
Development of an Online Quality Control System for Injection Molding Process



Abstract
:
1. Introduction
2. Methods
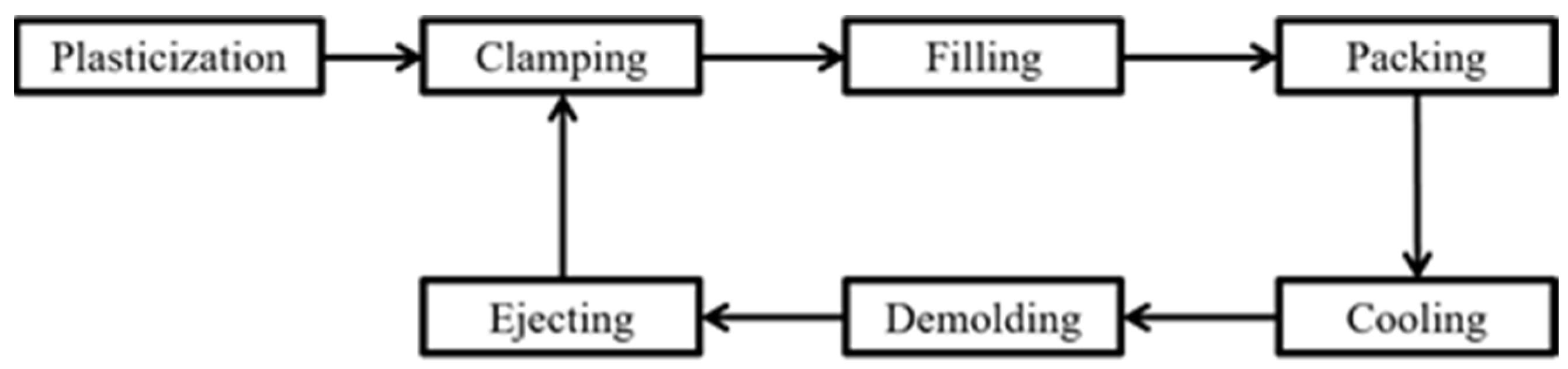
2.1. Injection Molding Process
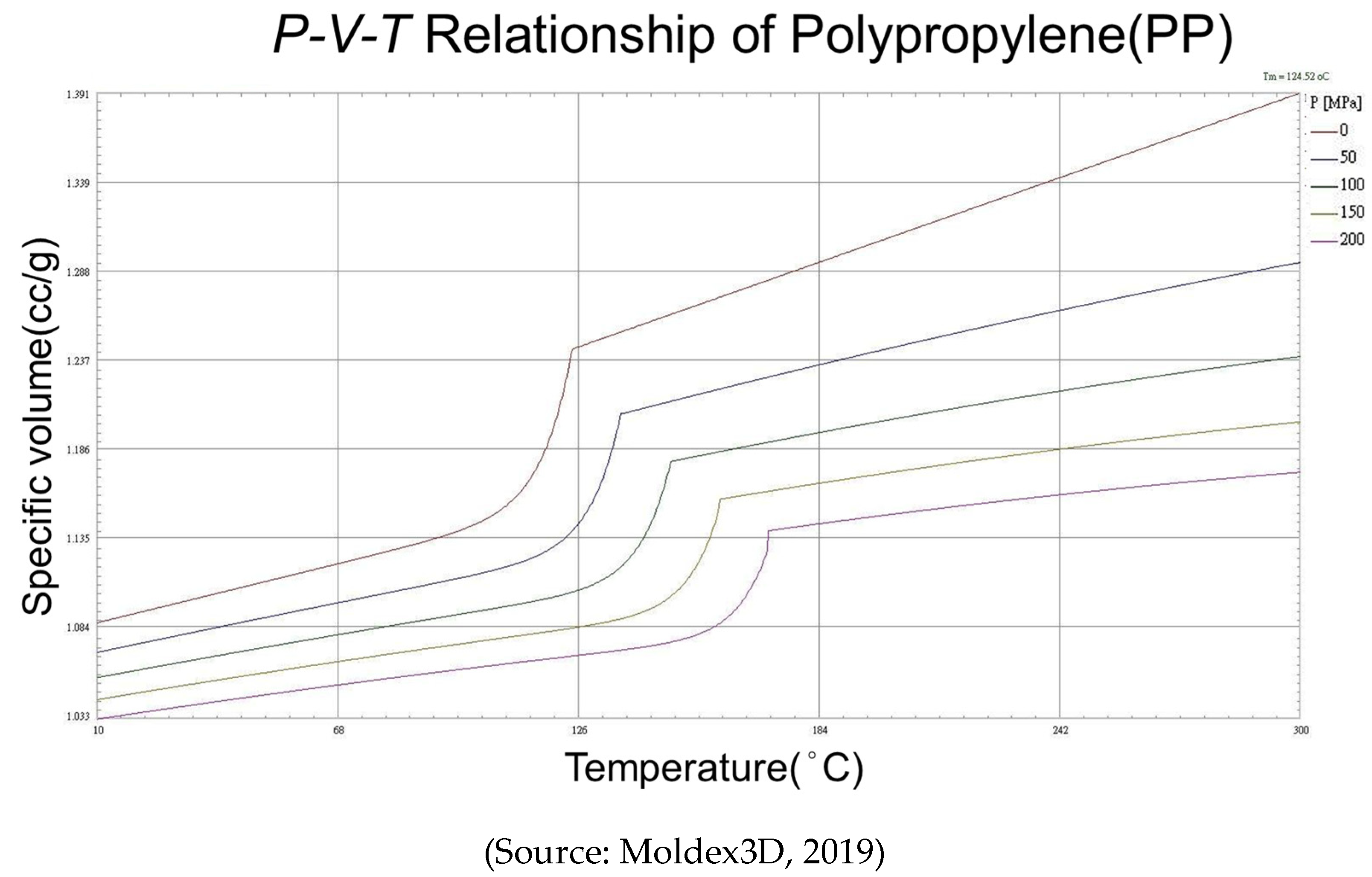
2.2. P-V-T Relationship
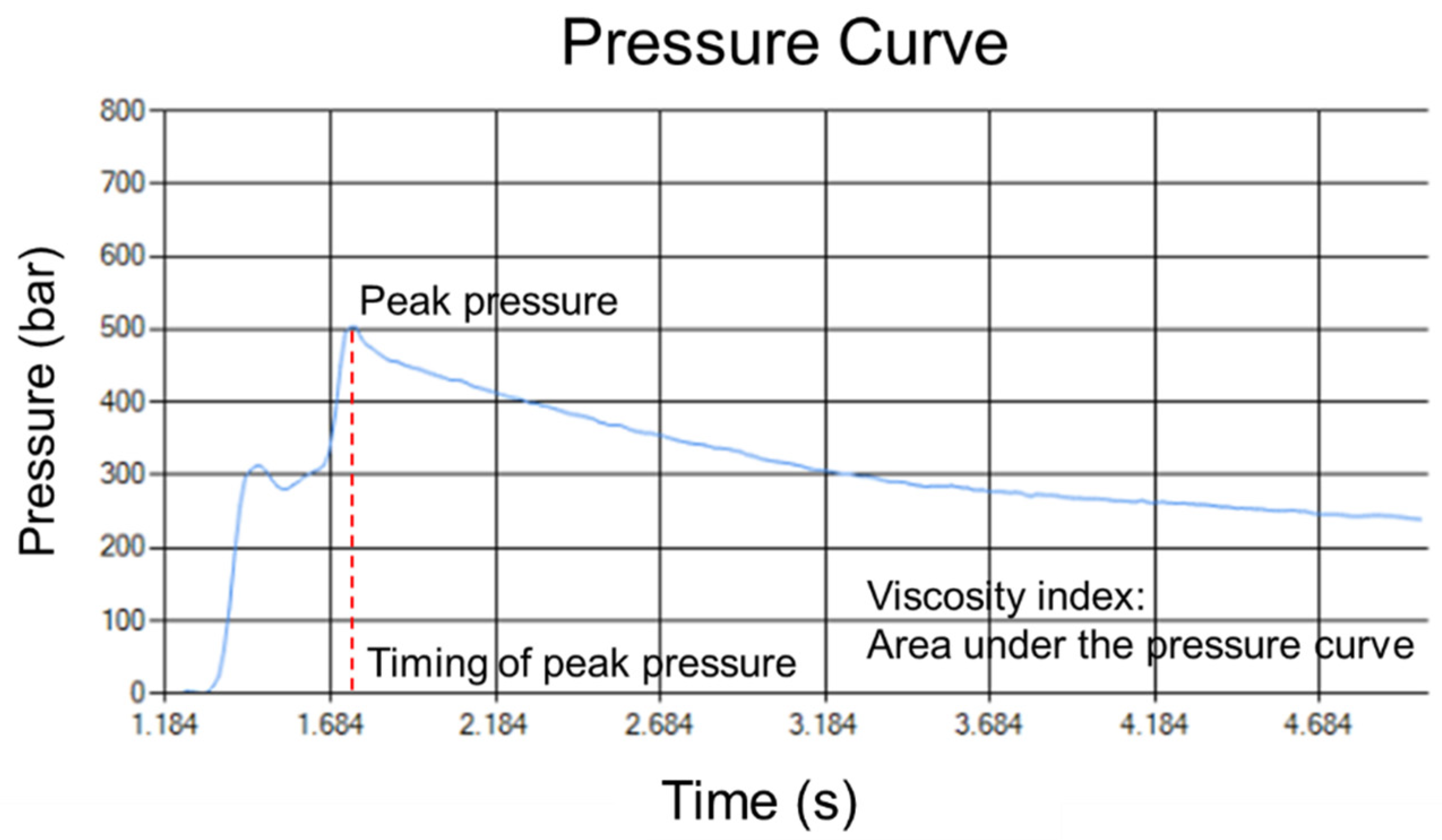
2.3. Injection Pressure Curve
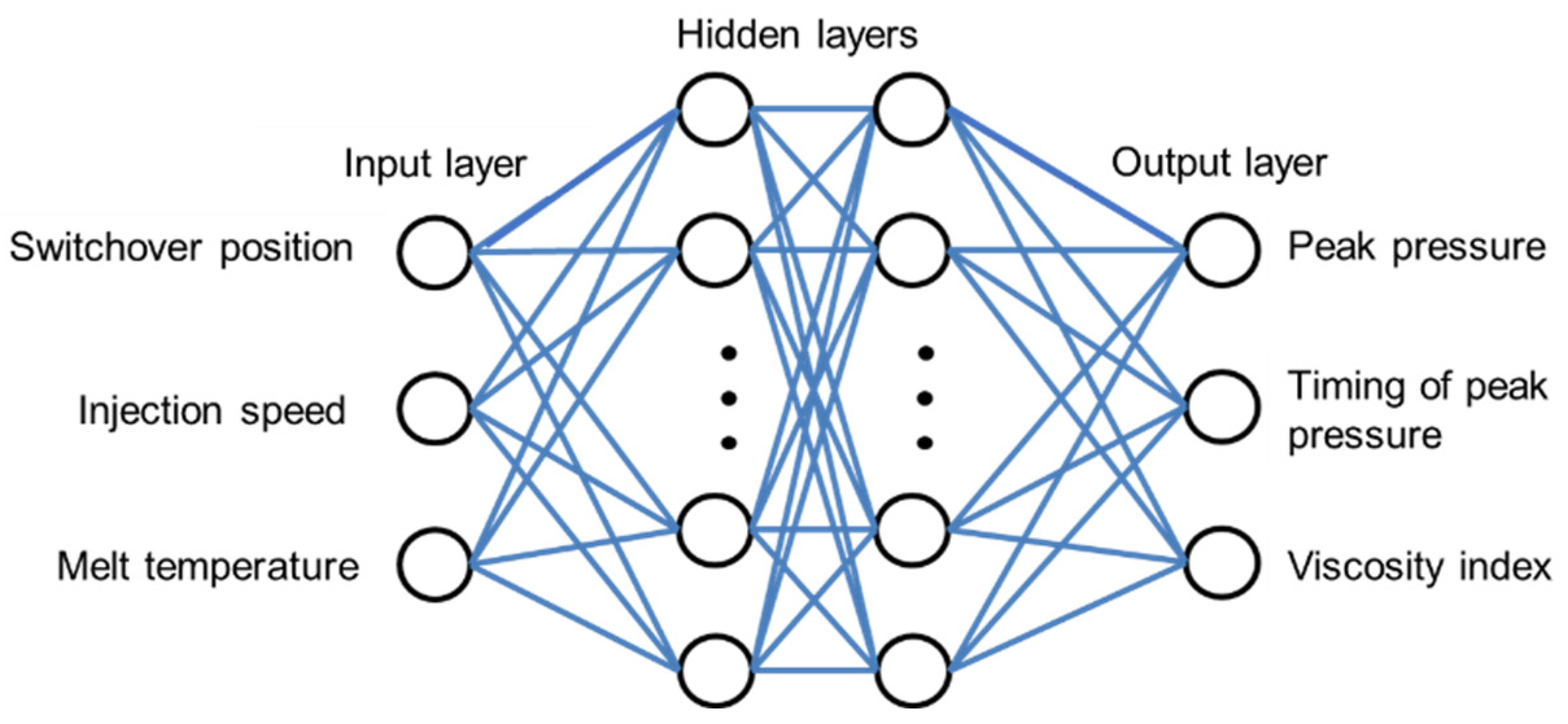
2.4. Back Propagation Neural Network(BPNN)
2.4.1. BPNN Model
2.4.2. Training Process of BPNN
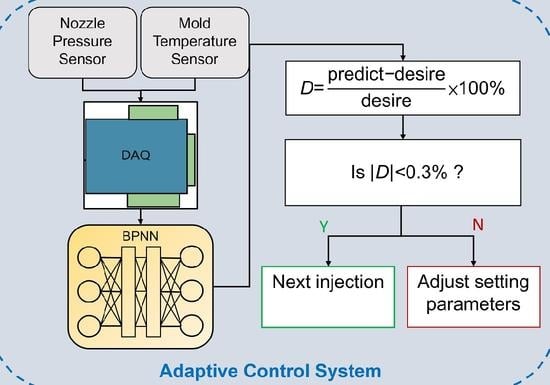
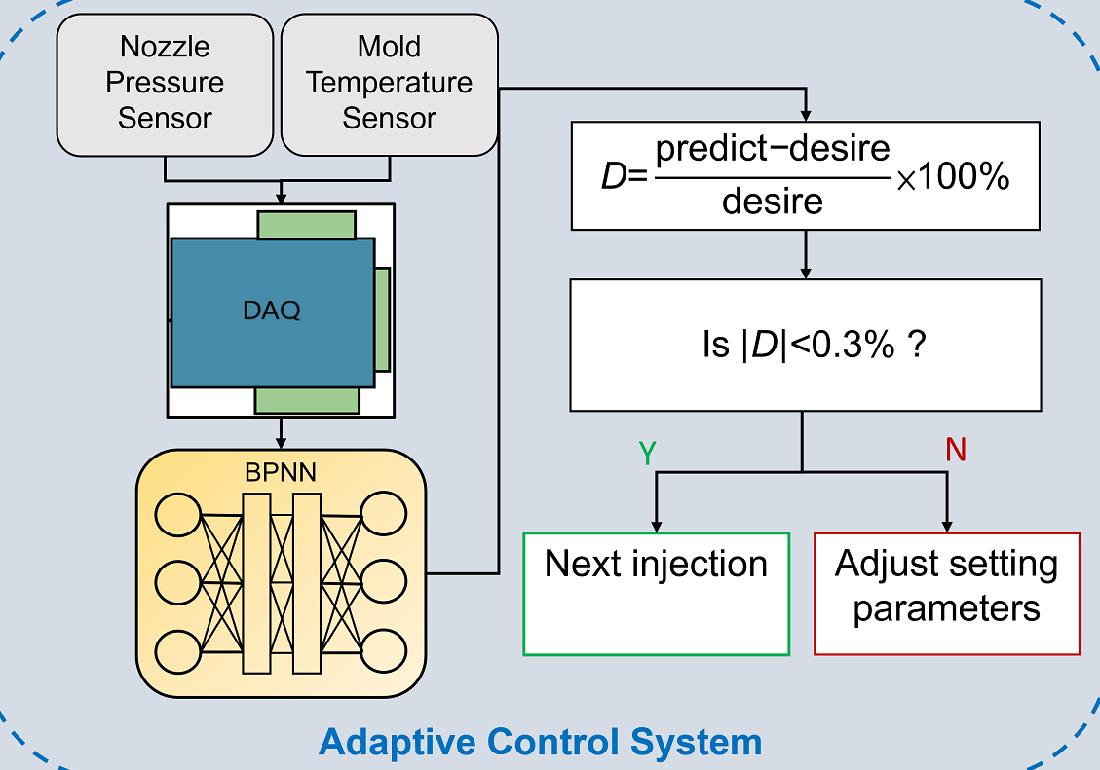
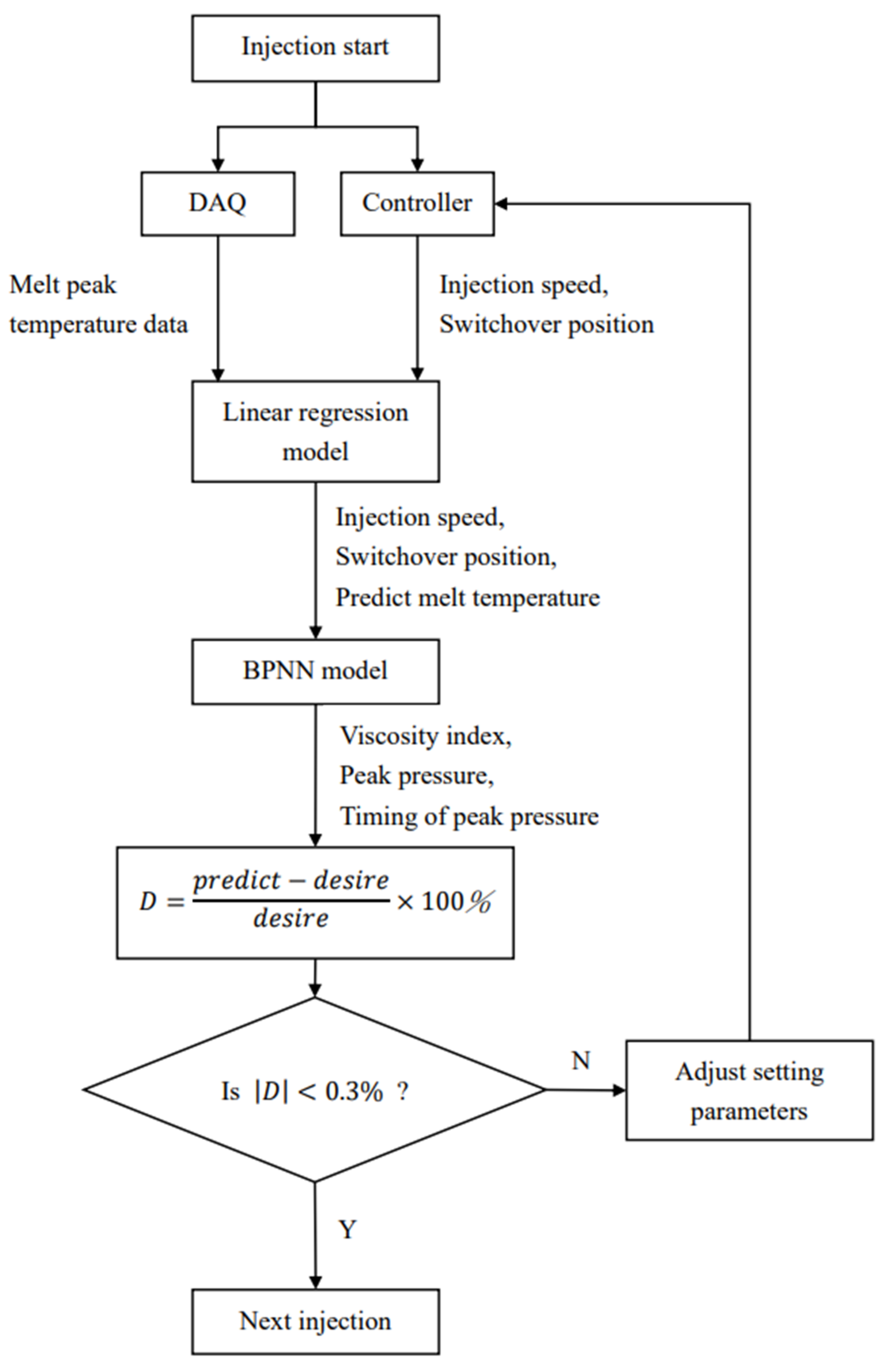
2.5. Adaptive Control System
3. Experiment Setups
3.1. Experiment Device
3.1.1. Injection Molding Machine
3.1.2. Temperature Sensor
3.1.3. Pressure Sensor
3.1.4. Data Acquisition Module
3.2. Material
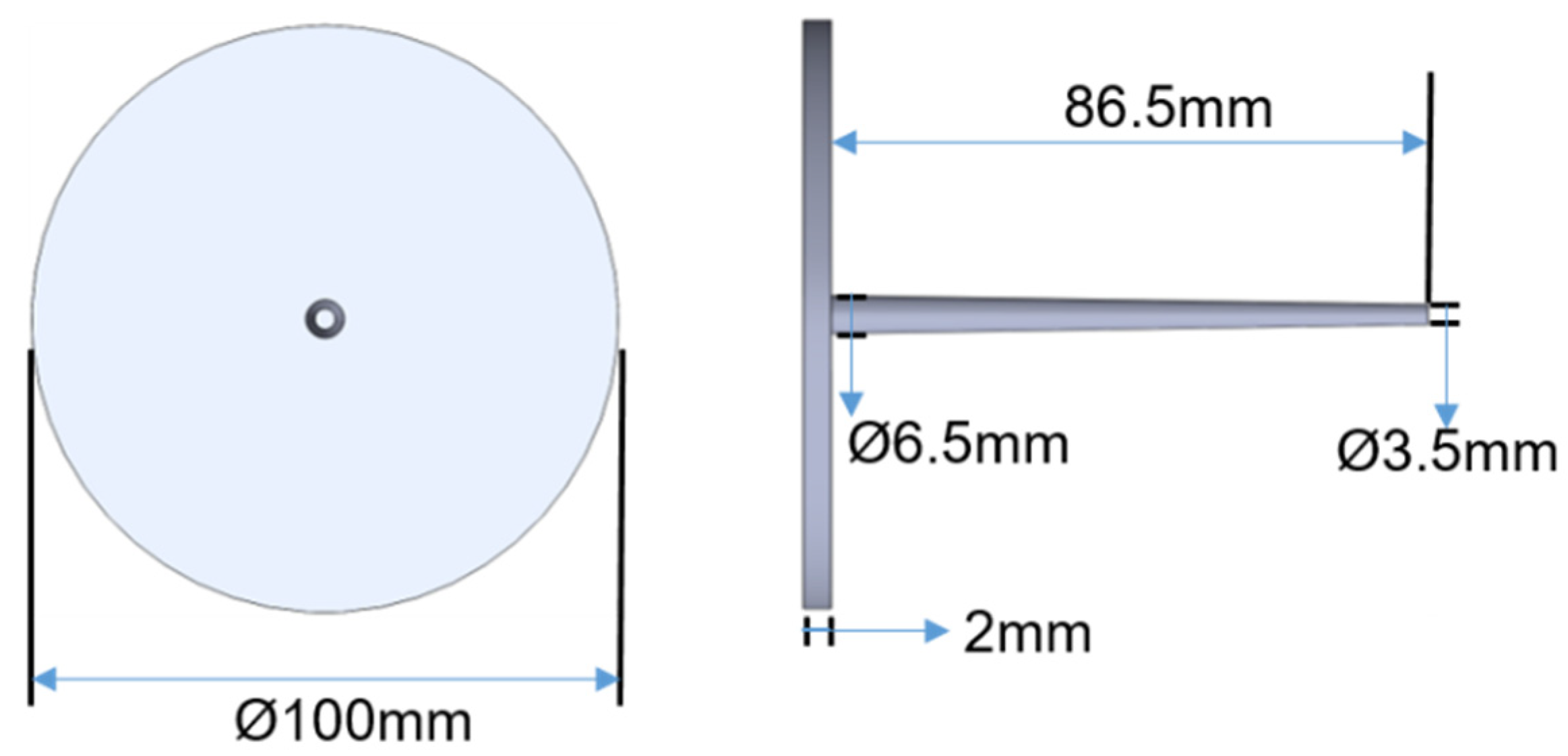
3.3. Sample and Mold
3.4. Preliminary Experiments
3.4.1. Experiment Parameters
3.4.2. Single Factor Experiment
3.4.3. BPNN Model Establishment
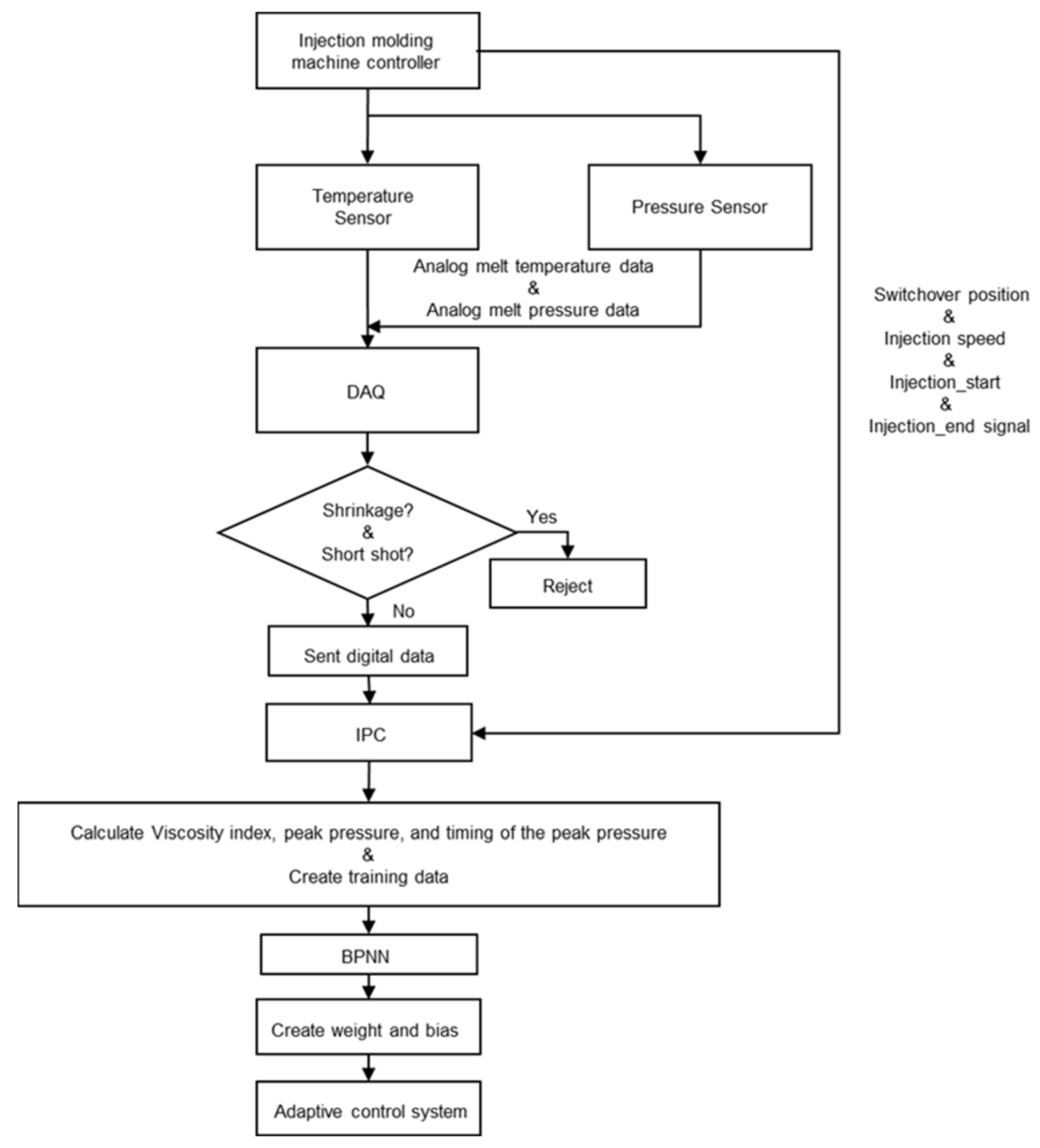
3.5. Flowchart and Parameters of Adaptive Control Strategy
