
The Influence of Fly Ash on the Foaming Behavior and Flame Retardancy of Polyurethane Grouting Materials

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Modification of FA
2.3. Preparation of PU/FA Composite Foam
2.4. Testing and Characterization
3. Results and Discussion
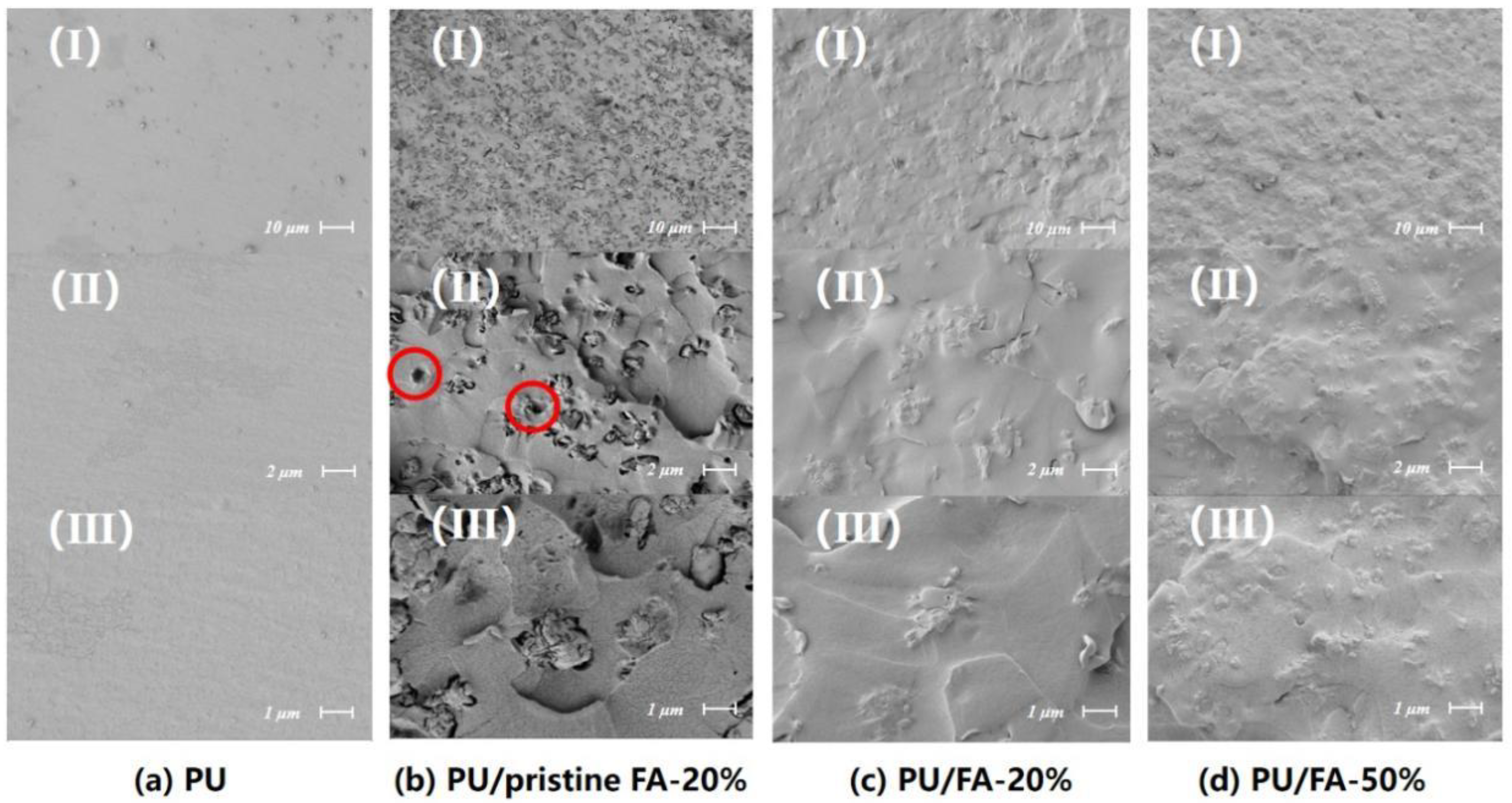
3.1. Structural Analysis of FA and PU/FA Composites
3.2. Effect of FA on the Foaming Behavior of PU/FA Composites
3.2.1. Effect of FA Content
3.2.2. Effects of Ambient Humidity
3.3. Glass Transformation of PU and PU/FA Composites
3.4. Thermal Stability of PU and PU/FA Composites
3.5. Mechanical Properties of PU/FA Composites
3.6. Hydrophobic Analysis of PU/FA Composites
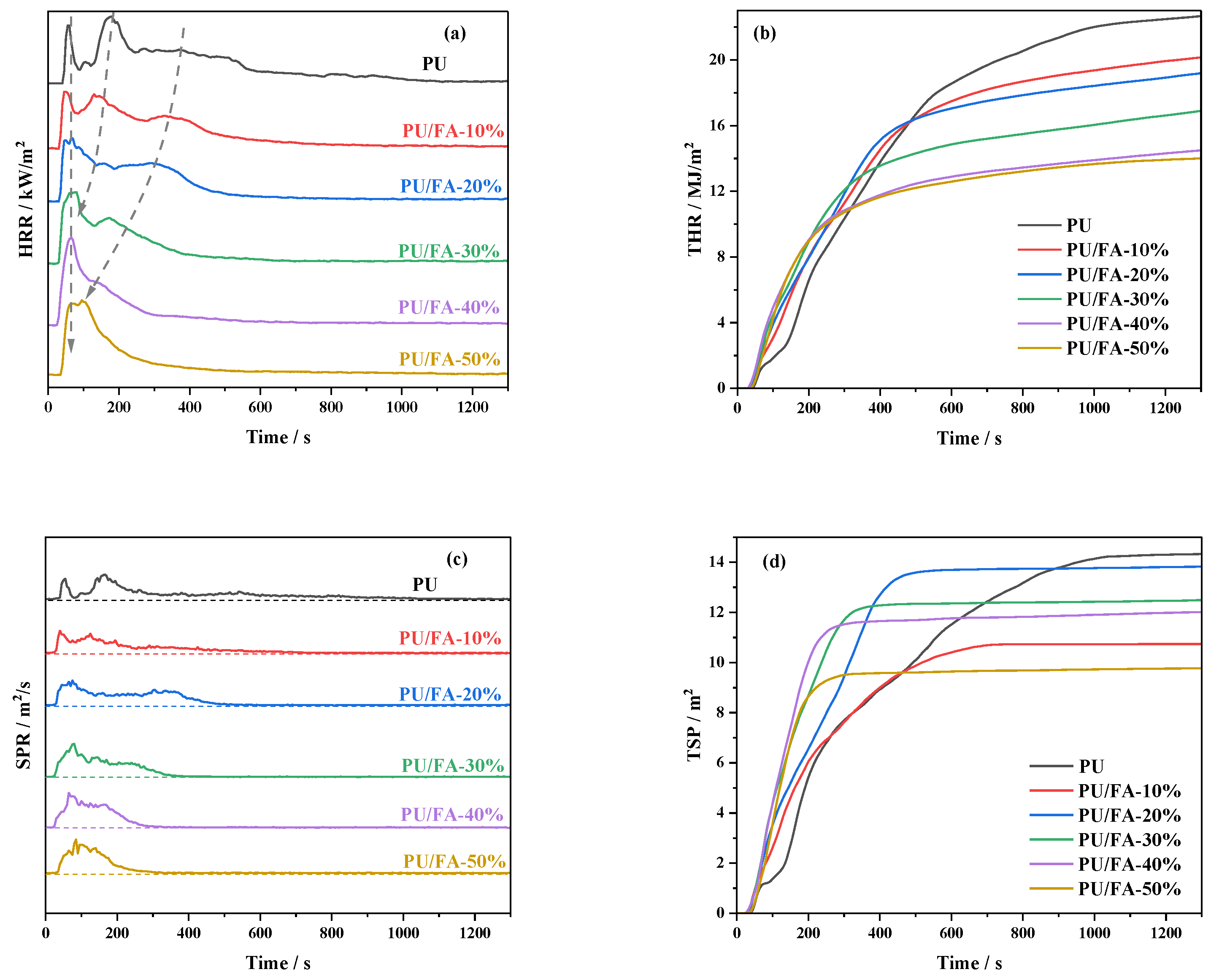
3.7. Flame Retardant Properties of PU/FA Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pascual-Muñoz, P.; Indacoechea-Vega, I.; Zamora-Barraza, D.; Castro-Fresno, D. Experimental analysis of enhanced cement-sand-based geothermal grouting materials. Constr. Build. Mater. 2018, 185, 481–488. [Google Scholar] [CrossRef]
- Yu, X.; Liu, L.; Wang, Y.; Bai, G.; Zhang, Y.; Diab, A. Effects of foaming and drainage behavior on structure and properties of polyurethane/water glass (PU/WG) grouting materials for coal mines. Adv. Civ. Eng. 2021, 2021, 5868654. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, J.; Fu, J.; Ou, X.; Xie, Y.; Dai, Y.; Lei, J. A new clay-cement composite grouting material for tunnelling in underwater karst area. J. Cent. South Univ. 2019, 26, 1863–1873. [Google Scholar] [CrossRef]
- Huang, Z.; Su, Q.; Huang, J.; Dong, M.; Li, D.; Liu, T. Polyurethane grouting materials with different compositions for the treatment of mud pumping in ballastless track subgrade beds: Properties and application effect. Rail. Eng. Sci. 2022, 2022, 1–17. [Google Scholar] [CrossRef]
- Yu, T.; Su, H.; Zhang, X. Study on Influencing Factors of Leakage of Epoxy Resin Grouting. IOP Conf. Ser. Earth Environ. Sci. 2021, 769, 032061. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, R.; Liu, S.; Zhu, Y.; Wang, S.; Wang, J.; Guan, X. Enhanced toughness of ultra-fine sulphoaluminate cement-based hybrid grouting materials by incorporating in-situ polymerization of acrylamide. Constr. Build. Mater. 2021, 292, 123421. [Google Scholar] [CrossRef]
