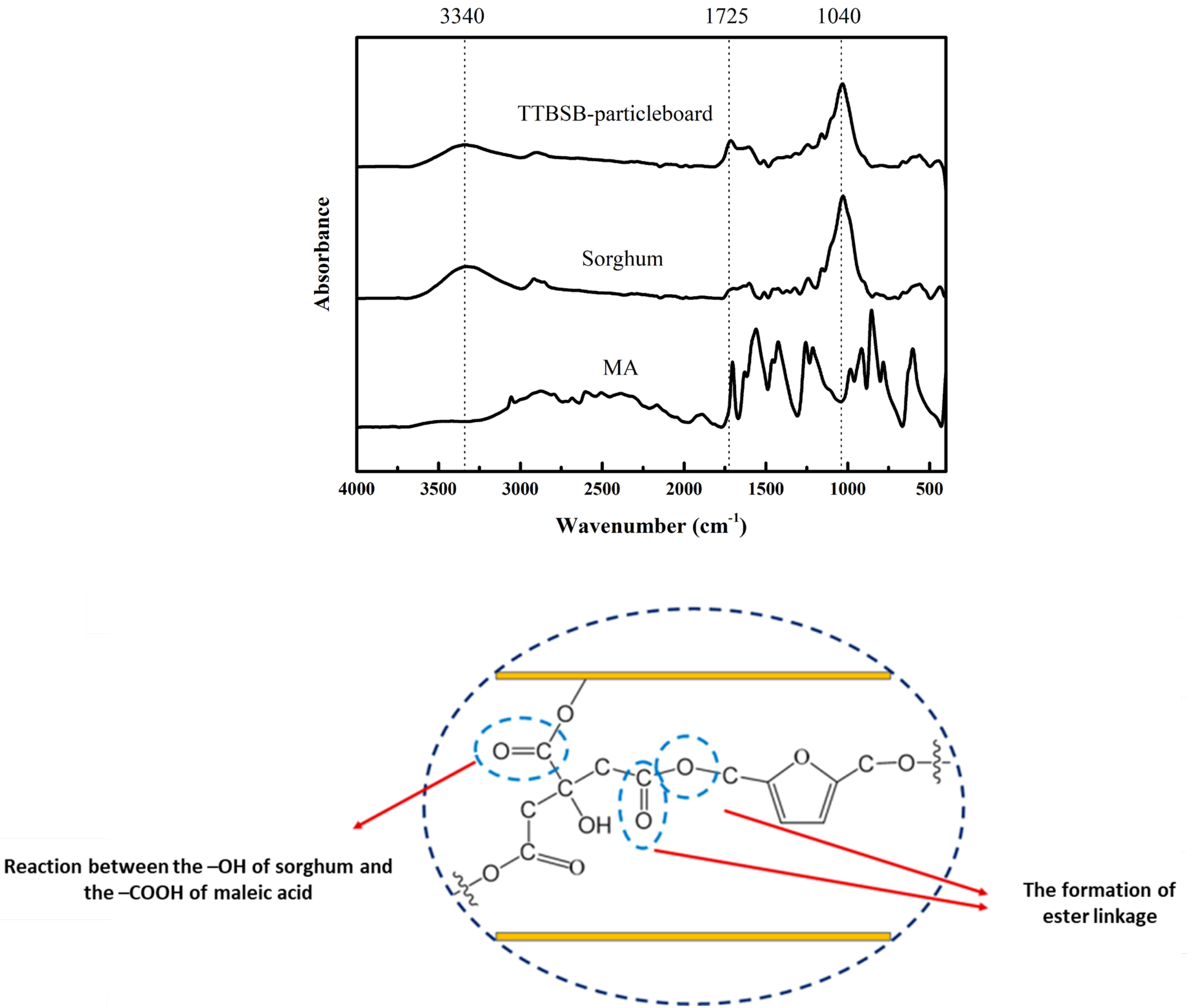
3.3. FTIR Analysis
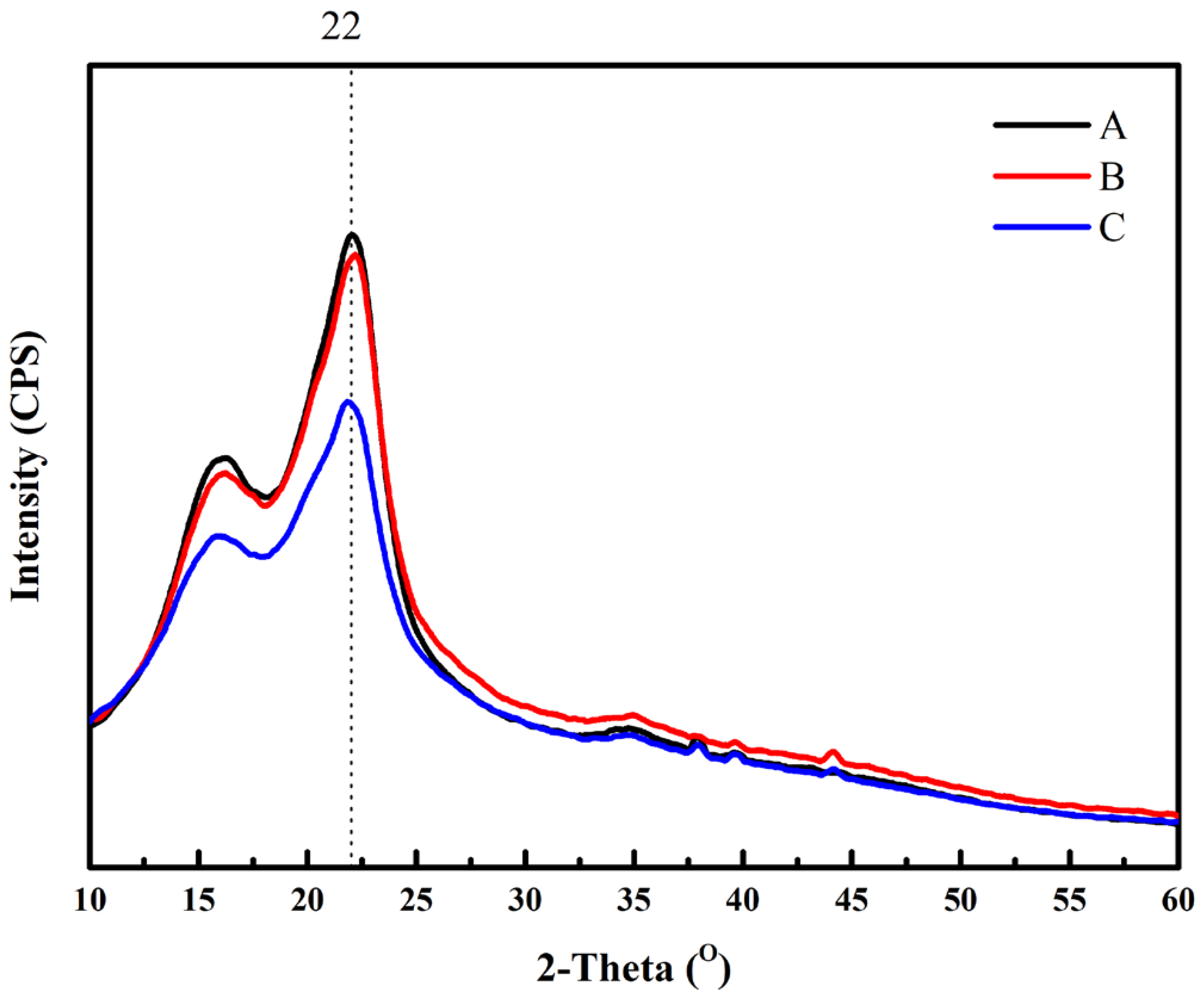
3.4. XRD Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arifin, A.M.T.; Hassan, M.F.; Ismail, A.E. Investigation on suitability of natural fibre as replacement material for table tennis blade investigation on suitability of natural fibre as replacement material for table tennis blade. IOP Conf. Ser. J. Phys. Conf. Ser. 2017, 226, 012037. [Google Scholar] [CrossRef]
- MoEF. Data Perkembangan Deforestasi Tahun 1990–2019; Ministry of Environment and Forestry: Jakarta, Indonesia, 2020. [Google Scholar]
- Amin, M.H.M.; Arifin, A.M.T.; Hassan, M.F. An evaluation of mechanical properties on kenaf natural fiber / polyester composite structures as table tennis blade. IOP Conf. Ser. J. Phys. Conf. Ser. 2017, 914, 012015. [Google Scholar] [CrossRef]
- Efendi, R.; Aqil, M.; Pabendon, M. Evaluasi genotipe sorgum manis (Sorghum bicolor (L.) Moench) produksi biomas dan daya ratun tinggi. J. Penelit. Pertan. Tanam. Pangan 2013, 32, 116–125. [Google Scholar]
- Pabendon, M.B.; Sarungallo, R.; Mas’ud, S. Pemanfaatan nira batang, bagas, dan biji sorgum manis sebagai bahan baku bioetanol. J. Penelit. Pertan. Tanam. Pangan 2012, 31, 180–187. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Azhar, I.; Susilowati, A. Effect of resin type, pressing temperature and time on particleboard properties made from sorghum bagasse. Agric. For. Fish. 2014, 3, 62. [Google Scholar] [CrossRef]
- Khazaeian, A.; Ashori, A.; Dizaj, M.Y. Suitability of sorghum stalk fibers for production of particleboard. Carbohydr. Polym. 2015, 120, 15–21. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Azhar, I.; Susilowati, A.; Ginting, A. Effect of wood shaving to improve the properties of particleboard made from sorghum bagasse. Int. J. Mater. Sci. Appl. 2016, 5, 113–118. