
Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments

 and
and
Abstract
:1. Introduction
2. General Overview of the AM Methodologies Using Polymers: Current Advantages and Limitations
3. Material Extrusion
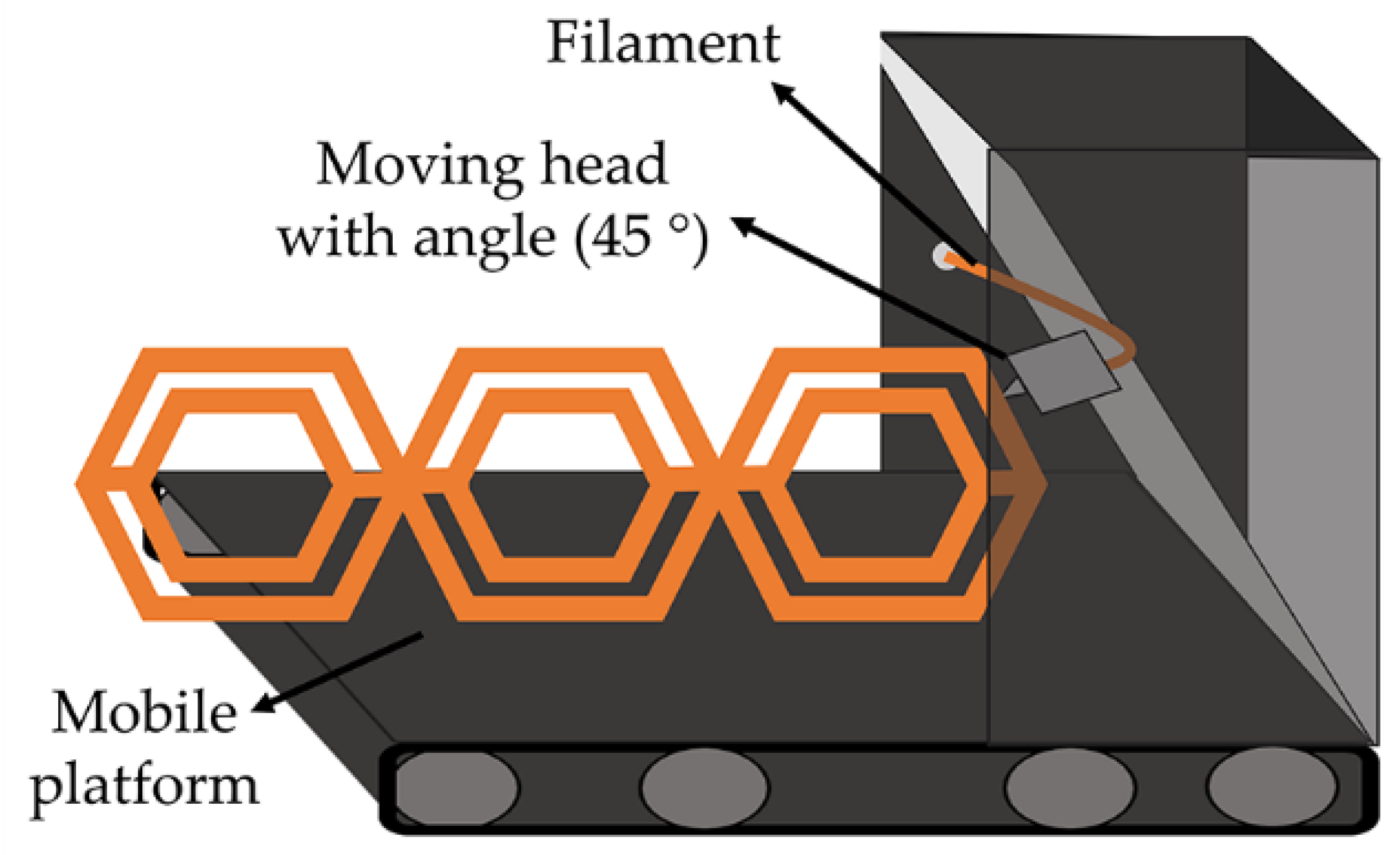
3.1. Overcoming the Size Limitations: Printing Parts Bigger than the Printer Itself
3.2. Non-Stop 3D Printing: Continuous Additive Manufacturing
3.3. From X-Y Layer-by-Layer to Multiaxial 3D Printing
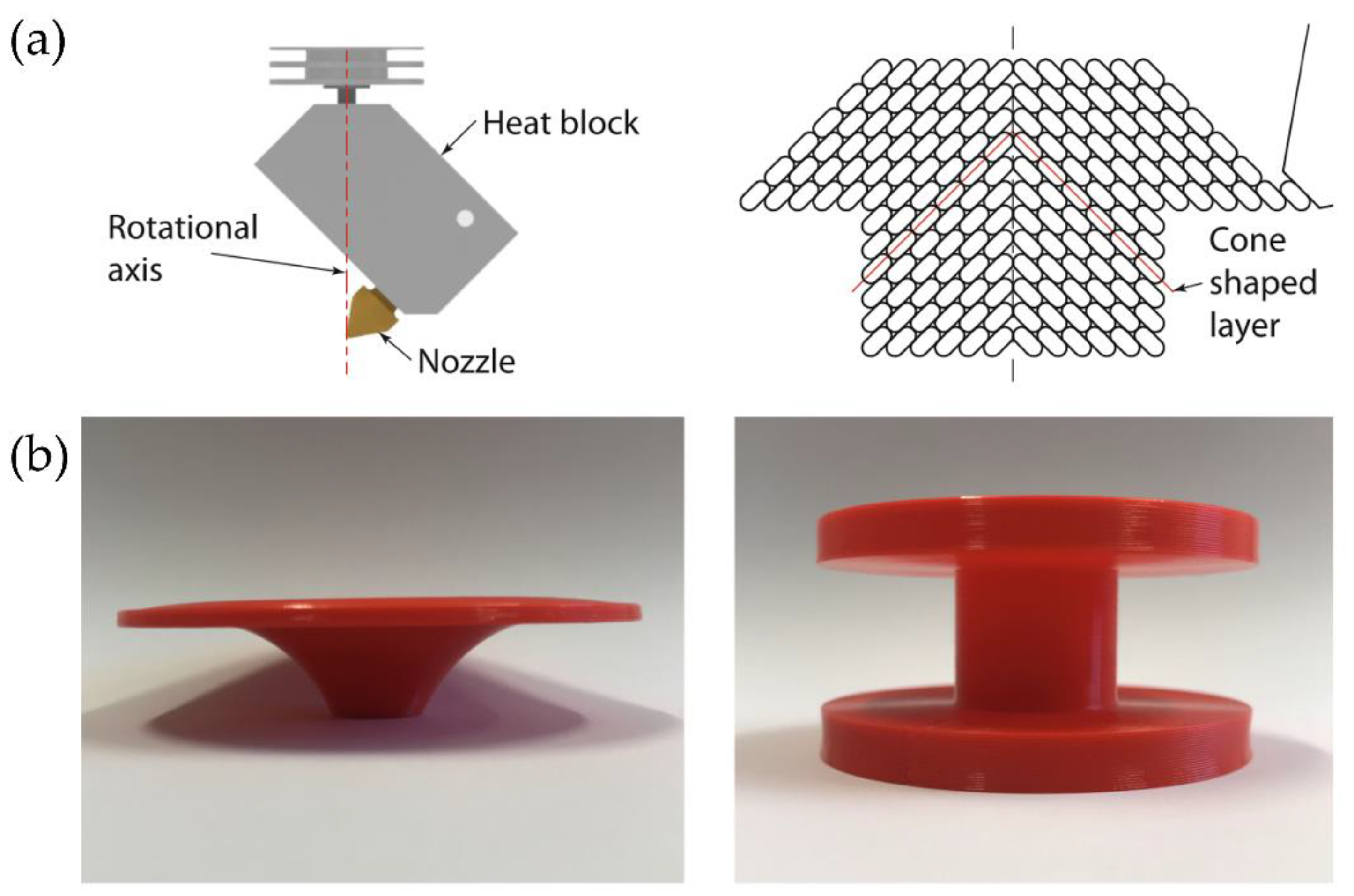
3.3.1. Rotational Axis 3D Printing
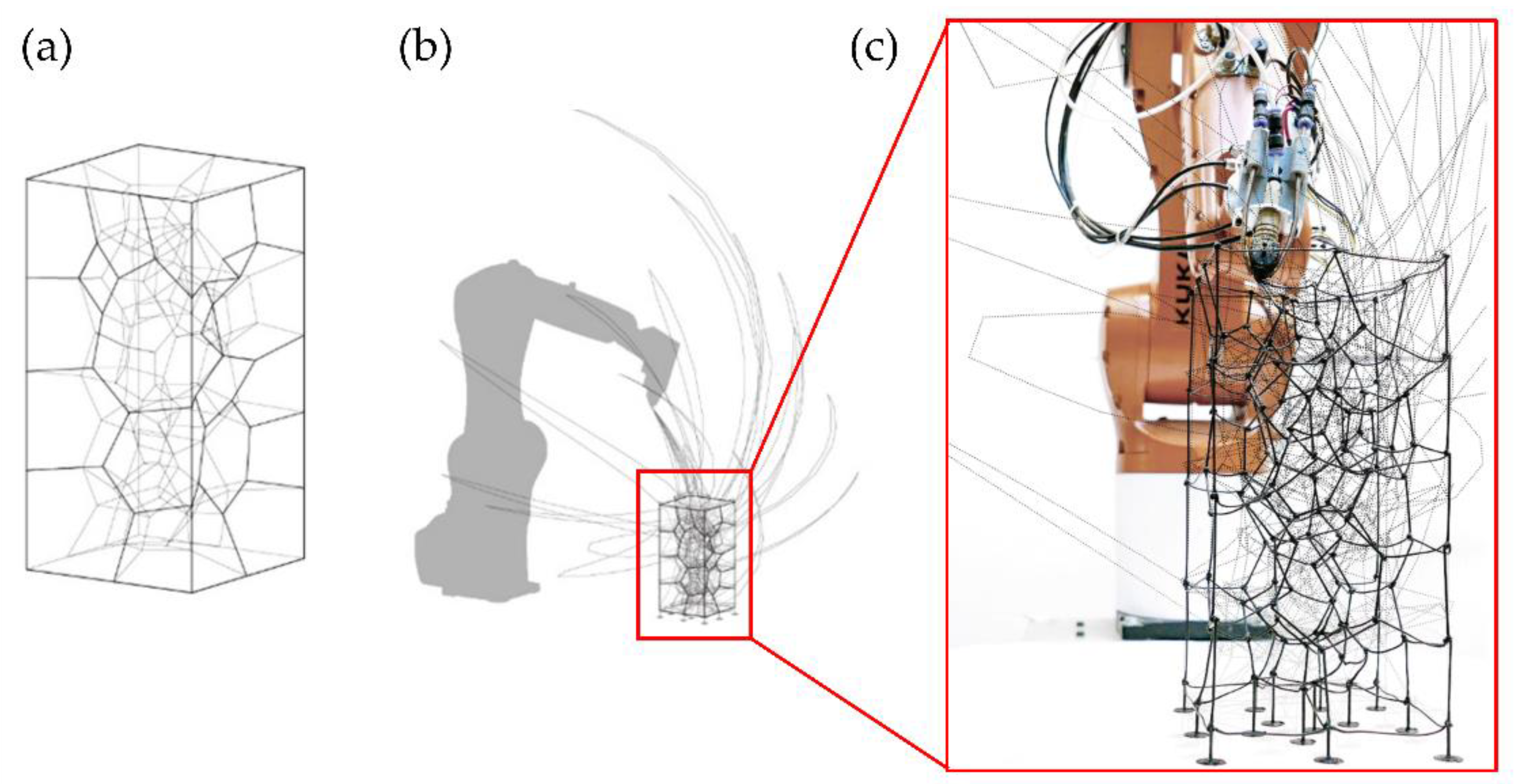
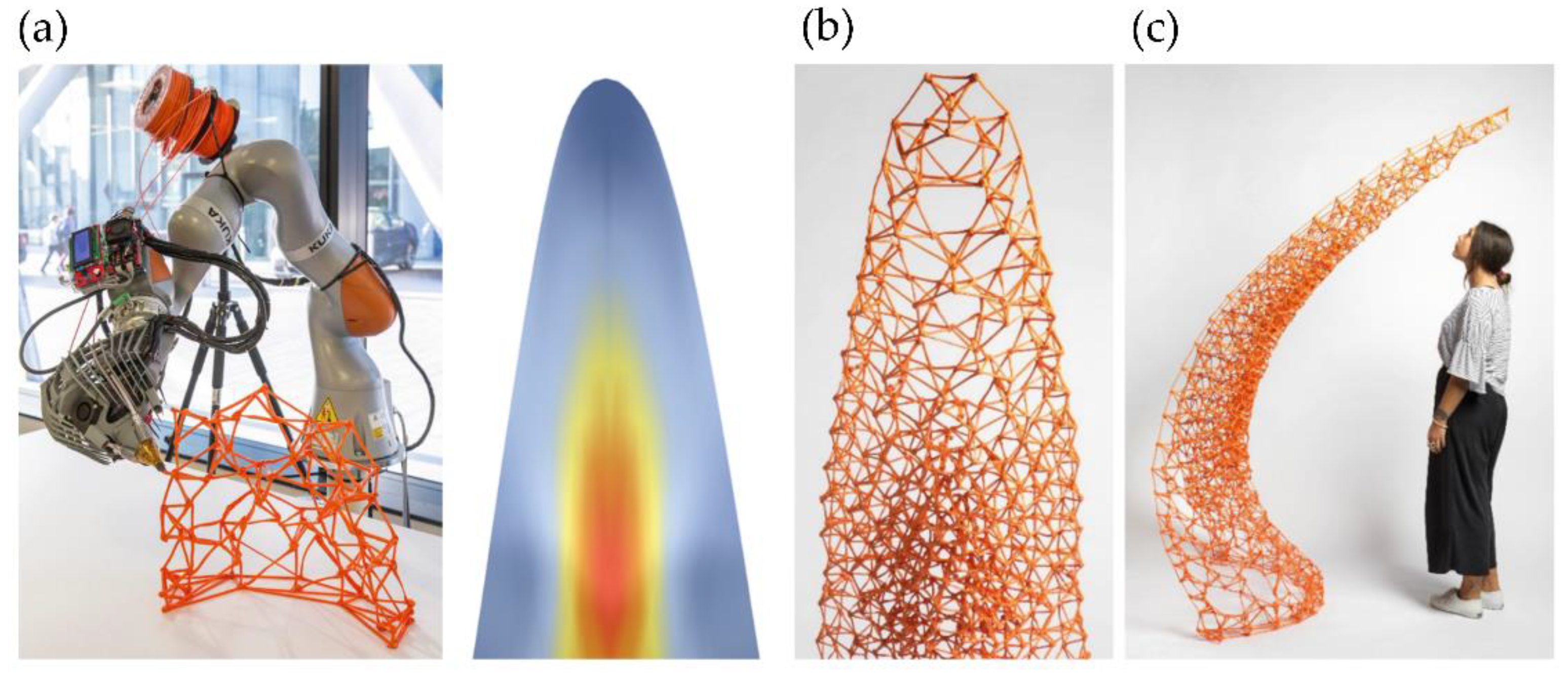
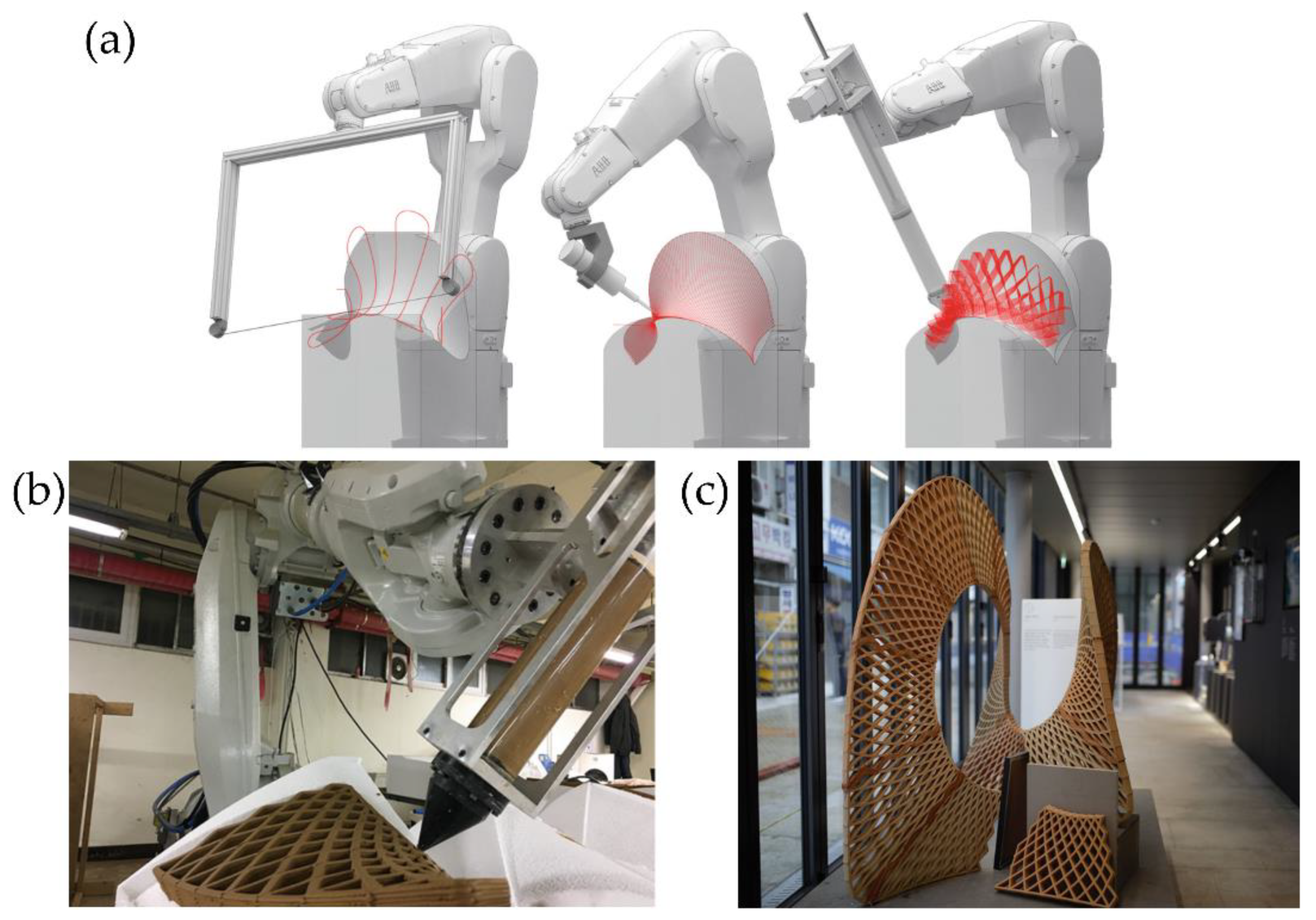
3.3.2. Robotic Arm 3D Printing
3.4. Improvements on the Extrusion System
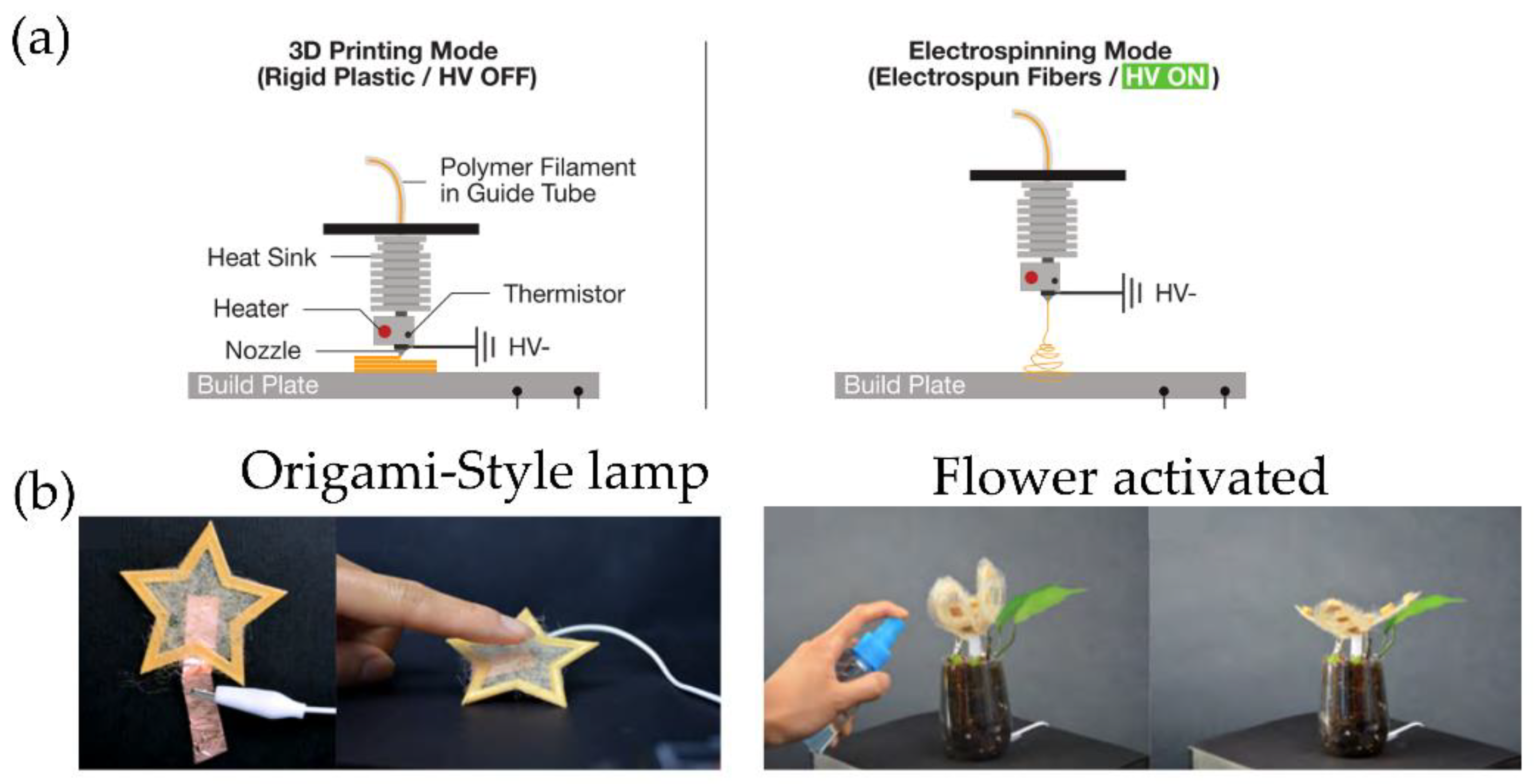
3.4.1. Melt Electrospinning/Solvent Electrospinning
D Microwave Printing (Charged Materials)
3.4.2. Pellet 3D Printing
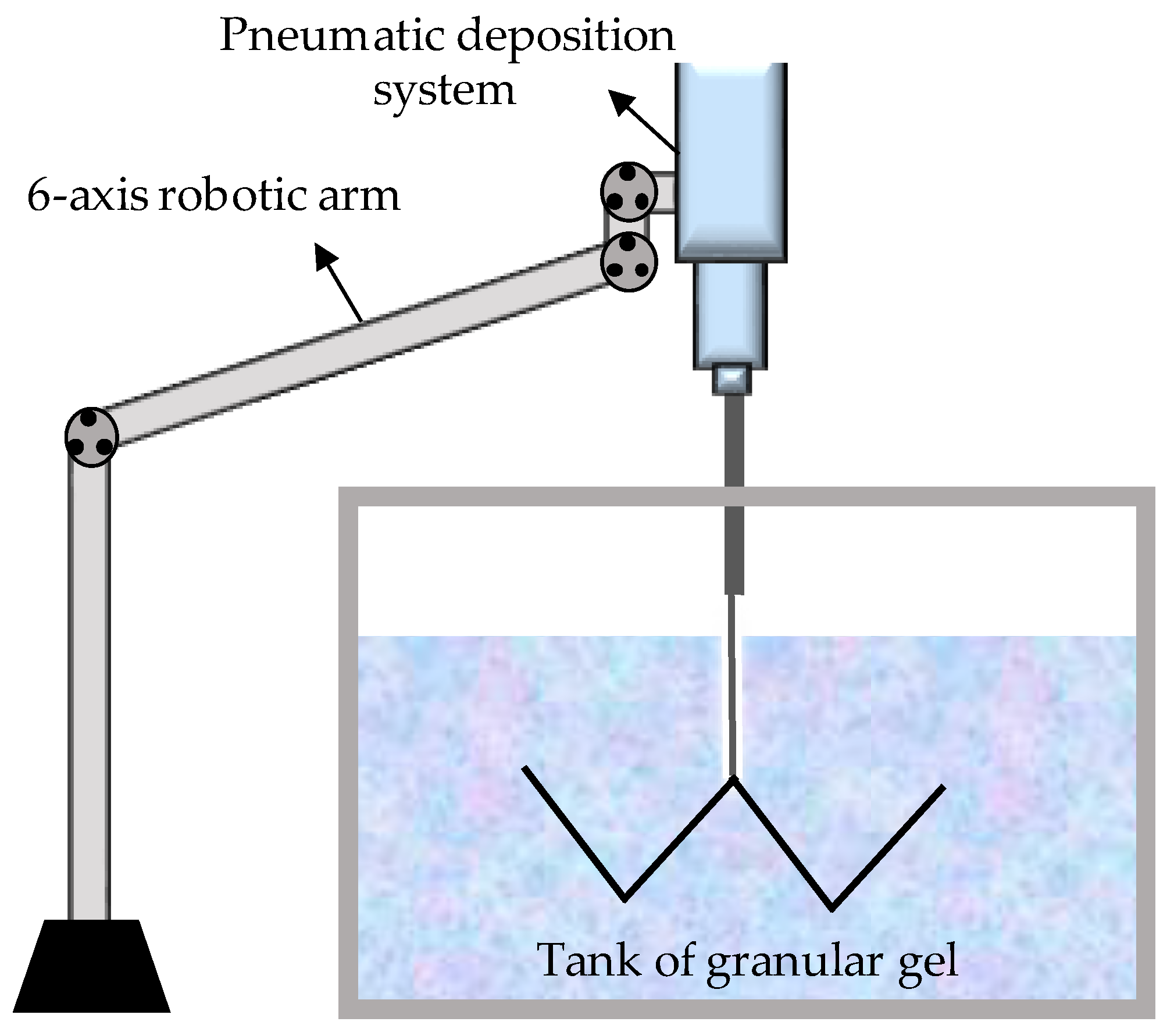
3.5. Reducing/Avoiding the Use of Supports: Printing in Baths
3.5.1. Rapid-Liquid Printing (RLP)
3D Bioprinting and Robotic-Assisted Minimally Invasive Surgery
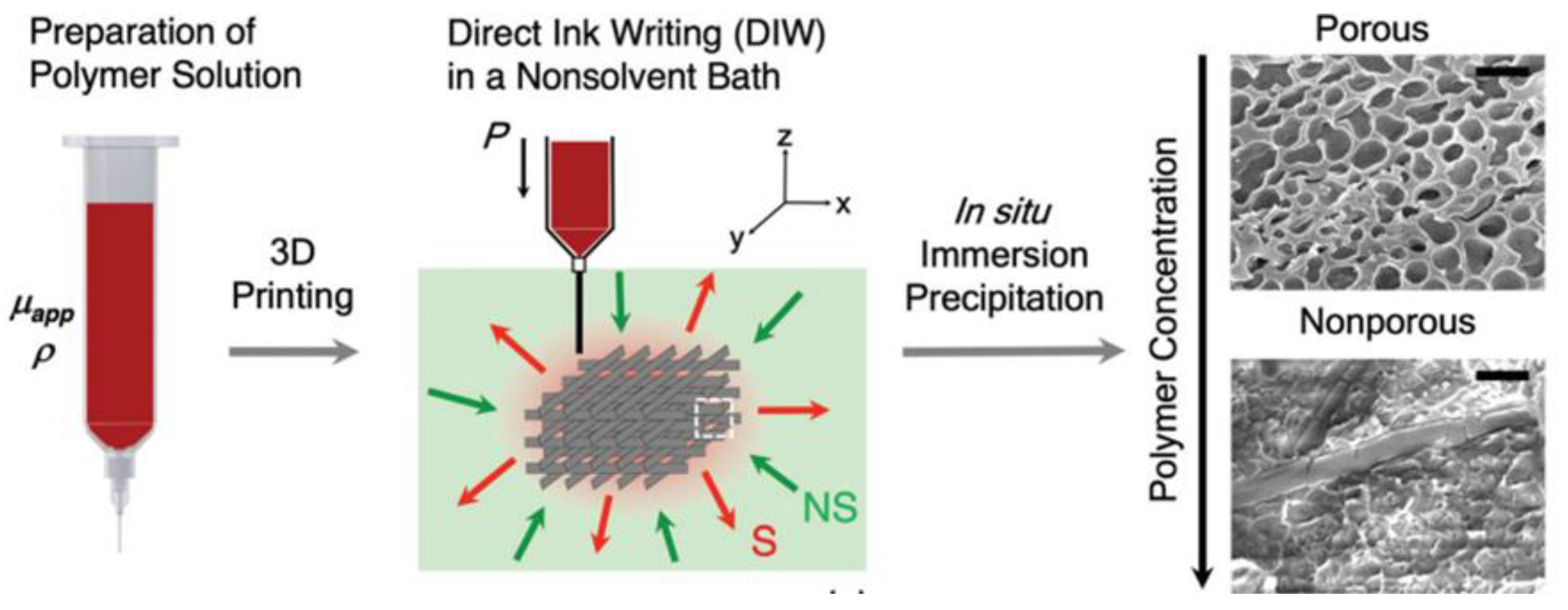
3.5.2. Immersion Precipitation 3D Printing (Ip-3DP)
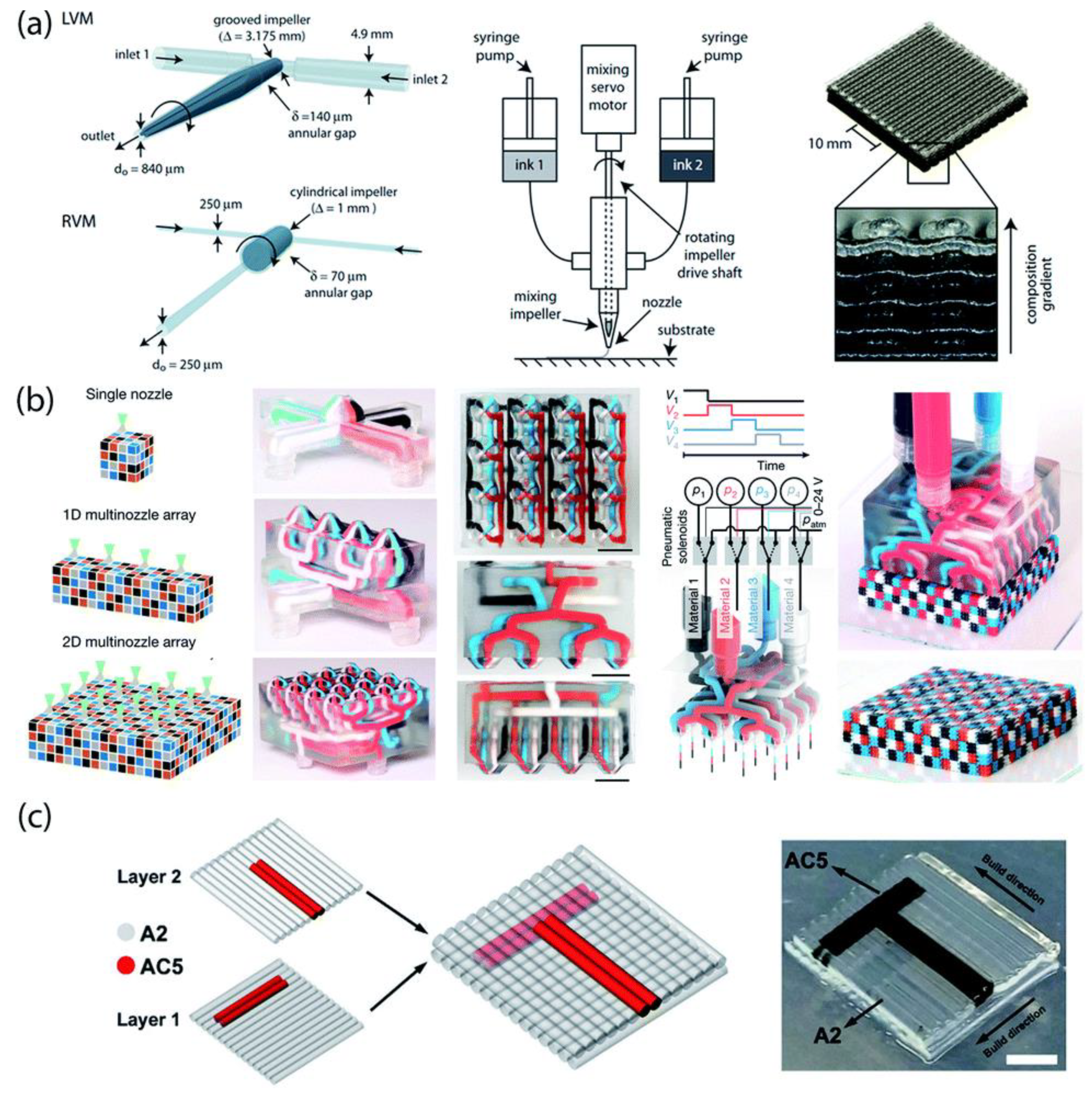
3.6. Multimaterial Parts Prepared by Material Extrusion
4. VAT Photopolymerization
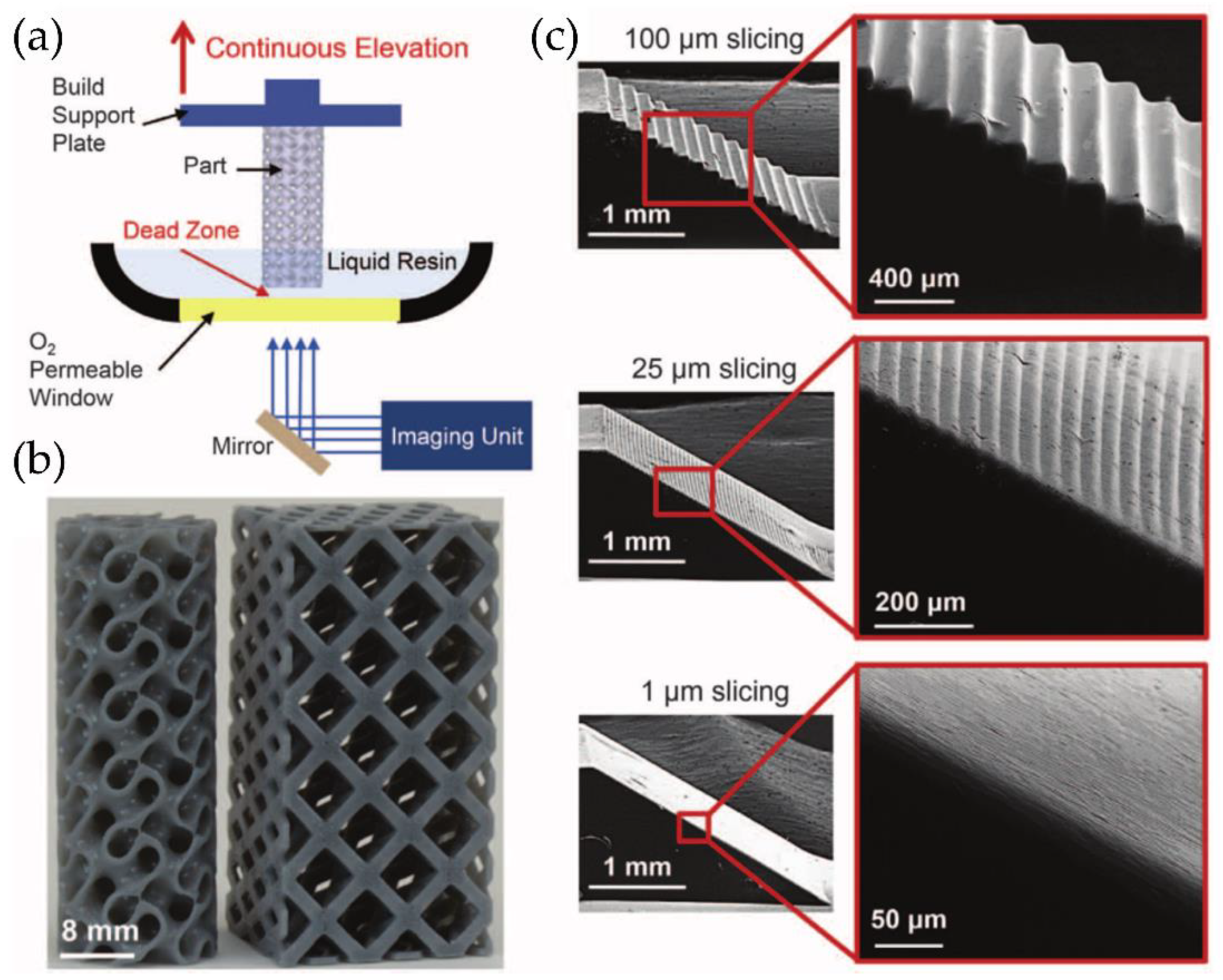
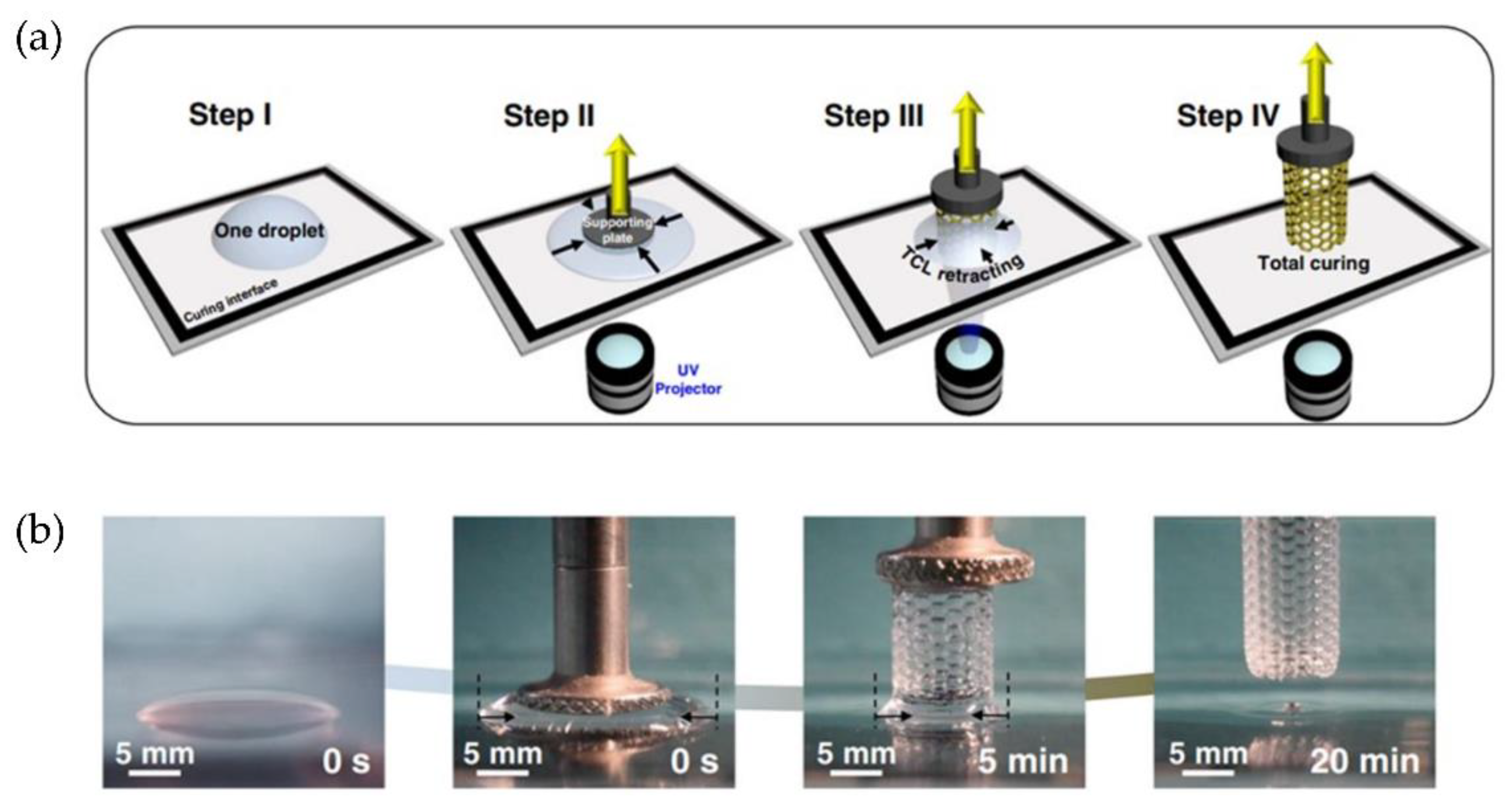
4.1. From Step-by-Step Photopolymerization to Continuous 3D Fabrication (CLIP)
4.2. Fast Printing and Large Sizes
4.2.1. High Area Rapid Printing (HARP)
4.2.2. Computed Axial Lithography (CAL)
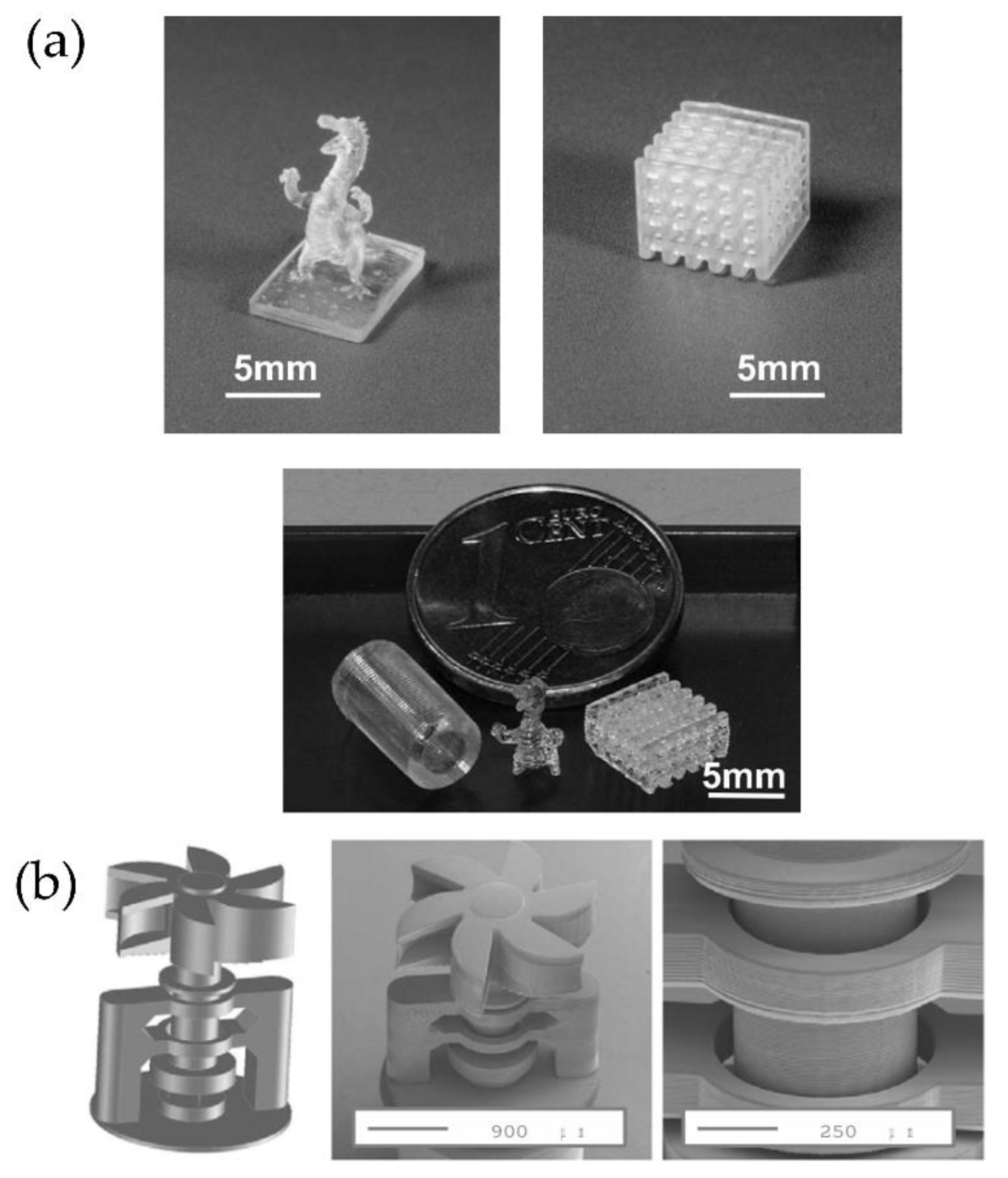
4.3. Improving Resolution (Micro-SLA)
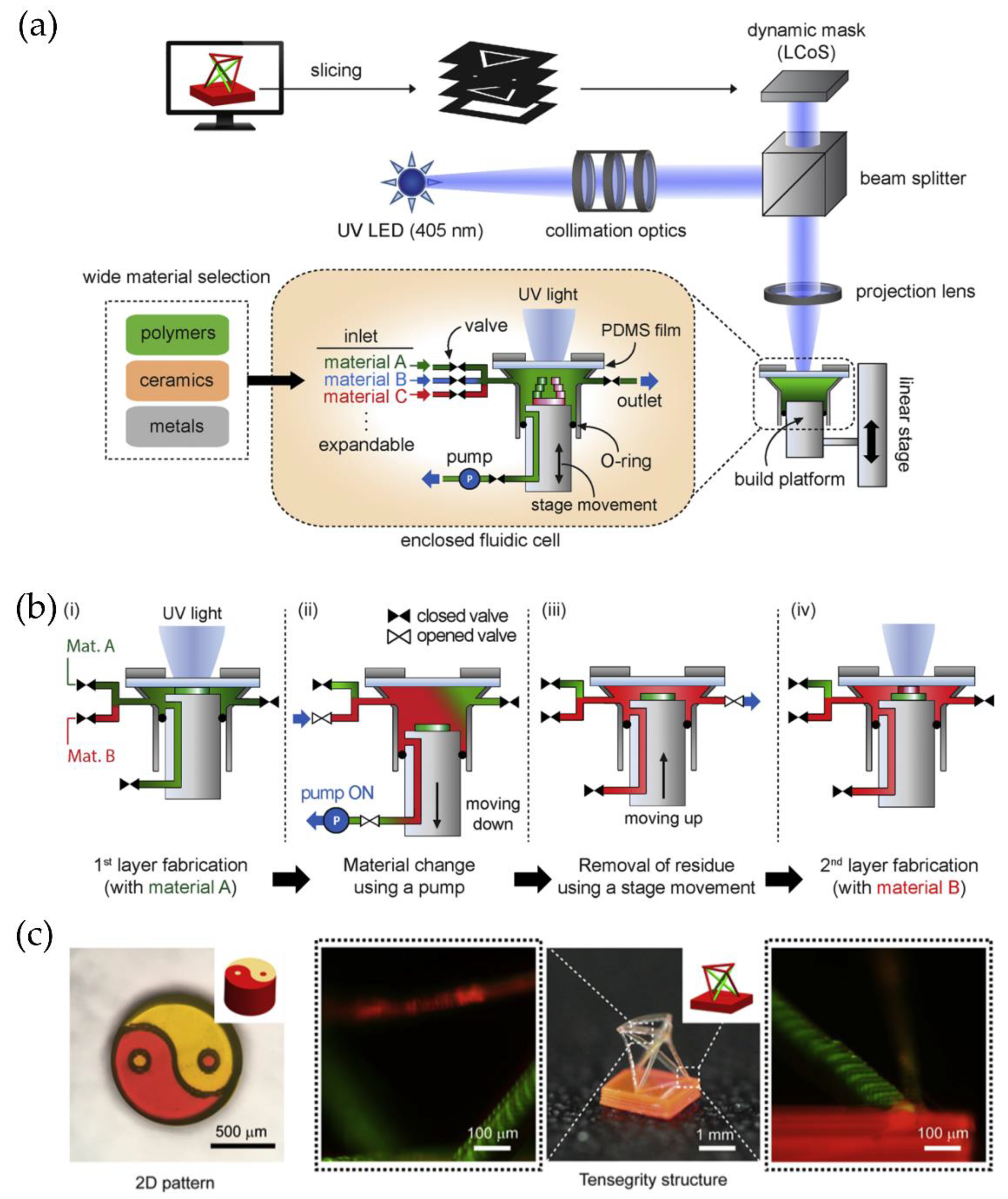
4.4. Strategies to Fabricate Multimaterial or Intricate Structures by VAT Printing
4.4.1. Hierarchical Intricate Structures
4.4.2. Multimaterial Structures Based on SLA Technologies
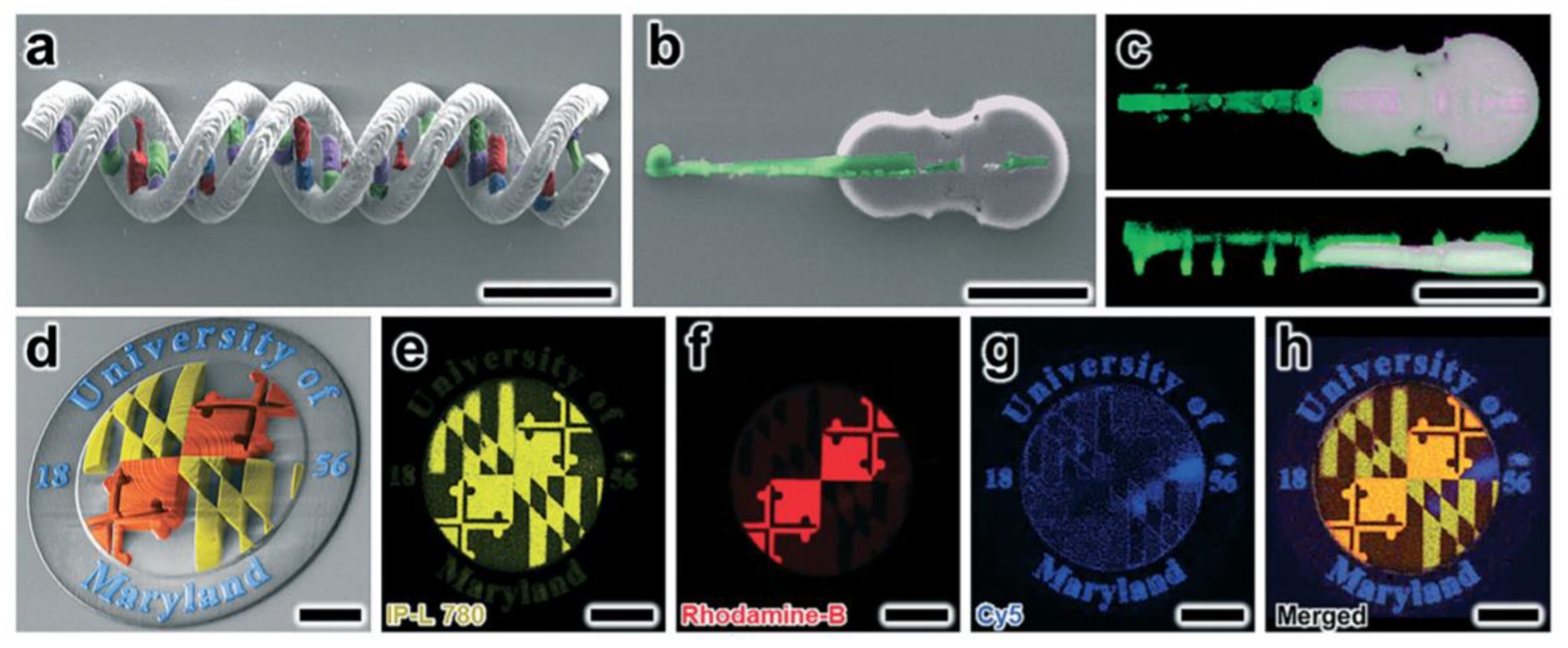
4.4.3. Direct Laser Writing (DLW)
5. Recent Innovation on Selective Sintering Technologies
5.1. HLS, SLS and Multijet 3D Printing
5.2. Continuous SLS 3D Printing
5.3. Multimaterial Parts Fabricated by Selective Laser Sintering
6. Advances in the Design of Novel Materials for AM
6.1. Liquid Elastomer Printing
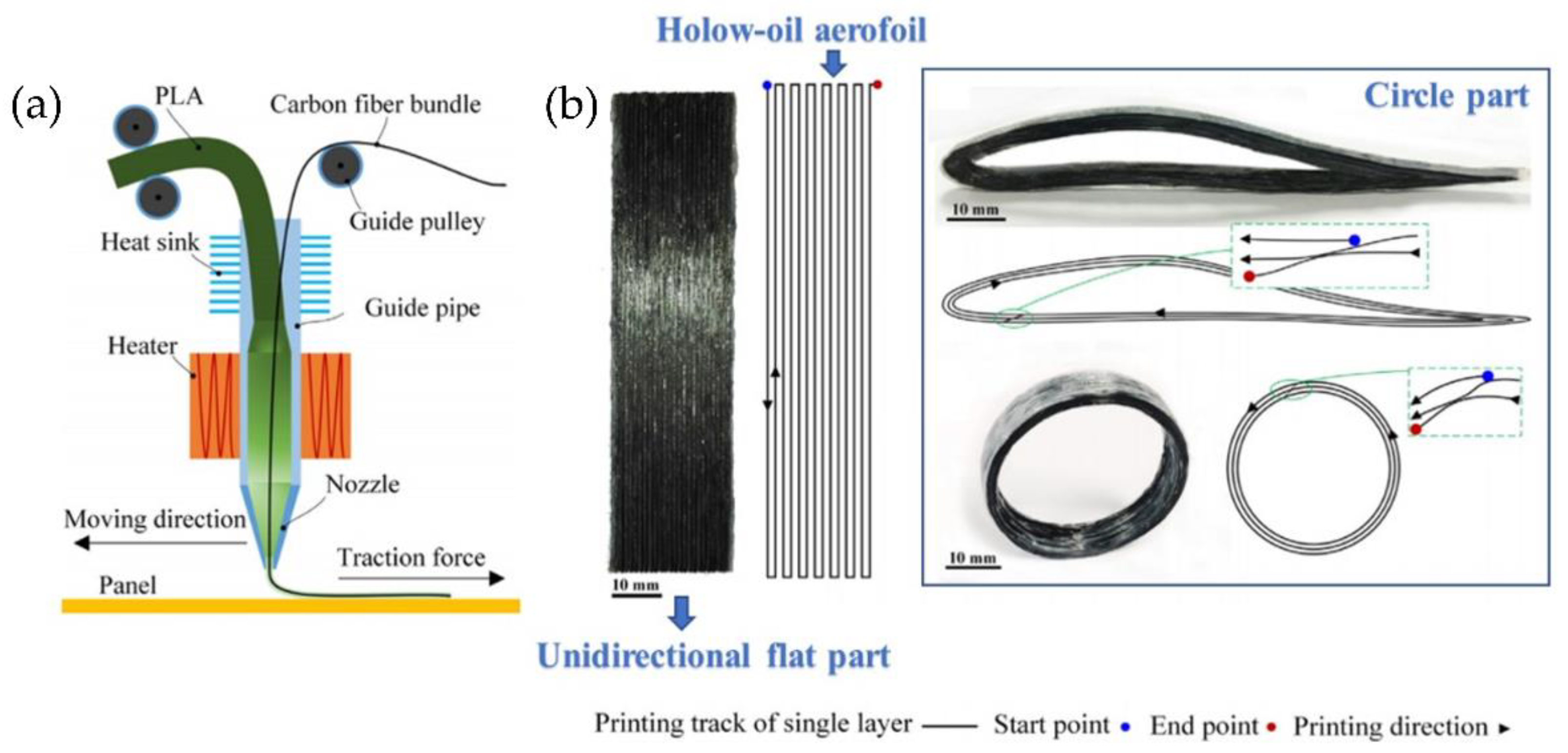
6.2. Reinforced Polymers for Additive Manufacturing
6.3. High-Temperature Materials
6.4. Fabrication of Low-Cost Metallic and Hybrid Metallic-Polymeric Parts
- (1)
- The metallic substrate is placed on a building platform (Figure 34a, top-left).
- (2)
- A polymer layer is deposited on a metallic substrate. (Figure 34a, top-right).
- (3)
- The subsequent polymer layers are deposited until the desired thickness and sequence of the polymeric part is achieved (Figure 34a, bottom-left).
- (4)
- Finally, the metal-polymer layered joint is removed from the building platform (Figure 34a, bottom-right).
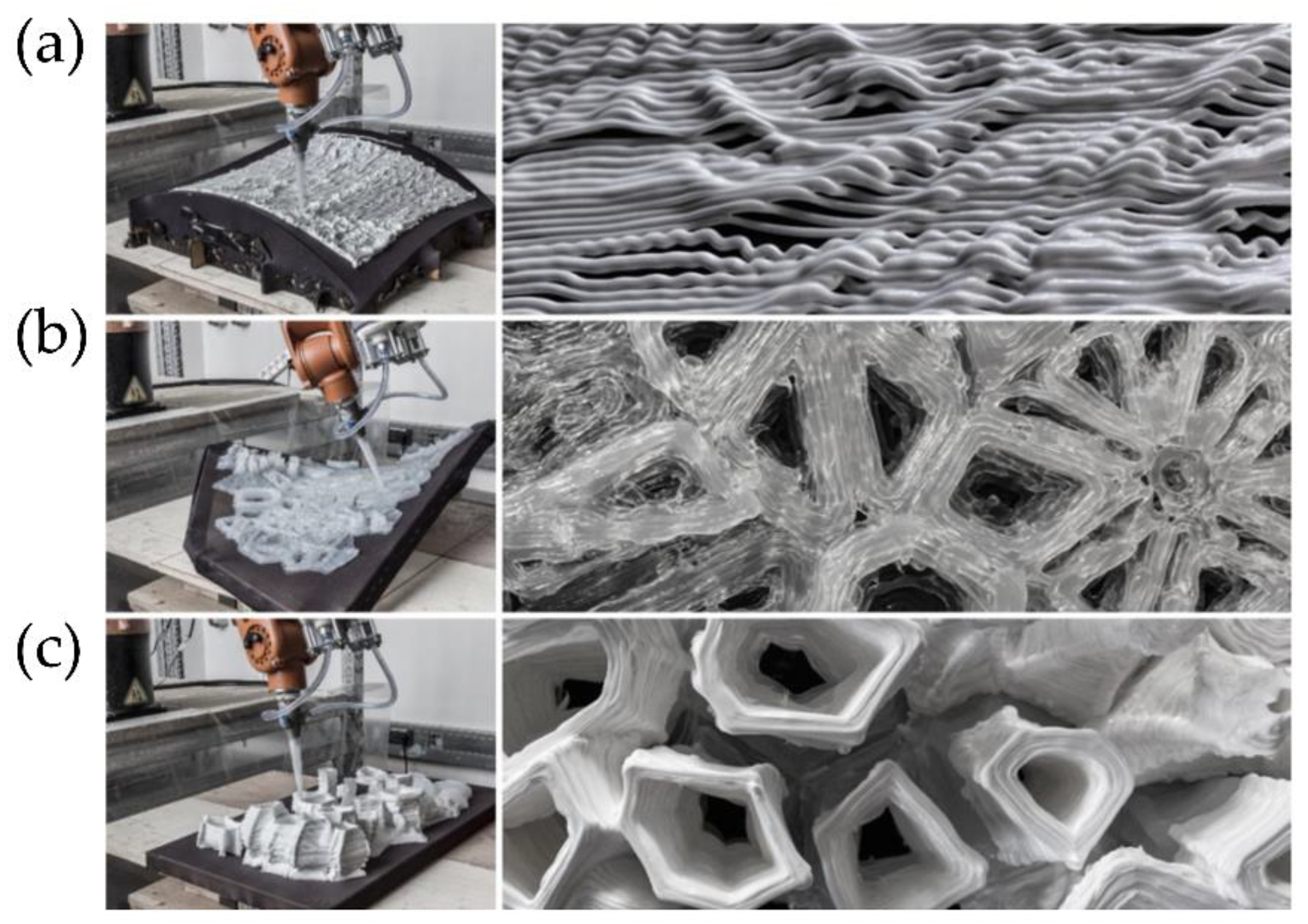
6.5. Ceramic Parts (Solvent-Cast 3D Printing (SC3DP))
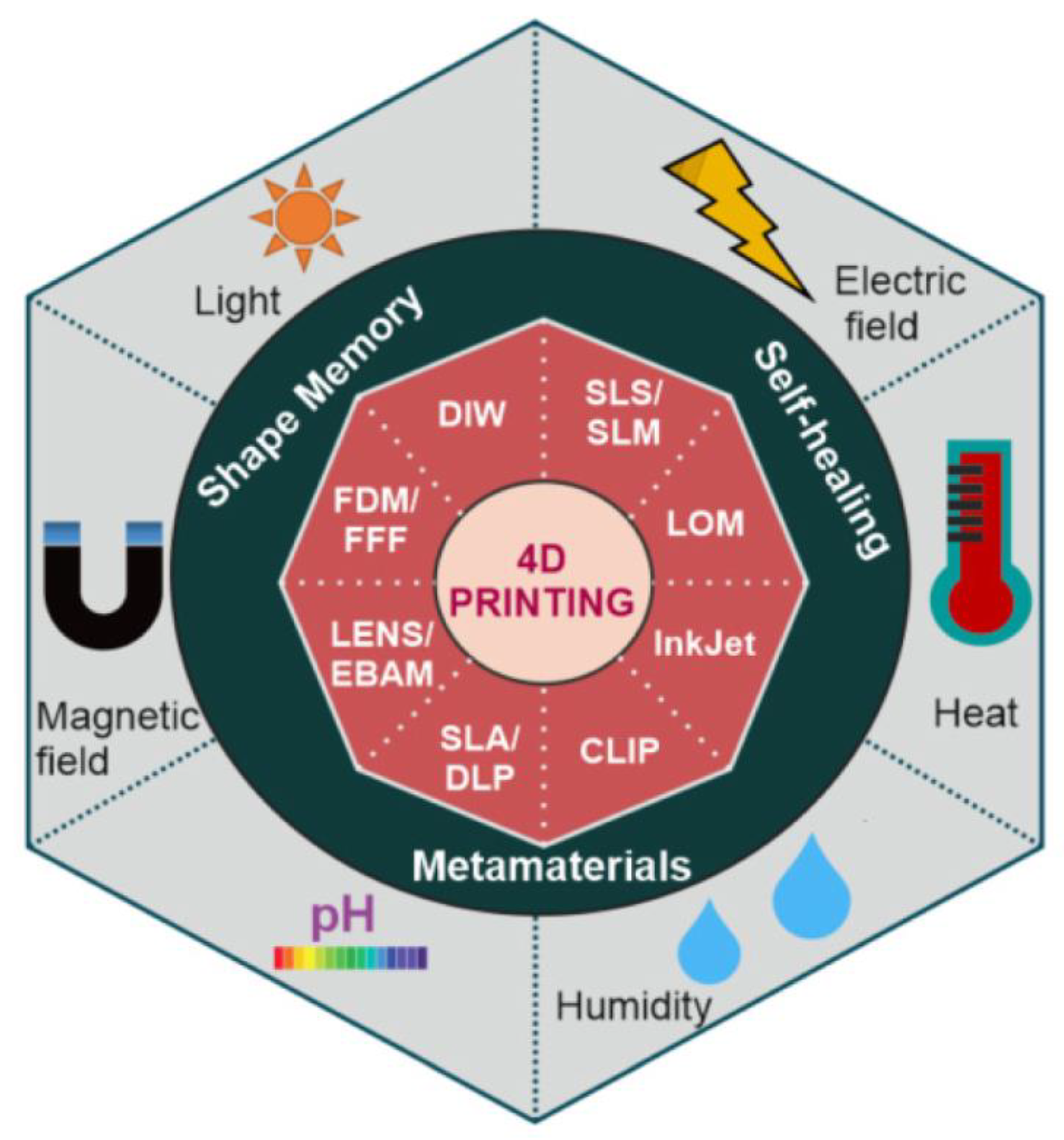
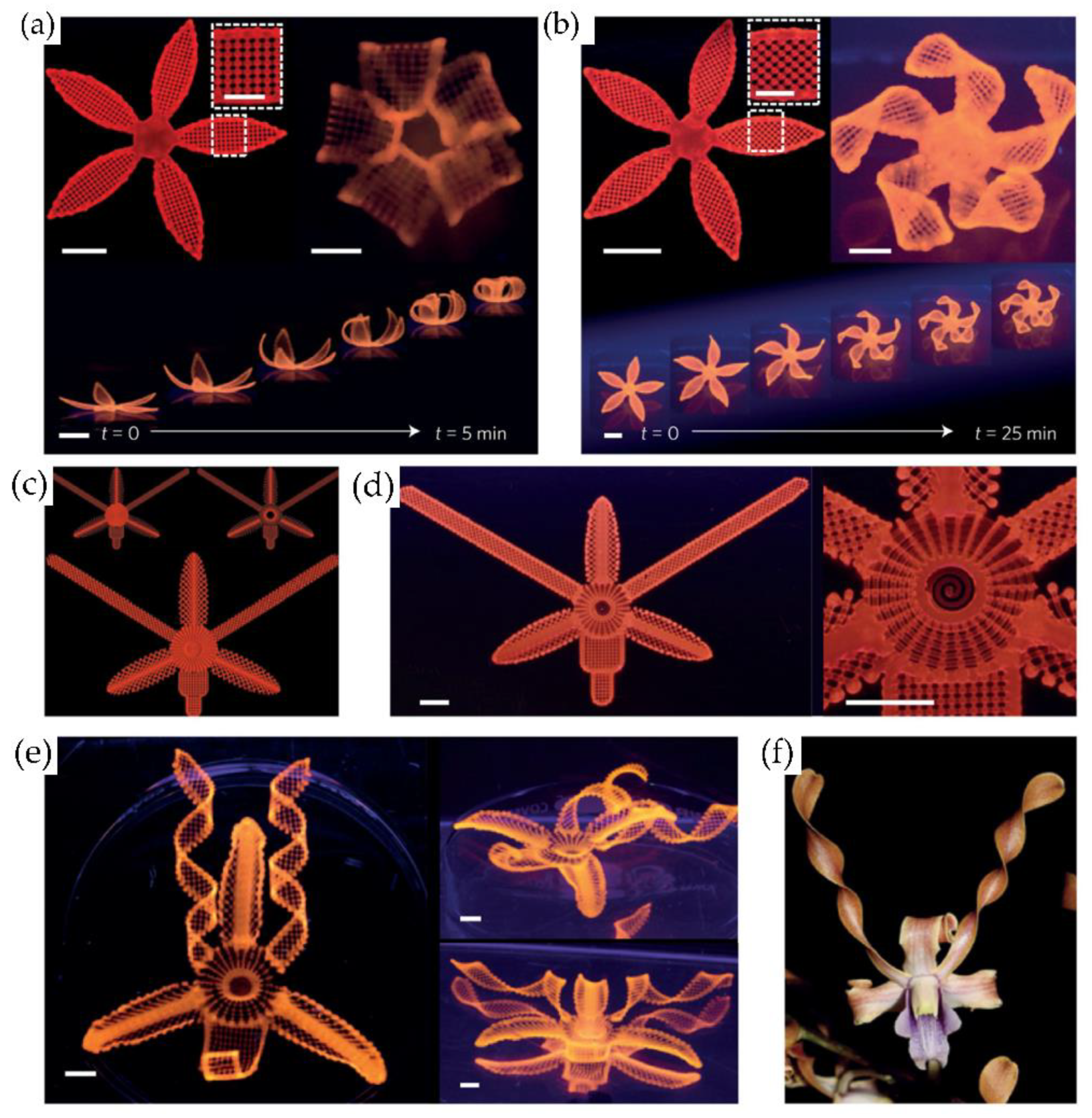
6.6. Smart Materials: From 3D to 4D Printing
6.7. Sustainable Materials for Additive Manufacturing