- Sun, Z.; Zhang, J.; Sun, Y. Feasibility of a polymer foaming agent as a grouting material for broken coal masses. Adv. Civ. Eng. 2019, 2019, 9084861. [Google Scholar] [CrossRef]
- Ma, S.; Ma, D. Grouting Material for broken surrounding rock and its mechanical properties of grouting reinforcement. Geotech. Geol. Eng. 2021, 39, 3785–3793. [Google Scholar] [CrossRef]
- Yu, Y.; Zhang, X.; Fang, H.; Du, M.; Shi, M.; Zhang, C.; Pavlík, Z. Experimental study on the mechanical properties of the fiber cement mortar containing polyurethane. Adv. Mater. Sci. Eng. 2021, 2021, 9956897. [Google Scholar]
- Jia, D.; Bao, W.; Jia, Z.; Sun, Q. Preparation and photo-responsive behavior of reversible photochromic polyurethane cement composites. Appl. Phys. A 2020, 126, 373. [Google Scholar] [CrossRef]
- Qin, Z.; Wang, X.; Zhang, L.; Chen, D.; Zhu, S.; Qu, Q. Development of modified grouting material and its application in roadway repair engineering. Geofluids 2021, 2021, 8873542. [Google Scholar]
- Chen, Y.; Li, A.; Yang, D.; Liu, T.; Li, X.; Tang, J.; Jiang, C. Study on the interaction between low-viscosity high-permeability pregrouting sealing material and coal and its application. Adv. Polym. Technol. 2020, 2020, 1217285. [Google Scholar] [CrossRef]
- Han, W.; Wang, X.; Han, L. Study on the optimum grouting materials and their performance in the TBM tunnel collapse reinforcement project. IOP Conf. Ser. Earth Environ. Sci. 2020, 570, 052065. [Google Scholar]
- Zhang, C.; Shuai, B.; Zhang, X.; Hu, X.; Zhang, H.; Jia, Y.; Yang, Z.; Guan, X. Polyurethane/red mud composites with flexibility, stretchability, and flame retardancy for grouting. Polymers 2018, 10, 906. [Google Scholar] [CrossRef] [Green Version]
- Zierold, K.M.; Odoh, C. A review on fly ash from coal-fired power plants: Chemical composition, regulations, and health evidence. Rev. Environ. Health 2020, 35, 401–418. [Google Scholar] [CrossRef]
- Wang, Y.; Luo, S.; Yang, L.; Ding, Y. Microwave curing cement-fly ash blended paste. Constr. Build. Mater. 2021, 282, 122685. [Google Scholar] [CrossRef]
- Nadesan, M.S.; Dinakar, P. Structural concrete using sintered flyash lightweight aggregate: A review. Constr. Build. Mater. 2017, 154, 928–944. [Google Scholar] [CrossRef]
