
Chemical Recycling of Vacuum-Infused Thermoplastic Acrylate-Based Composites Reinforced by Basalt Fabrics


 , , ,
, , ,
Abstract
:1. Introduction
1.1. Thermoplastic Composite Materials in the Automotive Industry
1.2. Fiber Reinforced Composites Recycling Techniques
1.3. Chemical Recycling of Acrylate-Based Composites
1.4. The Use of Ultrasounds as Processing Aids for Solvolysis
2. Materials and Methods
2.1. Materials
2.2. Composites Processing
2.3. Dissolution Parameters
2.4. Characterization Techniques
2.4.1. Determination of Fiber and Residual Resin Contents
2.4.2. Physicochemical Characterization of Recovered Resin after Dissolution
Fourier Transform InfraRed Spectrometry
Gel Permeation Chromatography
2.4.3. Fabrics and Composites Observations through Scanning Electron Microscopy and Porosity Measurements
2.4.4. Static and Dynamic Mechanical Characterization of Composite Materials
Mechanical Tensile Test
Dynamic Mechanical Analysis
3. Results and Discussion
3.1. Dissolution Kinetics
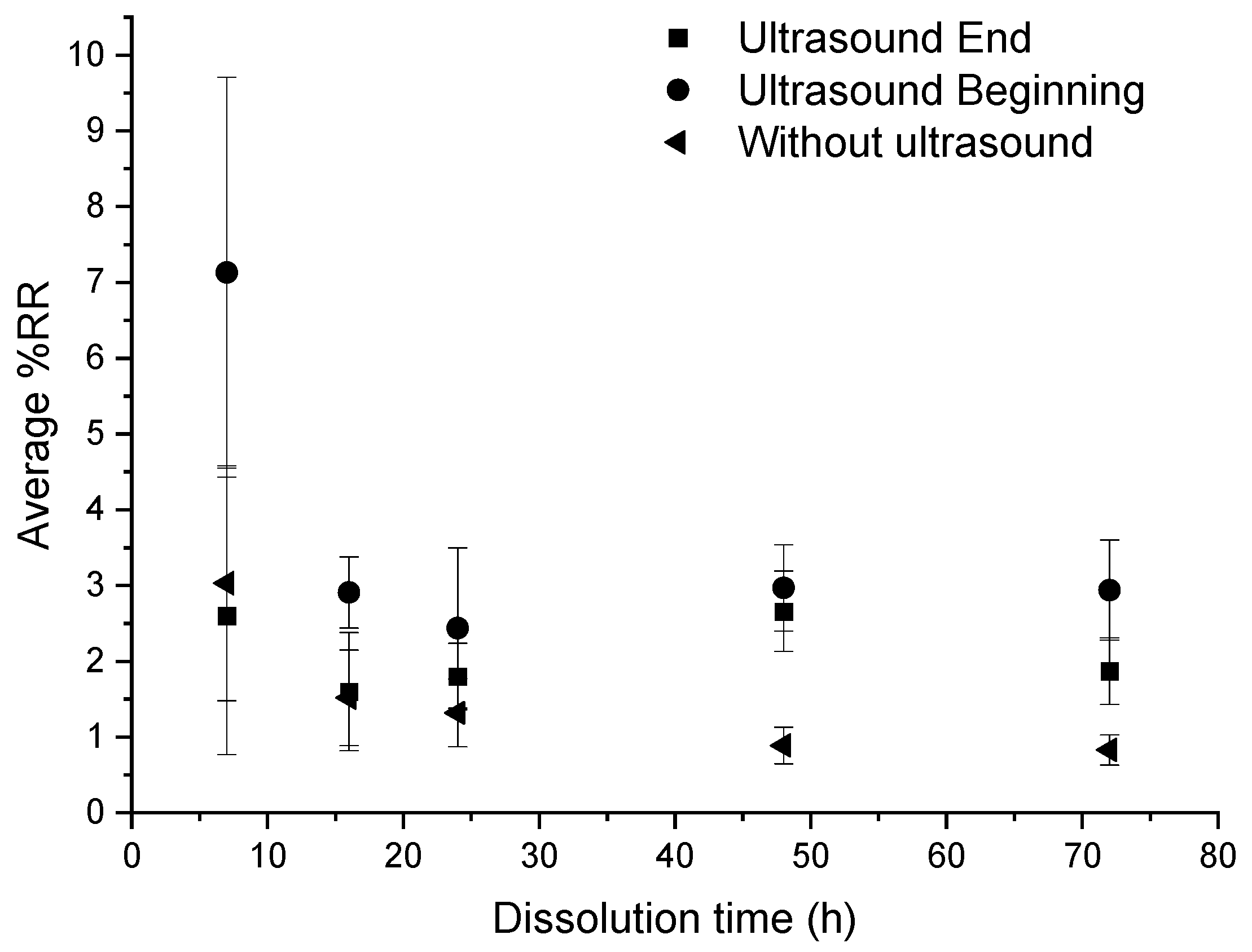
3.1.1. Influence of an Ultrasonic Stirring Application
3.1.2. Influence of the “Composite:Acetone” Ratio
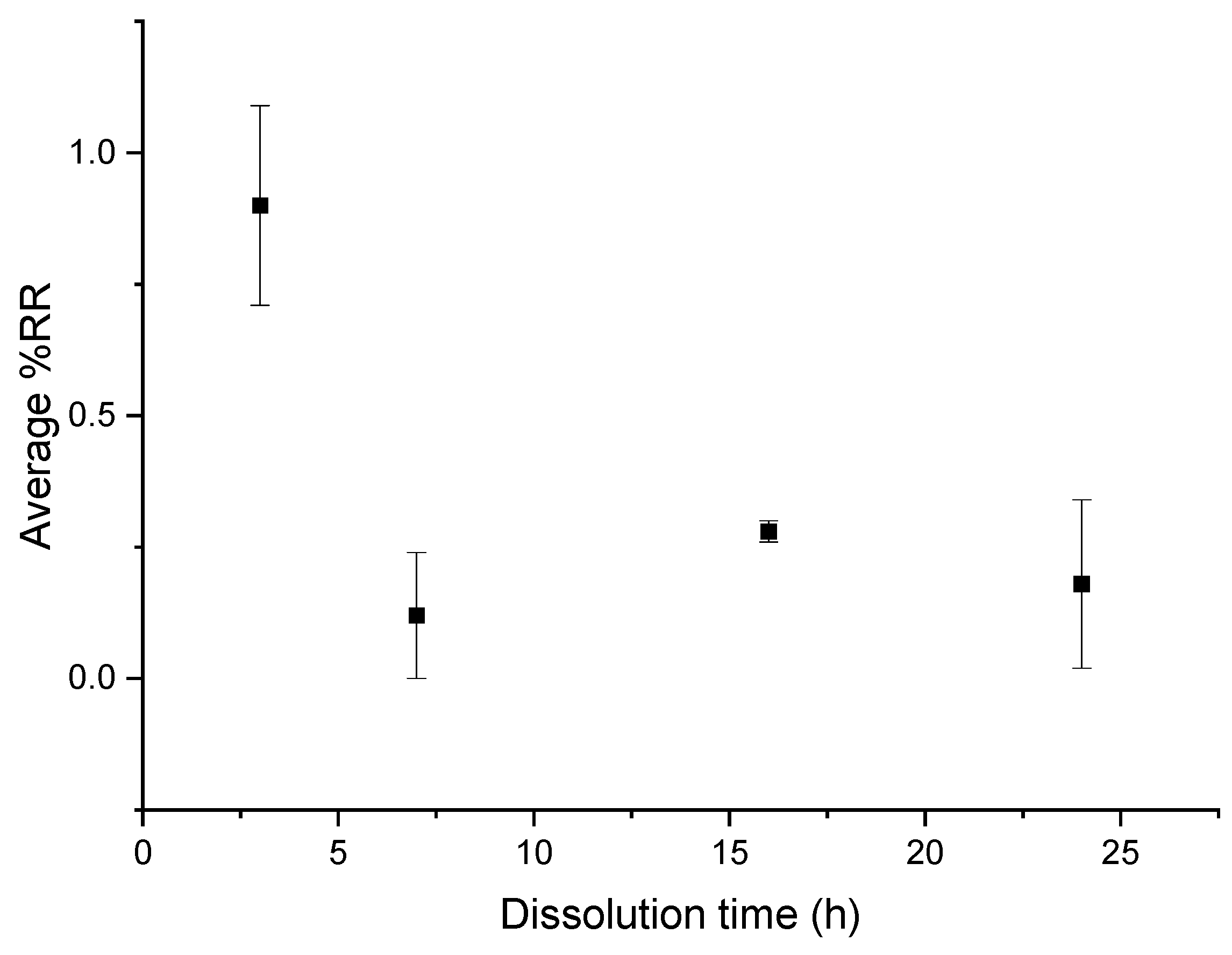
3.1.3. Influence of the Mechanical Stirring
