
Mechanical and Moisture Barrier Properties of Epoxy–Nanoclay and Hybrid Epoxy–Nanoclay Glass Fibre Composites: A Review


Abstract
:1. Introduction
2. Epoxy Nanoclay Composites
2.1. Epoxy
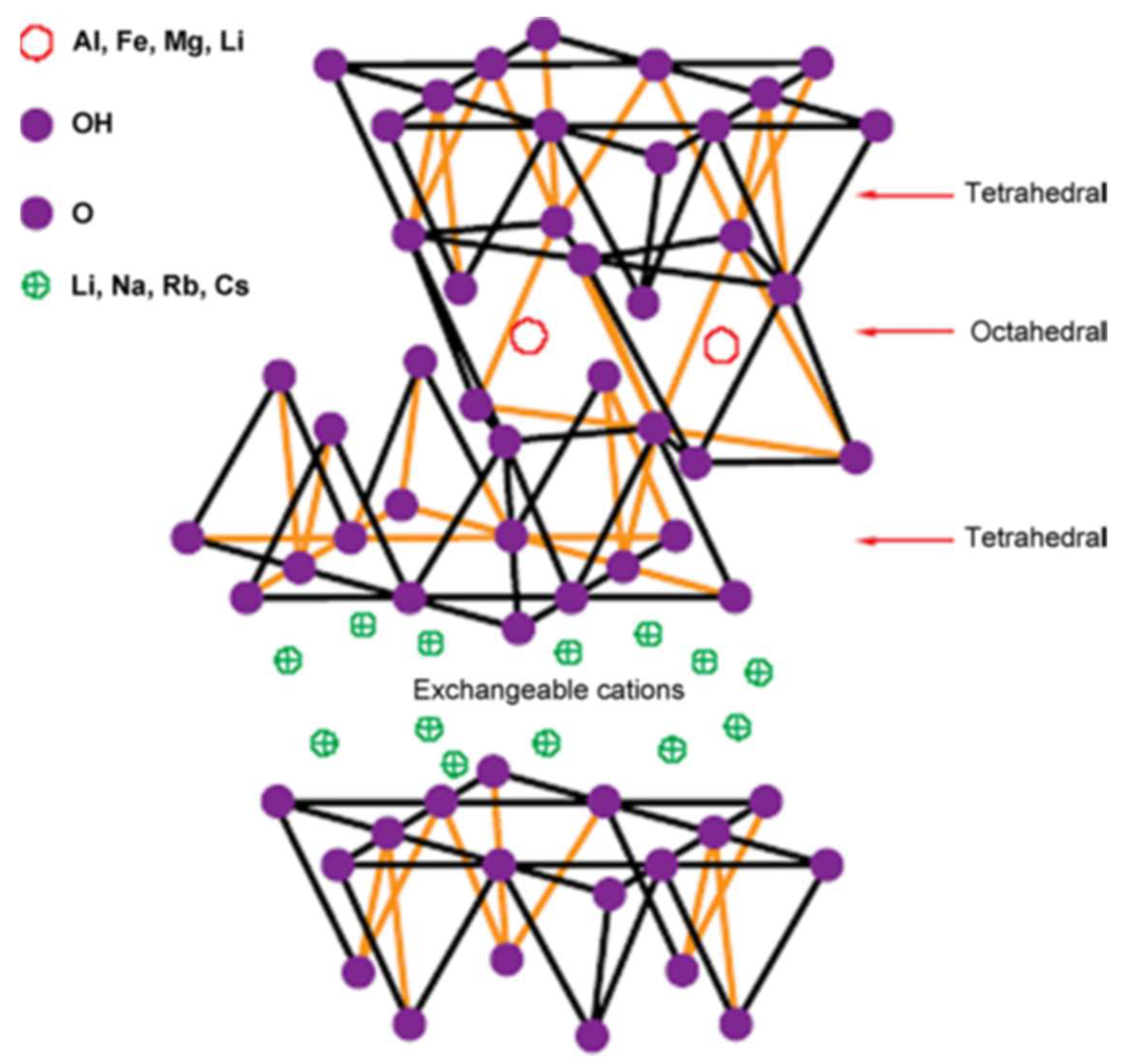
2.2. Clays
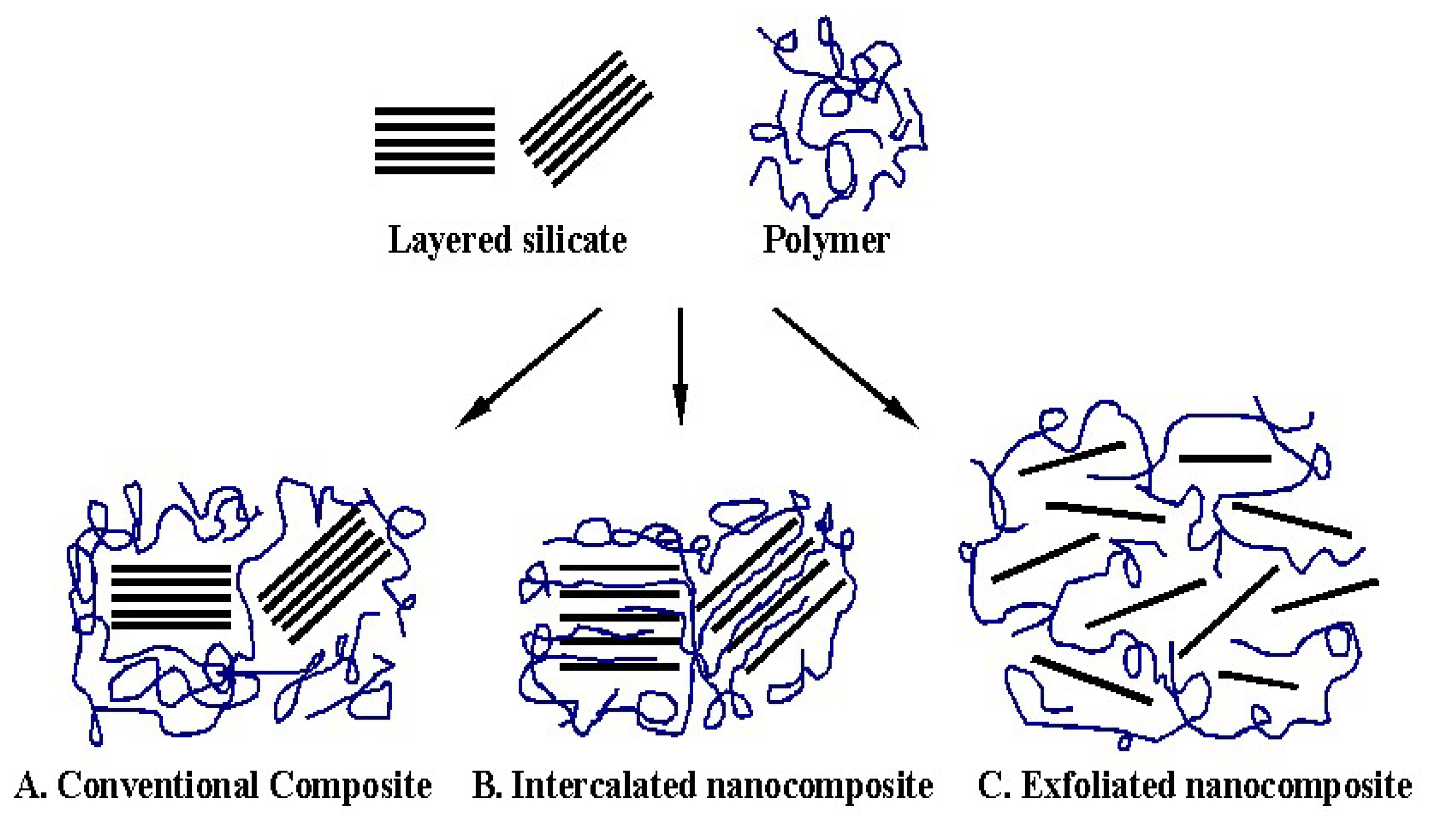
2.3. Nanoclays
2.4. Processing Methods and Techniques
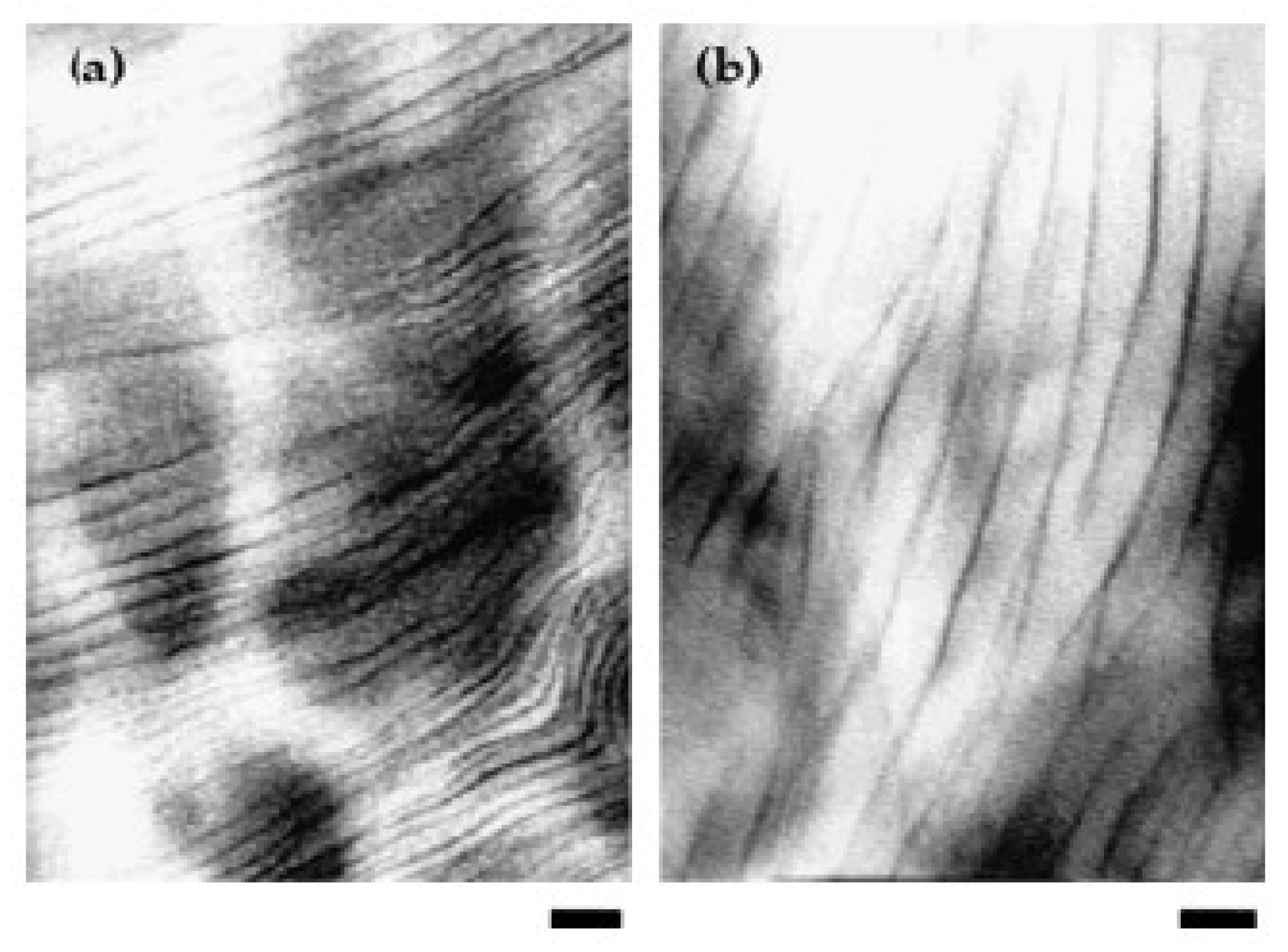
2.5. Characterization of Epoxy–Clay Nanocomposites
2.6. Water Uptake
2.7. Mechanical Properties
3. Hybrid Glass Fibre Reinforced Epoxy Nanoclay Composites
4. Environmental Impacts of Epoxy–Nanoclay Composites
5. Conclusions and Recommendations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fortune Business Insights. Nanocomposites Market Size & Share|Global Industry Report; Fortune Business Insights: Maharashtra, India, 2020. [Google Scholar]
- Nanocomposites Market Size Worth $7.48 Billion by 2022. Available online: https://www.grandviewresearch.com/press-release/global-nanocomposites-market# (accessed on 21 February 2022).