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Wulandhari, I.; Irawati, A.; Supriyanto, A. The physical, mechanical and durability properties of sorghum bagasse particleboard by layering surface treatment. J. Indian Acad. Wood Sci. 2016, 14, 1–8. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Sucipto, T.; Nadeak, S.S.D.; Fatriasari, W. Post-treatment effect of particleboard on dimensional stability and durability properties of particleboard made from sorghum bagasse. IOP Conf Ser. Mater. Sci. Eng. 2017, 180, 012015. [Google Scholar] [CrossRef] [Green Version]
- Kusumah, S.S.; Miyafuji, H.; Yoshioka, K.; Kanayama, K. Utilization of sweet sorghum biomass and citric acid for manufacturing of particleboard I: Effects of pre-drying treatment and citric acid content on the board properties. Ind. Crops Prod. 2016, 84, 34–42. [Google Scholar] [CrossRef] [Green Version]
- Sutiawan, J.; Hermawan, D.; Kusumah, S.S.; Ayu, B.; Sukara, E. Pemanfaatan maltodextrin singkong untuk perekat ramah lingkungan dalam pembuatan papan partikel dari bagas sorgum. J. Sylva Lestari 2020, 8, 144–154. [Google Scholar] [CrossRef]
- Syahfitri, A.; Hermawan, D.; Kusumah, S.S.; Ismadi; Lubis, M.A.R.; Widyaningrum, B.A.; Ismayati, M.; Amanda, P.; Ningrum, R.S.; Sutiawan, J. Conversion of agro-industrial wastes of sorghum bagasse and molasses into lightweight roof tile composite. Biomass Convers. Biorefinery 2022, 1–15, in press. [Google Scholar] [CrossRef]
- Kusumah, S.S.; Umemura, K.; Guswenrivo, I.; Yoshimura, T.; Kanayama, K. Utilization of sweet sorghum bagasse and citric acid for manufacturing of particleboard II: Influences of pressing temperature and time on particleboard properties. J. Wood Sci. 2017, 63, 161–172. [Google Scholar] [CrossRef] [Green Version]