3.1.4. Summary of Dissolution Experiments
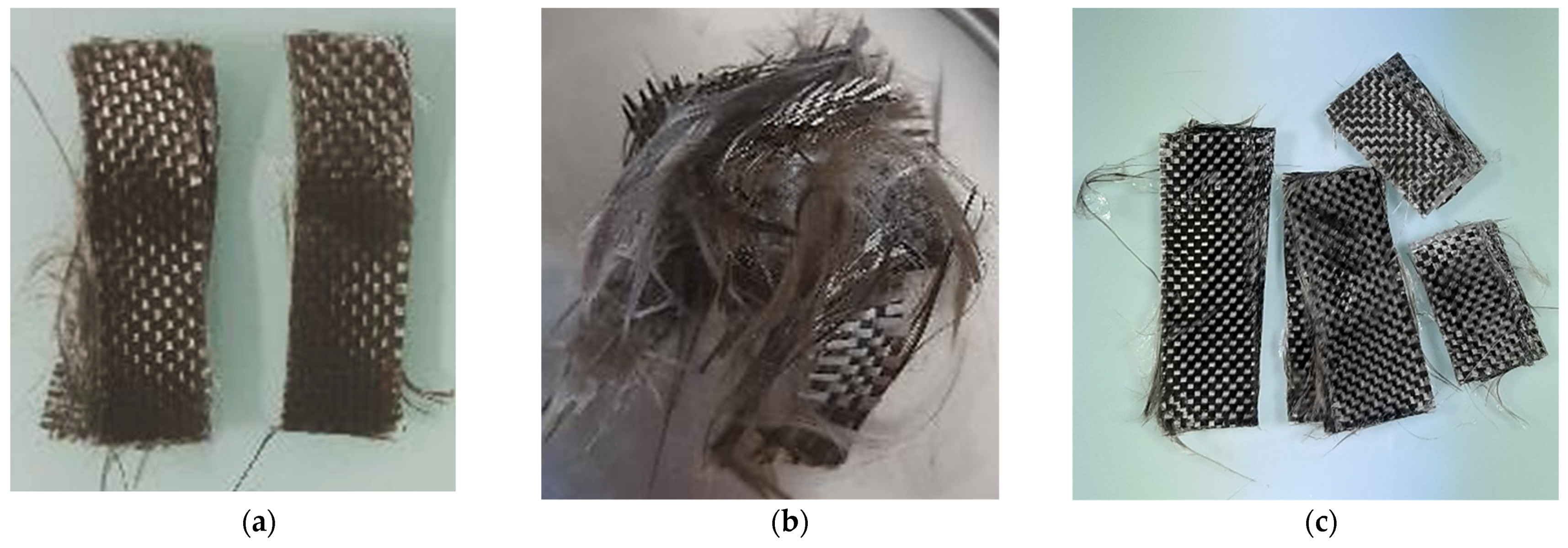
3.2. Characterization of the Recovered Basalt Fibers
3.2.1. SEM Observations of Recovered Basalt Fabrics
3.2.2. Residual Resin Rate on Basalt Fabrics
3.3. Characterizations of Recovered Resin
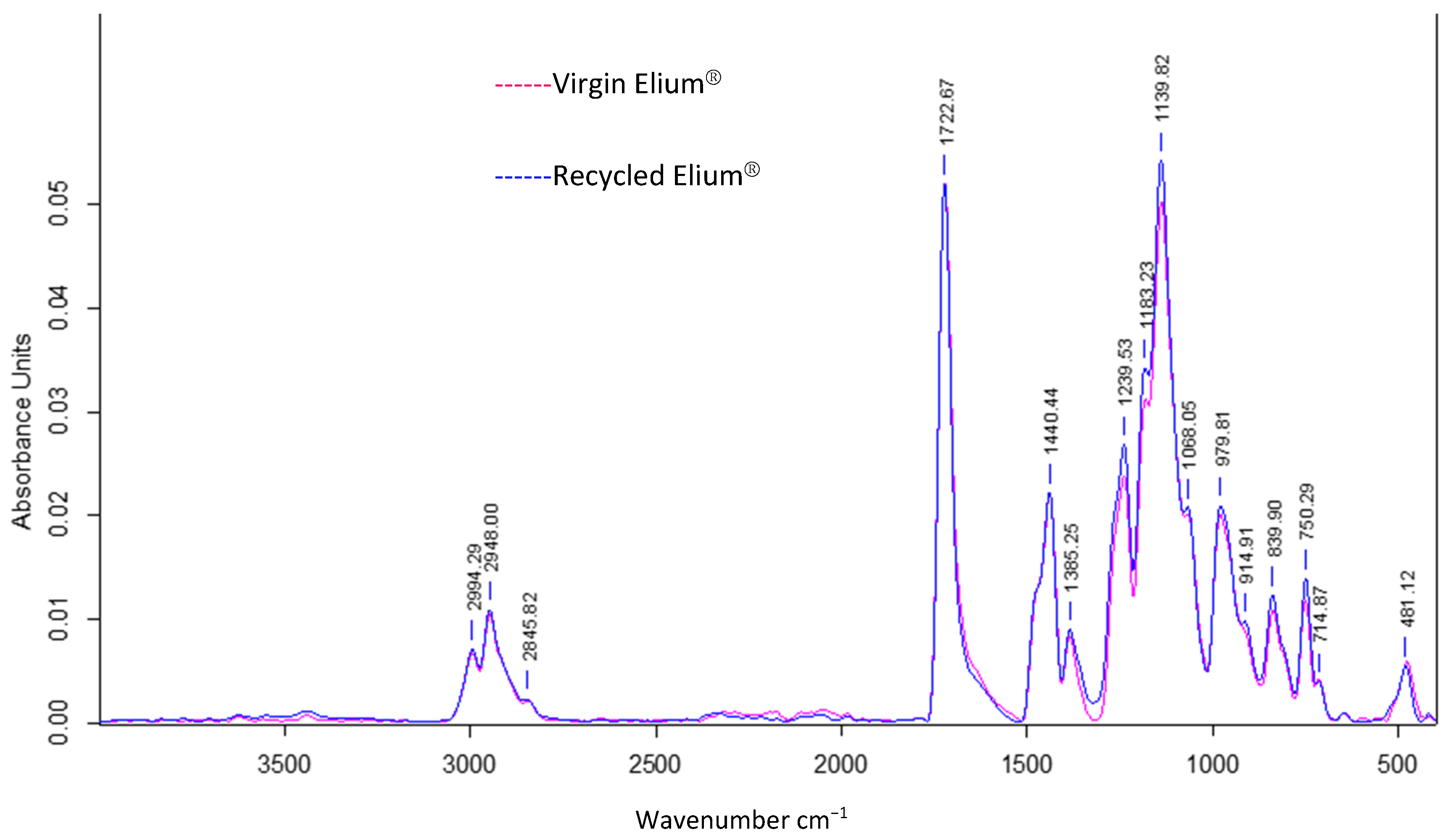
3.3.1. ATR FTIR
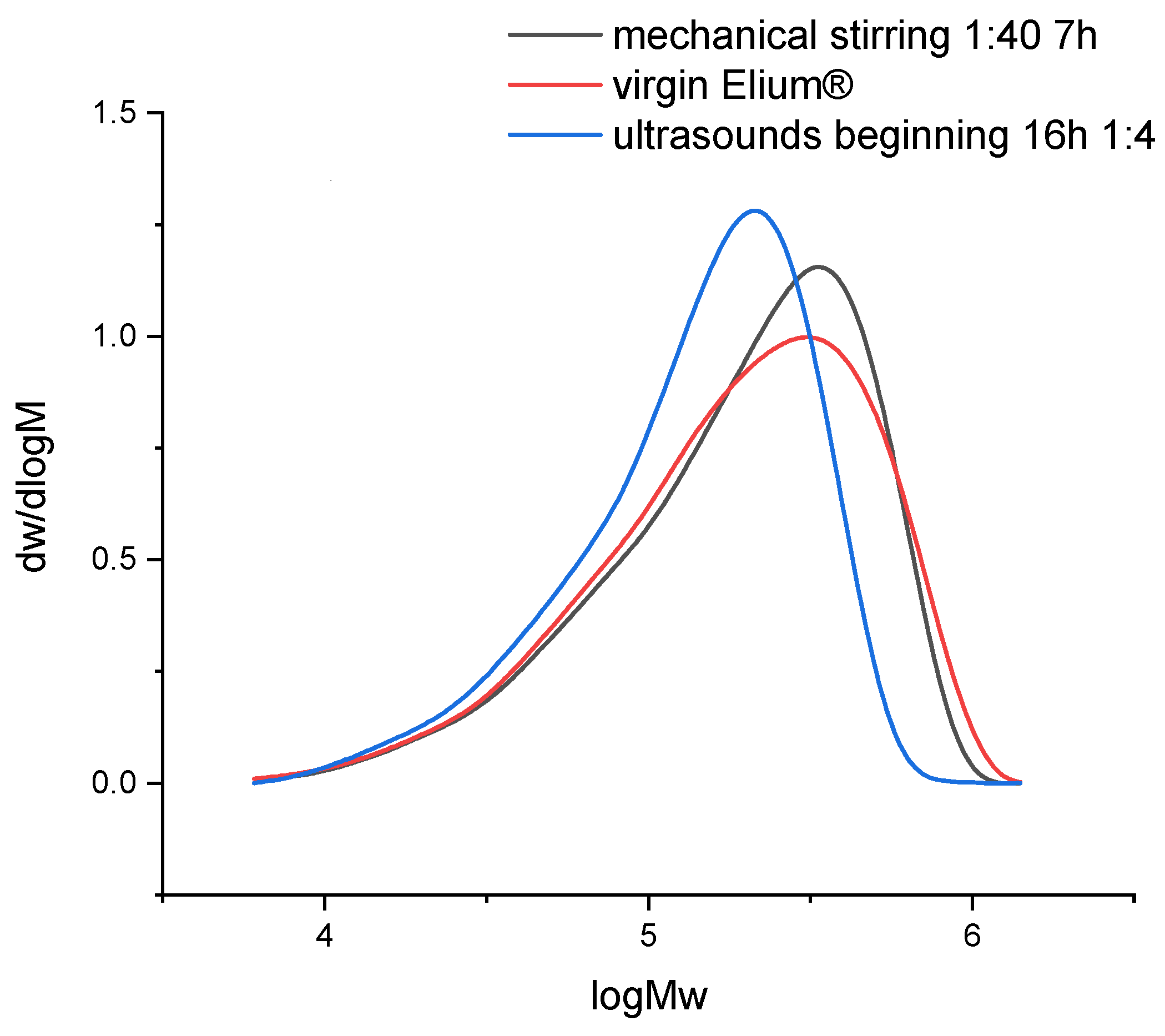
3.3.2. SEC
3.4. Mechanical Properties of Second-Generation Composites
3.4.1. Static Tensile Tests
3.4.2. Dynamic Mechanical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- JEC Composites. Available online: https://www.jeccomposites.com/press/le-jec-observer-une-vision-globale-du-marche-des-composites/ (accessed on 11 October 2021).
- EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A02019R0631-20211202 (accessed on 27 December 2021).
