
Influence of HLB Value of Emulsifier on the Properties of Microcapsules and Self-Healing Properties of Waterborne Coatings

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Preparation Method of Modified Shellac Film
2.3. Preparation Method of Microcapsules
2.4. Preparation Method of the Self-Healing Coating
2.5. Testing and Characterization
3. Results and Discussion
3.1. Analysis of the Aging Resistance of Modified Shellac for the Microcapsule Core Material
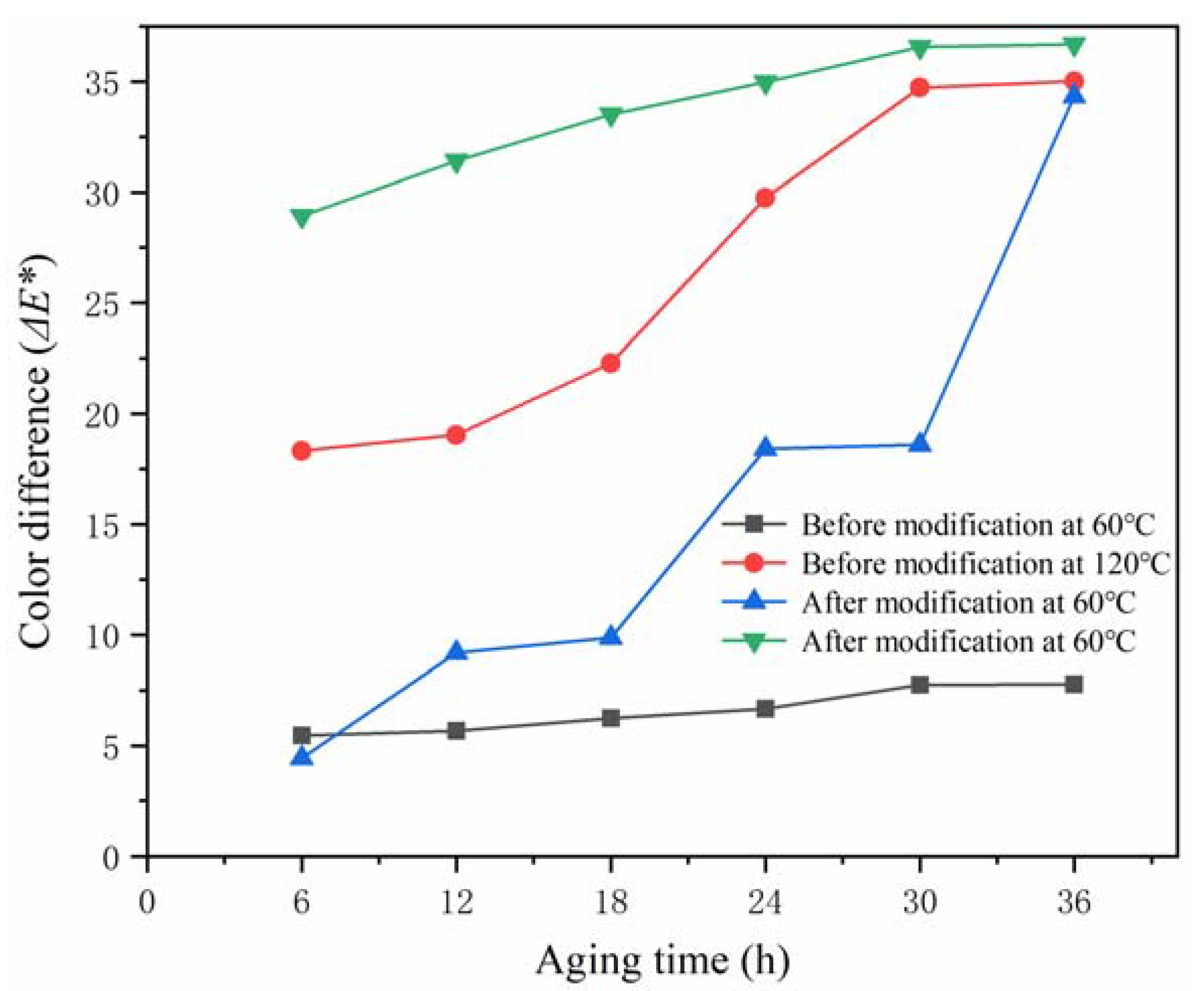
3.1.1. Analysis of the Optical Results
3.1.2. Analysis of Insoluble Matter Content in Ethanol before and after Modification and Aging
3.2. Analysis of Orthogonal Test Results of Microcapsules
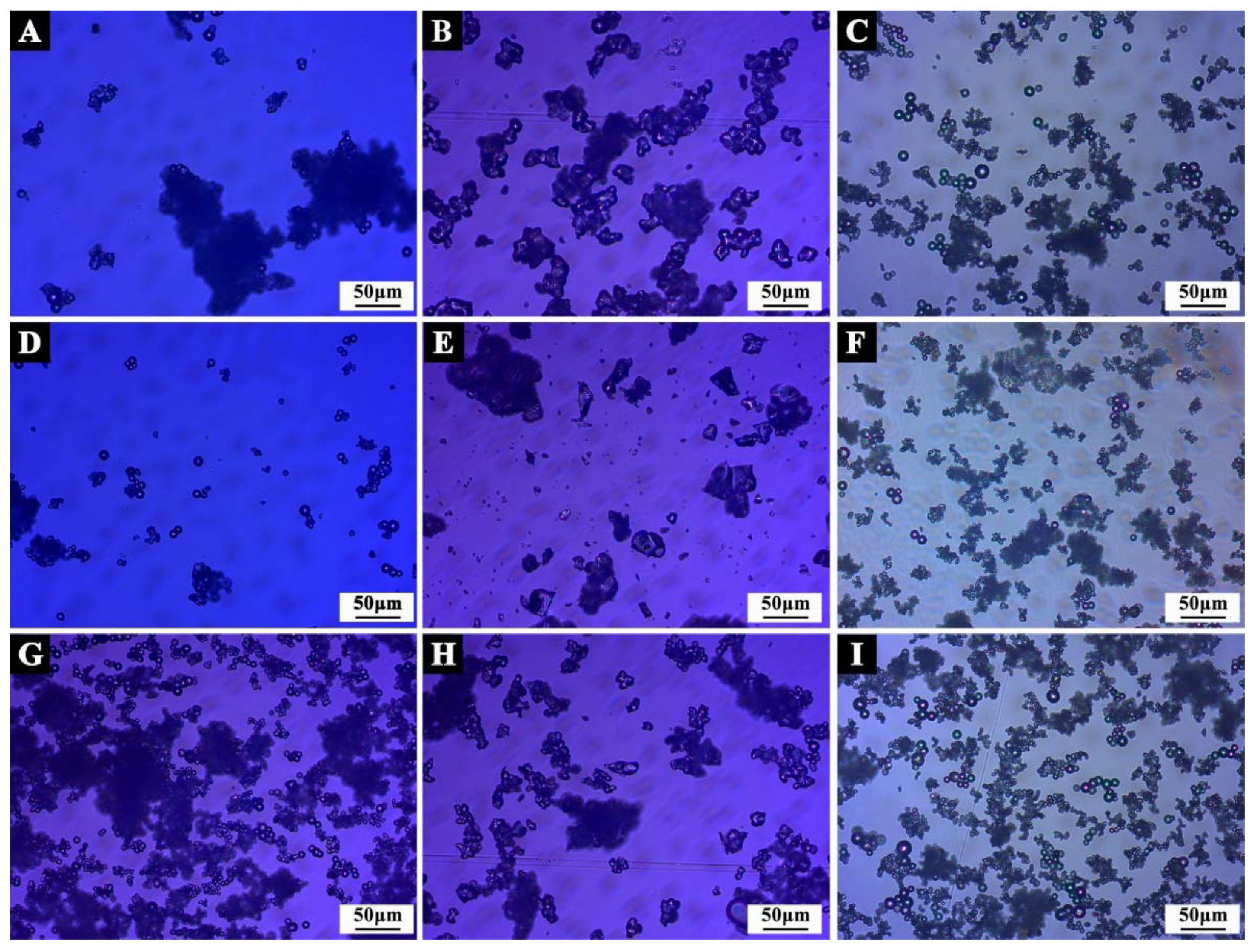
3.2.1. Morphology Analysis of Microcapsules
3.2.2. Chemical Composition Analysis of the Microcapsules
3.2.3. Analysis of Microcapsule Yield and Coating Rate
3.3. Influence of the HLB Value on the Microcapsules
3.3.1. Morphology Analysis of the Microcapsules
3.3.2. Chemical Composition Analysis of Microcapsules
3.3.3. Analysis of the Yield and Coating Rate
3.4. Analysis of the Self-Healing Performance of Waterborne Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vlad-Cristea, M.; Riedl, B.; Blanchet, P. Nano characterization techniques for investigating the durability of wood coatings. Eur. Polym. J. 2012, 48, 441–453. [Google Scholar] [CrossRef]
- Liu, Q.; Gao, D.; Xu, W. Effect of paint process on the performance of modified poplar wood antique. Coatings 2021, 11, 1174. [Google Scholar] [CrossRef]
- Gao, J.; Wang, R.; Zhang, Z.M.; Song, D.D.; Li, X.G. Effect of membrane structure of waterborne coatings on the transport process of corrosive medium. Prog. Org. Coat. 2018, 124, 8–15. [Google Scholar] [CrossRef]
- Petrič, M.; Knehtl, B.; Krause, A.; Militz, H.; Pavlič, M.; Pétrissans, M.; Rapp, A.; Tomažič, M.; Welzbacher, C.; Gérardin, P. Wettability of waterborne coatings on chemically and thermally modified pine wood. J. Coat. Technol. Res. 2007, 4, 203–206. [Google Scholar] [CrossRef]
- Wang, W.; Xu, L.; Li, X.; Yang, Y.; An, E. Self-healing properties of protective coatings containing isophorone diisocyanate microcapsules on carbon steel surfaces. Corros. Sci. 2014, 80, 528–535. [Google Scholar] [CrossRef]