- Polymer Nanocomposites Market Size, Share and Industry Analysis. 2025. Available online: https://www.gminsights.com/toc/detail/polymer-nanocomposites-market (accessed on 21 February 2022).
- Nanocomposites—Market Study by Global Industry Analysts, Inc. Available online: https://www.strategyr.com/market-report-nanocomposites-forecasts-global-industry-analysts-inc.asp (accessed on 21 February 2022).
- Anadão, P. Polymer/Clay Nanocomposites: Concepts, Researches, Applications and Trends for The Future. In Nanocomposites; Ebrahimi, F., Ed.; IntechOpen: Rijeka, Croatia, 2012. [Google Scholar]
- Bower, A.C. Studies on the form and availability of organic soil phosphorous. IOWA Agric. Exp. Stn. Res. Bull. 1949, 962–996. [Google Scholar]
- Pavlidou, S.; Papaspyrides, C.D. A review on polymer-layered silicate nanocomposites. Prog. Polym. Sci. 2008, 33, 1119–1198. [Google Scholar] [CrossRef]
- Usuki, A.; Kojima, Y.; Kawasumi, M.; Okada, A.; Fukushima, Y.; Kurauchi, T.; Kamigaito, O. Synthesis of nylon 6-clay hybrid. J. Mater. Res. 1993, 8, 1179–1184. [Google Scholar] [CrossRef]
- Okada, A.; Usuki, A. Twenty Years of Polymer-Clay Nanocomposites. Macromol. Mater. Eng. 2006, 291, 1449–1476. [Google Scholar] [CrossRef]
- Hussain, F.; Hojjati, M.; Gorga, R.E. Polymer-matrix Nanocomposites, Processing, Manufacturing, and Application: An Overview Introduction and Background. J. Compos. Mater. 2006, 12, 27–32. [Google Scholar]
- Azeez, A.A.; Rhee, K.Y.; Park, S.J.; Hui, D. Epoxy clay nanocomposite—Processing, properties and applications: A review. Compos. Part B Eng. 2013, 45, 308–320. [Google Scholar] [CrossRef]
- Sinha Ray, S.; Okamoto, M. Polymer/layered silicate nanocomposites: A review from preparation to processing. Prog. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar] [CrossRef]
- Manias, E.; Touny, A.; Wu, L.; Strawhecker, K.; Lu, B.; Chung, T.C. Polypropylene/montmorillonite nanocomposites. Review of the synthetic routes and materials properties. Chem. Mater. 2001, 13, 3516–3523. [Google Scholar] [CrossRef] [Green Version]
- Puggal, S.; Dhall, N.; Singh, N.; Litt, M.S. A Review on Polymer Nanocomposites: Synthesis, Characterization and Mechanical Prop. Indian J. Sci. Technol. 2016, 9, 1–6. [Google Scholar] [CrossRef]
- Porter, D.; Metcalfe, E.; Thomas, M. Nanocomposite fire retardants—A review. Fire Mater. 2000, 24, 45–52. [Google Scholar] [CrossRef]
- Lange, J.; Wyser, Y. Recent innovations in barrier technologies for plastic packaging—A review. Packag. Technol. Sci. 2003, 16, 149–158. [Google Scholar] [CrossRef]
- Morgan, A.B. Flame retarded polymer layered silicate nanocomposites: A review of commercial and open literature systems. Polym. Adv. Technol. 2006, 17, 206–217. [Google Scholar] [CrossRef]
- Powell, C.E.; Beall, G.W. Physical properties of polymer/clay nanocomposites. Curr. Opin. Solid State Mater. Sci. 2006, 2, 73–80. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Nikafshar, S.; Chandrakumar Preyeswary, K.; Naebe, M. A technical review on epoxy-clay nanocomposites: Structure, properties, and their applications in fiber reinforced composites. Compos. Part B Eng. 2018, 135, 1–24. [Google Scholar] [CrossRef]
- Tan, B.; Thomas, N.L. A review of the water barrier properties of polymer/clay and polymer/graphene nanocomposites. J. Memb. Sci. 2016, 514, 595–612. [Google Scholar] [CrossRef] [Green Version]
- Kamal, A.; Ashmawy, M.; Shanmugan, S.; Algazzar, A.M.; Elsheikh, A.H. Fabrication techniques of polymeric nanocomposites: A comprehensive review. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 1–19. [Google Scholar] [CrossRef]
- Balguri, P.K.; Samuel, D.G.H.; Thumu, U. A review on mechanical properties of epoxy nanocomposites. Mater. Today Proc. 2021, 44, 346–355. [Google Scholar] [CrossRef]
- Zhade, S.K.; Chokka, S.K.; Babu, V.S.; Srinadh, K.V.S. A Review on Mechanical Properties of Epoxy-Glass Composites Reinforced with Nanoclay; IntechOpen: London, UK, 2022; ISBN 978-1-80355-160-9. [Google Scholar]
- Hodd, K. 37—Epoxy Resins. In Comprehensive Polymer Science and Supplements; Allen, G., Bevington, J.C., Eds.; Pergamon: Amsterdam, The Nertherlands, 1989; pp. 667–699. ISBN 978-0-08-096701-1. [Google Scholar]
- Ellis, B. Chemistry and Technology of Epoxy Resins; Blackie, A.P., Ed.; Chapman & Hall: London, UK, 1993. [Google Scholar]
- Ke, Y.C.; Stroeve, P. Chapter 3—Polymer-Layered Silicate and Silica Nanocomposites. In Polymer-Layered Silicate and Silica Nanocomposites; Ke, Y.C., Stroeve, P., Eds.; Elsevier Science: Amsterdam, The Nertherlands, 2005; pp. 119–209. ISBN 978-0-444-51570-4. [Google Scholar]
- Beyer, G. Nanocomposites—A new class of flame retardants. Plast. Addit. Compd. 2009, 11, 16–21. [Google Scholar] [CrossRef]
- Pinnavaia, T.J.; Beall, G.W. Polymer-Clay Nanocomposites; Pinnavaia, T.J., Beall, G.W., Eds.; Wiley: New York, NY, USA, 2000. [Google Scholar]
