
Basalt Fiber Hybridization Effects on High-Performance Sisal-Reinforced Biocomposites


Abstract
:1. Introduction
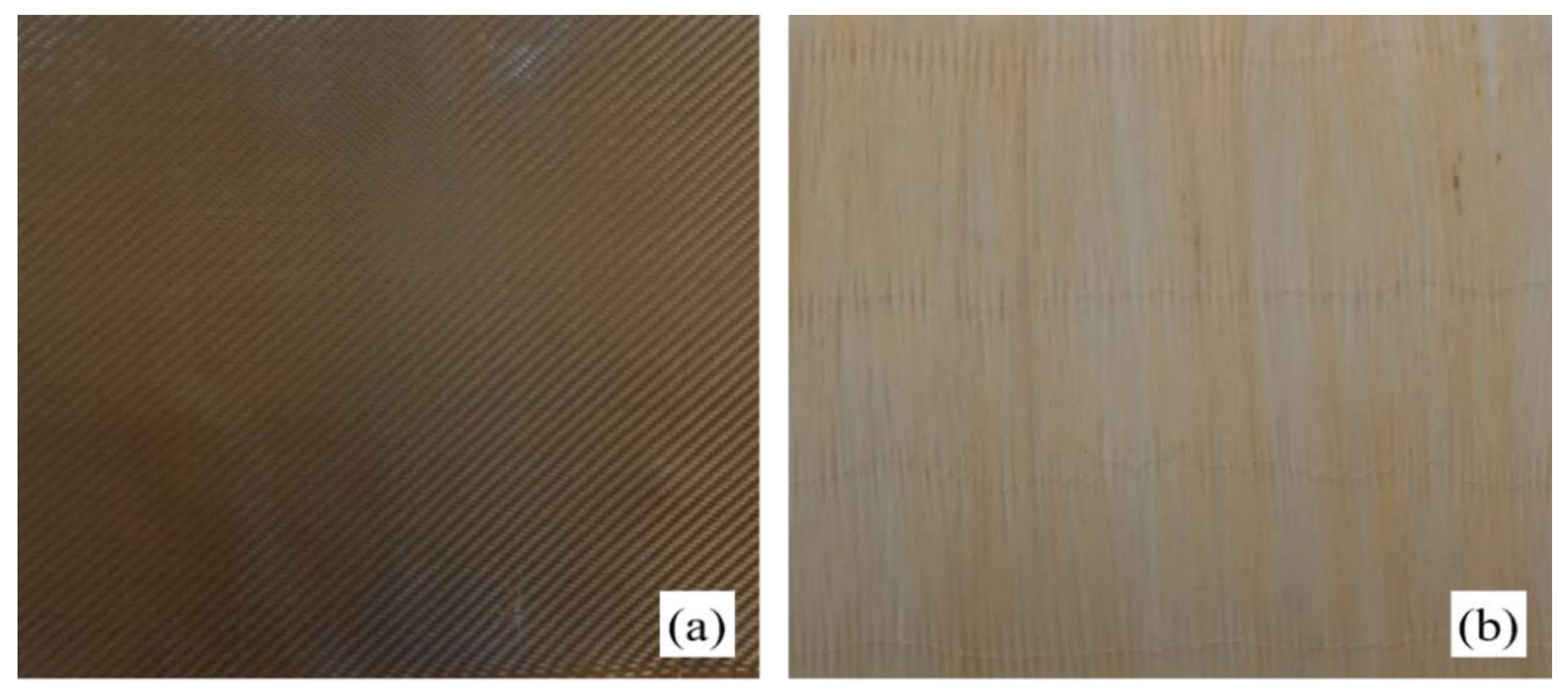
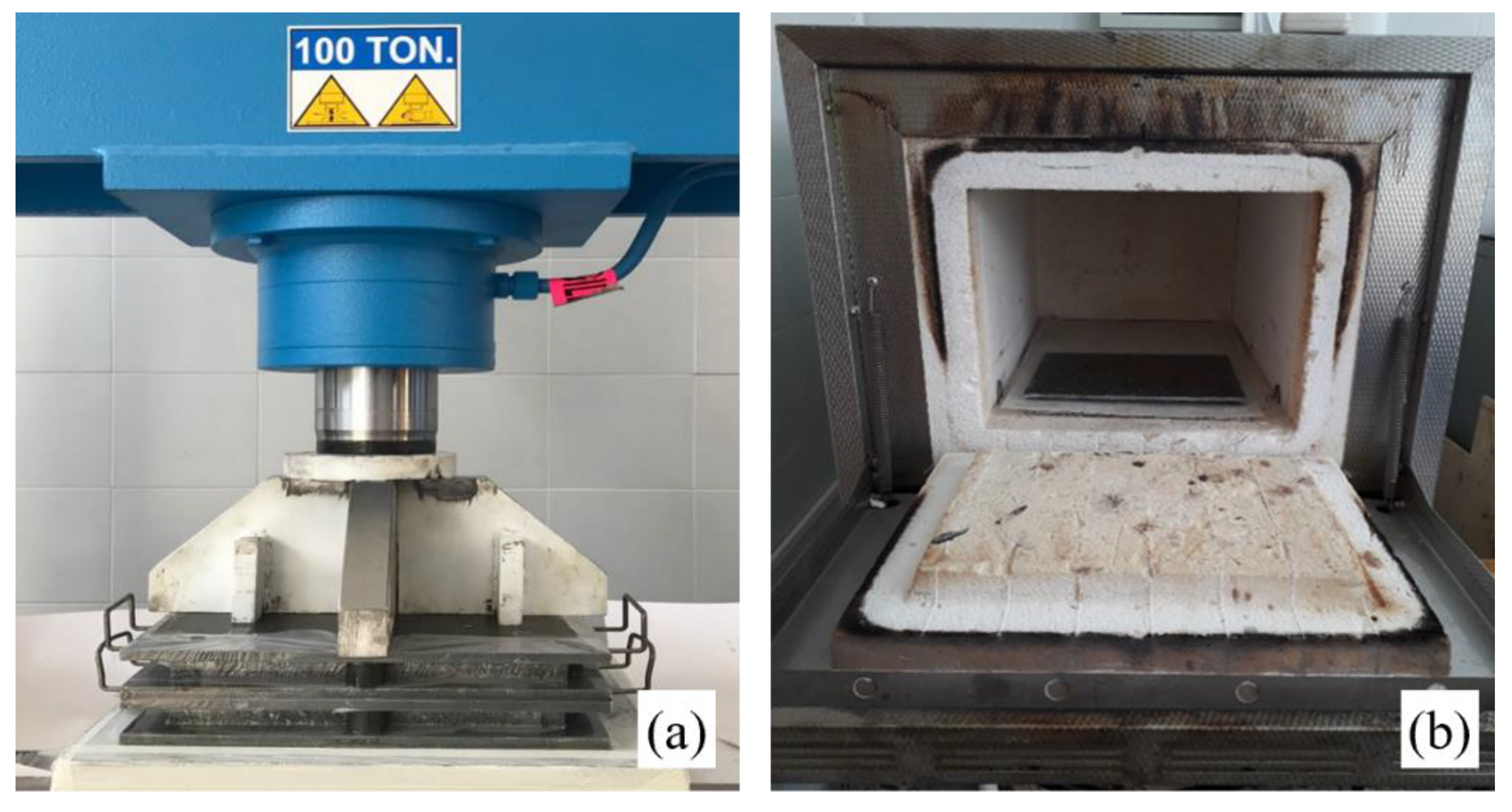
2. Materials and Manufacture of Biocomposites
3. Accelerated Aging and Experimental Tests
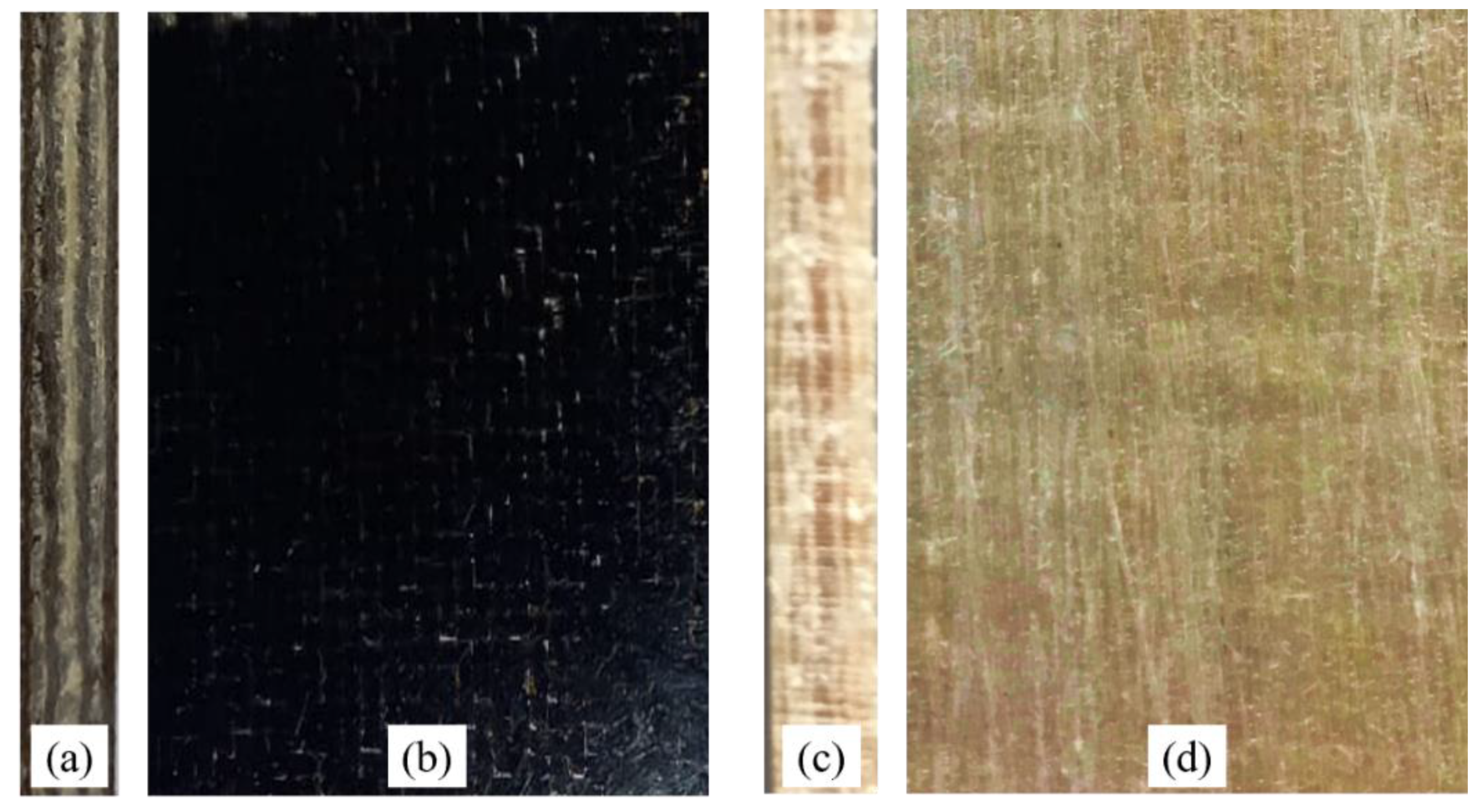
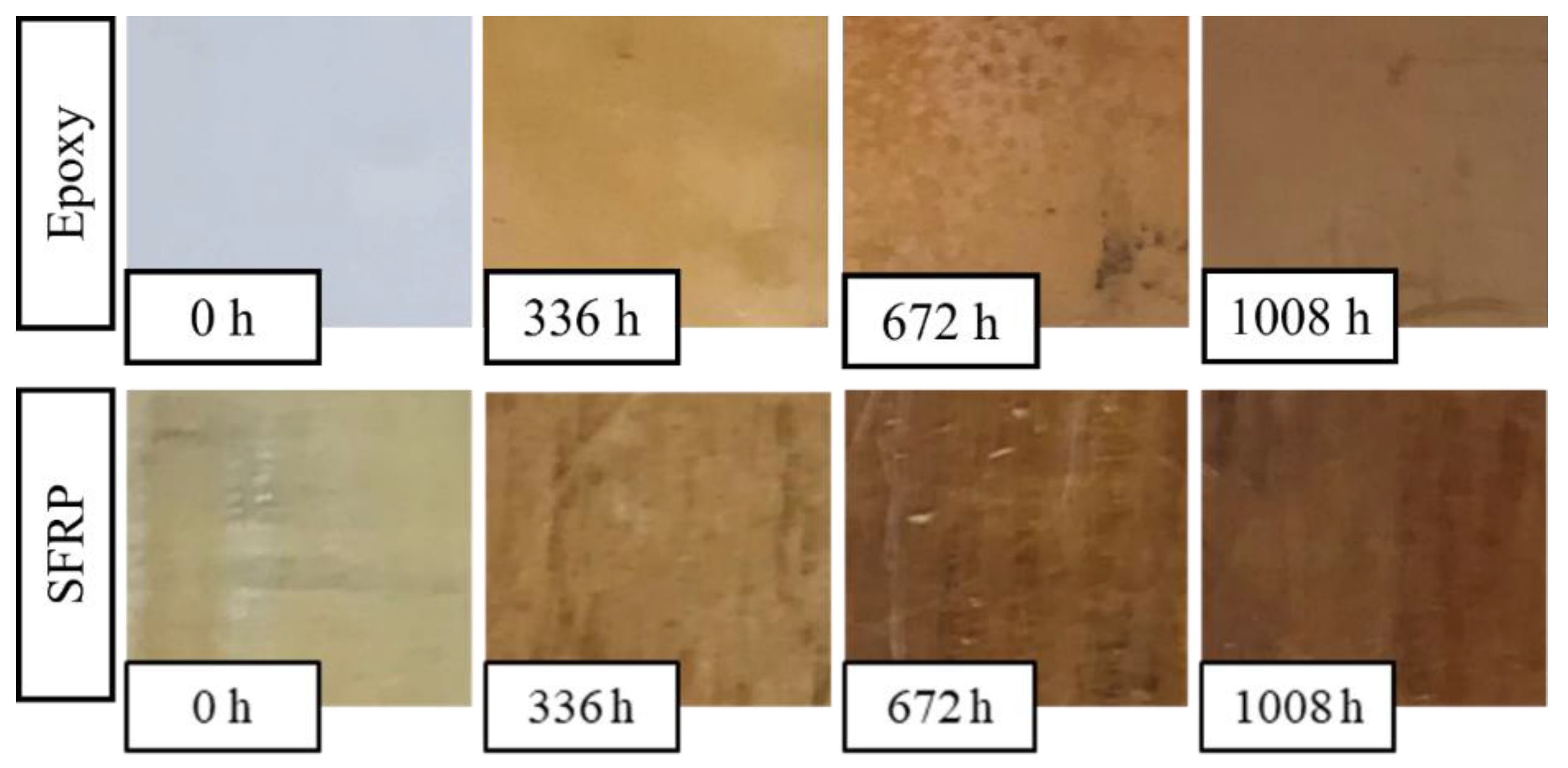
3.1. Accelerated Aging
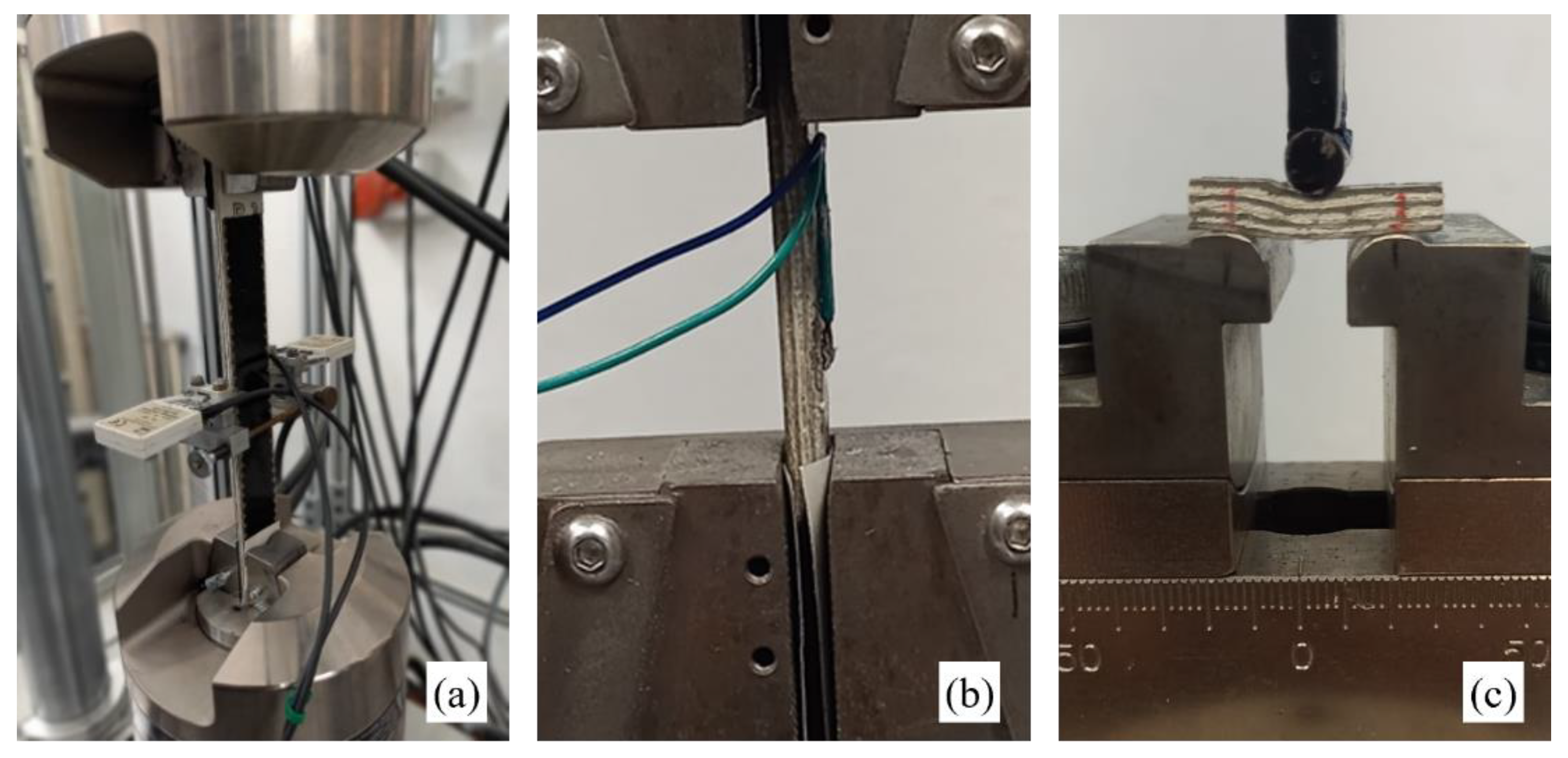
3.2. Material Testing
4. Results
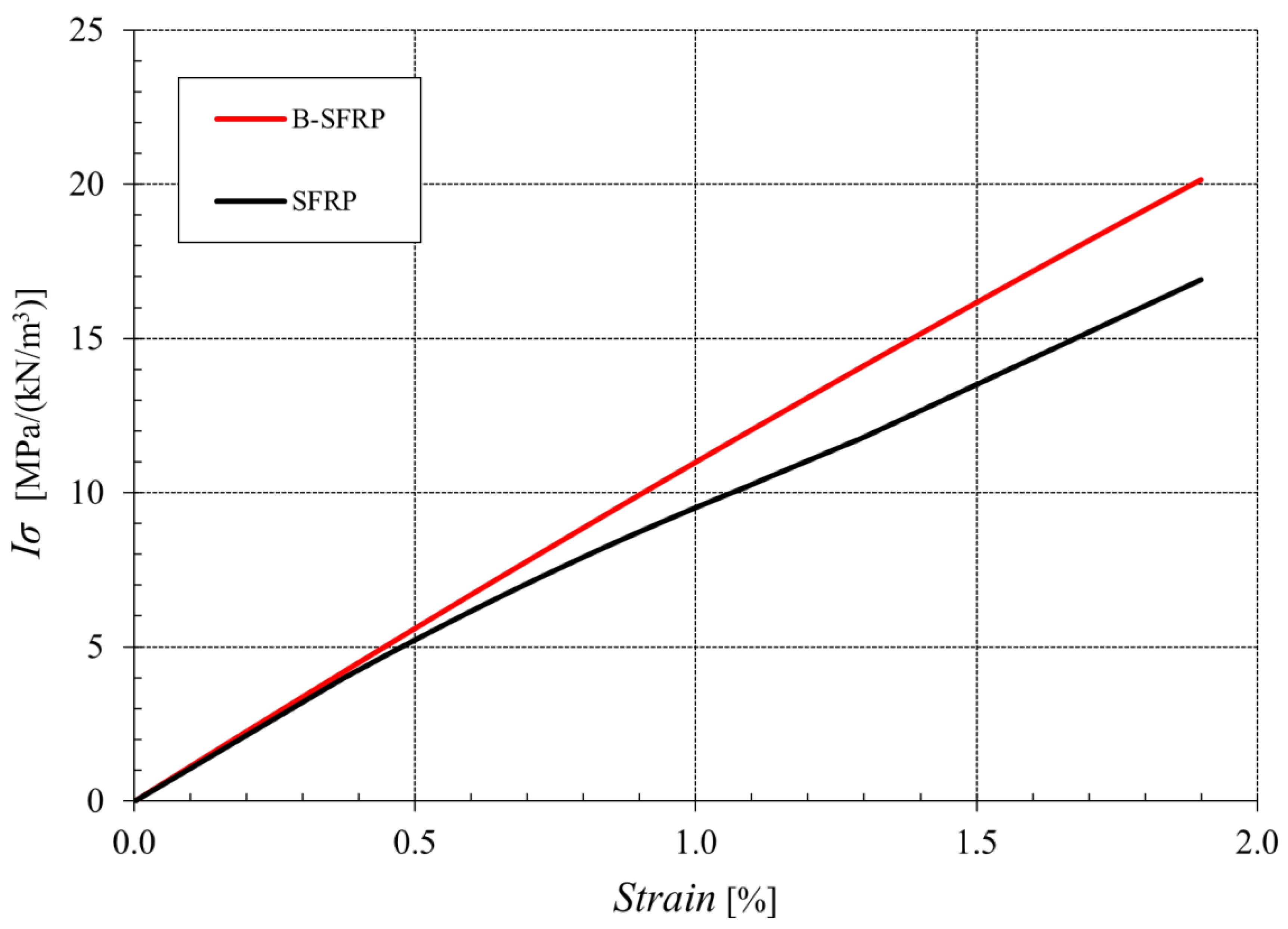
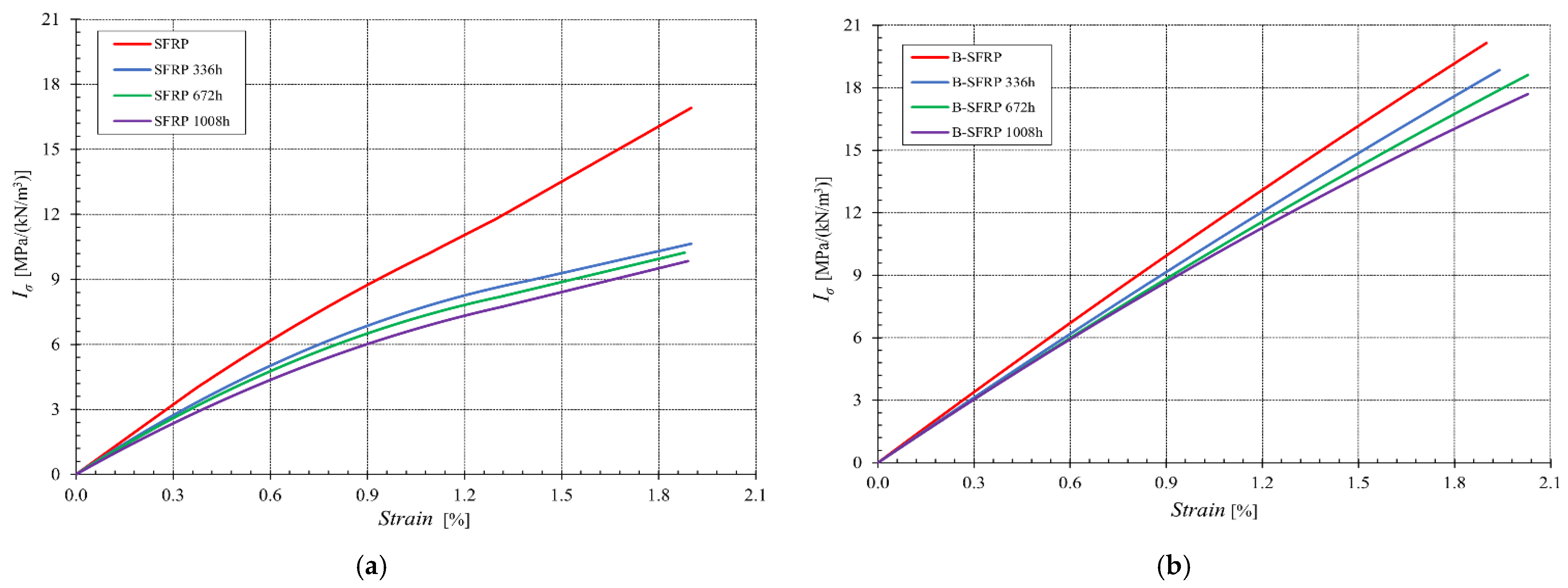
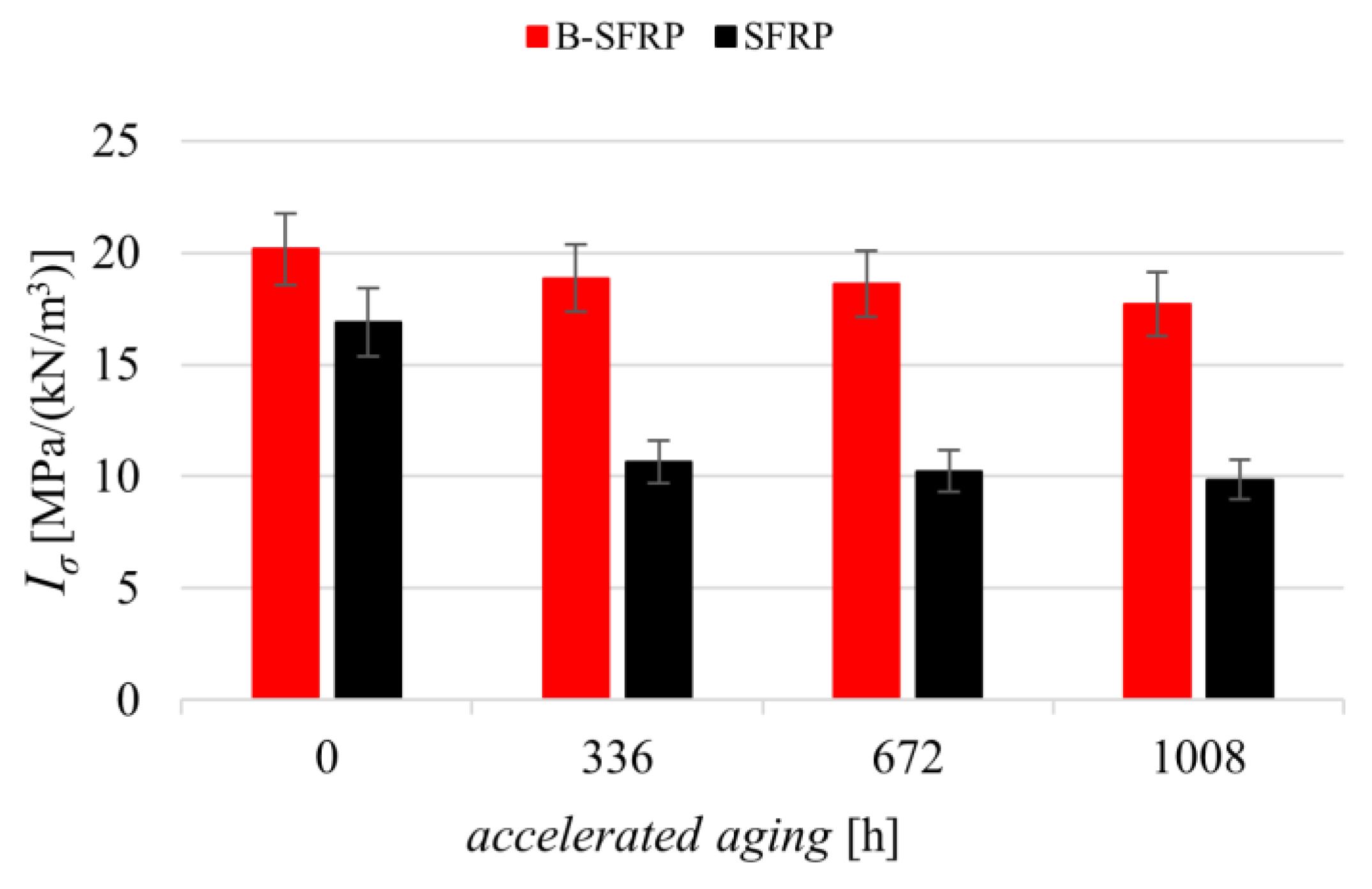
4.1. Tensile Tests
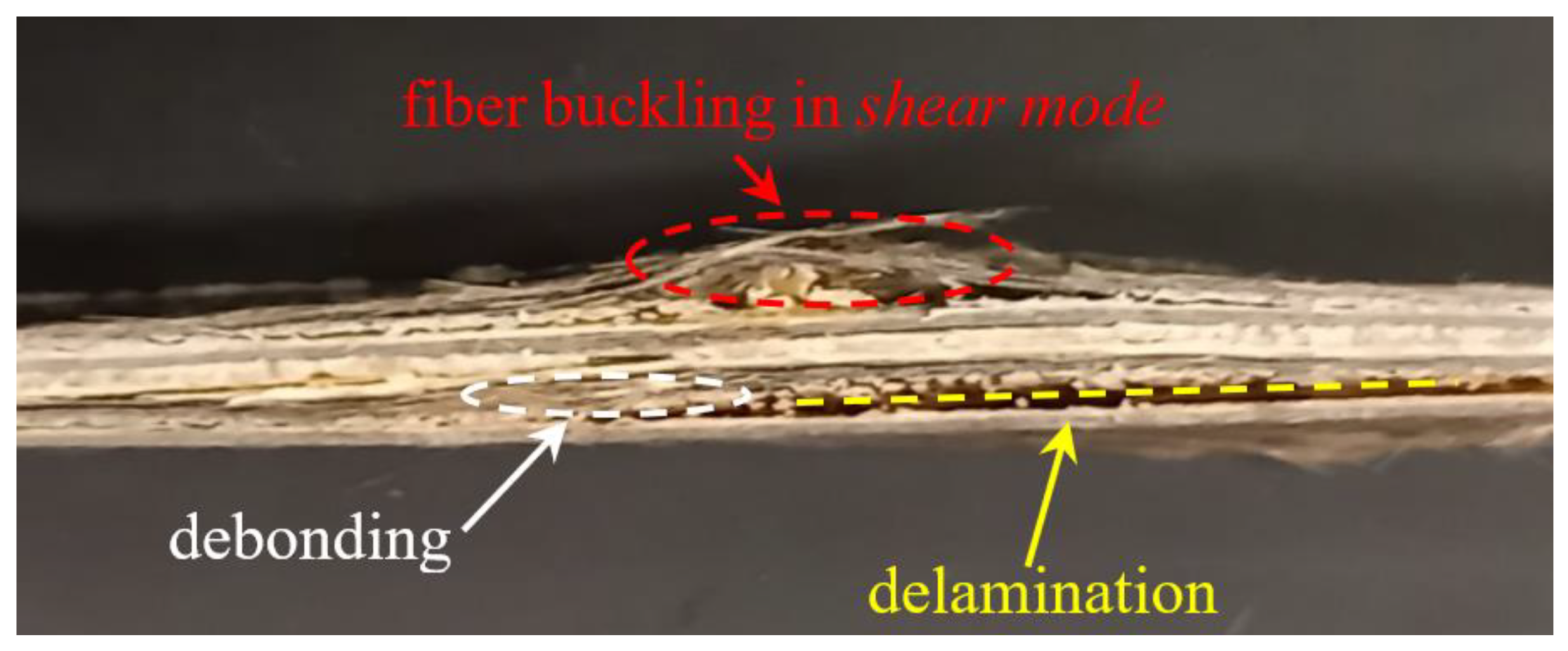
4.2. Compressive Tests
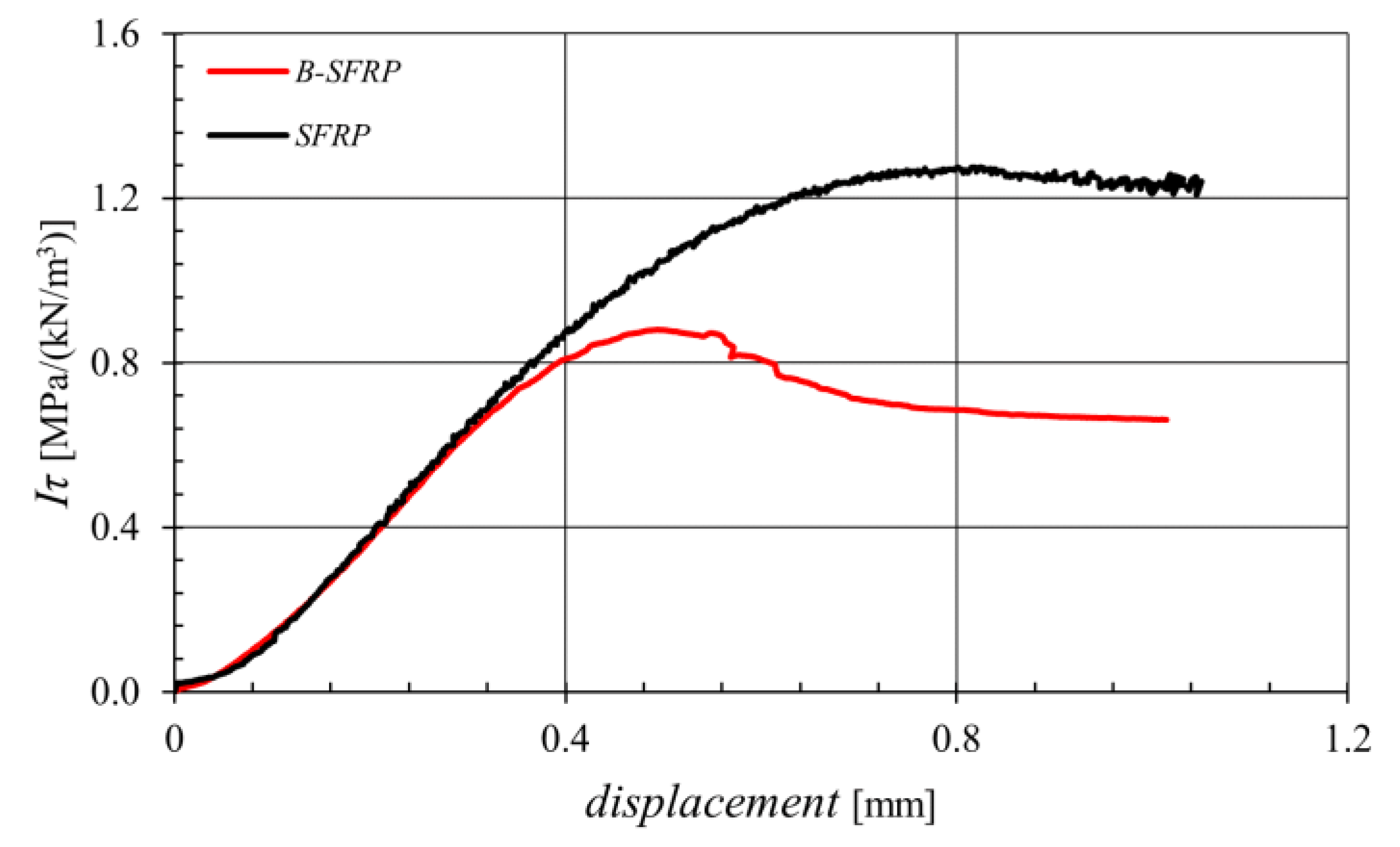
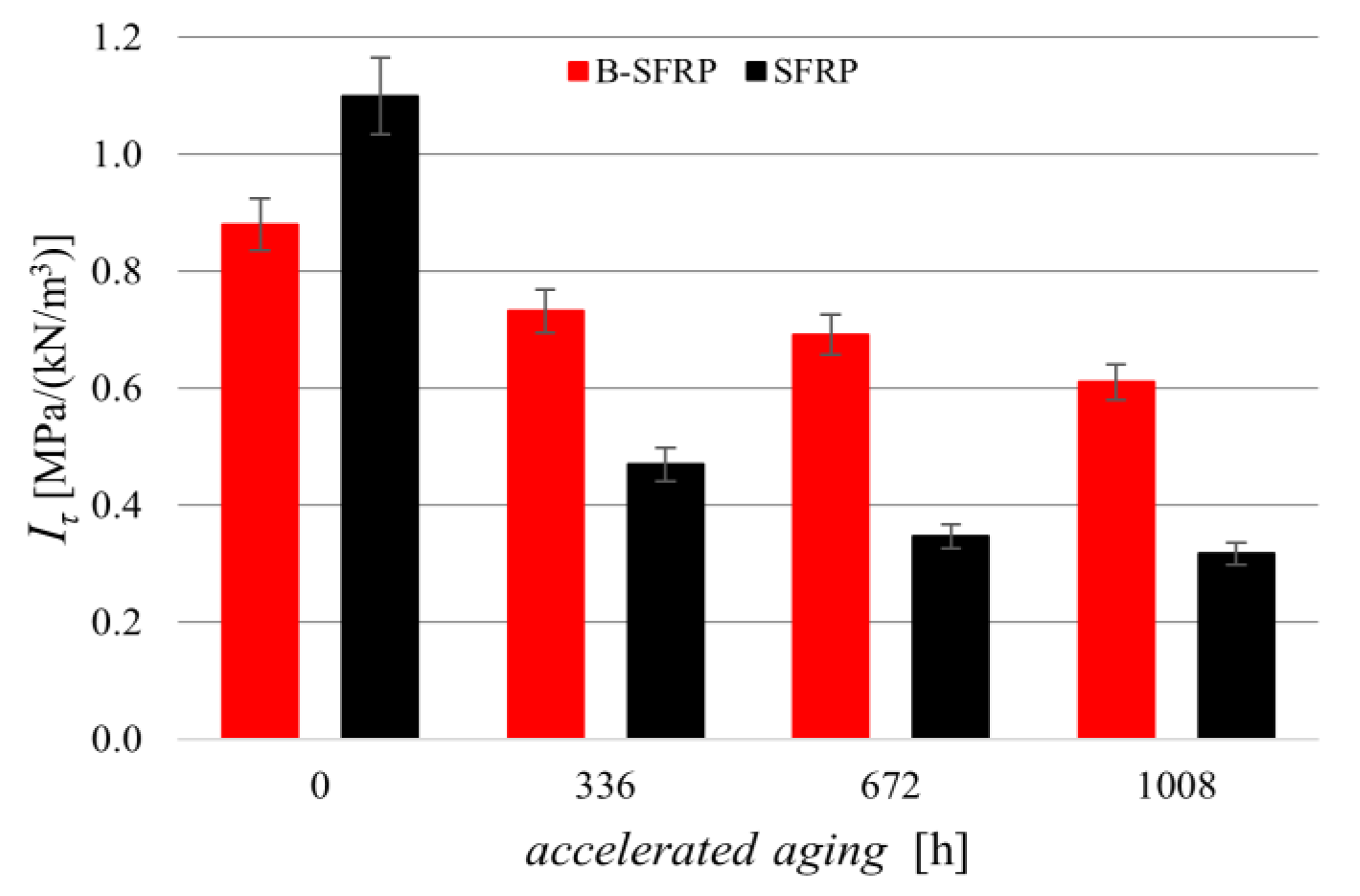
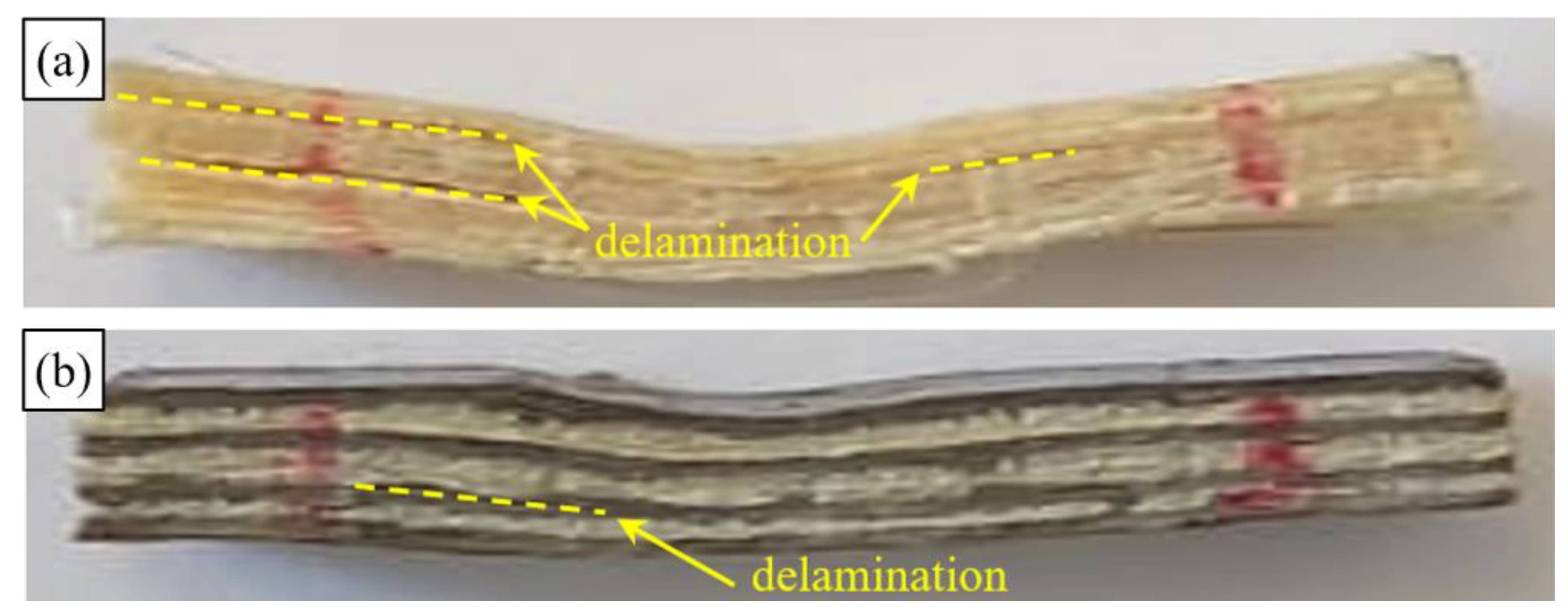
4.3. ILSS Tests
5. Conclusions
- Appreciable increase in tensile strength of about 33% associated with an increase in tensile stiffness of about 25%;
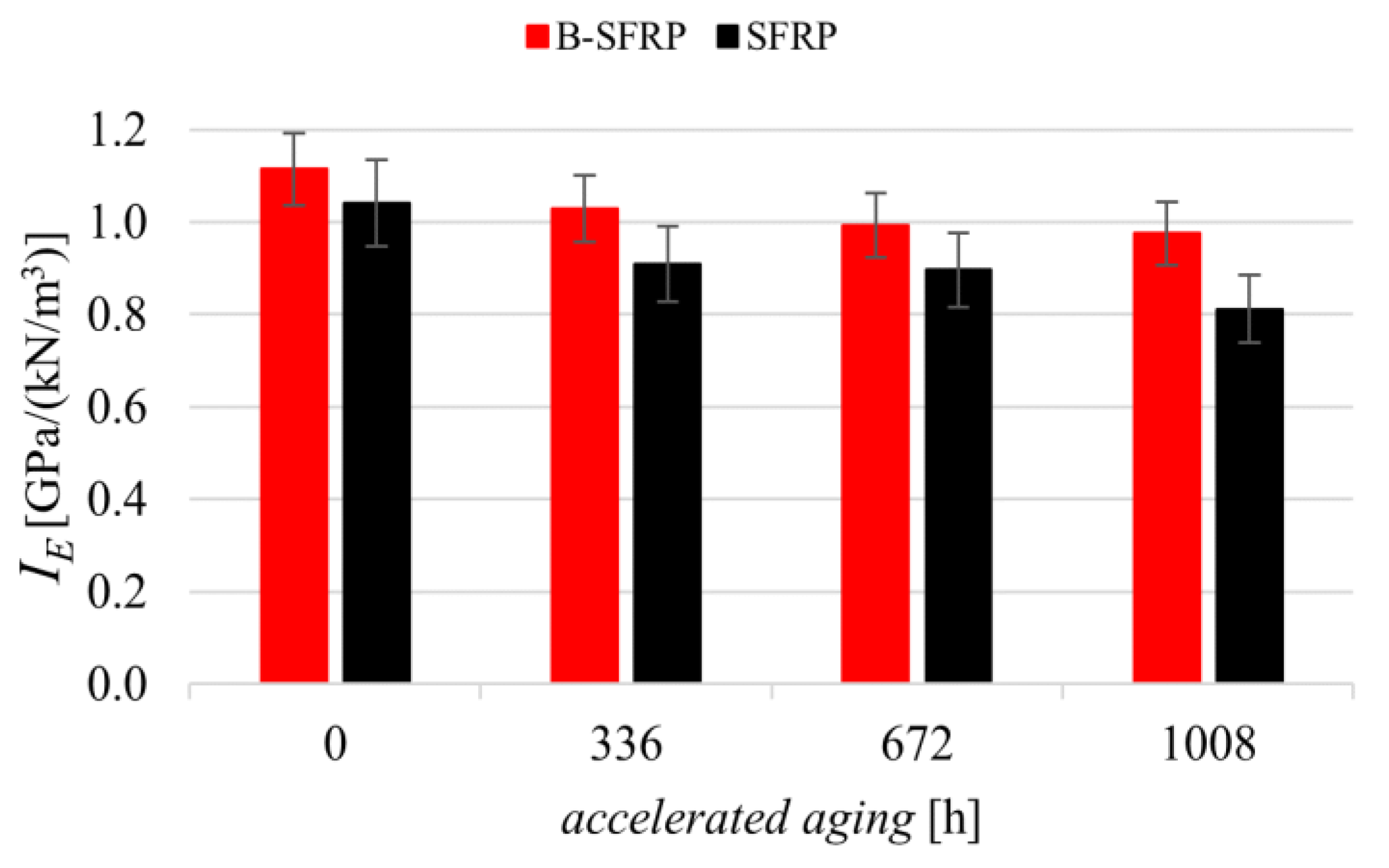
- The benefits of hybridization on tensile strength and stiffness increased further with aging. In detail, the hybrid biocomposite B-SFRP exhibited a maximum tensile strength reduction (after 1008 h of accelerated aging) of just −13%, whereas the biocomposite SFRP exhibited a maximum tensile strength reduction of about −35%. In terms of stiffness, it went from a maximum reduction of −20% for the SFRP to a maximum reduction of −12% for the B-SFRP;
- Moreover, the compressive strength of the SFRP biocomposite underwent significant benefits from hybridization, with noticeable increases of about 110%. In the presence of aging, instead, fewer effects were observed. The hybrid biocomposite allowed, in practice, only a modest decrease in compressive strength reduction due to aging, which in practice passed from 33% of SFRP to 18% of B-SFRP;
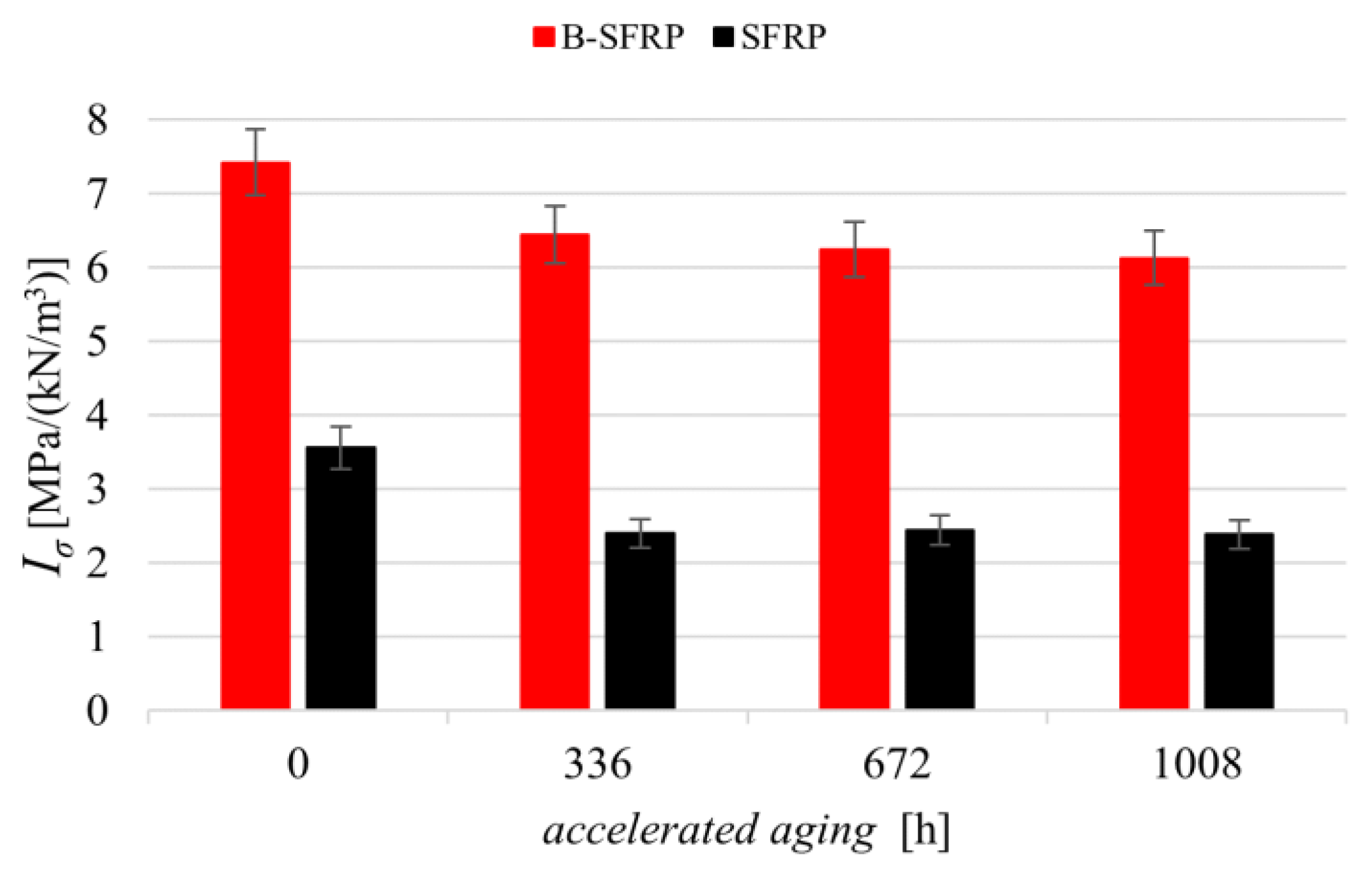
- Finally, unlike tensile and compressive strength, the delamination strength of the SFRP biocomposites did not increase by basalt hybridization, but underwent a reduction of about −30%. However, in the presence of aging, this condition was reversed, and hybridization contributed to significantly limiting the effects of environmental degradation: from a delamination strength reduction of −70% of the SFRP under 1008 h of accelerated aging, to the maximum delamination strength reduction of about −30% of the hybrid B-SFRP.