7. Conclusions and Futures Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; Volume 9, ISBN 978-1-4939-2112-6. [Google Scholar]
- Rayna, T.; Striukova, L. From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technol. Forecast. Soc. Chang. 2016, 102, 214–224. [Google Scholar] [CrossRef] [Green Version]
- Toffler, A. The Third Wave, 3rd ed.; Bantam: Toronto, ON, Canada, 1984. [Google Scholar]
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A Delphi study on economic and societal implications of 3D printing for 2030. Technol. Forecast. Soc. Chang. 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Rehnberg, M.; Ponte, S. From smiling to smirking? 3D printing, upgrading and the restructuring of global value chains. Glob. Netw. 2018, 18, 57–80. [Google Scholar] [CrossRef]
- Manabe, K.; Nishizawa, S.; Shiratori, S. Porous Surface Structure Fabricated by Breath Figures that Suppresses Pseudomonas aeruginosa Biofilm Formation. ACS Appl. Mater. Interfaces 2013, 5, 11900–11905. [Google Scholar] [CrossRef]
- Bourell, D.L. Perspectives on Additive Manufacturing. Annu. Rev. Mater. Sci. 2016, 46, 1–18. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Sedacca, B. Hand built by lasers [additive layer manufacturing]. Eng. Technol. 2011, 6, 58–60. [Google Scholar] [CrossRef]
- Paris, H.; Mokhtarian, H.; Coatanéa, E.; Museau, M.; Ituarte, I.F. Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann. 2016, 65, 29–32. [Google Scholar] [CrossRef]
- Barkane, A.; Platnieks, O.; Jurinovs, M.; Gaidukovs, S. Thermal stability of UV-cured vegetable oil epoxidized acrylate-based polymer system for 3D printing application. Polym. Degrad. Stab. 2020, 181, 109347. [Google Scholar] [CrossRef]
- Barkane, A.; Platnieks, O.; Jurinovs, M.; Kasetaite, S.; Ostrauskaite, J.; Gaidukovs, S.; Habibi, Y. UV-Light Curing of 3D Printing Inks from Vegetable Oils for Stereolithography. Polymers 2021, 13, 1195. [Google Scholar] [CrossRef]
- Lebedevaite, M.; Ostrauskaite, J.; Skliutas, E.; Malinauskas, M. Photoinitiator Free Resins Composed of Plant-Derived Monomers for the Optical µ-3D Printing of Thermosets. Polymers 2019, 11, 116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sutton, J.T.; Rajan, K.; Harper, D.P.; Chmely, S.C. Lignin-Containing Photoactive Resins for 3D Printing by Stereolithography. ACS Appl. Mater. Interfaces 2018, 10, 36456–36463. [Google Scholar] [CrossRef] [PubMed]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Borocio, E.; Tejada-Ortigoza, V.; Byron Pipes, R.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the mechanical properties of FFF structures and materials: A review on the experimental, computational and theoretical approaches. Materials. 2019, 12, 895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, F.; Wang, F. Liquid Resins-Based Additive Manufacturing. J. Mol. Eng. Mater. 2017, 5, 1740004. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Goh, G.L.; Yeong, W.Y. Process–Structure–Properties in Polymer Additive Manufacturing via Material Extrusion: A Review. Crit. Rev. Solid State Mater. Sci. 2020, 45, 113–133. [Google Scholar] [CrossRef]