- Kövilein, A.; Kubisch, C.; Cai, L.; Ochsenreither, K. Malic acid production from renewables: A review. J. Chem. Technol. Biotechnol. 2020, 95, 513–526. [Google Scholar] [CrossRef] [Green Version]
- Sejati, P.S.; Imbert, A.; Gérardin-Charbonnier, C.; Dumarçay, S.; Fredon, E.; Masson, E.; Nandika, D.; Priadi, T.; Gérardin, P. Tartaric acid catalyzed furfurylation of beech wood. Wood Sci. Technol. 2017, 51, 379–394. [Google Scholar] [CrossRef] [Green Version]
- Sutiawan, J.; Hadi, Y.S.; Nawawi, D.S.; Abdillah, I.B.; Zulfiana, D.; Lubis, M.A.R.; Nugroho, S.; Astuti, D.; Zhao, Z.; Handayani, M.; et al. The properties of particleboard composites made from three sorghum (Sorghum bicolor) accessions using maleic acid adhesive. Chemosphere 2022, 290, 133163. [Google Scholar] [CrossRef]
- Sutiawan, J.; Hermawan, D.; Hadi, Y.S.; Nawawi, D.S.; Kusumah, S.S.; Ningrum, R.S.; Amanda, P.; Ismayati, M.; Abdillah, I.B. Properties of sorghum (Sorghum bicolor) biomass particleboard at different maleic acid content and particle size as potential materials for table tennis blade. Biomass Convers. Biorefinery 2022, in press. [CrossRef]
- Sutiawan, J.; Hermawan, D.; Massijaya, M.Y.; Kusumah, S.S.; Lubis, M.A.R.; Marlina, R.; Purnomo, D.; Sulastiningsih, I.M. Influence of different hot-pressing conditions on the performance of eco-friendly jabon plywood bonded with citric acid adhesive. Wood Mater. Sci. Eng. 2021, 17, 400–409. [Google Scholar] [CrossRef]
- Muruganandam, L.; Ranjitha, J.; Harshavardhan, A. A review report on physical and mechanical properties of particle boards from organic waste. Int. J. ChemTech Res. 2016, 9, 64–72. [Google Scholar]
- JIS (2003) JIS A 5908 2003; Japanese Industrial Standard for Particleboard. Japanese Industrial Standard: Tokyo, Japan, 2003.