- Ullah, H.; Azizli, K.A.M.; Man, Z.B.; Ismail, M.B.C.; Khan, M.I. The potential of microencapsulated self-healing materials for microcracks recovery in self-healing composite systems: A review. Polym. Rev. 2016, 56, 429–485. [Google Scholar] [CrossRef]
- Niu, R.; Jin, M.; Cao, J.; Yan, Z.; Gao, J.; Wu, H.; Zhou, G.; Shui, L. Self-healing flexible conductive film by repairing defects via flowable liquid metal droplets. Miromachines 2019, 10, 113. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Li, W.; Song, L.; Fan, W.; Xiong, C.; Gao, X.; Zhang, X.; Liu, X. Self-healing performance of coatings containing synthetic hexamethylene diisocyanate biuret microcapsules. J. Electrochem. Soc. 2017, 164, C635–C640. [Google Scholar] [CrossRef]
- Xu, W.; Chen, P.; Yang, Y.; Wang, X.; Liu, X. Effects of freezing and steam treatments on the permeability of populus tomentosa. Materialwiss. Werkst. 2021, 52, 907–915. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, W.; Liu, X.; Wang, X. Study on permeability of Cunninghamia Lanceolata based on steam treatment and freeze treatment. Wood Res. 2021, 66, 721–731. [Google Scholar] [CrossRef]
- Yin, T.; Rong, M.Z.; Zhang, M.Q.; Yang, G.C. Self-healing epoxy composites-preparation and effect of the healant consisting of microencapsulated epoxy and latent curing agent. Compos. Sci. Technol. 2006, 67, 201–212. [Google Scholar] [CrossRef]
- Coope, T.S.; Mayer, U.F.J.; Wass, D.F.; Trask, R.S.; Bond, I.P. Self-healing of an epoxy resin using scandium(III) trifl ateas a catalytic curing agent. Adv. Funct. Mater. 2011, 21, 4624–4631. [Google Scholar] [CrossRef]
- Haghayegh, M.; Mirabedini, S.M.; Yeganeh, H. Microcapsules containing multi-functional reactive isocyanate-terminated polyurethane prepolymer as a healing agent. Part 1: Synthesis and optimization of reaction conditions. J. Mater. Sci. 2016, 51, 3056–3068. [Google Scholar] [CrossRef]
- Li, H.; Cui, Y.; Li, Z.; Zhu, Y.; Wang, H. Fabrication of microcapsules containing dual-functional tung oil and properties suitable for self-healing and self-lubricating coatings. Prog. Org. Coat. 2017, 115, 164–171. [Google Scholar] [CrossRef]
