
Formation and Investigation of Mechanical, Thermal, Optical and Wetting Properties of Melt-Spun Multifilament Poly(lactic acid) Yarns with Added Rosins


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Pine Rosin Solution in Ethanol
2.3. Modification of PLA Granules with Pine Rosin
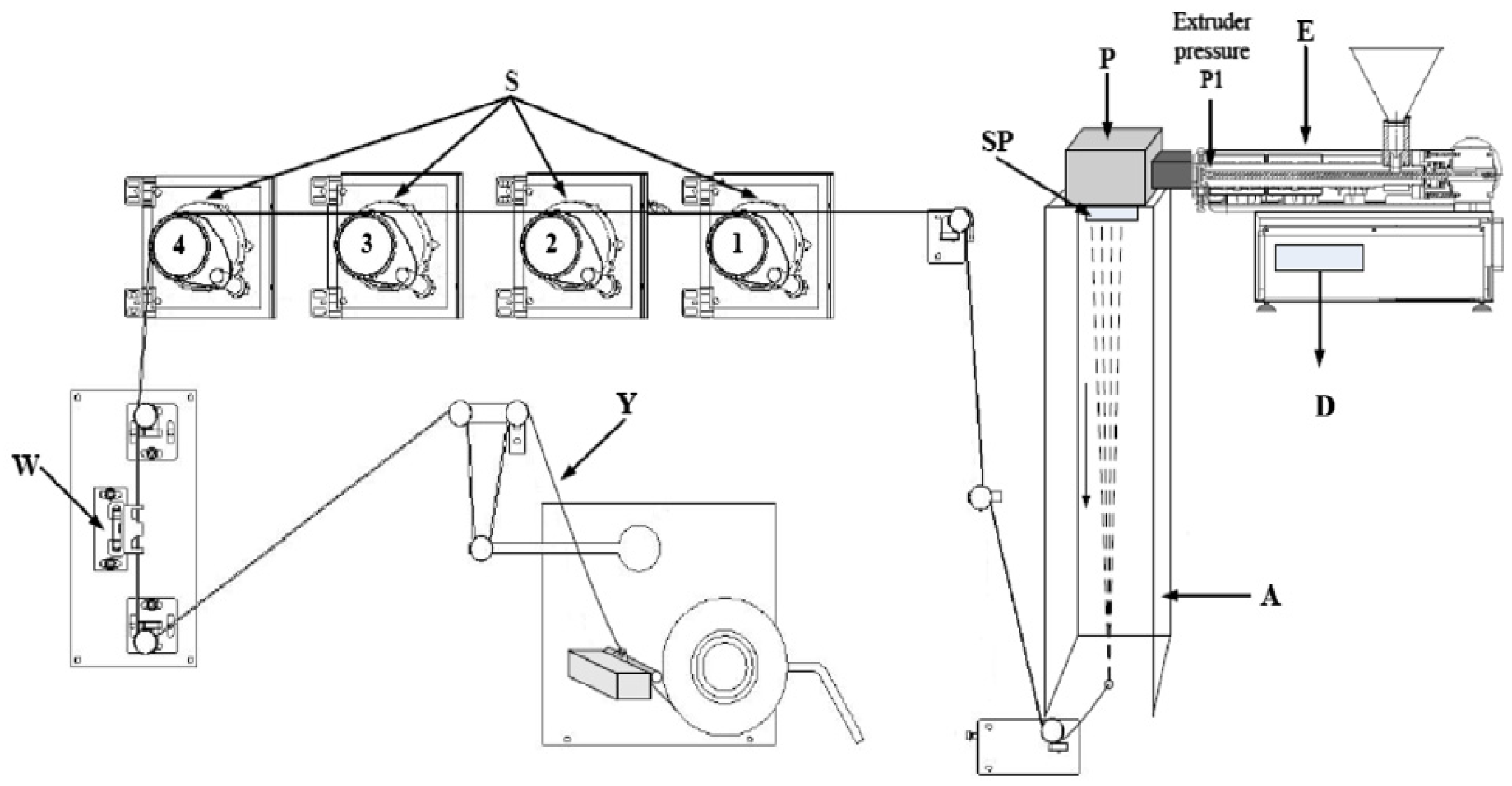