- Thanikachalam, J.; Ganesh, N. Exploration of properties of meat waste incinerated fly ash / cement / sand dust associated fly ash bricks. IOP Conf. Ser. Mater. Sci. Eng. 2020, 923, 012040. [Google Scholar] [CrossRef]
- Rutkowska, G.; Wichowski, P.; Fronczyk, J.; Franus, M.; Chalecki, M. Use of fly ashes from municipal sewage sludge combustion in production of ash concretes. Constr. Build. Mater. 2018, 188, 874–883. [Google Scholar] [CrossRef]
- Kozub, B.; Bazan, P.; Mierzwiński, D.; Korniejenko, K. Fly-Ash-Based geopolymers reinforced by melamine fibers. Materials 2021, 14, 400. [Google Scholar] [CrossRef]
- Khoshnoud, P.; Wolgamott, J.C.; Abu-Zahra, N. Evaluating recyclability of fly ash reinforced polyvinyl chloride foams. J. Vinyl Addit. Technol. 2018, 24, 154–161. [Google Scholar] [CrossRef]
- Kuznia, M.; Magiera, A.; Zygmunt-Kowalska, B.; Kaczorek-Chrobak, K.; Pielichowska, K.; Szatkowski, P.; Benko, A.; Ziabka, M.; Jerzak, W. Fly ash as an eco-friendly filler for rigid polyurethane foams modification. Materials 2021, 14, 6604. [Google Scholar] [CrossRef]
- Qin, C.; Lu, W.; He, Z.; Qi, G.; Li, J.; Hu, X. Effect of silane treatment on mechanical properties of polyurethane/mesoscopic fly ash composites. Polymers 2019, 11, 741. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, Q.; Liu, C.; Zhou, K.; Xuan, X.; Shi, C. Synergistic effect between solid wastes and intumescent flame retardant on flammability and smoke suppression of thermoplastic polyurethane composites. Polym. Adv. Technol. 2019, 31, 4–14. [Google Scholar] [CrossRef]
- Tang, Y.; Guo, P. Experimental investigation on spontaneous combustion of coal affected by exothermic reaction of polyurethane in underground coal mines. J. Therm. Anal. Calorim. 2020, 147, 337–346. [Google Scholar] [CrossRef]
- Hejna, A.; Kopczyńska, M.; Kozłowska, U.; Klein, M.; Kosmela, P.; Piszczyk, Ł. Foamed polyurethane composites with different types of ash-morphological, mechanical and thermal behavior assessments. Cell. Polym. 2016, 35, 287–308. [Google Scholar] [CrossRef]
- Akkoyun, M.A.S. Blast furnace slag or fly ash filled rigid polyurethane composite foams: A comprehensive investigation. J. Appl. Polym. Sci. 2018, 136, 47433. [Google Scholar] [CrossRef]