- Rocha, V.G.; Saiz, E.; Tirichenko, I.S.; García-Tuñón, E. Direct ink writing advances in multi-material structures for a sustainable future. J. Mater. Chem. A 2020, 8, 15646–15657. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Nyman, H.J.; Sarlin, P. From bits to atoms: 3D printing in the context of supply chain strategies. In Proceedings of the 2014 47th Hawaii International Conference on System Sciences, Waikoloa, HI, USA, 6–9 January 2014; p. 41904199. [Google Scholar] [CrossRef] [Green Version]
- Mota, C. The rise of personal fabrication. In Proceedings of the 8th ACM Conference on Creativity and Cognition-C&C ’11, Atlanta Georgia, GA, USA, 3–6 November 2011; p. 279. [Google Scholar]
- Vélez, M.; Toala, E.; Zagal, J.C. Koala 3D: A continuous climbing 3D printer. Robot. Comput. Manuf. 2020, 64, 101950. [Google Scholar] [CrossRef]
- Kayser, M.; Cai, L.; Falcone, S.; Bader, C.; Inglessis, N.; Darweesh, B.; Oxman, N. FIBERBOTS: An autonomous swarm-based robotic system for digital fabrication of fiber-based composites. Constr. Robot. 2018, 2, 67–79. [Google Scholar] [CrossRef]
- Kayser, M.; Cai, L.; Bader, C.; Falcone, S.; Inglessis, N.; Darweesh, B.; Costa, J.; Oxman, N. FIBERBOTS: Design and Digital Fabrication of Tubular Structures Using Robot Swarms. In Proceedings of the Robotic Fabrication in Architecture, Art and Design 2018, Zürich, Switzerland, 13–14 September 2018; pp. 285–296. [Google Scholar]
- Hunt, G.; Mitzalis, F.; Alhinai, T.; Hooper, P.A.; Kovac, M. 3D printing with flying robots. In Proceedings of the 2014 IEEE International Conference on Robotics and Automation (ICRA) 2014, Hong Kong, China, 31 May–5 June 2014; pp. 4493–4499. [Google Scholar] [CrossRef]
- Mirjan, A.; Augugliaro, F.; D’Andrea, R.; Gramazio, F.; Kohler, M. Building a Bridge with Flying Robots. In Robotic Fabrication in Architecture, Art and Design; Springer Science & Business Media: Berlin, Germany, 2016; pp. 34–47. ISBN 9783319263786. [Google Scholar]
- Werfel, J.; Petersen, K.; Nagpal, R. Designing Collective Behavior in a Termite-Inspired Robot Construction Team. Science 2014, 343, 754–758. [Google Scholar] [CrossRef] [PubMed]
- Dinh Hiep, D.; Hoai Nam, L.; Duy Toan, B.; Ngoc Linh, N. A Research on Conveyor Belt 3D Printer in Industrial Applications. In Proceedings of the International Conference on Engineering Mechanics and Automation (ICEMA), Hanoi, Vietnam, 11–12 October 2019; pp. 1–8. [Google Scholar]
- Whelan, J.; McCarthy, S.; Palanchian, Z. Conveyor Belt 3D Printer, Major Qualifying Project Report; Worchester Polytechnic Institute: Worcester, MA, USA, 2018. [Google Scholar]
- 3D Printing Technology in Nanomedicine; Ahmad, N.; Gopinath, P.; Dutta, R. (Eds.) Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Reddy, P.R.; Devi, P.A. Review on the advancements to additive manufacturing-4D and 5D printing. Int. J. Mech. Prod. 2018, 8, 397–402. [Google Scholar]
- Wüthrich, M.; Elspass, W.J.; Bos, P.; Holdener, S. Novel 4-Axis 3D Printing Process to Print Overhangs without Support Material. In Industrializing Additive Manufacturing; Springer International Publishing: New York, NY, USA, 2021; pp. 130–145. ISBN 9783030543334. [Google Scholar]
- Piker, D.; Maddock, R. Continuous Robotic Spatial 3D Printing of Topologically Irregular Space Frames. In Impact: Design with All Senses; Springer International Publishing: New York, NY, USA, 2020; pp. 502–516. [Google Scholar]