2.4. Melt-Spinning of PLA Multifilament Yarns
2.5. Linear Density of Yarns
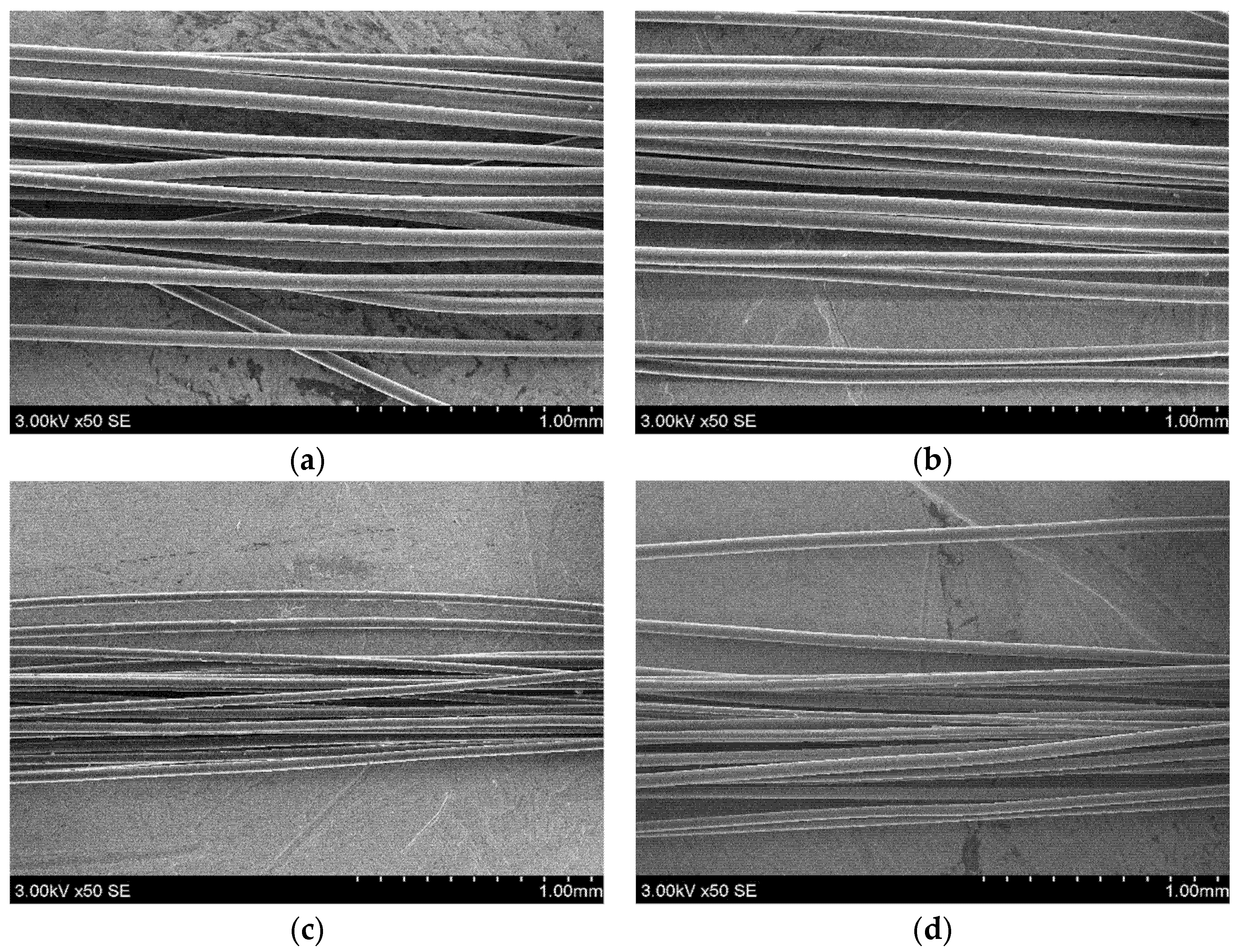
2.6. Structure of PLA Multifilament Yarns
2.7. Mechanical Properties of PLA Multifilament Yarns