- Lian, X.; Mou, W.; Kuang, T.; Liu, X.; Zhang, S.; Li, F.; Liu, T.; Peng, X. Synergetic effect of nanoclay and nano-CaCO3 hybrid filler systems on the foaming properties and cellular structure of polystyrene nanocomposite foams using supercritical CO2. Cell. Polym. 2020, 39, 185–202. [Google Scholar] [CrossRef]
- Yousefi Oderji, S.; Chen, B.; Jaffar, S.T.A. Effects of relative humidity on the properties of fly ash-based geopolymers. Constr. Build. Mater. 2017, 153, 268–273. [Google Scholar] [CrossRef]
- Zhuo, H.; Mei, Z.; Chen, H.; Chen, S. Chemically-crosslinked zwitterionic polyurethanes with excellent thermally-induced multi-shape memory effect and moisture-induced shape memory effect. Polymer 2018, 148, 119–126. [Google Scholar] [CrossRef]
- Kuznia, M.; Magiera, A.; Pielichowska, K.; Ziabka, M.; Benko, A.; Szatkowski, P.; Jerzak, W. Fluidized bed combustion fly ash as filler in composite polyurethane materials. Waste Manag. 2019, 92, 115–123. [Google Scholar] [CrossRef] [PubMed]
- Yuan, Y.; Ma, C.; Shi, Y.; Song, L.; Hu, Y.; Hu, W. Highly-efficient reinforcement and flame retardancy of rigid polyurethane foam with phosphorus-containing additive and nitrogen-containing compound. Mater. Chem. Phys. 2018, 211, 42–53. [Google Scholar] [CrossRef]
- Tarakcılar, A.R. The effects of intumescent flame retardant including ammonium polyphosphate/pentaerythritol and fly ash fillers on the physicomechanical properties of rigid polyurethane foams. J. Appl. Polym. Sci. 2011, 120, 2095–2102. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, L.; Liu, H.; He, S.; Liu, X.; Liu, W.; Huang, M.; Zhu, C. Polyurethane as smart biocoatings: Effects of hard segments on phase structures and properties. Prog. Org. Coat. 2021, 150, 106000. [Google Scholar] [CrossRef]
- Hilyard, N.C. Low Density Cellular Plastics Physical Basis of Behaviour; Chapman and Hall: London, UK, 1994; pp. 1–20. [Google Scholar]
- Fritzsche, J.; Peuker, U.A. Particle adhesion on highly rough hydrophobic surfaces: The distribution of interaction mechanisms. Colloids Surf. A 2014, 459, 166–171. [Google Scholar] [CrossRef]
- Zabielska-Adamska, K. Hydraulic conductivity of fly ash as a barrier material: Some problems in determination. Environ. Earth Sci. 2020, 79, 321. [Google Scholar] [CrossRef]