- ASTM (1999) D 1037; Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle. American Society for Testing and Materials: Philadelphia, PA, USA, 1999.
- Kusumah, S.S.; Massijaya, S.Y.; Prasetyo, K.W.; Sutiawan, J.; Lubis, M.A.R.; Hermawan, D. Surface modification of eco-friendly particleboard made from sorghum bagasse and citric acid sucrose adhesive. IOP Conf. Ser. Mater. Sci. Eng. 2020, 935. [Google Scholar] [CrossRef]
- Manin, L.; Poggi, M.; Bertrand, C.; Havard, N. Vibro-acoustic of table tennis rackets. Influence of the plywood design parameters. Experimental and sensory analyses. Procedia Eng. 2014, 72, 374–379. [Google Scholar] [CrossRef]
- Liao, R.; Xu, J.; Umemura, K. Low Density Sugarcane Bagasse Particleboard Bonded and additive content. BioResources 2016, 11, 2174–2185. [Google Scholar] [CrossRef]
- Zhao, Z.; Sakai, S.; Wu, D.; Chen, Z.; Zhu, N.; Gui, C.; Zhang, M.; Umemura, K.; Yong, Q. Investigation of synthesis mechanism, optimal hot-pressing conditions, and curing behavior of phosphate adhesive. Polymer 2020, 12, 216. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Z.H.; Yuan, R.J.; Fan, X.B. The wood composite materials of table tennis bat and batting techniques. Adv. Mater. Res. 2012, 583, 49–52. [Google Scholar] [CrossRef]
- Yu, M. Comparative analysis on performance of table tennis racket's bottom of different materials. Appl. Mech. Mater. 2014, 687–691, 4248–4251. [Google Scholar] [CrossRef]
- Sun, W.M.; Zhang, S.Q.; Hao, S.R. The soleplate materials and performance of table tennis bat with the composite properties of materials in material engineering. Adv. Mater. Res. 2012, 583, 232–235. [Google Scholar] [CrossRef]
- Iino, Y.; Kojima, T. Effect of the racket mass and the rate of strokes on kinematics and kinetics in the table tennis topspin backhand. J. Sport Sci. 2015, 34, 721–729. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, J.; Li, C.; Yang, Y.; Liu, X.; Zhao, C.; Chen, D. New sight on the lignin torrefaction pretreatment: Relevance between the evolution of chemical structure and the properties of torrefied gaseous, liquid, and solid products. Bioresour. Technol. 2019, 288, 121528. [Google Scholar] [CrossRef]
- Fatriasari, W.; Ulwan, W.; Aminingsih, T.; Sari, F.P.; Fitria; Suryanegara, L.; Iswanto, A.H.; Ghozali, M.; Kholida, L.N.; Hussin, M.H.; et al. Optimization of maleic acid pretreatment of oil palm empty fruit bunches (OPEFB) using response surface methodology to produce reducing sugars. Ind. Crops Prod. 2021, 171, 113971. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Stages | Pressing Temperature (°C) | Pressing Time (min) |
|---|---|---|
| Stage 1 | 170 | 10 |
| 180 | 10 | |
| 190 | 10 | |
| 200 | 10 | |
| Stage 2 | 200 | 5 |
| 200 | 10 | |
| 200 | 15 | |
| 200 | 20 |
| Properties | Pressing Temperature (°C) | |||
|---|---|---|---|---|
| 170 | 180 | 190 | 200 | |
| Water Absorption (WA) (%) | 89.67 (7.28) b | 81.67 (7.76) b | 85.19 (3.48) b | 72.03 (6.63) a |