- Komornicki, J.; Bax, L.; Vasiliadis, H.; Ong, K. Polymer composites for automotive sustainability. Innov. Manager SusChem Secr. 2015. [Google Scholar]
- Marmol, G.; Ferreira, D.P.; Fangueiro, R. 24—Automotive and construction applications of fiber reinforced composites. In Woodhead Publishing Series in Composites Science and Engineering, Fiber Reinforced Composites; Joseph, K., Oksman, K., George, G., Wilson, R., Appukuttan, S., Eds.; Woodhead Publishing: Sawston, UK, 2021; pp. 785–819. [Google Scholar]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fiber and its composites. Compos. Part B 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Galindo, B.; Ruiz, R.; Ulldemolins, G.; Losada, C. Development of long fiber thermoplastic composites for industrial applications. Reinf. Plast. 2021. [Google Scholar] [CrossRef]
- Balaji, K.V.; Shirvanimoghaddam, K.; Rajan, G.S.; Ellis, A.V.; Naebe, M. Surface treatment of Basalt fiber for use in automotive composites. Mater. Today Chem. 2020, 17, 100334. [Google Scholar]
- Mallick, P.K. 5—Thermoplastics and thermoplastic–matrix composites for lightweight automotive structures. In Woodhead Publishing Series in Composites Science and Engineering, Materials, Design and Manufacturing for Lightweight Vehicles; Mallick, P.K., Ed.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 174–207. [Google Scholar]
- Gaumond, B. Compréhension des Interfaces/Interphases Formées dans les Composites PPS/Fibres de Carbone et PPS/Fibres de Basalte Réalisés à Partir de Mèches Comélées et Retordues. Matériaux. Ph.D. Thesis, Université de Lyon, Lyon, France, 2020. [Google Scholar]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Evchuk, I.Y.; Musii, R.I.; Makitra, R.G.; Pristanskii, R.E. Solubility of Polymethyl Methacrylate in Organic Solvents. Russ. J. Appl. Chem. 2005, 78, 1576–1580. [Google Scholar] [CrossRef]
- Tschentscher, C.; Gebhardt, M.; Chakraborty, S.; Meiners, D. Recycling of Elium CFRPs for high temperature dissolution: A study with different solvents. In Proceedings of the Symposium Materialtechnik, Clausthal-Zellerfeld, Germany, 25–26 February 2021. [Google Scholar]
- Gebhardt, M.; Chakraborty, S.; Manolakis, I.; Meiners, D. Recycling of CFRP composites based on a thermoplastic matrix (Elium 150) which can be infused and cured at room temperature—Recovery of the matrix by dissolution processes and testing of fibre damage by means of SEM and single fibre tensile tests. In Proceedings of the Forschungsfeldkolloquium 2020 Forschungsfeld Rohstoffsicherung und Ressourceneffizienz, Clausthal-Zellerfeld, Germany, June 2020. [Google Scholar]
- Adherent-Technologies. Available online: http://www.adherent-tech.com/recycling_technologies (accessed on 12 January 2022).
- Gosau, J.-M.; Wesley, T.F.; Allred, R. Integrated Composite Recycling Process. In Proceedings of the 38th SAMPE Technical Conference, Dallas, TX, USA, 7–9 November 2006. [Google Scholar]
- Morin, C.; Loppinet-Serani, A.; Cansell, F.; Aymonier, C. Near- and supercritical solvolysis of carbon fibre reinforced polymers (CFRPs) for recycling carbon fibres as a valuable resource: State of the art. J. Supercrit. Fluids 2012, 66, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Baudu, C. Device for Treating a Solid Composite Material by Solvolysis with a View to Extracting Fibres from the Treated Material, Issued 16 October 2014. Available online: https://patentscope.wipo.int/search/en/detail.jsf?docId=WO2014166962 (accessed on 20 June 2021).