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Koronis, G.; Silva, A.; Fontul, M. Green composites: A review of adequate materials for automotive applications. Compos. Part B Eng. 2013, 44, 120–127. [Google Scholar] [CrossRef]
- Dittenber, D.B.; Gangarao, H.V.S. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Petrucci, R.; Santulli, C.; Puglia, D.; Sarasini, F.; Torre, L.; Kenny, J.M. Mechanical characterisation of hybrid composite laminates based on basalt fibres in combination with flax, hemp and glass fibres manufactured by vacuum infusion. Mater. Des. 2013, 49, 728–735. [Google Scholar] [CrossRef]
- Dong, C. Review of natural fibre-reinforced hybrid composites. J. Reinf. Plast. Compos. 2018, 37, 331–348. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, B.T.; da Silva, L.J.; Panzera, T.H.; Santos, J.C.; Freire, R.T.S.; Scarpa, F. Sisal-glass hybrid composites reinforced with silica microparticles. Polym. Test. 2019, 74, 57–62. [Google Scholar] [CrossRef] [Green Version]
- Flynn, J.; Amiri, A.; Ulven, C. Hybridized carbon and flax fiber composites for tailored performance. Mater. Des. 2016, 102, 21–29. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Effect of layering sequence and chemical treatment on the mechanical properties of woven kenaf-aramid hybrid laminated composites. Mater. Des. 2015, 67, 173–179. [Google Scholar] [CrossRef]