- Al-Qadhi, M.; Merah, N.; Gasem, Z.M. Mechanical properties and water uptake of epoxy-clay nanocomposites containing different clay loadings. J. Mater. Sci. 2013, 48, 3798–3804. [Google Scholar] [CrossRef]
- Al-Qadhi Muneer, A. Development and Characterization of Epoxy-Clay Anocomposites; KFUPM: Dhahran, Saudi Arabia, 2012. [Google Scholar]
- Zeng, Q.H.; Yu, A.B.; Lu, G.Q.; Paul, D.R. Clay-based polymer nanocomposites: Research and commercial development. J. Nanosci. Nanotechnol. 2005, 5, 1574–1592. [Google Scholar] [CrossRef]
- Lebaron, P.C.; Wang, Z.; Pinnavaia, T.J. Polymer-layered silicate nanocomposites: An overview. Appl. Clay Sci. 1999, 15, 11–29. [Google Scholar] [CrossRef]
- Alexandre, M.; Dubois, P. Polymer-layered silicate nanocomposites: Preparation, properties and uses of a new class of materials. Mater. Sci. Eng. R Rep. 2000, 28, 1–63. [Google Scholar] [CrossRef]
- Beyer, G. Nanocomposites: A new class of flame retardants for polymers. Plast. Addit. Compd. 2002, 4, 22–28. [Google Scholar] [CrossRef]
- Oh, T.K.; Hassan, M.; Beatty, C.; El-Shall, H. The effect of shear forces on the microstructure and mechanical properties of epoxy-clay nanocomposites. J. Appl. Polym. Sci. 2006, 100, 3465–3473. [Google Scholar] [CrossRef]
- Zanetti, M.; Lomakin, S.; Camino, G. Polymer layered silicate nanocomposites. Macromol. Mater. Eng 2000, 279, 1–9. [Google Scholar] [CrossRef]
- Wang, K.H.; Choi, M.H.; Koo, C.M.; Choi, Y.S.; Chung, I.J. Synthesis and characterization of maleated polyethylene/clay nanocomposites. Polymer 2001, 42, 9819–9826. [Google Scholar] [CrossRef]
- Xidas, P.I.; Triantafyllidis, K.S. Effect of the type of alkylammonium ion clay modifier on the structure and thermal/mechanical properties of glassy and rubbery epoxy–clay nanocomposites. Eur. Polym. J. 2010, 46, 404–417. [Google Scholar] [CrossRef]
- Al-Qadhi, M.; Merah, N. Mechanical and physical properties of polymer-based nanocomposites containing different types of clay. Polym. Compos. 2015, 36, 1998–2007. [Google Scholar] [CrossRef]
- Gârea, S.A.; Iovu, H.; Bulearca, A. New organophilic agents of montmorillonite used as reinforcing agent in epoxy nanocomposites. Polym. Test. 2008, 27, 100–113. [Google Scholar] [CrossRef]
- Zainuddin, S.; Hosur, M.V.; Zhou, Y.; Narteh, A.T.; Kumar, A.; Jeelani, S. Experimental and numerical investigations on flexural and thermal properties of nanoclay–epoxy nanocomposites. Mater. Sci. Eng. A 2010, 527, 7920–7926. [Google Scholar] [CrossRef]
- Marras, S.I.; Tsimpliaraki, A.; Zuburtikudis, I.; Panayiotou, C. Morphological, thermal, and mechanical characteristics of polymer/layered silicate nanocomposites: The role of filler modification level. Polym. Eng. Sci. 2009, 49, 1206–1217. [Google Scholar] [CrossRef]
- Bozkurt, E.; Kaya, E.; Tanoǧlu, M. Mechanical and thermal behavior of non-crimp glass fiber reinforced layered clay/epoxy nanocomposites. Compos. Sci. Technol. 2007, 67, 3394–3403. [Google Scholar] [CrossRef] [Green Version]
- Chee, S.S.; Jawaid, M.; Sultan, M.T.H.; Alothman, O.Y.; Abdullah, L.C. Effects of nanoclay on physical and dimensional stability of Bamboo/Kenaf/nanoclay reinforced epoxy hybrid nanocomposites. J. Mater. Res. Technol. 2020, 9, 5871–5880. [Google Scholar] [CrossRef]
- Ngo, T.D.; Ton-That, M.T.; Hoa, S.V.; Cole, K.C. Effect of temperature, duration and speed of pre-mixing on the dispersion of clay/epoxy nanocomposites. Compos. Sci. Technol. 2009, 69, 1831–1840. [Google Scholar] [CrossRef] [Green Version]
- Adinoyi, M.J.; Merah, N.; Gasem, Z.; Al-Aqeeli, N. Effect of Sonication Time and Clay Loading on Nanoclay Dispersion and Thermal Property of Epoxy-Clay Nanocomposite. Key Eng. Mater. 2011, 471–472, 490–495. [Google Scholar] [CrossRef]
- Al-Qadhi, M.; Merah, N.; Mezghani, K.; Khan, Z.; Gasem, Z.M.; Sougrat, R. Effect of High Shear Mixing Parameters and Degassing Temperature on the Morphology of Epoxy-Clay Nanocomposites. Adv. Mater. Res. 2013, 652–654, 159–166. [Google Scholar] [CrossRef]
- Yasmin, A.; Abot, J.L.; Daniel, I.M. Processing of clay/epoxy nanocomposites by shear mixing. Scr. Mater. 2003, 49, 81–86. [Google Scholar] [CrossRef]
- Daniel, I.M.; Miyagawa, H.; Gdoutos, E.E.; Luo, J.J. Processing and characterization of epoxy/clay nanocomposites. Exp. Mech. 2003, 43, 348–354. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Wu, J.; Chen, L.; He, C. Preparation of Highly Exfoliated Epoxy/Clay Nanocomposites by “Slurry Compounding”: Process and Mechanisms. Langmuir 2005, 21, 3613–3618. [Google Scholar] [CrossRef]
- Brown, J.M.; Curliss, D.; Vaia, R.A. Thermoset-Layered Silicate Nanocomposites. Quaternary Ammonium Montmorillonite with Primary Diamine Cured Epoxies. Chem. Mater. 2000, 12, 3376–3384. [Google Scholar] [CrossRef]
- Liu, W.; Hoa, S.V.; Pugh, M. Organoclay-modified high performance epoxy nanocomposites. Compos. Sci. Technol. 2005, 65, 307–316. [Google Scholar] [CrossRef]