4. Experiment Results and Discussion
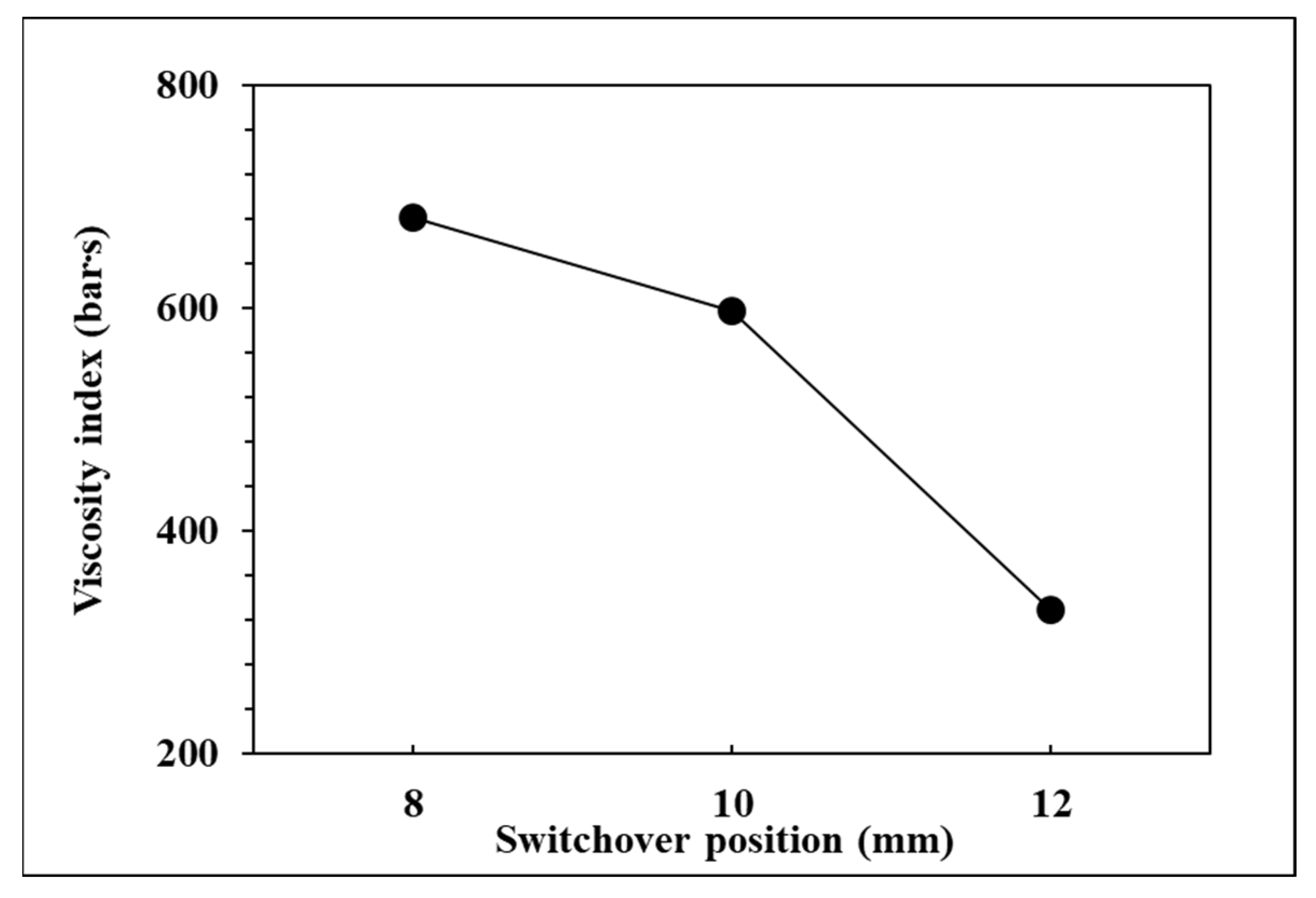
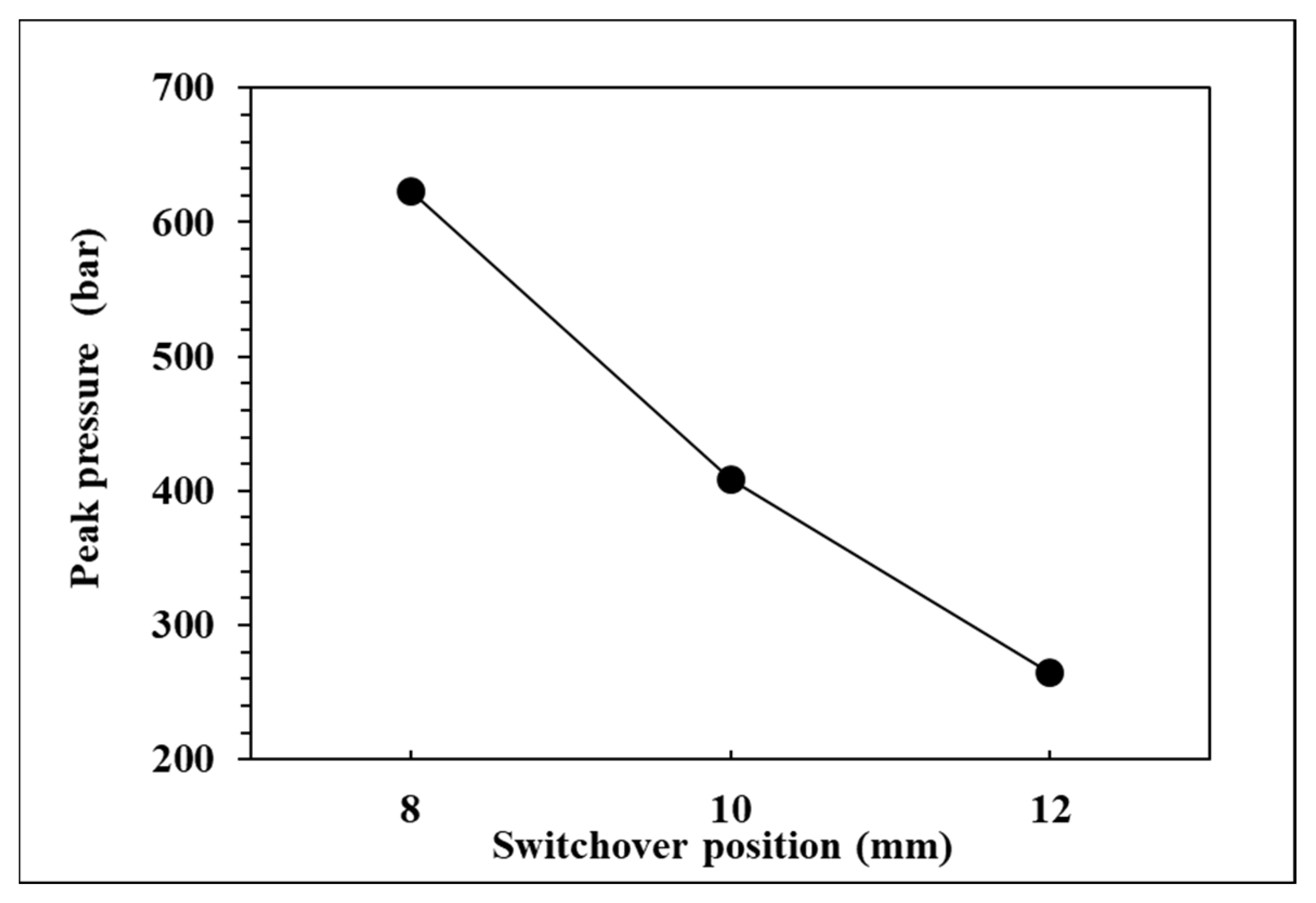
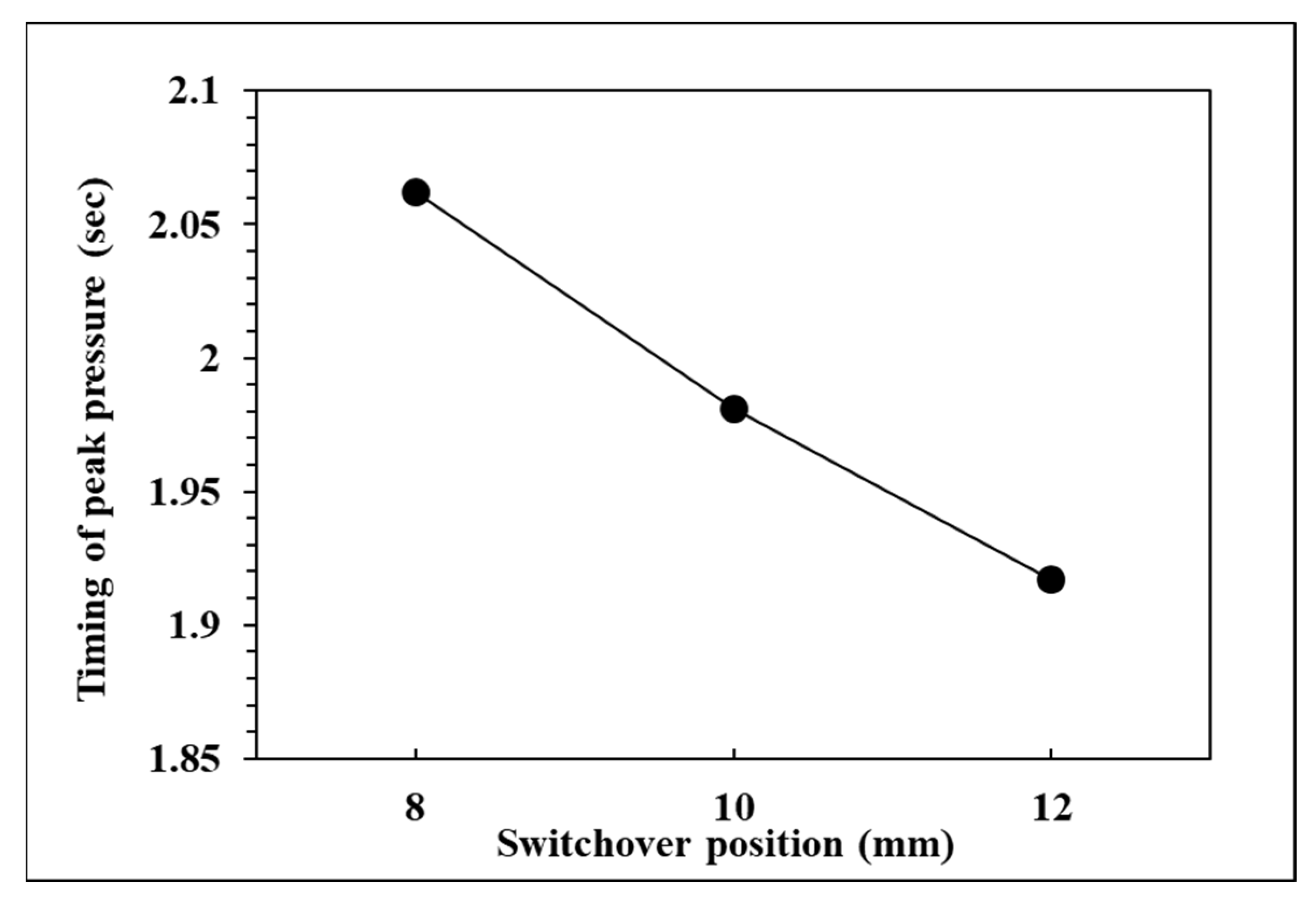
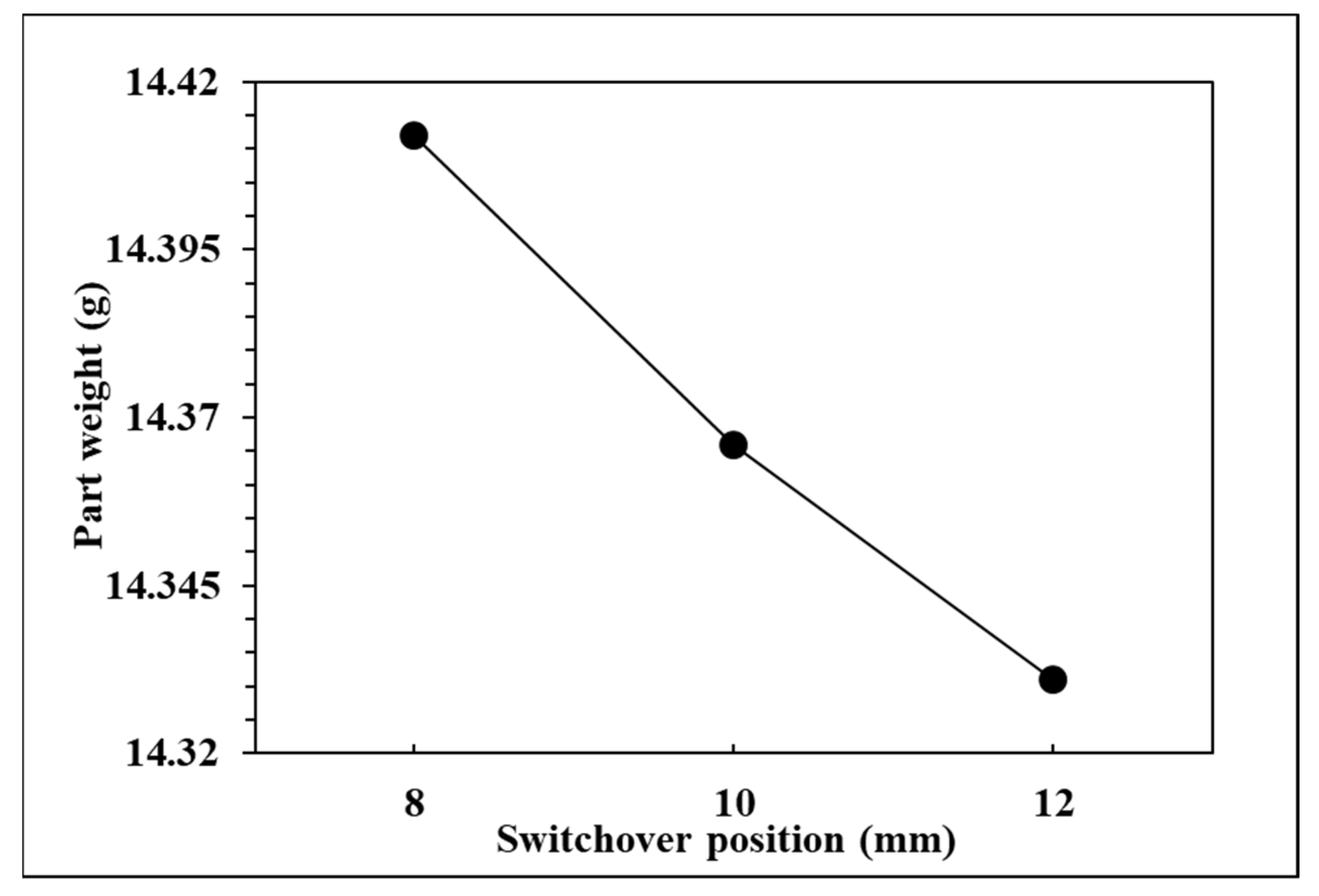
4.1. Results of Single Factor Experiment of Switchover Position
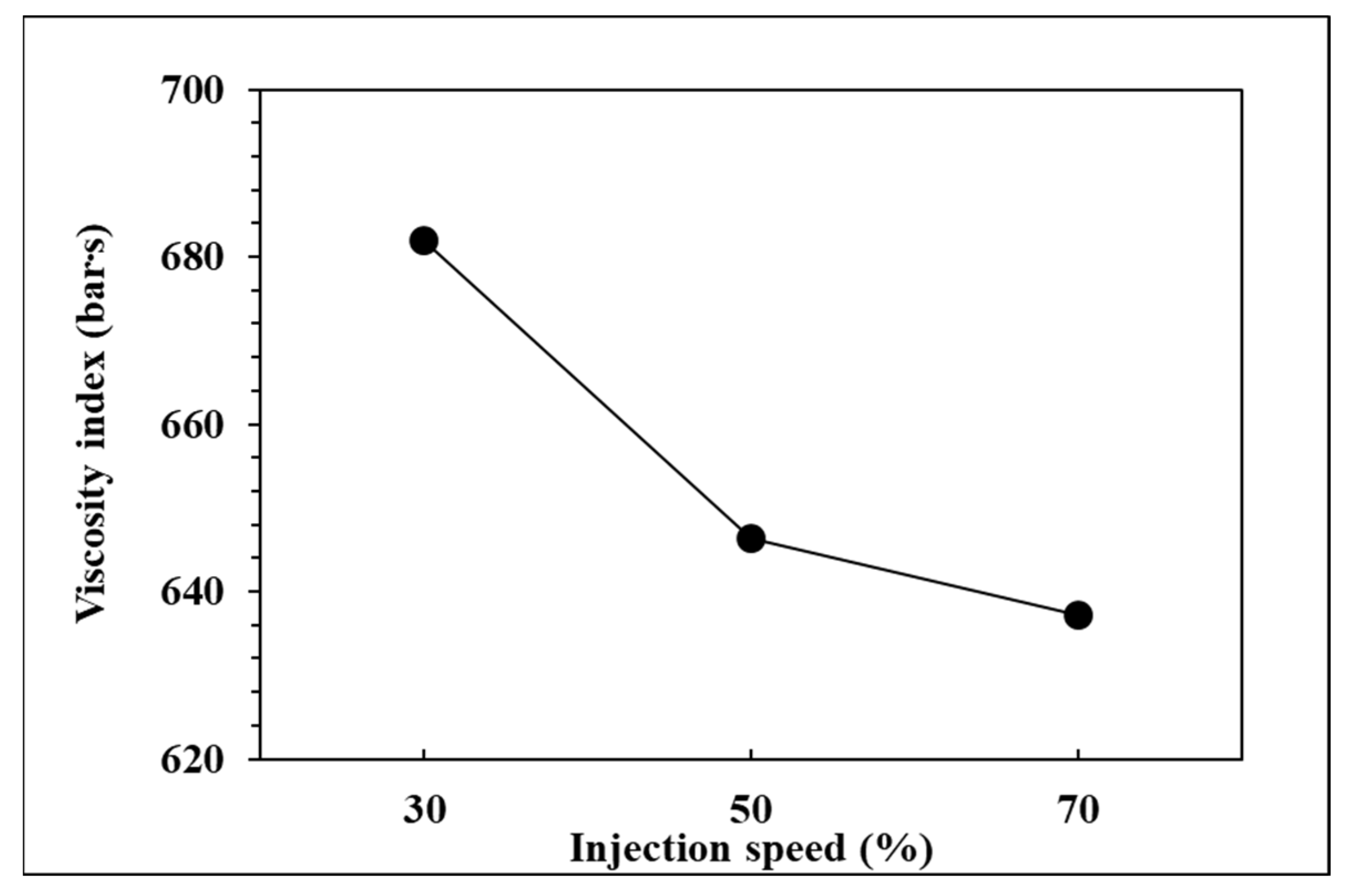
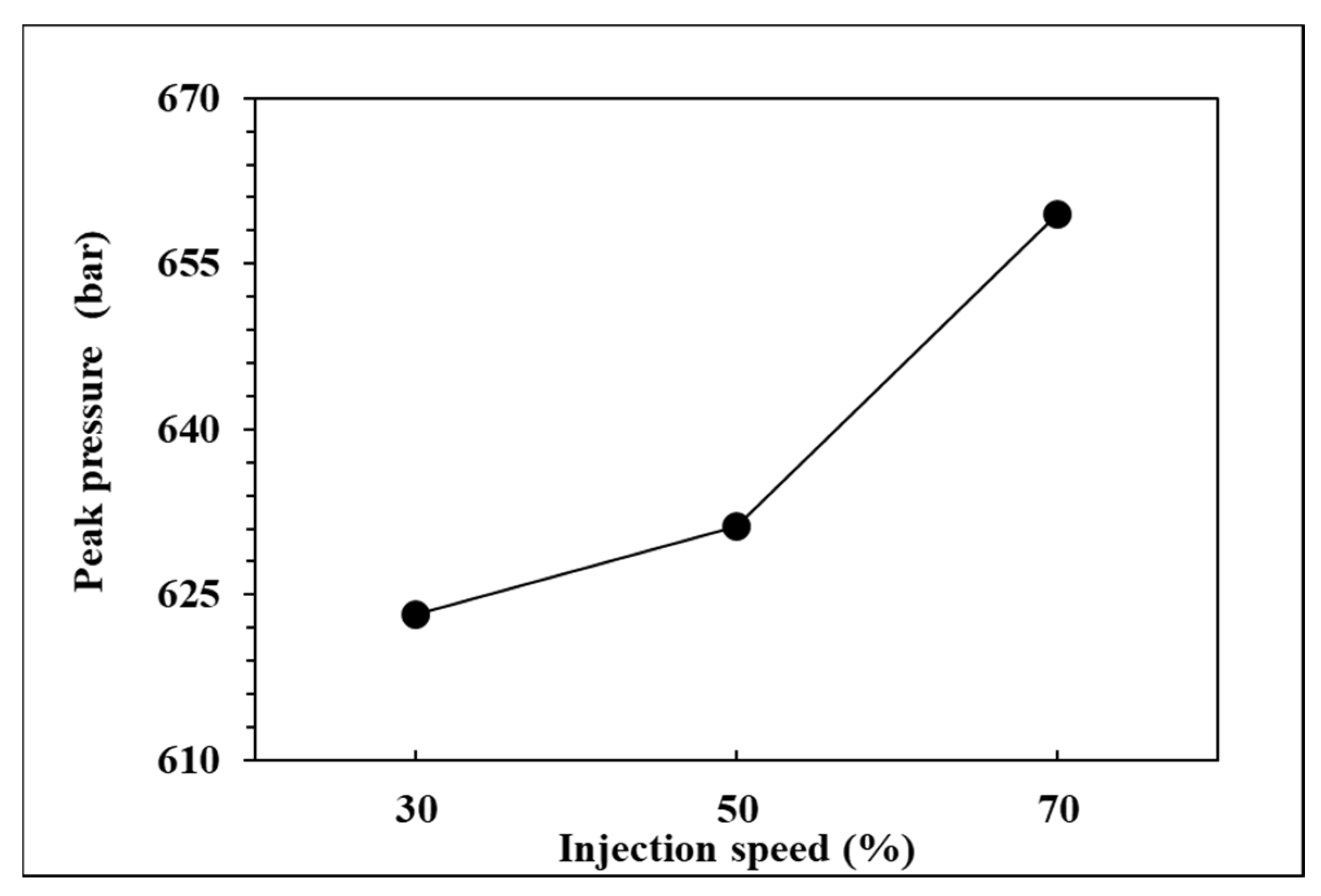
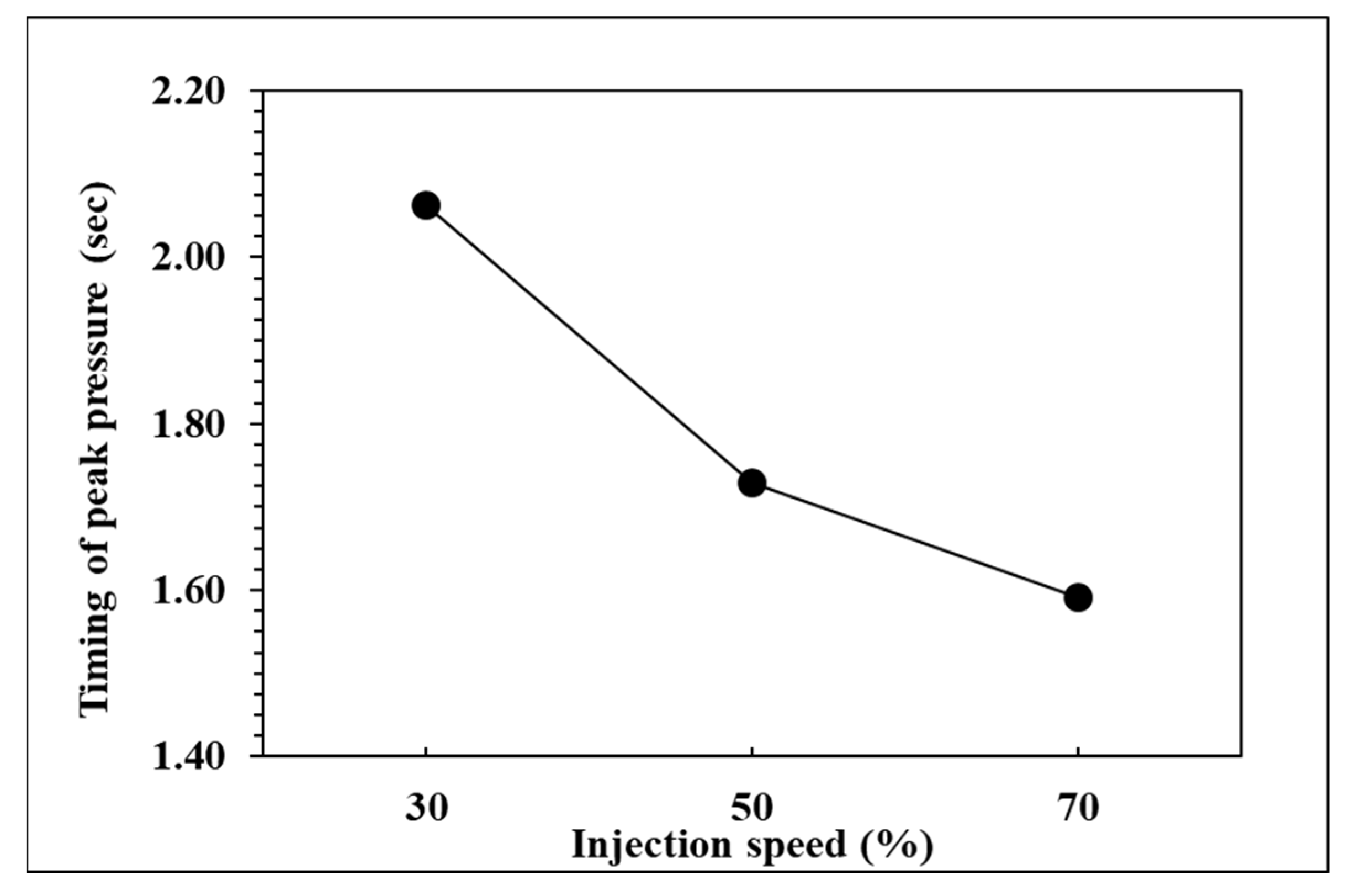
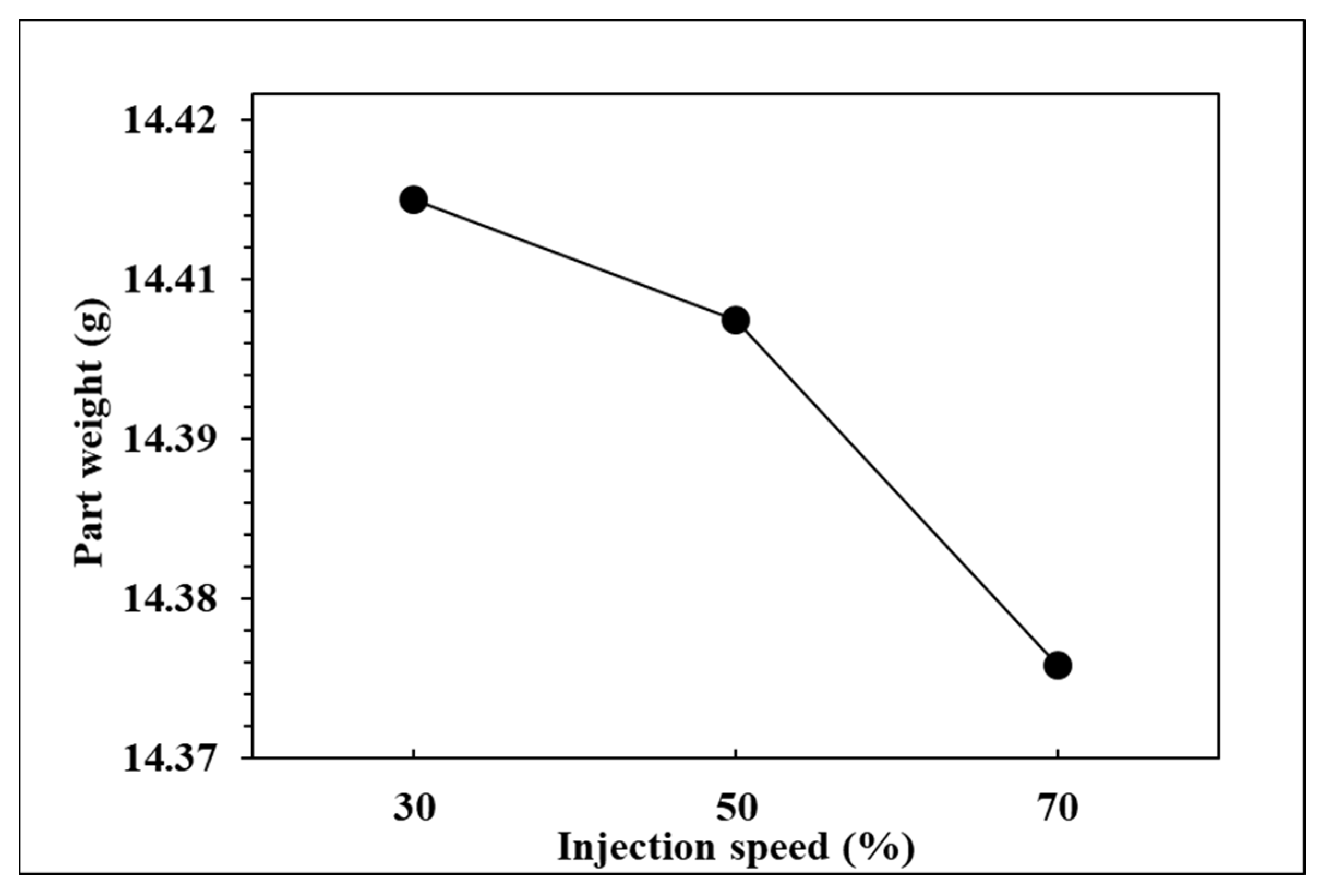
4.2. Results of Single Factor Experiment of Injection Speed
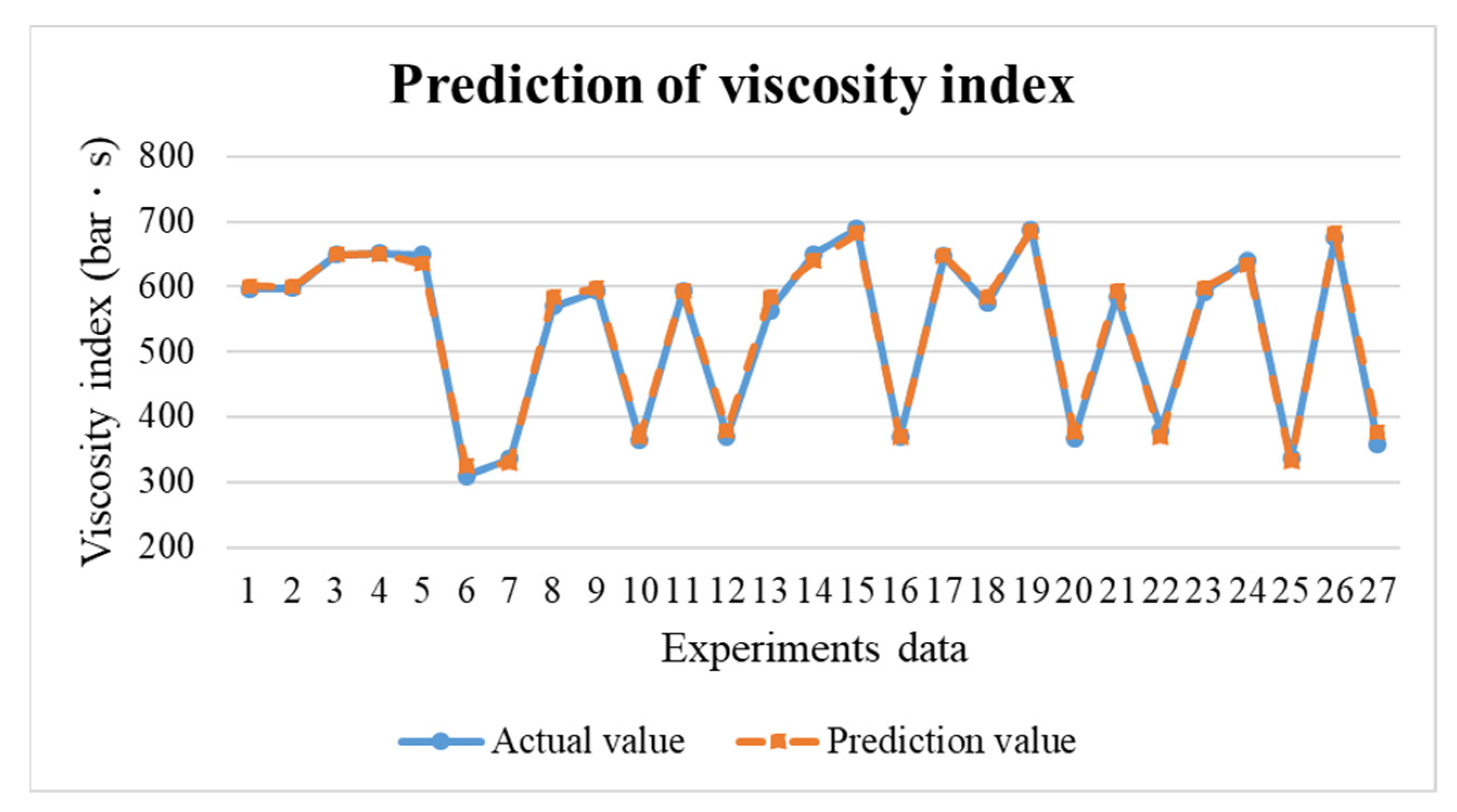
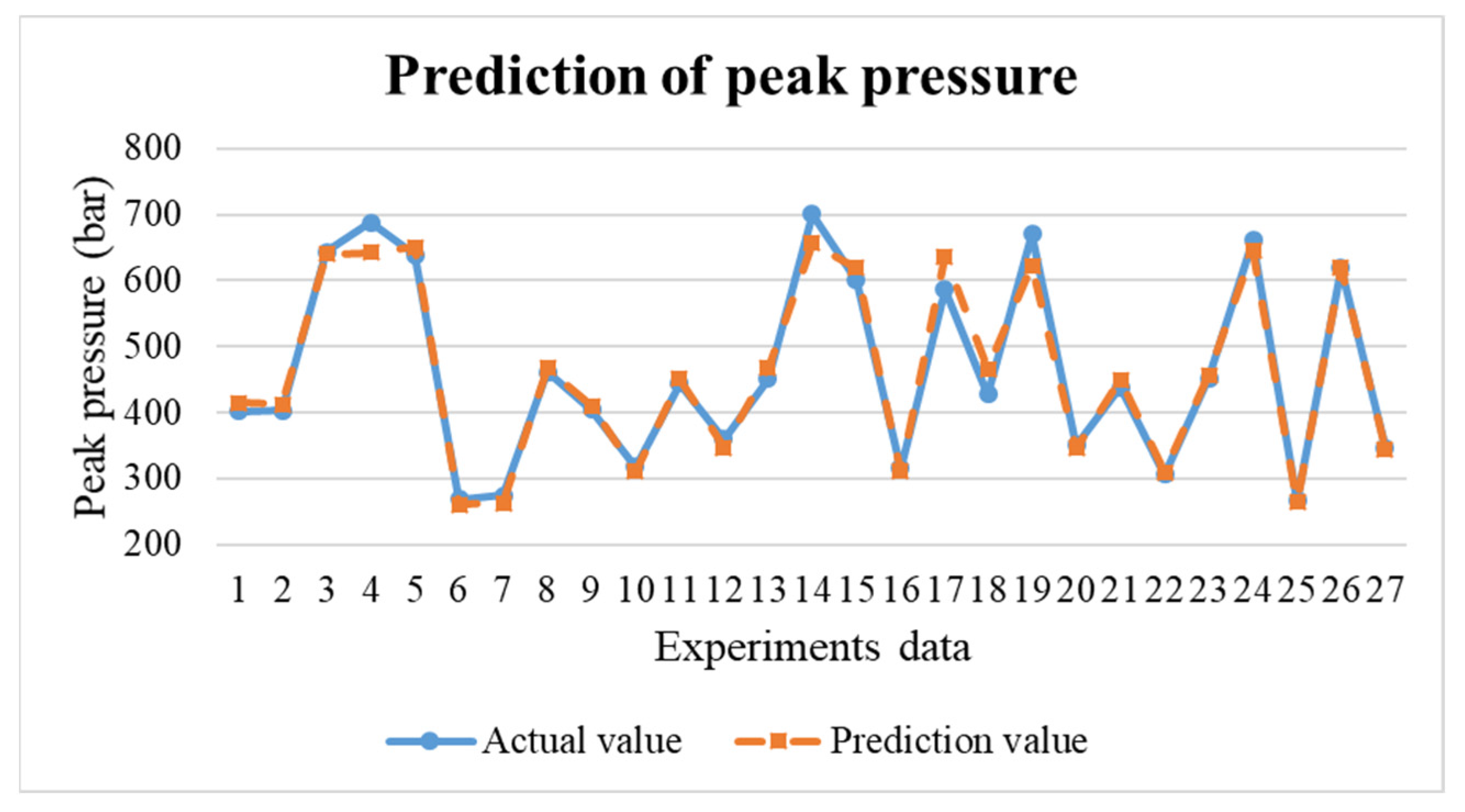
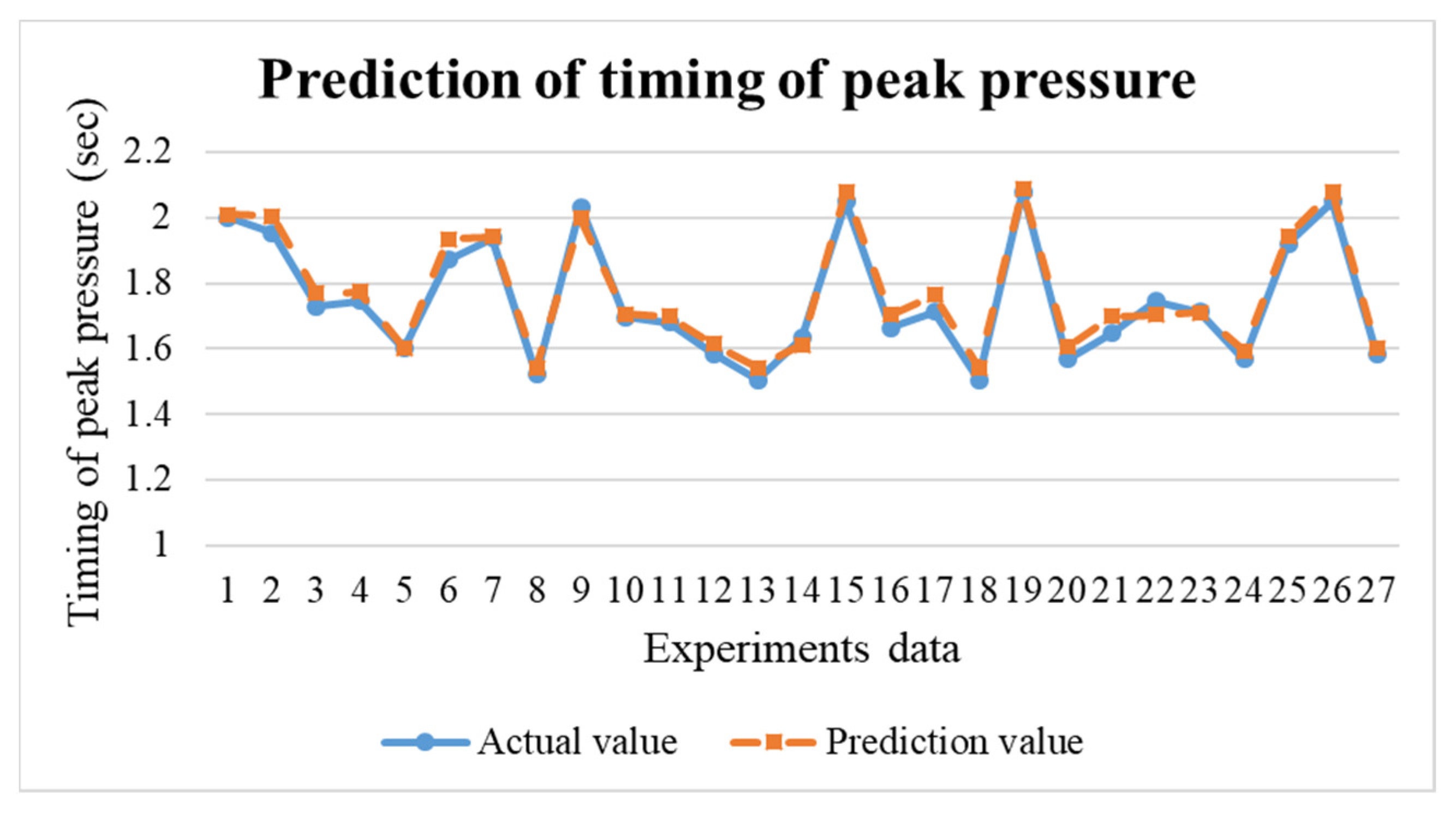
4.3. Results of Neural Network Prediction Model
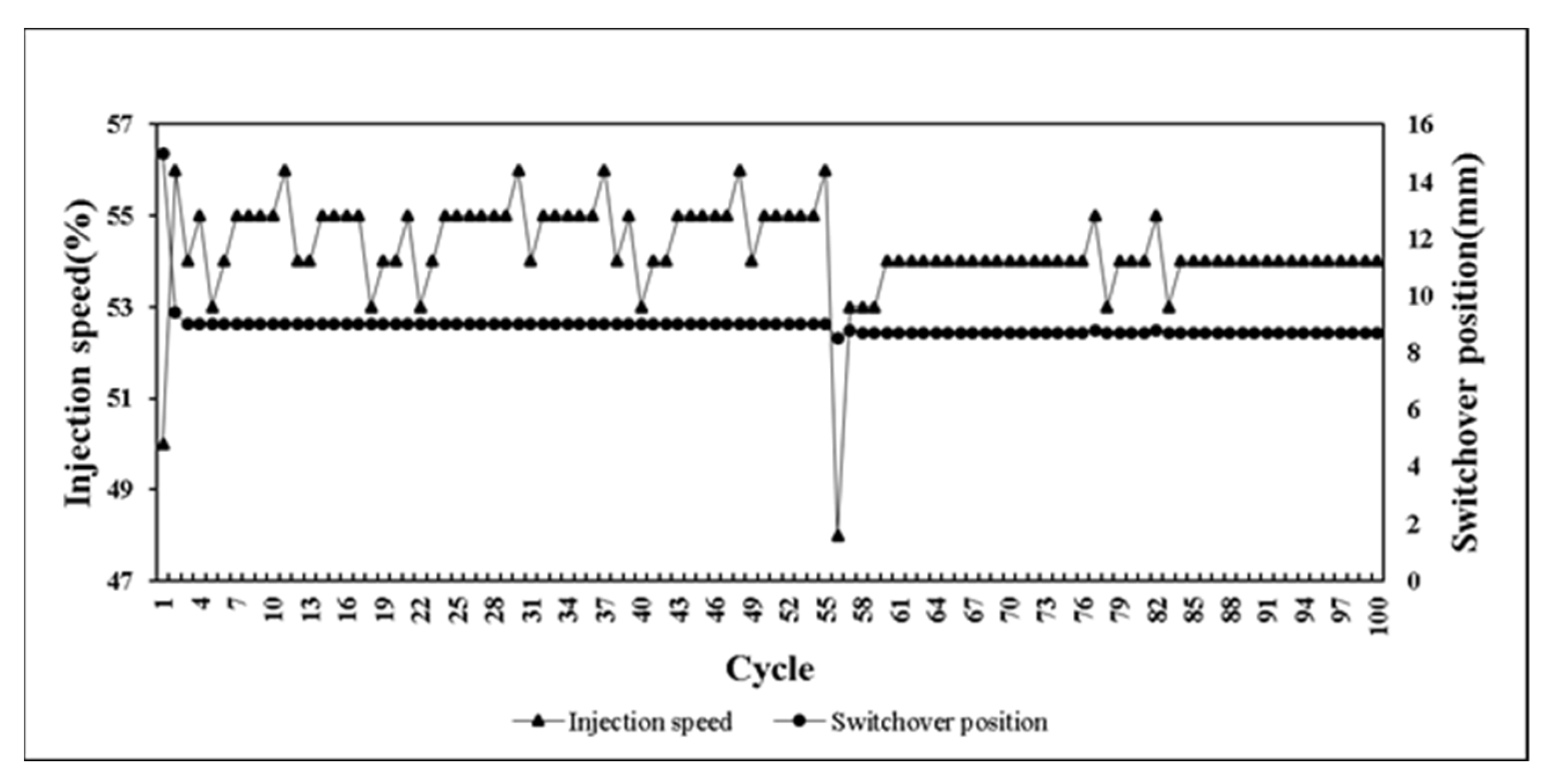
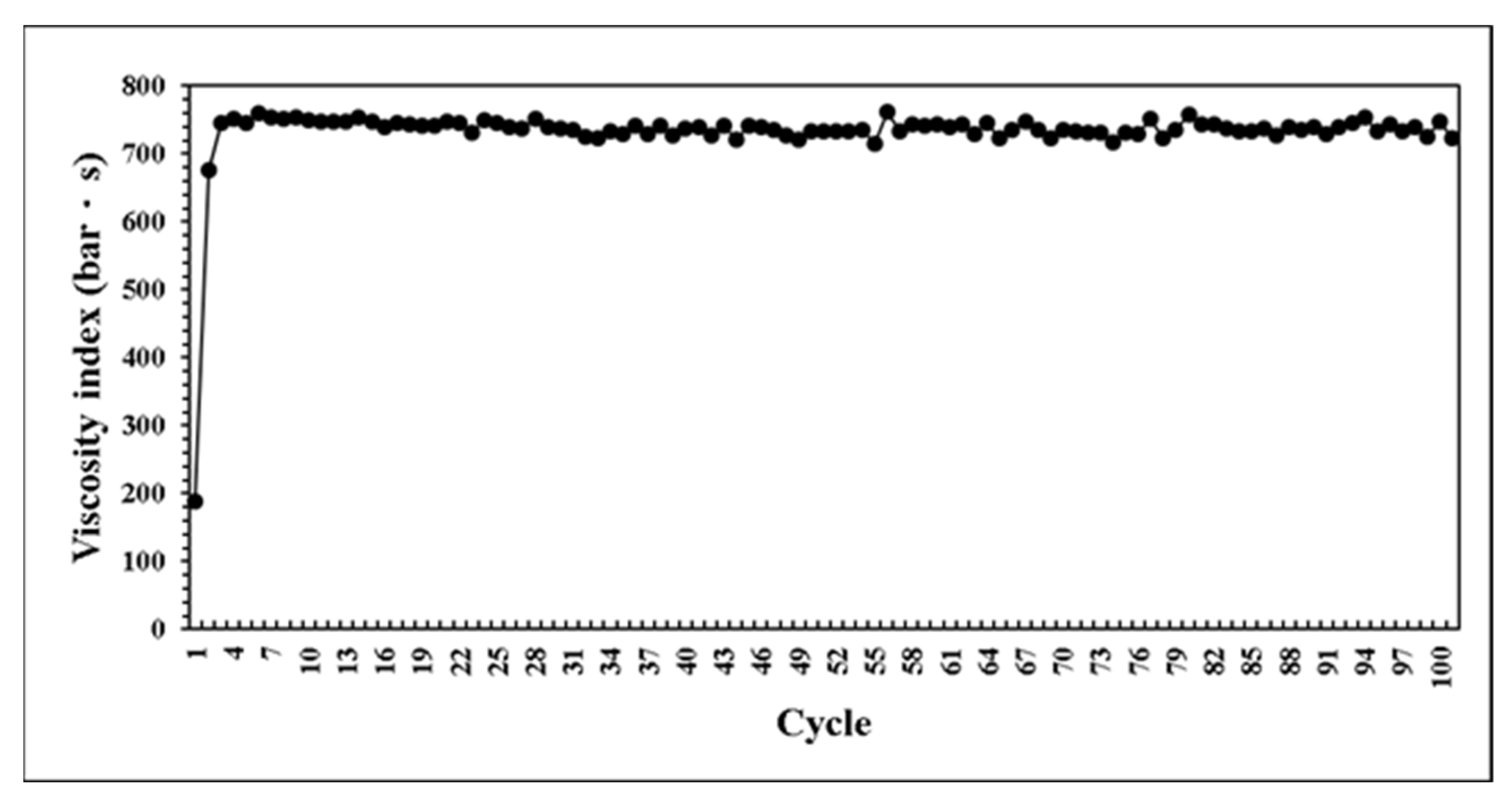
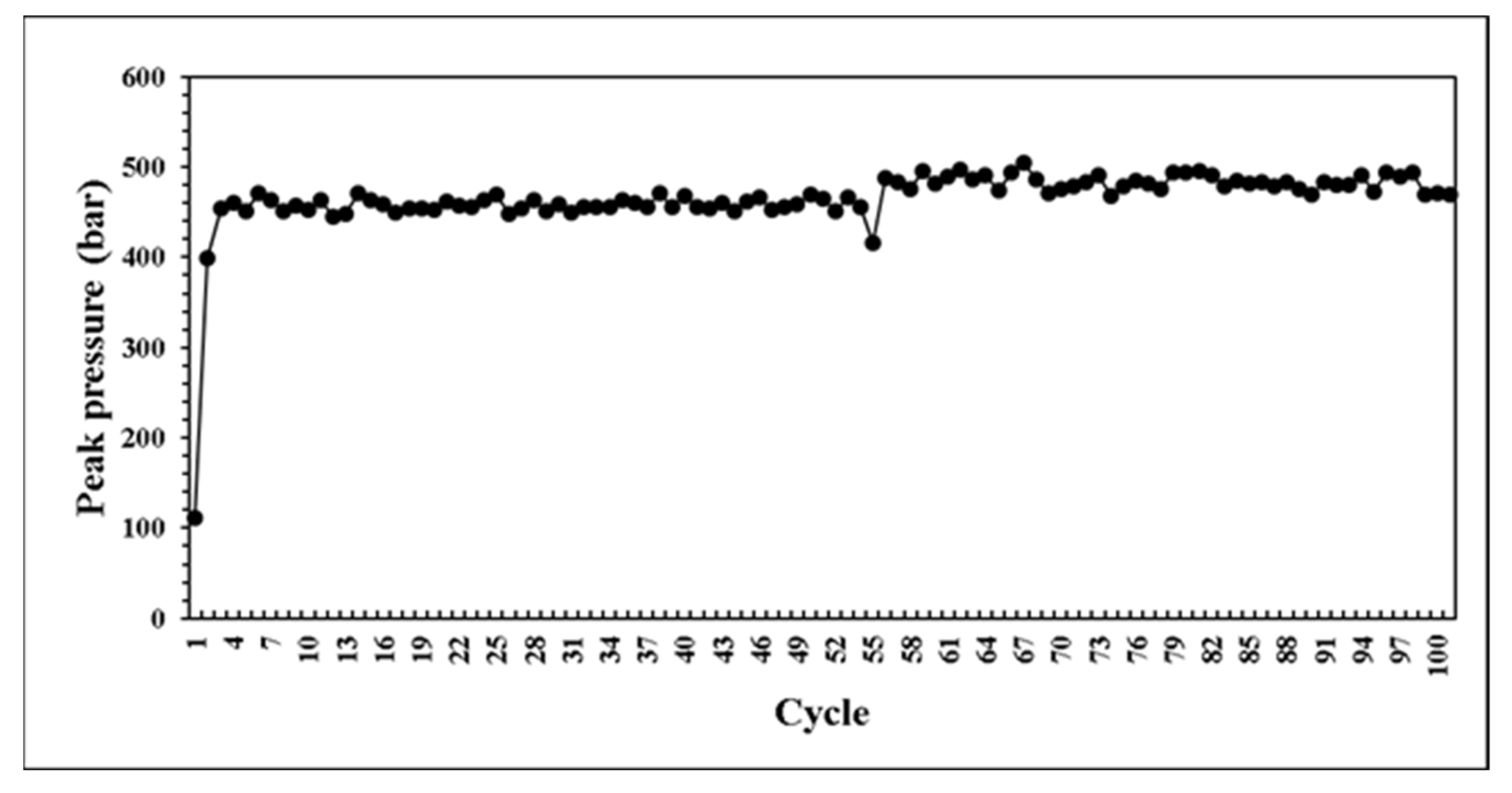
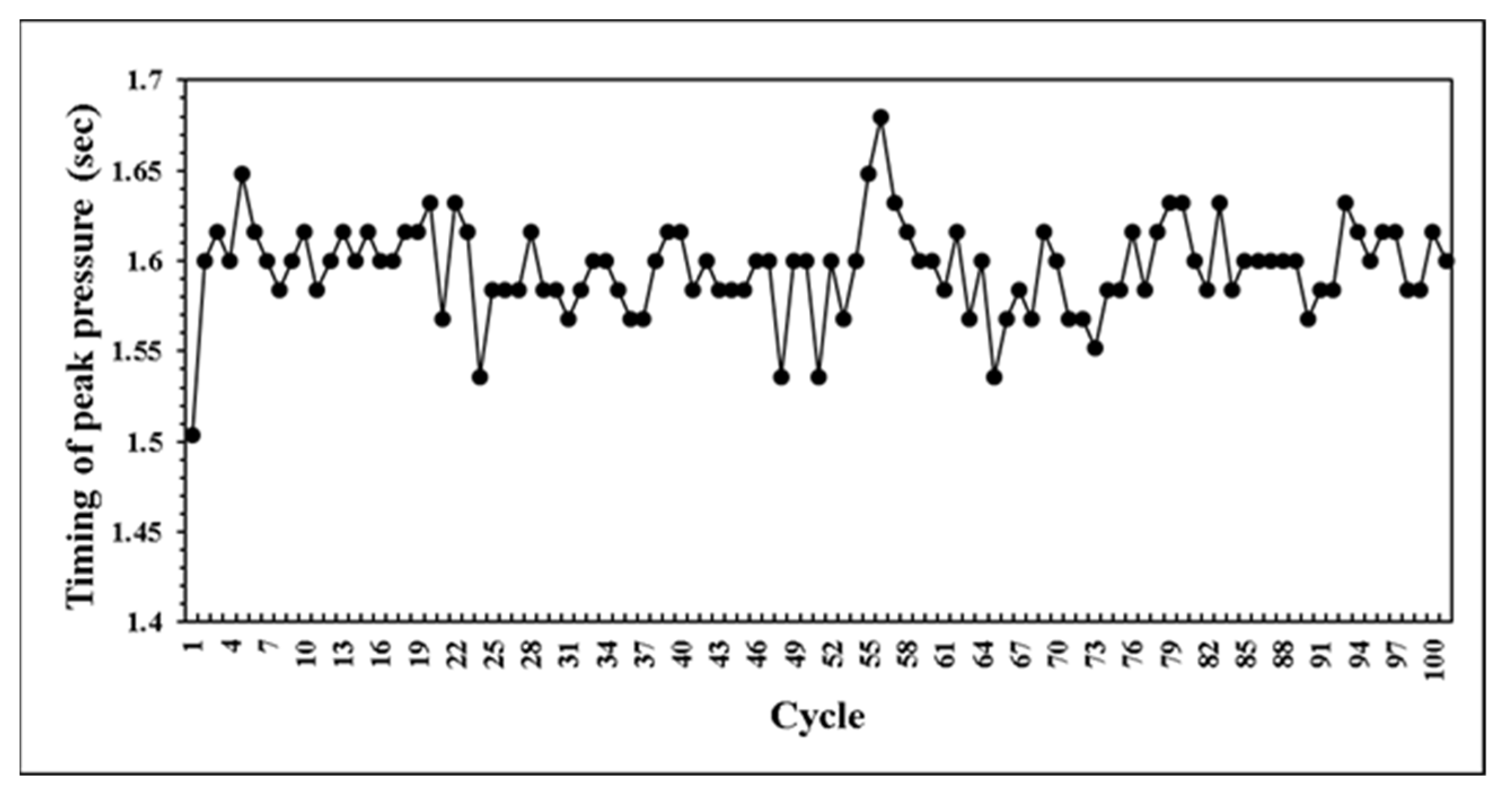
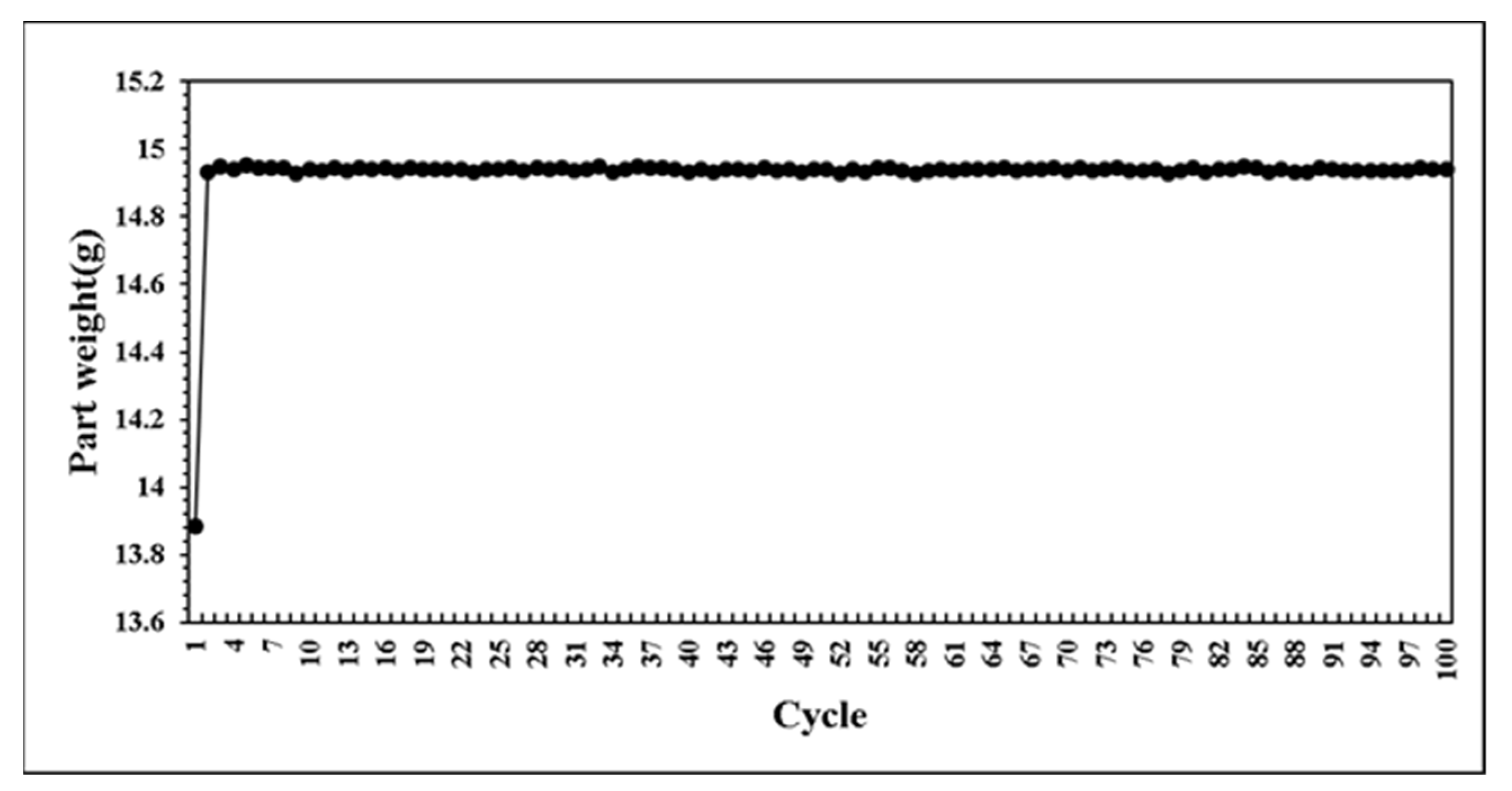
4.4. Experiment Results of Adaptive Control System
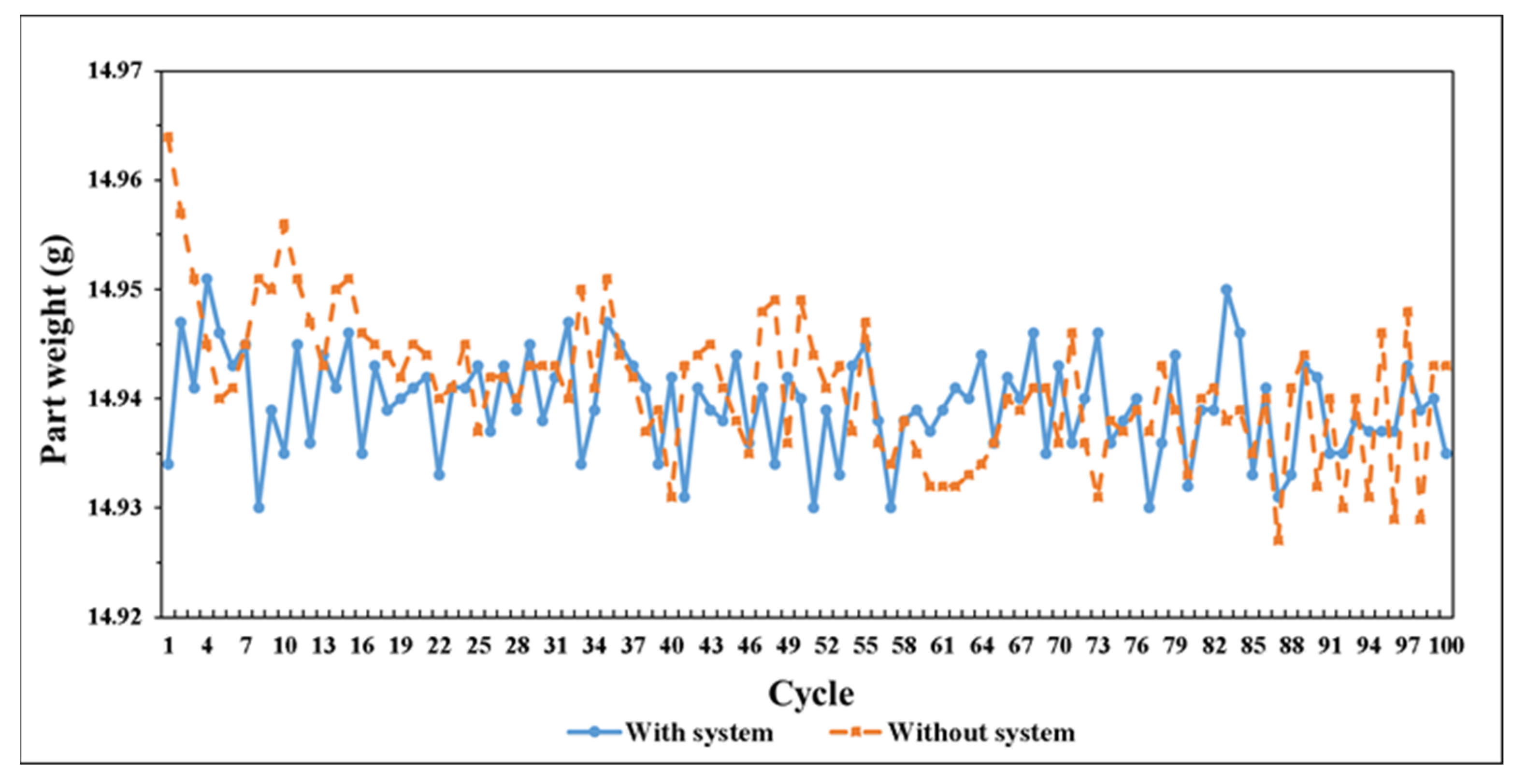
4.5. Performance Comparison between with and without System