- Zin, M.H.; Razzi, M.F.; Othman, S.; Liew, K.; Abdan, K.; Mazlan, N. A review on the fabrication method of bio-sourced hybrid composites for aerospace and automotive applications. IOP Conf. Ser. Mater. Sci. Eng. 2016, 152, 012041. [Google Scholar] [CrossRef] [Green Version]
- Sanjay, M.R.; Arpitha, G.R.; Yogesha, B. Study on Mechanical Properties of Natural—Glass Fibre Reinforced Polymer Hybrid Composites: A Review. Mater. Today Proc. 2015, 2, 2959–2967. [Google Scholar] [CrossRef]
- Saba, N.; Tahir, P.M.; Jawaid, M. A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers 2014, 6, 2247–2273. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Vinod, A.; Madhu, P.; Kushvaha, V.; Sanjay, M.R.; Siengchin, S. A new study on flax-basalt-carbon fiber reinforced epoxy/bioepoxy hybrid composites. Polym. Compos. 2021, 42, 1891–1900. [Google Scholar] [CrossRef]
- Atiqah, A.; Maleque, M.A.; Jawaid, M.; Iqbal, M. Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications. Compos. Part B Eng. 2014, 56, 68–73. [Google Scholar] [CrossRef]
- Thwe, M.M.; Liao, K. Durability of bamboo-glass fiber reinforced polymer matrix hybrid composites. Compos. Sci. Technol. 2003, 63, 375–387. [Google Scholar] [CrossRef]
- Pandita, S.D.; Yuan, X.; Manan, M.A.; Lau, C.H.; Subramanian, A.S.; Wei, J. Evaluation of jute/glass hybrid composite sandwich: Water resistance, impact properties and life cycle assessment. J. Reinf. Plast. Compos. 2014, 33, 14–25. [Google Scholar] [CrossRef]
- Abd El-baky, M.A. Evaluation of mechanical properties of jute/glass/carbon fibers reinforced hybrid composites. Fibers Polym. 2017, 18, 2417–2432. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 67, 181–200. [Google Scholar] [CrossRef]
- Ashworth, S.; Rongong, J.; Wilson, P.; Meredith, J. Mechanical and damping properties of resin transfer moulded jute-carbon hybrid composites. Compos. Part B Eng. 2016, 105, 60–66. [Google Scholar] [CrossRef] [Green Version]
- Abd El-baky, M.A.; Attia, M.A.; Abdelhaleem, M.M.; Hassan, M.A. Mechanical characterization of hybrid composites based on flax, basalt and glass fibers. J. Compos. Mater. 2020, 54, 4185–4205. [Google Scholar] [CrossRef]
- Zuccarello, B.; Zingales, M. Toward high performance renewable agave reinforced biocomposites: Optimization of fiber performance and fiber-matrix adhesion analysis. Compos. Part B Eng. 2017, 122, 109–120. [Google Scholar] [CrossRef] [Green Version]