- Xu, W.; Fang, X.; Han, J.; Wu, Z. Effect of coating thickness on sound absorption property of four wood species commonly used for piano soundboards. Wood Fiber Sci. 2020, 52, 28–43. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.-K.; Jo, Y.-H.; Lim, Y.-J.; Cho, S.-Y.; Yu, H.-C.; Ryu, B.-C.; Lee, S.-I.; Chung, C.-M. Sunlight-induced self-healing of a microcapsule-type protective coating. ACS Appl. Mater. Inter. 2013, 5, 1378–1384. [Google Scholar] [CrossRef]
- Alvaro, G.; Schlangen, E. Preparation of capsules containing rejuvenators for their use in asphalt concrete. J. Hazard. Mater. 2010, 184, 603–611. [Google Scholar]
- Kardar, P. The effect of polyurethane-isophorone microcapsules on self-healing properties of an automotive clear coat. Pigm. Resin Technol. 2016, 45, 73–78. [Google Scholar] [CrossRef]
- Schreiner, C.; Scharf, S.; Stenzel, V.; Rossler, A. Self-healing through microencapsulated agents for protective coatings. J. Coat. Technol. Res. 2017, 14, 809–816. [Google Scholar] [CrossRef]
- Liu, Q.; Gao, D.; Xu, W. Effect of sanding processes on the surface properties of modified poplar coated by primer compared with mahogany. Coatings 2020, 10, 856. [Google Scholar] [CrossRef]
- Liu, Q.; Gu, Y.; Xu, W.; Lu, T.; Li, W.; Fan, H. Compressive properties of green velvet material used in mattress bedding. Appl. Sci. 2021, 11, 11159. [Google Scholar] [CrossRef]
- Wu, S.; Tao, X.; Xu, W. Thermal conductivity of Poplar wood veneer impregnated with graphene/polyvinyl alcohol. Forests 2021, 12, 777. [Google Scholar] [CrossRef]
- Roussi, E.; Tsetsekou, A.; Skarmoutsou, A.; Charitidis, C.A.; Karantonis, A. Anticorrosion and nanomechanical performance of hybrid organo-silicate coatings integrating corrosion inhibitors. Surf. Coat. Tech. 2013, 232, 131. [Google Scholar] [CrossRef]
- Brown, E.N.; White, S.R.; Sottos, N.R. Microcapsule induced toughening in a self-healing polymer composite. J. Mater. Sci. 2004, 39, 1703–1710. [Google Scholar] [CrossRef]
- Kumar, A.; Stephenson, L.D.; Murray, J.N. Self-healing coating for steel. Prog. Org. Coat. 2006, 55, 244–253. [Google Scholar] [CrossRef]