- Lin, L.Y.; Lee, J.H.; Hong, C.E.; Yoo, G.H.; Advani, S.G. Preparation and characterization of layered silicate/glass fiber/epoxy hybrid nanocomposites via vacuum-assisted resin transfer molding (VARTM). Compos. Sci. Technol. 2006, 66, 2116–2125. [Google Scholar] [CrossRef]
- Uddin, M.F.; Sun, C.T. Strength of unidirectional glass/epoxy composite with silica nanoparticle-enhanced matrix. Compos. Sci. Technol. 2008, 68, 1637–1643. [Google Scholar] [CrossRef]
- Kim, J.K.; Hu, C.; Woo, R.S.C.; Sham, M.L. Moisture barrier characteristics of organoclay–epoxy nanocomposites. Compos. Sci. Technol. 2005, 65, 805–813. [Google Scholar] [CrossRef]
- Al-Qadhi, M.A.M.; Merah, N. Method for Preparation of Epoxy-Clay Nanocomposites. Necar Merah US20150069294A1. U.S. Patent 9334387, 10 May 2016. [Google Scholar]
- Al-Qadhi, M.; Merah, N.; Mezghani, K. Optimizing the Curing Process of Epoxy-Clay Nanocomposites. Key Eng. Mater. 2011, 471–472, 415–419. [Google Scholar] [CrossRef]
- Ali, Y.; Al-Qadhi, M.; Merah, N.; Rafiq, A. Influence of Degassing and Nanoclay Loading on Physical and Flexural Properties of Epoxy. Defect Diffus. Forum 2015, 365, 237–243. [Google Scholar] [CrossRef]
- Jiankun, L.; Yucai, K.; Zongneng, Q.; Xiao, S.Y. Study on intercalation and exfoliation behavior of organoclays in epoxy resin. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 115. [Google Scholar] [CrossRef]
- Xu, W.B.; Bao, S.P.; He, P.S. Intercalation and exfoliation behavior of epoxy resin/curing agent/montmorillonite nanocomposite. J. Appl. Polym. Sci. 2002, 84, 842–849. [Google Scholar] [CrossRef]
- Kornmann, X.; Lindberg, H.; Berglund, L.A. Synthesis of epoxy–clay nanocomposites. Influence of the nature of the curing agent on structure. Polymer 2001, 42, 4493–4499. [Google Scholar] [CrossRef]
- Chin, I.J.; Thurn-Albrecht, T.; Kim, H.C.; Russell, T.P.; Wang, J. On exfoliation of montmorillonite in epoxy. Polymer 2001, 42, 5947–5952. [Google Scholar] [CrossRef]
- Kong, D.; Park, C.E. Real Time Exfoliation Behavior of Clay Layers in Epoxy-Clay Nanocomposites. Chem. Mater. 2003, 15, 419–424. [Google Scholar] [CrossRef]
- Zilg, C.; Thomann, R.; Mülhaupt, R.; Finter, J. Polyurethane Nanocomposites Containing Laminated Anisotropic Nanoparticles Derived from Organophilic Layered Silicates. Phys. Stat. Sol. 1966, 45, 391. [Google Scholar]
- Hernandez, M.; Sixou, B.; Duchet, J.; Sautereau, H. The effect of dispersion state on PMMA–epoxy–clay ternary blends: In situ study and final morphologies. Polymer 2007, 48, 4075–4086. [Google Scholar] [CrossRef]
- Chen, C.; Tolle, T.B. Fully exfoliated layered silicate epoxy nanocomposites. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 3981–3986. [Google Scholar] [CrossRef]
- Bagherzadeh, M.R.; Mahdavi, F. Preparation of epoxy–clay nanocomposite and investigation on its anti-corrosive behavior in epoxy coating. Prog. Org. Coat. 2007, 60, 117–120. [Google Scholar] [CrossRef]
- Wang, J.; Qin, S. Study on the thermal and mechanical properties of epoxy–nanoclay composites: The effect of ultrasonic stirring time. Mater. Lett. 2007, 61, 4222–4224. [Google Scholar] [CrossRef]
- Lam, C.K.; Lau, K.T.; Cheung, H.Y.; Ling, H.Y. Effect of ultrasound sonication in nanoclay clusters of nanoclay/epoxy composites. Mater. Lett. 2005, 59, 1369–1372. [Google Scholar] [CrossRef]
- Velmurugan, R.; Mohan, T.P. Room temperature processing of epoxy-clay nanocomposites. J. Mater. Sci. 2004, 39, 7333–7339. [Google Scholar] [CrossRef]
- Qi, B.; Zhang, Q.X.; Bannister, M.; Mai, Y.W. Investigation of the mechanical properties of DGEBA-based epoxy resin with nanoclay additives. Compos. Struct. 2006, 75, 514–519. [Google Scholar] [CrossRef]
- Ha, S.R.; Rhee, K.Y.; Park, S.J.; Lee, J.H. Temperature effects on the fracture behavior and tensile properties of silane-treated clay/epoxy nanocomposites. Compos. Part B Eng. 2010, 41, 602–607. [Google Scholar] [CrossRef]
- Wang, K.; Chen, L.; Wu, J.; Toh, M.L.; He, C.; Yee, A.F. Epoxy Nanocomposites with Highly Exfoliated Clay: Mechanical Properties and Fracture Mechanisms. Macromolecules 2005, 38, 788–800. [Google Scholar] [CrossRef]
- Bashir, M.A. Effect of Nanoclay Dispersion on the Processing of Polyester Nanocomposites; McGill University: Montreal, QC, Canada, 2008. [Google Scholar]
- Gârea, S.A.; Iovu, H.; Voicu, G. The influence of some new montmorillonite modifier agents on the epoxy–montmorillonite nanocomposites structure. Appl. Clay Sci. 2010, 50, 469–475. [Google Scholar] [CrossRef]
- Jeyakumar, R.; Sampath, P.S.; Ramamoorthi, R.; Ramakrishnan, T. Structural, morphological and mechanical behaviour of glass fibre reinforced epoxy nanoclay composites. Int. J. Adv. Manuf. Technol. 2017, 93, 527–535. [Google Scholar] [CrossRef]
- Wright, W.W. The effect of diffusion of water into epoxy resins and their carbon-fibre reinforced composites. Composites 1981, 12, 201–205. [Google Scholar] [CrossRef]
- Soles, C.L.; Yee, A.F. A Discussion of the Molecular Mechanisms of Moisture Transport in Epoxy Resins. J. Polym. Sci. B Polym. Phys. 2000, 38, 792–802. [Google Scholar] [CrossRef] [Green Version]