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Malinowski, H. The APC of Injection Molding APC Adaptive Process Control; KraussMaffei Technologies: München, Germany, 2015. [Google Scholar]
- Wu, W.-W.; Huang, C.-C. Study of Influence of Injection-Molding Conditions on Shear Effect and Finished Surface Quality of Plastic Parts. Master’s Thesis, National Kaohsiung University of Applied Sciences, Kaohsiung, Taiwan, 2012. [Google Scholar]
- Wang, J. PVT Properties of Polymers for Injection Molding. In Some Critical Issues for Injection Molding; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Mao, Q. A Novel Process Control Methodology Based on the PVT Behavior of Polymer for Injection Molding. Adv. Polym. Technol. 2013, 32, E474–E485. [Google Scholar] [CrossRef]
- Lin, C.-Y.; Shen, F.-C.; Wu, K.-T.; Lee, H.-H.; Hwang, S.-J. Injection Molding Process Control of Servo–Hydraulic System. Appl. Sci. 2019, 10, 71. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Gao, F. Adaptive control of the filling velocity of thermoplastics injection molding. Control Eng. Pract. 2000, 8, 1285–1296. [Google Scholar] [CrossRef]
- Song, M.; Liu, Z.; Wang, M.; Yu, T.; Zhao, D. Research on effects of injection process parameters on the molding process for ultra-thin wall plastic parts. J. Mater. Process. Technol. 2007, 187–188, 668–671. [Google Scholar] [CrossRef]
- Kamiguchi, M.; Neko, N. Method and Apparatus for Monitoring Injection Pressure. U.S. Patent 5,296,179, 22 March 1994. [Google Scholar]
- Collins, C. Monitoring cavity pressure perfects injection molding. Assem. Autom. 1999, 19, 197–202. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, T. Combining foam injection molding with batch foaming to improve cell density and control cellular orientation via multiple gas dissolution and desorption processes. Polym. Adv. Technol. 2020, 31, 2136–2151. [Google Scholar] [CrossRef]
- Huang, M.-S. Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding. J. Mater. Process. Technol. 2007, 183, 419–424. [Google Scholar] [CrossRef]