- Huang, Y.; Carstensen, J.; Tessmer, L.; Mueller, C. Robotic Extrusion of Architectural Structures with Nonstandard Topology. In Robotic Fabrication in Architecture, Art and Design 2018; Springer International Publishing: New York, NY, USA, 2019; pp. 377–389. [Google Scholar]
- Kwon, H.; Eichenhofer, M.; Kyttas, T.; Dillenburger, B. Digital Composites: Robotic 3D Printing of Continuous Carbon Fiber-Reinforced Plastics for Functionally-Graded Building Components. In Proceedings of the Robotic Fabrication in Architecture, Art and Design 2018, Zürich, Switzerland, 13–14 September 2018; pp. 363–376. [Google Scholar]
- Ko, M.; Shin, D.; Ahn, H.; Park, H. InFormed Ceramics: Multi-axis Clay 3D Printing on Freeform Molds. In Proceedings of the Robotic Fabrication in Architecture, Art and Design 2018, Zürich, Switzerland, 13–14 September 2018; pp. 297–308. [Google Scholar]
- Mostafavi, S.; Kemper, B.N.; Fischer, D.L. Multimode Robotic Materialization. In Proceedings of the Robotic Fabrication in Architecture, Art and Design 2018, Zürich, Switzerland, 13–14 September 2018; pp. 349–362. [Google Scholar]
- Rivera, M.L.; Hudson, S.E. Desktop electrospinning a single extruder 3D printer for producing rigid plastic and electrospun textiles. In Proceedings of the 2019 CHI Conference on Human Factors in Computing Systems, Glasgow, UK, 4–9 May 2019; pp. 1–12. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Jelonnek, J. Rapid 3D microwave printing of continuous carbon fiber reinforced plastics. CIRP Ann. 2020, 69, 221–224. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Jelonnek, J. 3D microwave printing temperature control of continuous carbon fiber reinforced composites. Compos. Sci. Technol. 2020, 187, 107939. [Google Scholar] [CrossRef]
- Liu, S.; Zhao, P.; Wu, S.; Zhang, C.; Fu, J.; Chen, Z. A Pellet 3D Printer: Device Design and Process Parameters Optimization. Adv. Polym. Technol. 2019, 2019, 5075327. [Google Scholar] [CrossRef]
- Whyman, S.; Arif, K.M.; Potgieter, J. Design and development of an extrusion system for 3D printing biopolymer pellets. Int. J. Adv. Manuf. Technol. 2018, 96, 3417–3428. [Google Scholar] [CrossRef]
- Reddy, B.V.; Ghosh, A. Fused deposition modelling using direct extrusion. Virtual Phys. Prototyp. 2007, 2, 51–60. [Google Scholar] [CrossRef]
- Volpato, N.; Kretschek, D.; Foggiatto, J.A.; Cruz, C.M.G.D.S. Experimental analysis of an extrusion system for additive manufacturing based on polymer pellets. Int. J. Adv. Manuf. Technol. 2015, 81, 1519–1531. [Google Scholar] [CrossRef]
- Nieto, D.M.; López, V.C.; Molina, S.I. Large-format polymeric pellet-based additive manufacturing for the naval industry. Addit. Manuf. 2018, 23, 79–85. [Google Scholar] [CrossRef]
- Hajash, K.; Sparrman, B.; Guberan, C.; Laucks, J.; Tibbits, S. Large-Scale Rapid Liquid Printing. 3D Print. Addit. Manuf. 2017, 4, 123–132. [Google Scholar] [CrossRef] [Green Version]
- Hinton, T.J.; Jallerat, Q.; Palchesko, R.N.; Park, J.H.; Grodzicki, M.S.; Shue, H.-J.; Ramadan, M.H.; Hudson, A.R.; Feinberg, A.W. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Sci. Adv. 2015, 1, e1500758. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Corbett, D.C.; Olszewski, E.; Stevens, K. A FRESH Take on Resolution in 3D Bioprinting. Trends Biotechnol. 2019, 37, 1153–1155. [Google Scholar] [CrossRef]