2.8. Optical Properties of PLA Multifilament Yarns
2.9. Thermal Behavior of PLA Multifilament Yarns
2.10. Chemical Interactions between PLA and Rosin
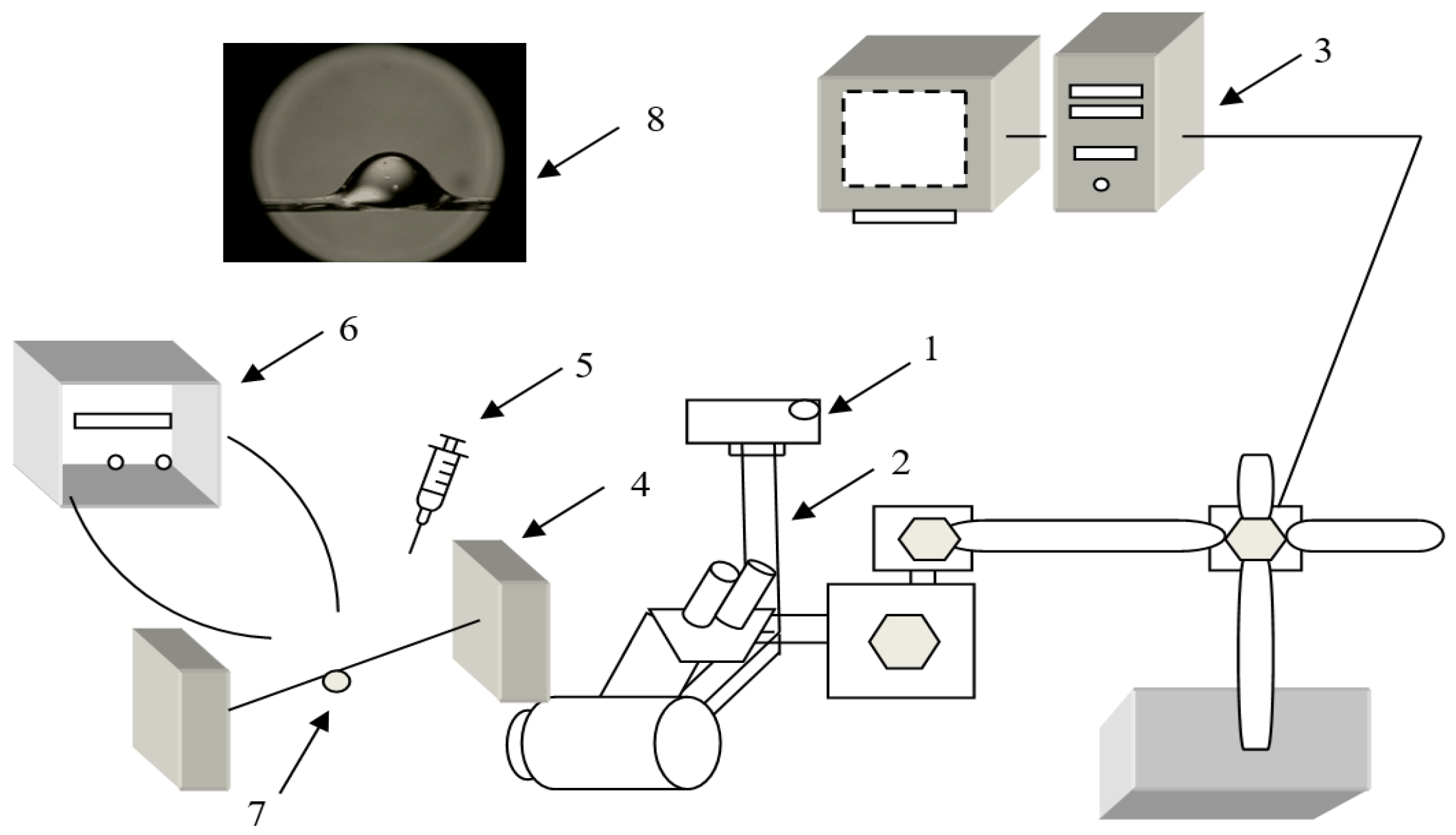
2.11. Liquid Contact Angle (CA) of PLA/Rosin Multifilament Surface Analysis
2.12. Statistical Analysis
3. Results and Discussion