- Usta, N. Investigation of fire behavior of rigid polyurethane foams containing fly ash and intumescent flame retardant by using a cone calorimeter. J. Appl. Polym. Sci. 2012, 124, 3372–3382. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | RT-204/% | RT-305/% | PM-200/% | FA/% |
|---|---|---|---|---|
| PU | 16.9 | 30.1 | 53.0 | 0 |
| PU/FA-10% | 15.2 | 27.1 | 47.7 | 10 |
| PU/pristine FA-20% | 13.5 | 24.1 | 42.4 | 20 |
| PU/FA-20% | 13.5 | 24.1 | 42.4 | 20 |
| PU/FA-30% | 11.8 | 21.1 | 37.1 | 30 |
| PU/FA-40% | 10.1 | 18.1 | 31.8 | 40 |
| PU/FA-50% | 8.4 | 15.1 | 26.5 | 50 |
| Sample Name | T5%/°C | T1/°C | R1/%/Max | T2/°C | R2/%/Max |
|---|---|---|---|---|---|
| PU | 312.32 ± 2.16 | 346.40 ± 9.22 | −25.016 ± 4.53 | 484.03 ± 5.89 | −2.103 ± 0.24 |
| PU/FA-10% | 310.54 ± 2.70 | 347.85 ± 5.01 | −15.761 ± 4.96 | 483.20 ± 1.90 | −2.069 ± 0.18 |
| PU/FA-20% | 313.60 ± 3.57 | 344.99 ± 2.55 | −10.435 ± 0.89 | 487.02 ± 3.62 | −1.662 ± 0.41 |
| PU/FA-30% | 313.51 ± 1.03 | 346.58 ± 2.14 | −8.535 ± 0.49 | 479.79 ± 7.62 | −1.444 ± 0.40 |
| PU/FA-40% | 318.91 ± 1.08 | 349.47 ± 3.39 | −7.468 ± 0.38 | 478.76 ± 9.11 | −1.118 ± 0.28 |
| PU/FA-50% | 320.74 ± 2.41 | 353.59 ± 4.14 | −7.423 ± 0.33 |
| Sample Name | TTF/s | AHRR/kW/m2 | THR/MJ/m2 | TSP/m2 |
|---|---|---|---|---|
| PU | 1087 | 87.16 | 22.67 | 14.31 |
| PU/FA-10% | 790 | 77.49 | 20.15 | 10.71 |
| PU/FA-20% | 660 | 73.79 | 19.19 | 13.81 |
| PU/FA-30% | 605 | 64.96 | 16.90 | 12.48 |
| PU/FA-40% | 477 | 55.72 | 14.49 | 12.01 |
| PU/FA-50% | 481 | 53.88 | 14.01 | 9.77 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Liu, W.; Yang, K.; Yu, W.; Zhu, F.; Zheng, Q. The Influence of Fly Ash on the Foaming Behavior and Flame Retardancy of Polyurethane Grouting Materials. Polymers 2022, 14, 1113. https://doi.org/10.3390/polym14061113
Zhang S, Liu W, Yang K, Yu W, Zhu F, Zheng Q. The Influence of Fly Ash on the Foaming Behavior and Flame Retardancy of Polyurethane Grouting Materials. Polymers. 2022; 14(6):1113. https://doi.org/10.3390/polym14061113
Chicago/Turabian StyleZhang, Sitong, Wenying Liu, Kaijie Yang, Wenwen Yu, Fengbo Zhu, and Qiang Zheng. 2022. "The Influence of Fly Ash on the Foaming Behavior and Flame Retardancy of Polyurethane Grouting Materials" Polymers 14, no. 6: 1113. https://doi.org/10.3390/polym14061113