- Hockaday, L. 3D Bioprinting: A Deliberate Business. Genet. Eng. Biotechnol. News 2015, 35, 14–17. [Google Scholar] [CrossRef]
- Feinberg, A.W.; Miller, J.S. Progress in three-dimensional bioprinting. MRS Bull. 2017, 42, 557–562. [Google Scholar] [CrossRef] [Green Version]
- Mukhopadhyay, S.; Poojary, R. A review on 3D printing: Advancement in healthcare technology. In Proceedings of the 2018 Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 6–7 February 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Ventola, C.L. Medical Applications for 3D Printing: Current and Projected Uses. Pharm. Ther. 2014, 39, 704–711. [Google Scholar]
- Choudhury, D.; Anand, S.; Naing, M.W. The Arrival of Commercial Bioprinters-Towards 3D Bioprinting Revolution! Int. J. Bioprint. 2018, 4, 4. [Google Scholar] [CrossRef] [PubMed]
- Lipskas, J.; Deep, K.; Yao, W. Robotic-Assisted 3D Bio-printing for Repairing Bone and Cartilage Defects through a Minimally Invasive Approach. Sci. Rep. 2019, 9, 3746. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.; Choudhury, D.; Yu, F.; Mironov, V.; Naing, M.W. In situ bioprinting–Bioprinting from benchside to bedside? Acta Biomater. 2019, 101, 14–25. [Google Scholar] [CrossRef]
- Zhu, Z.; Park, H.S.; McAlpine, M.C. 3D printed deformable sensors. Sci. Adv. 2020, 6, eaba5575. [Google Scholar] [CrossRef]
- Wang, M.; He, J.; Liu, Y.; Li, M.; Li, D.; Jin, Z. The trend towards in vivo bioprinting. Int. J. Bioprint. 2015, 1. [Google Scholar] [CrossRef] [Green Version]
- Karyappa, R.; Ohno, A.; Hashimoto, M. Immersion precipitation 3D printing (ip3DP). Mater. Horiz. 2019, 6, 1834–1844. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhakeyev, A.; Wang, P.; Zhang, L.; Shu, W.; Wang, H.; Xuan, J. Additive Manufacturing: Unlocking the Evolution of Energy Materials. Adv. Sci. 2017, 4, 1700187. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rocha, V.G.; García-Tuñón, E.; Botas, C.; Markoulidis, F.; Feilden, E.; D’Elia, E.; Ni, N.; Shaffer, M.; Saiz, E. Multimaterial 3D Printing of Graphene-Based Electrodes for Electrochemical Energy Storage Using Thermoresponsive Inks. ACS Appl. Mater. Interfaces 2017, 9, 37136–37145. [Google Scholar] [CrossRef] [PubMed]
- Smay, J.E.; Cesarano, J.; Lewis, J.A. Colloidal Inks for Directed Assembly of 3-D Periodic Structures. Langmuir 2002, 18, 5429–5437. [Google Scholar] [CrossRef]
- Lewis, J.A.; Smay, J.E.; Stuecker, J.; Cesarano, J. Direct Ink Writing of Three-Dimensional Ceramic Structures. J. Am. Ceram. Soc. 2006, 89, 3599–3609. [Google Scholar] [CrossRef]
- García-Tuñón, E.; Feilden, E.; Zheng, H.; D’Elia, E.; Leong, A.; Saiz, E. Graphene Oxide: An All-in-One Processing Additive for 3D Printing. ACS Appl. Mater. Interfaces 2017, 9, 32977–32989. [Google Scholar] [CrossRef] [Green Version]
- Corker, A.; Ng, H.C.-H.; Poole, R.J.; García-Tuñón, E. 3D printing with 2D colloids: Designing rheology protocols to predict ‘printability’ of soft-materials. Soft Matter 2019, 15, 1444–1456. [Google Scholar] [CrossRef] [Green Version]