- Liu, W.; Hoa, S.V.; Pugh, M. Fracture toughness and water uptake of high-performance epoxy/nanoclay nanocomposites. Compos. Sci. Technol. 2005, 65, 2364–2373. [Google Scholar] [CrossRef]
- Manfredi, L.B.; De Santis, H.; Vázquez, A. Influence of the addition of montmorillonite to the matrix of unidirectional glass fibre/epoxy composites on their mechanical and water absorption properties. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1726–1731. [Google Scholar] [CrossRef]
- Kornmann, X.; Rees, M.; Thomann, Y.; Necola, A.; Barbezat, M.; Thomann, R. Epoxy-layered silicate nanocomposites as matrix in glass fibre-reinforced composites. Compos. Sci. Technol. 2005, 65, 2259–2268. [Google Scholar] [CrossRef]
- Zunjarrao, S.C.; Sriraman, R.; Singh, R.P. Effect of processing parameters and clay volume fraction on the mechanical properties of epoxy-clay nanocomposites. J. Mater. Sci. 2006, 41, 2219–2228. [Google Scholar] [CrossRef]
- Ha, S.R.; Ryu, S.H.; Park, S.J.; Rhee, K.Y. Effect of clay surface modification and concentration on the tensile performance of clay/epoxy nanocomposites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2007, 448, 264–268. [Google Scholar] [CrossRef]
- Wang, L.; Wang, K.; Chen, L.; Zhang, Y.; He, C. Preparation, morphology and thermal/mechanical properties of epoxy/nanoclay composite. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1890–1896. [Google Scholar] [CrossRef]
- Akbari, B.; Bagheri, R. Deformation mechanism of epoxy/clay nanocomposite. Eur. Polym. J. 2007, 43, 782–788. [Google Scholar] [CrossRef]
- Barua, S.; Dutta, N.; Karmakar, S.; Chattopadhyay, P.; Aidew, L.; Buragohain, A.K.; Karak, N. Biocompatible high performance hyperbranched epoxy/clay nanocomposite as an implantable material. Biomed. Mater. 2014, 9, 025006. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Barabash, R.I.; Yang, Y.; Bieler, T.R.; Crimp, M.A.; Eisenlohr, P.; Liu, W.; Ice, G.E. Experimental characterization and crystal plasticity modeling of heterogeneous deformation in polycrystalline α-Ti. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 626–635. [Google Scholar] [CrossRef]
- Jlassi, K.; Chandran, S.; Poothanari, M.A.; Benna-Zayani, M.; Thomas, S.; Chehimi, M.M. Clay/Polyaniline Hybrid through Diazonium Chemistry: Conductive Nanofiller with Unusual Effects on Interfacial Properties of Epoxy Nanocomposites. Langmuir 2016, 32, 3514–3524. [Google Scholar] [CrossRef]
- Guevara-Morales, A.; Taylor, A.C. Mechanical and dielectric properties of epoxy-clay nanocomposites. J. Mater. Sci. 2014, 49, 1574–1584. [Google Scholar] [CrossRef]
- Jagtap, S.B.; Rao, V.S.; Barman, S.; Ratna, D. Nanocomposites based on epoxy resin and organoclay functionalized with a reactive modifier having structural similarity with the curing agent. Polymer 2015, 63, 41–51. [Google Scholar] [CrossRef]
- Kusmono; Wildan, M.W.; Mohd Ishak, Z.A. Preparation and properties of clay-reinforced epoxy nanocomposites. Int. J. Polym. Sci. 2013, 2013, 690675. [Google Scholar] [CrossRef] [Green Version]
- Merzah, Z.F.; Fakhry, S.; Allami, T.G.; Yuhana, N.Y.; Alamiery, A. Enhancement of the Properties of Hybridizing Epoxy and Nanoclay for Mechanical, Industrial, and Biomedical Applications. Polymer 2022, 14, 526. [Google Scholar] [CrossRef]
- Alamri, H.; Low, I.M. Effect of water absorption on the mechanical properties of nano-filler reinforced epoxy nanocomposites. Mater. Des. 2012, 42, 214–222. [Google Scholar] [CrossRef] [Green Version]
- Al-Qadhi, M.; Merah, N.; Gasem, Z.M.; Abu-Dheir, N.; Aleem, B.J.A. Effect of water and crude oil on mechanical and thermal properties of epoxy-clay nanocomposites. Polym. Compos. 2014, 35, 318–326. [Google Scholar] [CrossRef]
- Merah, N.; Nizamuddin, S.; Khan, Z.; Al-Sulaiman, F.; Mehdi, M. Effects of harsh weather and seawater on glass fiber reinforced epoxy composite. J. Reinf. Plast. Compos. 2010, 29, 3104–3110. [Google Scholar] [CrossRef]
- Ellyin, F.; Rohrbacher, C. Effect of Aqueous Environment and Temperature on Glass-Fibre Epoxy Resin Composites. J. Reinf. Plast. Compos. 2000, 19, 1405–1427. [Google Scholar] [CrossRef]
- Ellyin, F. Durability of Glass-Fibre Reinforced Polymer Composites in Aqueous and High Temperature Environments. Polym. Polym. Compos. 2004, 12, 277–288. [Google Scholar] [CrossRef]
- Ray, B.C. Temperature effect during humid ageing on interfaces of glass and carbon fibers reinforced epoxy composites. J. Colloid Interface Sci. 2006, 298, 111–117. [Google Scholar] [CrossRef]
- Abdel-Magid, B.; Ziaee, S.; Gass, K.; Schneider, M. The combined effects of load, moisture and temperature on the properties of E-glass/epoxy composites. Compos. Struct. 2005, 71, 320–326. [Google Scholar] [CrossRef]
- Merah, N.; Nizamuddin, S.; Khan, Z.; Al-Sulaiman, F.; Mehdi, M. Fractographic Analysis of the Effects of Combined Natural Weathering and Seawater on the Performance of GFRE Pipes. In Proceedings of the ICF12 Conference Proceedings, Ottawa, ON, Canada, 12–17 July 2009. [Google Scholar]