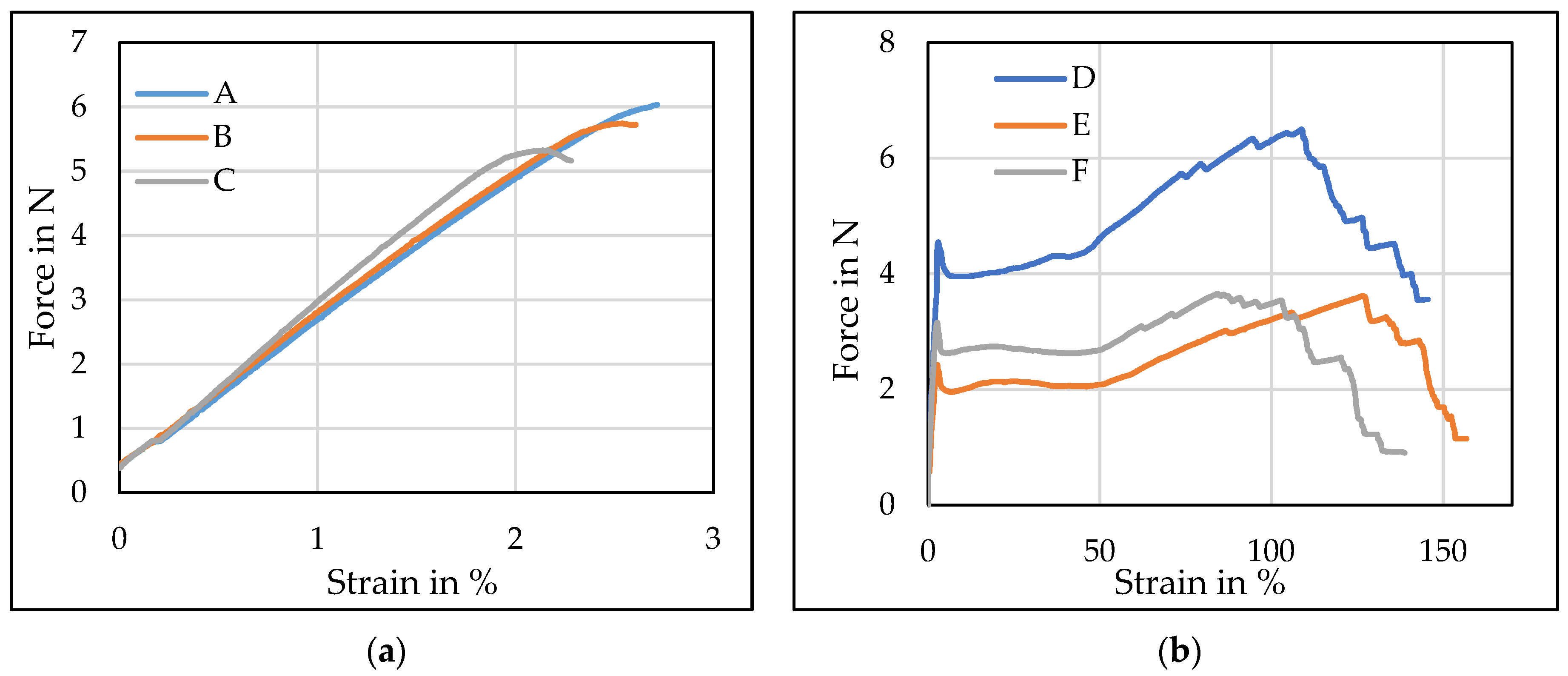
3.1. The Influence of Rosin on the Linear Density and Mechanical Properties
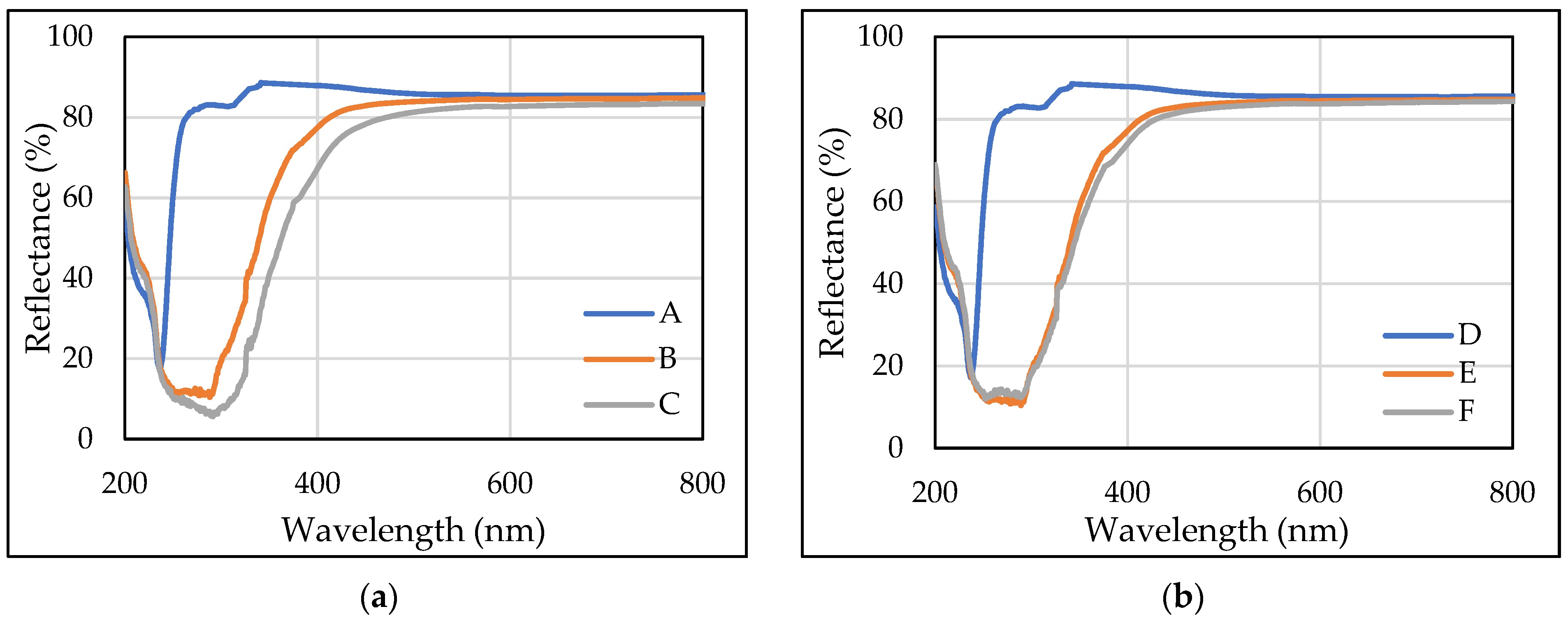