- Truby, R.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef]
- Nelson, A.Z.; Ewoldt, R.H. Design of yield-stress fluids: A rheology-to-structure inverse problem. Soft Matter 2017, 13, 7578–7594. [Google Scholar] [CrossRef]
- Andre, J.C.; Mehaute, L.; De Wittee, O. Dispositif Pour Realiser un Modelel Piece Industrielle. FR2567668A1, 16 October 1984. [Google Scholar]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolitography. U.S. Patent US4575330A, 16 February 1984. [Google Scholar]
- DeSimone, J.M.; Ermoshkin, A.; Ermoshkin, N.; Samulski, E.T. Continuous Liquid Interphase Printing. U.S. Patent WO2014126837A2, 28 March 2017. [Google Scholar]
- DeSimone, J.M.; Phelps, N.K.; Ermoshkin, A. Three-Dimensional Printing Method using Increased Light Intensity and Apparatus Therefor. WO2015195920A1, 23 December 2015. [Google Scholar]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- Craven, I.; De Simone, J.M.; Janusziewicz, R. Methods and Apparatus for Continuous Liquid Interface Printing with Electrochemically Supported Dead Zone. U.S. Patent No. 11,000,992, 11 May 2021. [Google Scholar]
- Janusziewicz, R.; Tumbleston, J.R.; Quintanilla, A.L.; Mecham, S.J.; DeSimone, J.M. Layerless fabrication with continuous liquid interface production. Proc. Natl. Acad. Sci. USA 2016, 113, 11703–11708. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kuang, X.; Zhao, Z.; Chen, K.; Fang, D.; Kang, G.; Qi, H.J. High-Speed 3D Printing of High-Performance Thermosetting Polymers via Two-Stage Curing. Macromol. Rapid Commun. 2018, 39, e1700809. [Google Scholar] [CrossRef] [PubMed]
- Walker, D.A.; Hedrick, J.L.; Mirkin, C.A. Rapid, large-volume, thermally controlled 3D printing using a mobile liquid interface. Science 2019, 366, 360–364. [Google Scholar] [CrossRef] [PubMed]
- Wong, T.-S.; Kang, S.H.; Tang, S.K.Y.; Smythe, E.J.; Hatton, B.D.; Grinthal, A.; Aizenberg, J. Bioinspired self-repairing slippery surfaces with pressure-stable omniphobicity. Nature 2011, 477, 443–447. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Bui, P.H.-B.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithographically printed resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef]
- Shusteff, M.; Browar, A.E.M.; Kelly, B.E.; Henriksson, J.; Weisgraber, T.H.; Panas, R.M.; Fang, N.X.; Spadaccini, C.M. One-step volumetric additive manufacturing of complex polymer structures. Sci. Adv. 2017, 3, eaao5496. [Google Scholar] [CrossRef] [Green Version]
- Kelly, B.; Bhattacharya, I.; Shusteff, M.; Panas, R.M.; Taylor, H.K.; Spadaccini, C.M. Computed Axial Lithography (CAL): Toward Single Step 3D Printing of Arbitrary Geometries. arXiv 2017, arXiv:1705.05893. [Google Scholar]
- Kelly, B.E.; Bhattacharya, I.; Heidari, H.; Shusteff, M.; Spadaccini, C.M.; Taylor, H.K. Volumetric additive manufacturing via tomographic reconstruction. Science 2019, 363, 1075–1079. [Google Scholar] [CrossRef]
- Zhang, Y.; Dong, Z.; Li, C.; Du, H.; Fang, N.X.; Wu, L.; Song, Y. Continuous 3D printing from one single droplet. Nat. Commun. 2020, 11, 4685. [Google Scholar] [CrossRef]
- Du, H. Finite Element Analysis of Adhesive Contact Interface in Continuous 3D Printing; Massachusetts Institute of Technology: Cambridge, MA, USA, 2020. [Google Scholar]