- An, S.; Lee, M.W.; Yarin, A.L.; Yoon, S.S. A review on corrosion-protective extrinsic self-healing: Comparison of microcapsule-based systems and those based on core-shell vascular networks. Chem. Eng. J. 2018, 344, 206–220. [Google Scholar] [CrossRef]
- Wang, W.; Xu, L.; Li, X.; Lin, Z.; Yang, Y.; An, E. Self-healing mechanisms of water triggered smart coating in seawater. J. Mater. Chem. A 2014, 2, 1914–1921. [Google Scholar] [CrossRef]
- Bercea, A.; Mitu, B.; Matei, A.; Marascu, V.; Brajnicov, S. Esterification process induced by UV irradiation of shellac thin films deposited by matrix assisted pulsed laser evaporation. Rev. Chim. 2019, 70, 2982–2984. [Google Scholar] [CrossRef]
- Ansari, M.F.; Sarkhel, G.; Goswami, D.N.; Baboo, B. Changes in the properties of shellac on blending with rosin, effect on storage. Pigm. Resin Technol. 2013, 42, 256–263. [Google Scholar] [CrossRef]
- Yan, X.; Qian, X.; Chang, Y. Preparation and characterization of urea formaldehyde @ epoxy resin microcapsule on waterborne wood coatings. Coatings 2019, 9, 475. [Google Scholar] [CrossRef] [Green Version]
- Yamazaki, N.; Du, Y.Z.; Nagai, M.; Omi, S. Preparation of polyepoxide microcapsule via interfacial polyaddition reaction in W/O and O/W emulsion systems. Colloid. Surf. B Biointerfaces 2003, 29, 159–169. [Google Scholar] [CrossRef]
- Haghayegh, M.; Mirabedini, S.M.; Yeganeh, H. Preparation of microcapsules containing multi-functional reactive isocyanate-terminated-polyurethane-prepolymer as healing agent, part II: Corrosion performance and mechanical properties of a self healing coating. RSC Adv. 2016, 6, 50874–50886. [Google Scholar] [CrossRef]
- Liu, Q.; Gao, D.; Xu, W. Influence of the bottom color modification and material color modification process on the performance of modified poplar. Coatings 2021, 11, 660. [Google Scholar] [CrossRef]
- Bar, H.; Bianco-Peled, H. Modification of shellac coating using Jeffamine (R) for enhanced mechanical properties and stability. Prog. Org. Coat. 2020, 141, 105559. [Google Scholar] [CrossRef]