- Zuccarello, B.; Scaffaro, R. Experimental analysis and micromechanical models of high performance renewable agave reinforced biocomposites. Compos. Part B Eng. 2017, 119, 141–152. [Google Scholar] [CrossRef]
- Zuccarello, B.; Marannano, G.; Mancino, A. Optimal manufacturing and mechanical characterization of high performance biocomposites reinforced by sisal fibers. Compos. Struct. 2018, 194, 575–583. [Google Scholar] [CrossRef]
- Zuccarello, B.; Marannano, G. Random short sisal fiber biocomposites: Optimal manufacturing process and reliable theoretical models. Mater. Des. 2018, 149, 87–100. [Google Scholar] [CrossRef]
- Pantano, A.; Zuccarello, B. Numerical model for the characterization of biocomposites reinforced by sisal fibres. Procedia Struct. Integr. 2018, 8, 517–525. [Google Scholar] [CrossRef]
- Zuccarello, B.; Bartoli, M.; Bongiorno, F.; Militello, C.; Tagliaferro, A.; Pantano, A. New concept in bioderived composites: Biochar as toughening agent for improving performances and durability of agave-based epoxy composites. Polymers 2021, 13, 198. [Google Scholar] [CrossRef] [PubMed]
- Militello, C.; Bongiorno, F.; Epasto, G.; Zuccarello, B. Low-velocity impact behaviour of green epoxy biocomposite laminates reinforced by sisal fibers. Compos. Struct. 2020, 253, 112744. [Google Scholar] [CrossRef]
- Zuccarello, B.; Militello, C.; Bongiorno, F. Influence of the anisotropy of sisal fibers on the mechanical properties of high performance unidirectional biocomposite lamina and micromechanical models. Compos. Part A Appl. Sci. Manuf. 2021, 143, 106320. [Google Scholar] [CrossRef]
- Bongiorno, F.; Militello, C.; Zuccarello, B. Mode I translaminar fracture toughness of high performance laminated biocomposites reinforced by sisal fibers: Accurate measurement approach and lay-up effects. Compos. Sci. Technol. 2022, 217, 109089. [Google Scholar] [CrossRef]
- American Etropy Resin Inc. (CA), U. Technical Data Sheet SUPER SAP ® CNR Epoxy System. Available online: https://entropyresins.com/sustainability/life-cycle-assessment. (accessed on 1 January 2021).
- ASTM G-154-06; Standard Practice for Operating Fluorescent Light Apparatus for UV Exposure of Nonmetallic Materials. ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM D3039; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM D6641/D6641M-09; Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials Using a Combined Loading Compression (CLC) Test Fixture. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D2344; Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates. ASTM International: West Conshohocken, PA, USA, 2000.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | ρf (g/cm3) | σf,R (MPa) | Ef (GPa) | εf,R (%) |
|---|---|---|---|---|
| Sisal fibers | 1.45 | 685 | 40 | 1.75 |
| Basalt fibers | 2.80 | 2800 | 89 | 3.15 |
| Green epoxy | 1.05 | 50 | 2.7 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuccarello, B.; Bongiorno, F.; Militello, C. Basalt Fiber Hybridization Effects on High-Performance Sisal-Reinforced Biocomposites. Polymers 2022, 14, 1457. https://doi.org/10.3390/polym14071457
Zuccarello B, Bongiorno F, Militello C. Basalt Fiber Hybridization Effects on High-Performance Sisal-Reinforced Biocomposites. Polymers. 2022; 14(7):1457. https://doi.org/10.3390/polym14071457
Chicago/Turabian StyleZuccarello, Bernardo, Francesco Bongiorno, and Carmelo Militello. 2022. "Basalt Fiber Hybridization Effects on High-Performance Sisal-Reinforced Biocomposites" Polymers 14, no. 7: 1457. https://doi.org/10.3390/polym14071457