- Nakagawa, T.; Itoh, T.; Hidaka, M.; Urabe, T.; Yoshimura, T. Enhanced and Horizontal Recycling Technology of FRP Using Sub-Critical Water. J. Netw. Polym. 2008, 29, 158–165. [Google Scholar]
- Das, M.; Varughese, S. A Novel Sonochemical Approach for Enhanced Recovery of Carbon Fiber from CFRP Waste Using Mild Acid–Peroxide Mixture. ACS Sustain. Chem. Eng. 2016, 4, 2080–2087. [Google Scholar] [CrossRef]
- Desai, V.; Shenoy, M.A.; Gogate, P.R. Degradation of polypropylene using ultrasound-induced acoustic cavitation. Chem. Eng. J. 2008, 140, 483–487. [Google Scholar] [CrossRef]
- Daraboina, N.; Madras, G. Kinetics of the ultrasonic degradation of poly (alkyl methacrylates). Ultrason. Sonochemistry 2009, 16, 273–279. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.K.; Pei, J.J.; Ma, H.L.; Wang, Z.B. Effects of ultrasound on molecular properties, structure, chain conformation and degradation kinetics of carboxylic curdlan. Carbohydr. Polym. 2015, 121, 64–70. [Google Scholar] [CrossRef] [PubMed]
- Miller-Chou, B.A.; Koenig, J.L. A review of polymer dissolution. Prog. Polym. Sci. 2003, 28, 1223–1270. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Conditions |
|---|---|
| Samples dimension | 6 cm × 10 cm or 13.5 cm × 3.5 cm |
| Container | 1 or 2 L reactor |
| Solvent | Acetone 99.9% purity |
| “Composite:solvent” ratio | 1:4, 1:10, 1:40 |
| Dissolution time | 7, 16, 24, 48, 72 h |
| Temperature | 25 °C |
| Mechanical agitation | Pale notched, 60 rpm |
| Ultrasounds | 3 min applied at the beginning or end of dissolution |
| Mn (g/mol) | Mw (g/mol) | PD | |
|---|---|---|---|
| Ultrasounds at the beginning acetone 1:4 16 h | 67,790 | 189,140 | 2.8 |
| Mechanical stirring acetone 1:40 7 h | 61,890 | 217,440 | 3.5 |
| Virgin Elium® | 85,600 | 213,200 | 2.5 |
| Modulus (GPa) | Stress (MPa) | Porosity (%) | Fiber Weight Fraction (%) | |
|---|---|---|---|---|
| 1st generation | 19.9 ± 2.7 | 508.0 ± 34.8 | 8.6 ± 5.9 | 71.4 ± 1.0 |
| 2nd generation: mechanical stirring | 24.4 ± 4.7 | 586.8 ± 22.1 | 4.2 ± 2.7 | 71.4 ± 0.4 |
| 2nd generation: ultrasounds at beginning | 20.6 ± 2.4 | 474.3 ± 24.5 | 2.9 ± 2.0 | 67.1 ± 0.8 |
| 1st Generation | 2nd Generation Mechanical Stirring | 2nd Generation: Ultrasounds | |
|---|---|---|---|
| E’40 (GPa) | 19.87 ± 1.87 | 18.99 ± 0.27 | 16.25 ± 1.18 |
| E’160 (GPa) | 4.25 ± 0.69 | 6.30 ± 0.35 | 3.03 ± 0.20 |
| tan d1 | / | 0.13 ± 0.01 | / |
| T1 (°C) | / | 122.30 ± 1.45 | / |
| dα | 0.32 ± 0.01 | 0.21 ± 0.02 | 0.40 ± 0.03 |
| Tα (°C) | 139.27 ± 2.12 | 151.11 ± 1.16 | 138.81 ± 4.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meyer zu Reckendorf, I.; Sahki, A.; Perrin, D.; Lacoste, C.; Bergeret, A.; Ohayon, A.; Morand, K. Chemical Recycling of Vacuum-Infused Thermoplastic Acrylate-Based Composites Reinforced by Basalt Fabrics. Polymers 2022, 14, 1083. https://doi.org/10.3390/polym14061083
Meyer zu Reckendorf I, Sahki A, Perrin D, Lacoste C, Bergeret A, Ohayon A, Morand K. Chemical Recycling of Vacuum-Infused Thermoplastic Acrylate-Based Composites Reinforced by Basalt Fabrics. Polymers. 2022; 14(6):1083. https://doi.org/10.3390/polym14061083
Chicago/Turabian StyleMeyer zu Reckendorf, Inès, Amel Sahki, Didier Perrin, Clément Lacoste, Anne Bergeret, Avigaël Ohayon, and Karynn Morand. 2022. "Chemical Recycling of Vacuum-Infused Thermoplastic Acrylate-Based Composites Reinforced by Basalt Fabrics" Polymers 14, no. 6: 1083. https://doi.org/10.3390/polym14061083