| Thickness Swelling (TS) (%) | 6.13 (2.02) b | 4.61 (0.69) a | 4.85 (0.61) ab | 3.89 (0.58) a |
| Modulus of Elasticity (MOE) (MPa) | 175 (84.33) a | 237 (163.97) a | 372 (86.78) b | 440(64.41) b |
| Modulus of Rupture (MPa) | 1.98 (0.52) a | 2.41 (0.42) a | 4.31 (0.58) b | 4.75 (0.70) b |
| Internal Bonding (IB) (MPa) | 0.03 (0.02) a | 0.11 (0.04) b | 0.15 (0.04) c | 0.16 (0.05) c |
| Properties | Pressing Time (min) | Commercial Blade | ||||
|---|---|---|---|---|---|---|
| 5 | 10 | 15 | 20 | Donic | Yuguan | |
| Density (g/cm3) | 0.57 (0.02) a | 0.57 (0.05) a | 0.56 (0.01) a | 0.55 (0.01) a | 0.42 (0.00) | 0.67 (0.22) |
| Moisture Content (MC) (%) | 11.31 (0.18) b | 9.90 (1.73) a | 9.19 (0.21) a | 8.93 (0.10) a | 6.53 (0.08) | 10.74 (0.27) |
| Water Absorption (WA) (%) | 92.19 (5.28) b | 94.75 (5.83) b | 89.54 (9.02) ab | 81.76 (5.96) a | 39.33 (1.84) | 68.75 (5.37) |
| Thickness Swelling (TS) (%) | 4.26 (1.52) a | 3.75 (0.57) a | 3.89 (1.32) a | 3.01 (0.25) a | 4.93 (0.40) | 4.25 (0.83) |
| Modulus of Elasticity (MOE) (MPa) | 611 (163) a | 758 (115) ab | 783 (210) ab | 822 (118) b | 2752 (583) | 4485 (454) |
| Modulus of Rupture (MPa) | 3.20 (0.88) a | 4.90 (0.55) b | 4.67 (1.22) b | 4.54 (0.63) b | 63.79 (2.85) | 49.04 (5.60) |
| Internal Bonding (IB) (MPa) | 0.15 (0.04) a | 0.15 (0.04) a | 0.21 (0.05) b | 0.22 (0.04) b | 0.98 (0.04) | 2.36 (0.09) |
| Surface Roughness (SR) (µm) | 4.86 (0.90) a | 5.00 (1.26) a | 5.48 (0.92) a | 5.39 (0.81) a | 0.92 (0.03) | 2.10 (0.53) |
| Hardness (H) (MPa) | 29.77 (2.90) a | 31.76 (2.37) a | 32.30 (1.59) a | 31.49 (1.36) a | 25.89 (0.28) | 38.69 (3.07) |
| Weight (g) | - | - | - | 89.70 | 85.43 | 86.73 |
| Ball Rebound (cm) | - | - | - | 54.67 (1.52) | 58.67 (0.58) | 55.67 (1.53) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sutiawan, J.; Hartono, R.; Hermawan, D.; Hadi, Y.S.; Nawawi, D.S.; Abdillah, I.B.; Syahfitri, A.; Kusumah, S.S.; Adi, D.S.; Kusumaningrum, W.B.; et al. Properties of Table Tennis Blade from Sorghum Bagasse Particleboard Bonded with Maleic Acid Adhesive at Different Pressing Temperatures and Times. Polymers 2023, 15, 166. https://doi.org/10.3390/polym15010166
Sutiawan J, Hartono R, Hermawan D, Hadi YS, Nawawi DS, Abdillah IB, Syahfitri A, Kusumah SS, Adi DS, Kusumaningrum WB, et al. Properties of Table Tennis Blade from Sorghum Bagasse Particleboard Bonded with Maleic Acid Adhesive at Different Pressing Temperatures and Times. Polymers. 2023; 15(1):166. https://doi.org/10.3390/polym15010166
Chicago/Turabian StyleSutiawan, Jajang, Rudi Hartono, Dede Hermawan, Yusuf Sudo Hadi, Deded Sarip Nawawi, Imam Busyra Abdillah, Alifah Syahfitri, Sukma Surya Kusumah, Danang Sudarwoko Adi, Wida Banar Kusumaningrum, and et al. 2023. "Properties of Table Tennis Blade from Sorghum Bagasse Particleboard Bonded with Maleic Acid Adhesive at Different Pressing Temperatures and Times" Polymers 15, no. 1: 166. https://doi.org/10.3390/polym15010166