- Mei, S.; Han, P.; Wu, H.; Shi, J.; Tang, L.; Jiang, Z. One-pot fabrication of chitin-shellac composite microspheres for efficient enzyme immobilization. J. Biotechnol. 2018, 266, 1–8. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Materials | Molecular Mass (g/mol) | CAS | Manufacturer |
|---|---|---|---|
| 37.0% Formaldehyde | 30.03 | 50-00-0 | Xi’an Tianmao Chemical Co., Ltd., Xi’an, China |
| Melamine | 126.15 | 108-78-1 | Shandong Yousuo Chemical Technology Co., Ltd., Linyi, China |
| Triethanolamine | 149.19 | 102-71-6 | Guangzhou Jiale Chemical Co., Ltd., Guangzhou, China |
| Span-20 | 346.459 | 1338-39-2 | Shandong Yousuo Chemical Technology Co., Ltd., Linyi, China |
| Tween-20 | 1227.5 | 9005-64-5 | Shandong Yousuo Chemical Technology Co., Ltd., Linyi, China |
| Shellac | 964–1100 | 9000-59-3 | Shanghai Yuyan Building Materials Co., Ltd., Shanghai, China |
| Rosin | 302.46 | 8050-09-7 | Suzhou Guyue Musical Instrument Co., Ltd., Suzhou, China |
| Citric acid monohydrate | 210.14 | 5949-29-1 | Nanjing Quanlong Biotechnology Co., Ltd., Nanjing, China |
| Anhydrous ethanol | 46.07 | 64-17-5 | Wuxi Jingke Chemical Co., Ltd., Wuxi, China |
| Ethyl acetate | 88.11 | 141-78-6 | Xi’an Tianmao Chemical Co., Ltd., Xi’an, China |
| Level | HLB Value of Emulsifier | Solvent (Wethanol:Wdistilled water) | Core Materials (Wshellac:Wrosin) | Rate of Rotating (rpm) |
|---|---|---|---|---|
| 1 | 12.65 | 1:0 | 1:0 | 600 |
| 2 | 15.08 | 2:1 | 1.5:1 | 800 |
| 3 | 10.22 | 1:1 | 1:1 | 1000 |
| Sample | HLB Value of Emulsifier | Solvent (Wethanol:Wdistilled water) | Core Materials (Wshellac:Wrosin) | Rate of Rotating (rpm) |
|---|---|---|---|---|
| #1 | 12.65 | 1:0 | 1:0 | 600 |
| #2 | 12.65 | 2:1 | 1.5:1 | 800 |
| #3 | 12.65 | 1:1 | 1:1 | 1000 |
| #4 | 15.08 | 1:0 | 1.5:1 | 1000 |
| #5 | 15.08 | 2:1 | 1:1 | 600 |
| #6 | 15.08 | 1:1 | 1:0 | 800 |
| #7 | 10.22 | 1:0 | 1:1 | 800 |
| #8 | 10.22 | 2:1 | 1:0 | 1000 |
| #9 | 10.22 | 1:1 | 1.5:1 | 600 |
| Experiment | Sample | Melamine (g) | 37.0% Formaldehyde (g) | Shellac (g) | Rosin (g) | Span-20 (g) | Tween-20 (g) | Ethanol (mL) | Distilled Water (mL) |
|---|---|---|---|---|---|---|---|---|---|
| Orthogonal experiment | #1 | 6 | 13.52 | 8.80 | 0 | 0.15 | 0.15 | 78.90 | 0 |
| #2 | 6 | 13.52 | 5.28 | 3.52 | 0.15 | 0.15 | 52.60 | 26.30 | |