- Orzechowski, S.; Paris, A.; Dobbin, C.J. A process monitoring and control system for injection molding using nozzle-based pressure and temperature sensors. J. Inject. Mold. Technol. 1998, 1, 424–430. [Google Scholar]
- Schiffers, R.; Kruppa, S.; Moser, S. The right changeover point for each shot. Kunstst. Int. 2014, 104, 26–30. [Google Scholar]
- Chen, Y.-S.; Wu, K.-T.; Tsai, M.-H.; Hwang, S.-J.; Lee, H.-H.; Peng, H.-S.; Chu, H.-Y. Adaptive process control of the change-over point for injection molding process. J. Low Freq. Noise Vib. Act. Control 2021, 40, 383–394. [Google Scholar] [CrossRef] [Green Version]
- Kitayama, S.; Hashimoto, S.; Takano, M.; Yamazaki, Y.; Kubo, Y.; Aiba, S. Multi-objective optimization for minimizing weldline and cycle time using variable injection velocity and variable pressure profile in plastic injection molding. Int. J. Adv. Manuf. Technol. 2020, 107, 3351–3361. [Google Scholar] [CrossRef]
- Ke, K.-C.; Huang, M.-S. Quality Prediction for Injection Molding by Using a Multilayer Perceptron Neural Network. Polymers 2020, 12, 1812. [Google Scholar] [CrossRef]