- Martínez-Pellitero, S.; Castro, M.; Fernández-Abia, A.; González, S.; Cuesta, E. Analysis of influence factors on part quality in micro-SLA technology. Procedia Manuf. 2017, 13, 856–863. [Google Scholar] [CrossRef]
- Stampfl, J.; Baudis, S.; Heller, C.; Liska, R.; Neumeister, A.; Kling, R.; Ostendorf, A.; Spitzbart, M. Photopolymers with tunable mechanical properties processed by laser-based high-resolution stereolithography. J. Microme. Microeng. 2008, 18, 18. [Google Scholar] [CrossRef]
- Zhang, J.; Ye, S.; Liu, H.; Chen, X.; Chen, X.; Li, B.; Tang, W.; Meng, Q.; Ding, P.; Tian, H.; et al. 3D printed piezoelectric BNNTs nanocomposites with tunable interface and microarchitectures for self-powered conformal sensors. Nano Energy 2020, 77, 105300. [Google Scholar] [CrossRef]
- Ge, Q.; Li, Z.; Wang, Z.; Kowsari, K.; Zhang, W.; He, X.; Zhou, J.; Fang, N.X. Projection micro stereolithography based 3D printing and its applications. Int. J. Extreme Manuf. 2020, 2, 22004. [Google Scholar] [CrossRef]
- Lee, J.-B.; Maeng, W.-Y.; Koh, Y.-H.; Kim, H.-E. Novel additive manufacturing of photocurable ceramic slurry containing freezing vehicle as porogen for hierarchical porous structure. Ceram. Int. 2019, 45, 21321–21327. [Google Scholar] [CrossRef]
- Kim, J.-W.; Lee, J.-B.; Koh, Y.-H.; Kim, H.-E. Digital Light Processing of Freeze-cast Ceramic Layers for Macroporous Calcium Phosphate Scaffolds with Tailored Microporous Frameworks. Materials 2019, 12, 2893. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maeng, W.-Y.; Jeon, J.-W.; Lee, J.-B.; Lee, H.; Koh, Y.-H.; Kim, H.-E. Photocurable ceramic/monomer feedstocks containing terpene crystals as sublimable porogen for UV curing-assisted 3D plotting. J. Eur. Ceram. Soc. 2020, 40, 3469–3477. [Google Scholar] [CrossRef]
- Han, D.; Yang, C.; Fang, N.X.; Lee, H. Rapid multi-material 3D printing with projection micro-stereolithography using dynamic fluidic control. Addit. Manuf. 2019, 27, 606–615. [Google Scholar] [CrossRef]
- Lamont, A.C.; Restaino, M.; Kim, M.J.; Sochol, R.D. A facile multi-material direct laser writing strategy. Lab Chip 2019, 19, 2340–2345. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Goodridge, R.; Ziegelmeier, S. Powder bed fusion of polymers. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 181–204. [Google Scholar]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative study on 3D printing of polyamide 12 by selective laser sintering and multi jet fusion. J. Mater. Process. Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]
- Günther, D.; Heymel, B.; Günther, J.F.; Ederer, I. Continuous 3D-printing for additive manufacturing. Rapid Prototyp. J. 2014, 20, 320–327. [Google Scholar] [CrossRef]
- Wei, C.; Li, L.; Zhang, X.; Chueh, Y.-H. 3D printing of multiple metallic materials via modified selective laser melting. CIRP Ann. 2018, 67, 245–248. [Google Scholar] [CrossRef] [Green Version]
- Griffith, M.L.; Keicher, D.L.; Romero, J.A.; Atwood, C.L.; Harvell, L.D.; Greene, D.L. Laser Engineered net Shaping (LENS) for the Fabrication Metallic Components; Sandia National Laboratories: Albuquerque, NM, USA, 1996.