| #3 | 6 | 13.52 | 4.40 | 4.40 | 0.15 | 0.15 | 39.45 | 39.45 | |
| #4 | 6 | 13.52 | 5.28 | 3.52 | 0.06 | 0.24 | 78.90 | 0 | |
| #5 | 6 | 13.52 | 4.40 | 4.40 | 0.06 | 0.24 | 52.60 | 26.30 | |
| #6 | 6 | 13.52 | 8.80 | 0 | 0.06 | 0.24 | 39.45 | 39.45 | |
| #7 | 6 | 13.52 | 4.40 | 4.4 | 0.24 | 0.06 | 78.90 | 0 | |
| #8 | 6 | 13.52 | 8.80 | 0 | 0.24 | 0.06 | 52.60 | 26.30 | |
| #9 | 6 | 13.52 | 5.28 | 3.52 | 0.24 | 0.06 | 39.45 | 39.45 | |
| Single-factor experiment | #10 | 12 | 27.04 | 8.80 | 8.80 | 0.30 | 0.30 | 157.80 | 0 |
| #11 | 12 | 27.04 | 8.80 | 8.80 | 0 | 0.60 | 157.80 | 0 | |
| #12 | 12 | 27.04 | 8.80 | 8.80 | 0.60 | 0 | 157.80 | 0 | |
| #13 | 12 | 27.04 | 8.80 | 8.80 | 0.40 | 0.20 | 157.80 | 0 | |
| #14 | 12 | 27.04 | 8.80 | 8.80 | 0.20 | 0.40 | 157.80 | 0 |
| Sample Type | Aging Time (h) | Oven at 60 °C | Oven at 120 °C | ||||
|---|---|---|---|---|---|---|---|
| 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) | 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) | ||
| Pure shellac before modification | 0 | 128.40 | 107.00 | 87.93 | 128.40 | 107.00 | 87.93 |
| 6.0 | 119.58 | 130.25 | 91.53 | 82.10 | 97.05 | 80.80 | |
| 12.0 | 97.40 | 118.15 | 86.73 | 85.80 | 90.88 | 79.55 | |
| 18.0 | 93.70 | 117.70 | 85.20 | 65.40 | 92.25 | 76.95 | |
| 24.0 | 82.60 | 114.95 | 84.15 | 38.58 | 88.78 | 79.88 | |
| 30.0 | 76.65 | 113.50 | 83.23 | 27.28 | 89.15 | 71.08 | |
| 36.0 | 61.65 | 91.23 | 78.50 | 24.73 | 88.05 | 66.50 | |
| Shellac–rosin mixture after modification | 0 | 98.20 | 113.45 | 65.30 | 98.20 | 113.45 | 65.30 |
| 6.0 | 57.98 | 92.90 | 91.13 | 76.88 | 85.95 | 71.68 | |
| 12.0 | 51.13 | 92.80 | 83.00 | 74.85 | 78.53 | 71.55 | |
| 18.0 | 36.40 | 87.58 | 75.13 | 39.78 | 77.35 | 67.25 | |
| 24.0 | 33.00 | 82.03 | 63.30 | 36.80 | 75.53 | 66.30 | |
| 30.0 | 23.53 | 57.50 | 56.73 | 23.08 | 70.20 | 65.53 | |
| Sample | HLB Value of Emulsifier | Solvent (Wethanol:Wdistilled water) | Core Materials (Wshellac:Wrosin) | Rate of Rotating (rpm) | Yield (g) | |
|---|---|---|---|---|---|---|
| Range | #1 | 12.65 | 1:0 | 1:0 | 600 | 4.78 |
| #2 | 12.65 | 2:1 | 1.5:1 | 800 | 4.50 | |
| #3 | 12.65 | 1:1 | 1:1 | 1000 | 5.11 | |
| #4 | 15.08 | 1:0 | 1.5:1 | 1000 | 4.05 | |