- Guo, W.; Deng, F.; Meng, Z.; Hua, L.; Mao, H.; Su, J. A hybrid back-propagation neural network and intelligent algorithm combined algorithm for optimizing microcellular foaming injection molding process parameters. J. Manuf. Process. 2020, 50, 528–538. [Google Scholar] [CrossRef]
- Tsai, K.-M.; Luo, H.-J. An inverse model for injection molding of optical lens using artificial neural network coupled with genetic algorithm. J. Intell. Manuf. 2017, 28, 473–487. [Google Scholar] [CrossRef]
- Li, K.; Yan, S.; Pan, W.; Zhao, G. Warpage optimization of fiber-reinforced composite injection molding by combining back propagation neural network and genetic algorithm. Int. J. Adv. Manuf. Technol. 2017, 90, 963–970. [Google Scholar] [CrossRef]
- Maas, A.L.; Hannun, A.Y.; Ng, A.Y. Rectifier nonlinearities improve neural network acoustic models. In Proceedings of the 30th International Conference on Machine Learning, Atlanta, GA, USA, 16–21 June 2013; Volume 30, p. 3. [Google Scholar]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Injection Pressure (bar) | Clamping Force (ton) | Packing Pressure (bar) | Packing Time (s) |
|---|---|---|---|
| 170 | 30 | 15 | 2 |
| Run | Injection Speed (%) | Switchover Position (mm) | Melt Temperature (°C) |
| 1 | 70 | 12 | 210 |
| 2 | 50 | ||
| 3 | 30 | ||
| 4 | 70 | 10 | 210 |
| 5 | 50 | ||
| 6 | 30 | ||
| 7 | 70 | 8 | 210 |
| 8 | 50 | ||
| 9 | 30 |
| Injection Pressure (bar) | Clamping Force (ton) | Packing Pressure (bar) | Packing Time (s) |
|---|---|---|---|
| 170 | 30 | 15 | 2 |
| Melt Temperature (°C) | Injection Speed (%) | Switchover Position (mm) | Cooling Time (s) |
| 210 | 50 | 15 | 2 |
| Viscosity Index (bar·s) | Peak Pressure (bar) | Timing of Peak Pressure (s) | |
|---|---|---|---|
| Average error (%) | 1.64 | 1.6 | 3.01 |
| Maximum error (%) | 3.33 | 5.12 | 8.97 |
| Viscosity Index (bar·s) | Peak Pressure (bar) | Timing of Peak Pressure (s) | Part Weight (g) | |
|---|---|---|---|---|
| Average | 737.562 | 447.678 | 1.591 | 14.9411 |
| Standard deviation | 14.7182 | 10.473 | 0.041 | 0.0064 |
| Variation | 13.43% | 20.31% | 12.07% | 0.25% |