- Whitehead, J.; Lipson, H. Inverted multi-material laser sintering. Addit. Manuf. 2020, 36, 101440. [Google Scholar] [CrossRef]
- Hofmann, M. 3D Printing Gets a Boost and Opportunities with Polymer Materials. ACS Macro Lett. 2014, 3, 382–386. [Google Scholar] [CrossRef]
- Cai, L.; Marthelot, J.; Falcón, C.; Reis, P.M.; Brun, P.-T. Printing on liquid elastomers. Soft Matter 2020, 16, 3137–3142. [Google Scholar] [CrossRef]
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D Printing of Continuous Carbon Fibre Reinforced Thermo-Plastic (CFRTP) Tensile Test Specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef] [Green Version]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Hao, W.; Liu, Y.; Zhou, H.; Chen, H.; Fang, D. Preparation and characterization of 3D printed continuous carbon fiber reinforced thermosetting composites. Polym. Test. 2018, 65, 29–34. [Google Scholar] [CrossRef]
- Shi, B.; Shang, Y.; Zhang, P.; Cuadros, A.P.; Qu, J.; Sun, B.; Gu, B.; Chou, T.-W.; Fu, K.K. Dynamic Capillary-Driven Additive Manufacturing of Continuous Carbon Fiber Composite. Matter 2020, 2, 1594–1604. [Google Scholar] [CrossRef]
- Zawaski, C.E.; Chatham, C.A.; Wilts, E.M.; Long, T.E.; Williams, C.B. Using fillers to tune material properties of an ion-containing semi-crystalline poly(ethylene glycol) for fused filament fabrication additive manufacturing. Addit. Manuf. 2021, 39, 101844. [Google Scholar] [CrossRef]
- Shevtsova, T.; Cavallaro, G.; Lazzara, G.; Milioto, S.; Donchak, V.; Harhay, K.; Korolko, S.; Budkowski, A.; Stetsyshyn, Y. Temperature-responsive hybrid nanomaterials based on modified halloysite nanotubes uploaded with silver nanoparticles. Colloids Surf. A Physicochem. Eng. Asp. 2022, 641, 128525. [Google Scholar] [CrossRef]
- Kalay, S.; Stetsyshyn, Y.; Donchak, V.; Harhay, K.; Lishchynskyi, O.; Ohar, H.; Panchenko, Y.; Voronov, S.; Çulha, M. pH-Controlled fluorescence switching in water-dispersed polymer brushes grafted to modified boron nitride nanotubes for cellular imaging. Beilstein J. Nanotechnol. 2019, 10, 2428–2439. [Google Scholar] [CrossRef] [PubMed]
- Sawallisch, K. Compounding of Sheet Molding Compound. Polym. Technol. Eng. 1984, 23, 1–36. [Google Scholar] [CrossRef]
- Injection Molding Handbook; Rosato, D.V.; Rosato, D.V.; Rosato, M.G. (Eds.) Springer: Boston, MA, USA, 2000; ISBN 978-1-4613-7077-2. [Google Scholar]
- Poslinski, A.J.; Ryan, M.E.; Gupta, R.K.; Seshadri, S.G.; Frechette, F.J. Rheological Behavior of Filled Polymeric Systems I. Yield Stress and Shear-Thinning Effects. J. Rheol. 1988, 32, 703–735. [Google Scholar] [CrossRef]
- Xie, Z.; Wu, X.; Giacomin, A.J.; Zhao, G.; Wang, W. Suppressing shrinkage/warpage of PBT injection molded parts with fillers. Polym. Compos. 2018, 39, 2377–2384. [Google Scholar] [CrossRef]
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and Warpage Optimization of Expanded-Perlite-Filled Polypropylene Composites in Extrusion-Based Additive Manufacturing. Macromol. Mater. Eng. 2017, 302, 1700143. [Google Scholar] [CrossRef]
- Khatri, B.; Lappe, K.; Noetzel, D.; Pursche, K.; Hanemann, T. A 3D-Printable Polymer-Metal Soft-Magnetic Functional Composite—Development and Characterization. Materials 2018, 11, 189. [Google Scholar] [CrossRef] [Green Version]
- Stepashkin, A.; Chukov, D.; Senatov, F.; Salimon, A.; Korsunsky, A.; Kaloshkin, S. 3D-printed PEEK-carbon fiber (CF) composites: Structure and thermal properties. Compos. Sci. Technol. 2018, 164, 319–326. [Google Scholar] [CrossRef]
- Vaezi, M.; Yang, S. Extrusion-based additive manufacturing of PEEK for biomedical applications. Virtual Phys. Prototyp. 2015, 10, 123–135. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Berretta, S.; Evans, K.; Ghita, O. Additive manufacture of PEEK cranial implants: Manufacturing considerations versus accuracy and mechanical performance. Mater. Des. 2018, 139, 141–152. [Google Scholar] [CrossRef]
- Hu, B.; Duan, X.; Xing, Z.; Xu, Z.; Du, C.; Zhou, H.; Chen, R.; Shan, B. Improved design of fused deposition modeling equipment for 3D printing of high-performance PEEK parts. Mech. Mater. 2019, 137, 103139. [Google Scholar] [CrossRef]
- Arif, M.; Kumar, S.; Varadarajan, K.; Cantwell, W. Performance of biocompatible PEEK processed by fused deposition additive manufacturing. Mater. Des. 2018, 146, 249–259. [Google Scholar] [CrossRef]
- Tseng, J.-W.; Liu, C.-Y.; Yen, Y.-K.; Belkner, J.; Bremicker, T.; Liu, B.; Sun, T.-J.; Wang, A.-B. Screw extrusion-based additive manufacturing of PEEK. Mater. Des. 2018, 140, 209–221. [Google Scholar] [CrossRef]
- Pacurar, R.; Pacurar, A.; Pop, S. Designing of an innovative extrusion system for metallic parts made by desktop 3D printing method. MATEC Web Conf. 2018, 178, 2009. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Ketkaew, J.; Shao, L.; Chen, W.; Bordeenithikasem, P.; et al. 3D printing metals like thermoplastics: Fused filament fabrication of metallic glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, J.; Oh, J.H. Fabrication of fine metal patterns using an additive material extrusion process with a molten metal. Microelectron. Eng. 2018, 191, 10–15. [Google Scholar] [CrossRef]
- Liu, B.; Wang, Y.; Lin, Z.; Zhang, T. Creating metal parts by Fused Deposition Modeling and Sintering. Mater. Lett. 2020, 263, 127252. [Google Scholar] [CrossRef]
- Fibre Metal Laminates; Vlot, A.; Gunnink, J.W. (Eds.) Springer: Dordrecht, The Netherlands, 2001; ISBN 978-1-4020-0391-2. [Google Scholar]
- Falck, R.; Goushegir, S.; dos Santos, J.; Amancio-Filho, S. AddJoining: A novel additive manufacturing approach for layered metal-polymer hybrid structures. Mater. Lett. 2018, 217, 211–214. [Google Scholar] [CrossRef]
- Falck, R.; Dos Santos, J.F.; Amancio-Filho, S.T. Microstructure and Mechanical Performance of Additively Manufactured Aluminum 2024-T3/Acrylonitrile Butadiene Styrene Hybrid Joints Using an AddJoining Technique. Materials 2019, 12, 864. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Falck, R.M.M. A New Additive Manufacturing Technique for Layered Metal-Composite Hybrid Structures. Ph.D. Thesis, Technische Universität Hamburg, Hamburg, Germany, 2020. [Google Scholar] [CrossRef]
- Nonato, R.; Mei, L.; Bonse, B.; Chinaglia, E.; Morales, A.R. Nanocomposites of PLA containing ZnO nanofibers made by solvent cast 3D printing: Production and characterization. Eur. Polym. J. 2019, 114, 271–278. [Google Scholar] [CrossRef]
- Postiglione, G.; Natale, G.; Griffini, G.; Levi, M.; Turri, S. Conductive 3D microstructures by direct 3D printing of polymer/carbon nanotube nanocomposites via liquid deposition modeling. Compos. Part A Appl. Sci. Manuf. 2015, 76, 110–114. [Google Scholar] [CrossRef]
- Dong, J.; Li, Y.; Lin, P.; Leeflang, M.; van Asperen, S.; Yu, K.; Tümer, N.; Norder, B.; Zadpoor, A.; Zhou, J. Solvent-cast 3D printing of magnesium scaffolds. Acta Biomater. 2020, 114, 497–514. [Google Scholar] [CrossRef]
- Ryan, K.R.; Down, M.P.; Banks, C.E. Future of additive manufacturing: Overview of 4D and 3D printed smart and advanced materials and their applications. Chem. Eng. J. 2021, 403, 126162. [Google Scholar] [CrossRef]
- Khare, V.; Sonkaria, S.; Lee, G.-Y.; Ahn, S.-H.; Chu, W.-S. From 3D to 4D printing–design, material and fabrication for multi-functional multi-materials. Int. J. Precis. Eng. Manuf. Technol. 2017, 4, 291–299. [Google Scholar] [CrossRef]
- Gladman, A.S.; Matsumoto, E.A.; Nuzzo, R.G.; Mahadevan, L.; Lewis, J.A. Biomimetic 4D printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef]
- Sanchez-Rexach, E.; Johnston, T.G.; Jehanno, C.; Sardon, H.; Nelson, A. Sustainable Materials and Chemical Processes for Additive Manufacturing. Chem. Mater. 2020, 32, 7105–7119. [Google Scholar] [CrossRef]
- Kloxin, C.J.; Bowman, C.N. Covalent adaptable networks: Smart, reconfigurable and responsive network systems. Chem. Soc. Rev. 2013, 42, 7161–7173. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Durand-Silva, A.; Smaldone, R.A. Recycling the Unrecyclable with Dynamic Covalent Chemistry. ACS Cent. Sci. 2020, 6, 836–838. [Google Scholar] [CrossRef] [PubMed]
- Sheppard, D.T.; Jin, K.; Hamachi, L.S.; Dean, W.; Fortman, D.J.; Ellison, C.J.; Dichtel, W.R. Reprocessing Postconsumer Polyurethane Foam Using Carbamate Exchange Catalysis and Twin-Screw Extrusion. ACS Cent. Sci. 2020, 6, 921–927. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Kowsari, K.; Serjouei, A.; Dunn, M.L.; Ge, Q. Reprocessable thermosets for sustainable three-dimensional printing. Nat. Commun. 2018, 9, 1831. [Google Scholar] [CrossRef] [PubMed] [Green Version]








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Extrusion (FFF) | VAT Photopolymerization (SLA/DLP) | |
|---|---|---|
| Resolution | X-Y: Above 150 microns (generally 400 microns). Z: Above 50 mm (usually, 100–200 microns). | X-Y: Laser (SLA): 140–160 microns. UV light (DLP): 50–60 microns. Z: As low as 20 microns (usually 50–100 microns). |
| Continuous (multipart)/discontinuous | Typically, discontinuous. | Discontinuous. Even discontinuous in the fabrication layer by layer. |
| Size limit | Tens of cm up to meter scale. | Generally, between 20–50 cm (X, Y, and Z). |
| Part anisotropy | High. | Low. |
| Free 3D fabrication | Not allowed. Fabrication in a plane layer by layer. | Not allowed. Fabrication in a plane layer by layer. |
| Supports | Yes. | Yes. |
| Cost | Low. | Low-moderate. |
| Materials | Thermoplastics, elastomers, composites, and viscoelastic pastes. | Thermosets, elastomers, and composites. |
| Process | Advantages | Disadvantages |
|---|---|---|
| Material Extrusion (FFF) | Low cost of the entry-level machines. A variety of raw materials are available. Versatile and easy to customize. | Low level of precision and long build time. Unable to build sharp external corners. Anisotropic nature of a printed part. |
| Vat Photopolymerization (SLA/DLP) | High-resolution and accuracy, good surface finish. High fabrication speed. Low-imaging specific energy. | Require post-processing to remove support. Require post-curing for enhanced strength. Limited range of materials. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarabia-Vallejos, M.A.; Rodríguez-Umanzor, F.E.; González-Henríquez, C.M.; Rodríguez-Hernández, J. Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments. Polymers 2022, 14, 1351. https://doi.org/10.3390/polym14071351
Sarabia-Vallejos MA, Rodríguez-Umanzor FE, González-Henríquez CM, Rodríguez-Hernández J. Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments. Polymers. 2022; 14(7):1351. https://doi.org/10.3390/polym14071351
Chicago/Turabian StyleSarabia-Vallejos, Mauricio A., Fernando E. Rodríguez-Umanzor, Carmen M. González-Henríquez, and Juan Rodríguez-Hernández. 2022. "Innovation in Additive Manufacturing Using Polymers: A Survey on the Technological and Material Developments" Polymers 14, no. 7: 1351. https://doi.org/10.3390/polym14071351