| #5 | 15.08 | 2:1 | 1:1 | 600 | 4.55 | |
| #6 | 15.08 | 1:1 | 1:0 | 800 | 4.25 | |
| #7 | 10.22 | 1:0 | 1:1 | 800 | 4.12 | |
| #8 | 10.22 | 2:1 | 1:0 | 1000 | 4.74 | |
| #9 | 10.22 | 1:1 | 1.5:1 | 600 | 4.58 | |
| Mean 1 | 4.797 | 4.317 | 4.590 | 4.637 | ||
| Mean 2 | 4.283 | 4.597 | 4.377 | 4.290 | ||
| Mean 3 | 4.480 | 4.647 | 4.593 | 4.633 | ||
| R | 0.514 | 0.330 | 0.216 | 0.347 | ||
| Variance | Sum of Squared Deviations | 0.402 | 0.190 | 0.092 | 0.238 | |
| Degrees of Freedom | 2 | 2 | 2 | 2 | ||
| Fratio | 4.370 | 2.065 | 1.000 | 2.587 | ||
| Fcritical value | 9.000 | 9.000 | 9.000 | 9.000 | ||
| Significance |
| Sample | HLB Value of Emulsifier | Solvent (Wethanol:Wdistilled water) | Core Materials (Wshellac:Wrosin) | Rate of Rotating (rpm) | Coating Rate (%) | |
|---|---|---|---|---|---|---|
| Range | 1# | 12.65 | 1:0 | 1:0 | 600 | 23.0 |
| 2# | 12.65 | 2:1 | 1.5:1 | 800 | 15.0 | |
| 3# | 12.65 | 1:1 | 1:1 | 1000 | 21.0 | |
| 4# | 15.08 | 1:0 | 1.5:1 | 1000 | 14.0 | |
| 5# | 15.08 | 2:1 | 1:1 | 600 | 19.0 | |
| 6# | 15.08 | 1:1 | 1:0 | 800 | 13.0 | |
| 7# | 10.22 | 1:0 | 1:1 | 800 | 12.0 | |
| 8# | 10.22 | 2:1 | 1:0 | 1000 | 13.0 | |
| 9# | 10.22 | 1:1 | 1.5:1 | 600 | 8.0 | |
| Mean 1 | 19.667 | 16.333 | 16.333 | 16.667 | ||
| Mean 2 | 15.333 | 15.667 | 12.333 | 13.333 | ||
| Mean 3 | 11.000 | 14.000 | 17.333 | 16.000 | ||
| R | 8.667 | 2.333 | 5.000 | 3.334 | ||
| Variance | Sum of Squared Deviations | 112.667 | 8.667 | 42 | 18.667 | |
| Degrees of Freedom | 2 | 2 | 2 | 2 | ||
| Fratio | 13.000 | 1.000 | 4.846 | 2.154 | ||
| Fcritical value | 9.000 | 9.000 | 9.000 | 9.000 | ||
| Significance | * |
| Sample | HLB Value of Emulsifier | Yield (g) | Coating Rate (%) |
|---|---|---|---|
| #10 | 12.65 | 17.96 | 26.44 |
| #11 | 16.7 | 6.89 | 15.56 |
| #12 | 8.6 | 12.52 | 23.16 |
| #13 | 11.3 | 9.89 | 17.89 |
| #14 | 14.0 | 14.56 | 20.21 |
| Sum of Squared Deviations | Degrees of Freedom | Fratio | Fcritical value | Significance | |
|---|---|---|---|---|---|
| Yield | 0.33124 | 1 | 0.032 | 5.317 | |
| Coating rate | 187.14 | 1 | 17.921 | 5.318 | * |
| Microcapsule Type | Microcapsule Content (%) | Elongation at Break of Coating (%) | ||