| Viscosity Index (bar·s) | Peak Pressure (bar) | Timing of Peak Pressure (s) | Part Weight (g) | |
|---|---|---|---|---|
| Average | 737.881 | 468.735 | 1.597 | 14.9395 |
| Standard deviation | 11.361 | 17.064 | 0.0242 | 0.00461 |
| Variation | 11.60% | 22.31% | 9.02% | 0.14% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, M.-H.; Fan-Jiang, J.-C.; Liou, G.-Y.; Cheng, F.-J.; Hwang, S.-J.; Peng, H.-S.; Chu, H.-Y. Development of an Online Quality Control System for Injection Molding Process. Polymers 2022, 14, 1607. https://doi.org/10.3390/polym14081607
Tsai M-H, Fan-Jiang J-C, Liou G-Y, Cheng F-J, Hwang S-J, Peng H-S, Chu H-Y. Development of an Online Quality Control System for Injection Molding Process. Polymers. 2022; 14(8):1607. https://doi.org/10.3390/polym14081607
Chicago/Turabian StyleTsai, Ming-Hong, Jia-Chen Fan-Jiang, Guan-Yan Liou, Feng-Jung Cheng, Sheng-Jye Hwang, Hsin-Shu Peng, and Hsiao-Yeh Chu. 2022. "Development of an Online Quality Control System for Injection Molding Process" Polymers 14, no. 8: 1607. https://doi.org/10.3390/polym14081607