- Bazli, M.; Zhao, X.L.; Jafari, A.; Ashrafi, H.; Raman, R.S.; Bai, Y.; Khezrzadeh, H. Durability of glass-fibre-reinforced polymer composites under seawater and sea-sand concrete coupled with harsh outdoor environment. Adv. Struct. Eng. 2020, 24, 1090–1109. [Google Scholar] [CrossRef]
- Avila, A.F.; Soares, M.I.; Neto, A.S. An experimental investigation on nanocomposites under impact loading. Mater. Sci. Appl. 2010, 1, 301–309. [Google Scholar]
- Aktas, L.; Dharmavaram, S.; Hamidi, Y.K.; Altan, M.C. Filtration and Breakdown of Clay Clusters during Resin Transfer Molding of Nanoclay/Glass/Epoxy Composites. J. Compos. Mater. 2008, 42, 2209–2229. [Google Scholar] [CrossRef] [Green Version]
- Lekakou, C.; Hearn, A.; Murugesh, A.K.; Le Page, B. Liquid composite moulding of fibre nanocomposites. Mater. Sci. Technol. 2007, 23, 487–491. [Google Scholar] [CrossRef] [Green Version]
- Aktas, L.; Altan, M.C. Characterization of nanocomposite laminates fabricated from aqueous dispersion of nanoclay. Polym. Compos. 2010, 31, 620–629. [Google Scholar] [CrossRef]
- Norkhairunnisa, M.; Azhar, A.B.; Shyang, C.W. Effects of organo-montmorillonite on the mechanical and morphological properties of epoxy/glass fiber composites. Polym. Int. 2007, 56, 512–517. [Google Scholar] [CrossRef]
- Rafiq, A.; Al-Qadhi, M.; Merah, N.; Ali, Y. Mechanical Behavior of Hybrid Glass Fibre/Epoxy Clay Nanocomposites. Adv. Mater. Res. 2014, 894, 336–341. [Google Scholar] [CrossRef]
- Rafiq, A.; Merah, N.; Boukhili, R.; Al-Qadhi, M. Impact resistance of hybrid glass fiber reinforced epoxy/nanoclay composite. Polym. Test. 2017, 57, 1–11. [Google Scholar] [CrossRef]
- Manjunatha, C.M.; Taylor, A.C.; Kinloch, A.J.; Sprenger, S. The tensile fatigue behaviour of a silica nanoparticle-modified glass fibre reinforced epoxy composite. Compos. Sci. Technol. 2010, 70, 193–199. [Google Scholar] [CrossRef] [Green Version]
- Abd El-baky, M.A.; Hegazy, D.A.; Hassan, M.A. Advanced Thin-walled Composite Structures for Energy Absorption Applications. Appl. Compos. Mater. 2022. [Google Scholar] [CrossRef]
- Sharma, B.; Chhibber, R.; Mehta, R. Effect of mixing parameters, postcuring, and stoichiometry on mechanical properties of fiber reinforced epoxy–clay nanocomposites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 233, 1363–1374. [Google Scholar] [CrossRef]
- Gurusideswar, S.; Velmurugan, R.; Sarathi, R. High Strain Rate Studies of Polymer and Hybrid Nanocomposites for Aerospace Application. In Advanced Composites in Aerospace Engineering Applications; Springer: Cham, Switzerlands, 2022; pp. 55–92. [Google Scholar]
- Rafiq, A.; Merah, N. Nanoclay enhancement of flexural properties and water uptake resistance of glass fiber-reinforced epoxy composites at different temperatures. J. Compos. Mater. 2018, 53, 143–154. [Google Scholar] [CrossRef]
- Nizam, N.U.M.; Hanafiah, M.M.; Woon, K.S. A Content Review of Life Cycle Assessment of Nanomaterials: Current Practices, Challenges, and Future Prospects. Nanomater 2021, 11, 3324. [Google Scholar] [CrossRef]
- Klöpffer, W.; Curran, M.A.; Frankl, P.; Heijungs, R.; Köhler, A.; Olsen, S.I. Nanotechnology and Life Cycle Assessment. A Systems Approach to Nanotechnology and the Environment: Synthesis of Results; European Commission D.G. Research: Brussels, Belgium, 2007; pp. 1–34. [Google Scholar]
- Gavankar, S.; Suh, S.; Keller, A.F. Life cycle assessment at nanoscale: Review and recommendations. Int. J. Life Cycle Assess. 2012, 17, 295–303. [Google Scholar] [CrossRef]
- Warheit, D.B. What is currently known about the health risks related to carbon nanotube exposures? Carbon N. Y. 2006, 44, 1064–1069. [Google Scholar] [CrossRef]
- Muller, J.; Huaux, F.; Lison, D. Respiratory toxicity of carbon nanotubes: How worried should we be? Carbon N. Y. 2006, 44, 1048–1056. [Google Scholar] [CrossRef]
- Baumann, H.; Tillman, A.M. The Hitch Hiker’s Guide to LCA: An Orientation in Life Cycle Assessment Methodology and Application; Studentlitteratur AB: Lund, Sweden, 2004. [Google Scholar]
- Unruh, G. Strategic Sustainability Uses of Life-Cycle Analysis; MITSloan Management Review: Cambridge, MA, USA, 2015. [Google Scholar]
- Rosselot, K.; Allen, D.T. Life-Cycle Concepts, Product Stewardship and Green Engineering. In Green Engineering; Prentice-Hall: Englewood Cliffs, NJ, USA, 2000. [Google Scholar]
- International Standard Organization. ISO 14040 Environmental Management—Life Cycle Assessment—Requirements and Guidelines; International Standard Organization: Geneva, Switzerland, 2006. [Google Scholar]
- Joshi, S. Can Nanotechnology Improve the Sustainability of Biobased Products? J. Ind. Ecol. 2008, 12, 474–489. [Google Scholar]
- Lloyd, S.M.; Lave, L.B. Life Cycle Economic and Environmental Implications of Using Nanocomposites in Automobiles. Environ. Sci. Technol. 2003, 37, 3458–3466. [Google Scholar] [CrossRef]