|---|---|---|---|---|
| Before the Cracking | At the Cracking | 24 h after Cracking | ||
| #10 | 0 | 58.14 | 40.07 | 43.77 |
| 3.0 | 65.58 | 32.58 | 47.03 | |
| 6.0 | 44.60 | 21.59 | 31.47 | |
| 9.0 | 27.86 | 16.28 | 24.64 | |
| 12.0 | 21.57 | 13.67 | 20.08 | |
| 15.0 | 18.08 | 12.22 | 15.32 | |
| #11 | 3.0 | 7.42 | 4.00 | 5.39 |
| 6.0 | 7.45 | 3.10 | 5.55 | |
| 9.0 | 7.00 | 2.85 | 5.84 | |
| 12.0 | 5.59 | 5.00 | 5.14 | |
| 15.0 | 6.75 | 2.01 | 4.37 | |
| #12 | 3.0 | 53.32 | 8.71 | 24.55 |
| 6.0 | 35.00 | 7.21 | 13.84 | |
| 9.0 | 32.56 | 6.61 | 10.65 | |
| 12.0 | 29.46 | 3.65 | 7.40 | |
| 15.0 | 14.71 | 2.91 | 4.97 | |
| #13 | 3.0 | 90.49 | 37.97 | 63.34 |
| 6.0 | 57.32 | 8.66 | 32.44 | |
| 9.0 | 29.30 | 7.02 | 19.85 | |
| 12.0 | 11.89 | 4.27 | 8.82 | |
| 15.0 | 9.15 | 4.34 | 7.92 | |
| #14 | 3.0 | 94.71 | 19.85 | 82.26 |
| 6.0 | 26.35 | 9.06 | 22.14 | |
| 9.0 | 21.13 | 5.87 | 14.65 | |
| 12.0 | 20.52 | 3.74 | 6.12 | |
| 15.0 | 14.84 | 0.92 | 4.40 | |
| Microcapsule Content (%) | Repair Rate of Coating (%) | ||||
|---|---|---|---|---|---|
| Microcapsule Sample #10 | Microcapsule Sample #11 | Microcapsule Sample #12 | Microcapsule Sample #13 | Microcapsule Sample #14 | |
| 0 | 20.49 | 20.49 | 20.49 | 20.49 | 20.49 |
| 3.0 | 43.79 | 40.75 | 35.51 | 48.31 | 83.37 |
| 6.0 | 42.94 | 56.34 | 23.88 | 23.88 | 75.63 |
| 9.0 | 72.22 | 72.12 | 15.55 | 57.58 | 57.56 |
| 12.0 | 81.17 | 23.95 | 14.53 | 59.75 | 14.19 |
| 15.0 | 52.96 | 49.90 | 17.46 | 74.41 | 25.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, Y.; Yan, X. Influence of HLB Value of Emulsifier on the Properties of Microcapsules and Self-Healing Properties of Waterborne Coatings. Polymers 2022, 14, 1304. https://doi.org/10.3390/polym14071304
Tao Y, Yan X. Influence of HLB Value of Emulsifier on the Properties of Microcapsules and Self-Healing Properties of Waterborne Coatings. Polymers. 2022; 14(7):1304. https://doi.org/10.3390/polym14071304
Chicago/Turabian StyleTao, Yu, and Xiaoxing Yan. 2022. "Influence of HLB Value of Emulsifier on the Properties of Microcapsules and Self-Healing Properties of Waterborne Coatings" Polymers 14, no. 7: 1304. https://doi.org/10.3390/polym14071304