- Roes, A.L.; Marsili, E.; Nieuwlaar, E.; Patel, M.K. Environmental and cost assessment of a polypropylene nanocomposite. J. Polym. Environ. 2007, 15, 212–226. [Google Scholar] [CrossRef] [Green Version]
- La Rosa, A.D.; Cozzo, G.; Latteri, A.; Mancini, G.; Recca, A.; Cicala, G. A Comparative Life Cycle Assessment of a Composite Component for Automotive. Chem. Eng. Trans. 2013, 32, 1723–1728. [Google Scholar]
- PwC—Sustainable Performance and Strategy. Life Cycle Assessment of CFGF-Continuous Filament Glass Fibre Products; PwC France: Paris, France, 2016. [Google Scholar]
- Umair, S. Environmental Impacts of Fiber Composite Materials: Study on Life Cycle Assessment of Materials Used forShip Superstructure; KTH-Royal Institute of Technology: Stockholm, Switzerland, 2006. [Google Scholar]
- Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int. J. Life Cycle Assess 2011, 16, 268–282. [Google Scholar] [CrossRef]
- Joshi, S.V.; Drzal, L.T.; Mohanty, A.K.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Vijayan, D. Life Cycle Assessment (LCA) of Epoxy-Based Materials. In Micro- and Nanostructured Epoxy/Rubber Blends; John Wiley & Sons, Inc.: New York, NY, USA, 2014; pp. 421–432. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar, L.R.; Sanjay, M.R.; Siengchin, S. Life-cycle and environmental impact assessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Text. 2020, 1–25. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Geng, S.; Espinach, F.X.; Oksman, K.; Vilaseca, F. Bacterial Cellulose Network from Kombucha Fermentation Impregnated with Emulsion-Polymerized Poly(methyl methacrylate) to Form Nanocomposite. Polymers 2021, 13, 664. [Google Scholar] [CrossRef] [PubMed]
- Serra, A.; Delgado-Aguilar, M.; Ripoll, R.; Llorens, M.; Espinach, F.X.; Tarrés, Q. Study of the Flexural Strength of Recycled Dyed Cotton Fiber Reinforced Polypropylene Composites and the Effect of the Use of Maleic Anhydride as Coupling Agent. J. Nat. Fibers 2021, 1–13. [Google Scholar] [CrossRef]
- Chihaoui, B.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P.; Boufi, S. Lignin-containing cellulose fibrils as reinforcement of plasticized PLA biocomposites produced by melt processing using PEG as a carrier. Ind. Crops Prod. 2022, 175, 114287. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Correa, J.P. Mechanical and thermal properties of biocomposites from nonwoven industrial Fique fiber mats with Epoxy Resin and Linear Low Density Polyethylene. Results Phys. 2018, 8, 461–467. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile Strength, MPa (% Change) | Elasticity Modulus, GPa (% Change) | Fracture Strain, % (% Change) | Reference |
|---|---|---|---|---|
| Pristine DGEBA | 80 | 2.54 | 6.02 | [29,39] |
| Pristine EPON 828RS | 62.5 | 3.03 | 7.8 | [38] |
| 2% I.30 | 79.3 (−0.9) | 2.85 (+12.2) | 4.8 (−20.3) | [39] |
| 1% I.30E | 60.6 (−3) | 3.1 (+2.3) | 5.9 (−24.3) | [38] |
| 3% I.30E | 69.7 (+11.5) | 3.33 (+10.0) | 6.4 (−17.9) | [38] |
| 2%I.28E | 55.4 (−24.6) | 2.85 (+12.2) | 2.49 (−58.8) | [39] |
| 3% I.28E | 57.5 (−8.0) | 3.03 (0) | 6.0 (−23.1) | [38] |
| 2% C10A | 49.8 (−37.5) | 3.09 (+21.6) | 1.83 (−69.6) | [39] |
| 3% C10A | 44.2 (−13.3) | 3.08 (+1.7) | 3.5 (−55.1) | [38] |
| 2% C15A | 77.9 (−2.6) | 2.96 (+16.5) | 4.56 (−24.3) | [39] |
| 3% C15A | 53.1 (−9.8) | 2.96 (+2.3) | 4.6 (−41.0) | [38] |
| Type of Organically Modified Nanoclay | Mixing Technique | Clay Loading (wt%) | % Change in Tensile Strength | % Change in Tensile Modulus | % Change in Fracture Strain | Reference |
|---|---|---|---|---|---|---|
| Octadecyl ammonium (I.30E) | High Shear Mixing | 1 | +7.0 | +6.6 | −13.6 | [29] |
| 2 | −0.5 | +12.2 | −21.9 | |||
| 3.5 | −8.2 | +18.1 | −41.8 | |||
| 5 | −28.4 | +34.6 | −70.1 | |||
| 10 | −23.7 | +40.9 | −66.7 | |||
| 2 | −0.9 | +11.4 | −18 | [39] | ||
| 3 | −16 | +22 | −45 | |||
| 5 | −31 | +31 | −66 | |||
| 10 | −29 | +31 | −63 | |||
| Mechanical Stirring | 2 | −11.58 | −11.19 | −4.5 | [75] | |
| 5 | −20.22 | +3.9 | −36.6 | |||
| 10 | −23.75 | +10.85 | −40.4 | |||
| 1 | −3.04 | +2.29 | −24.3 | [38] | ||
| 3 | +11.5 | +10.0 | −17.9 | |||
| 6 | −10.72 | +13.83 | −52.6 | |||
| 10 | −31.04 | +20.06 | −69.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Merah, N.; Ashraf, F.; Shaukat, M.M. Mechanical and Moisture Barrier Properties of Epoxy–Nanoclay and Hybrid Epoxy–Nanoclay Glass Fibre Composites: A Review. Polymers 2022, 14, 1620. https://doi.org/10.3390/polym14081620
Merah N, Ashraf F, Shaukat MM. Mechanical and Moisture Barrier Properties of Epoxy–Nanoclay and Hybrid Epoxy–Nanoclay Glass Fibre Composites: A Review. Polymers. 2022; 14(8):1620. https://doi.org/10.3390/polym14081620
Chicago/Turabian StyleMerah, Necar, Farhan Ashraf, and Mian M. Shaukat. 2022. "Mechanical and Moisture Barrier Properties of Epoxy–Nanoclay and Hybrid Epoxy–Nanoclay Glass Fibre Composites: A Review" Polymers 14, no. 8: 1620. https://doi.org/10.3390/polym14081620