3.2. Optical Analysis of Melt-Spun Multifilament Yarns
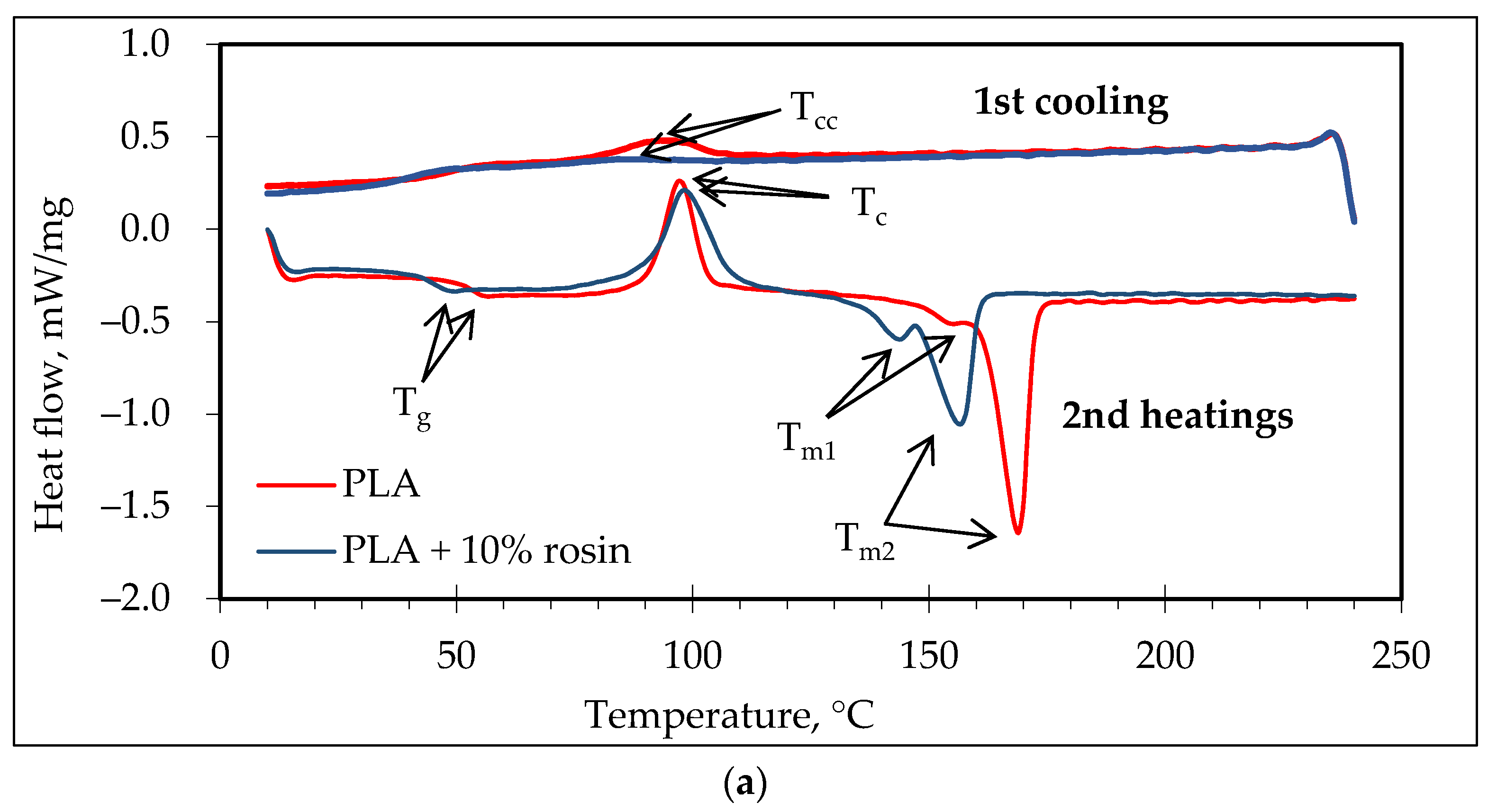
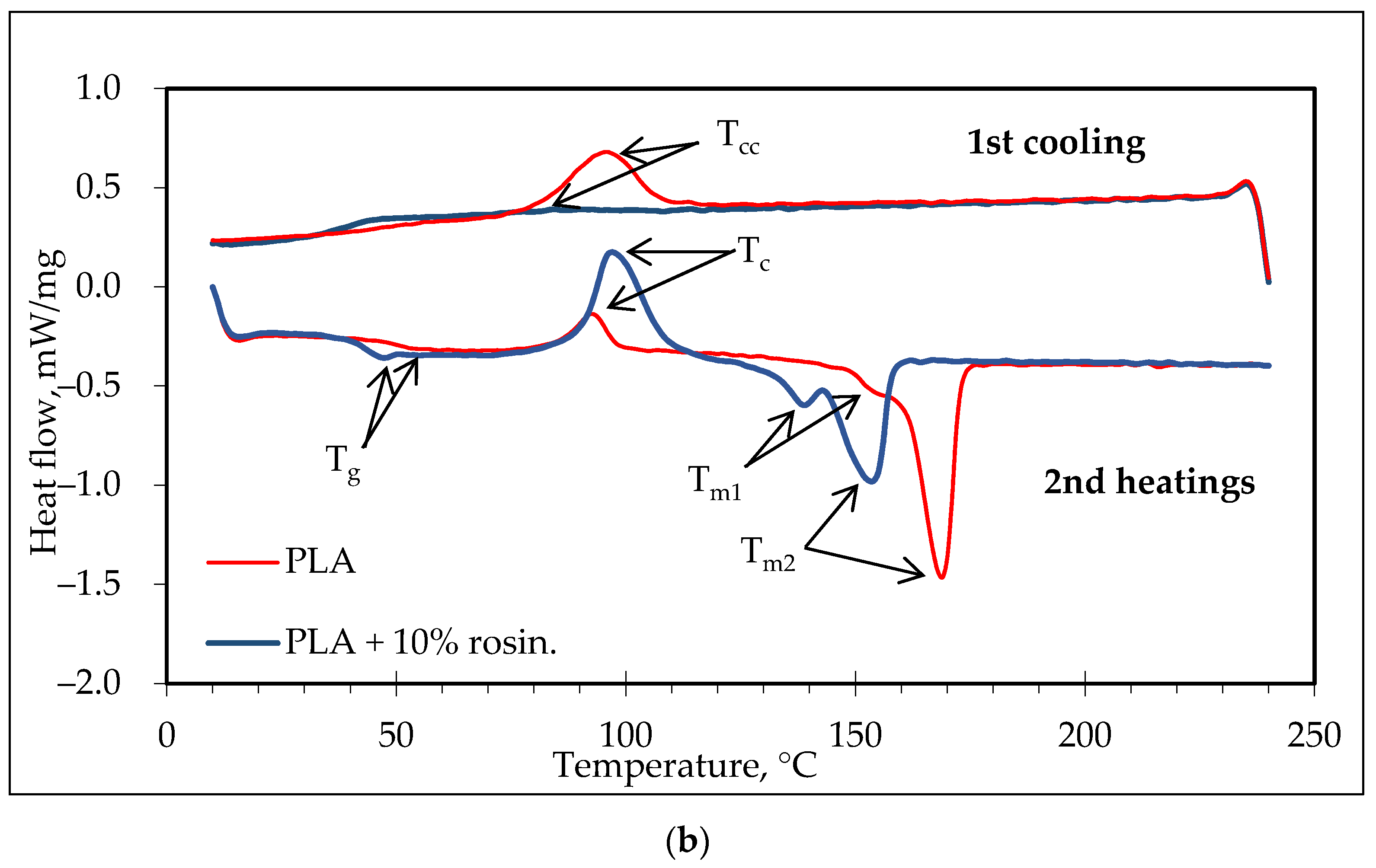
3.3. Thermal Behavior of PLA Melt-Spun Multifilament Yarns
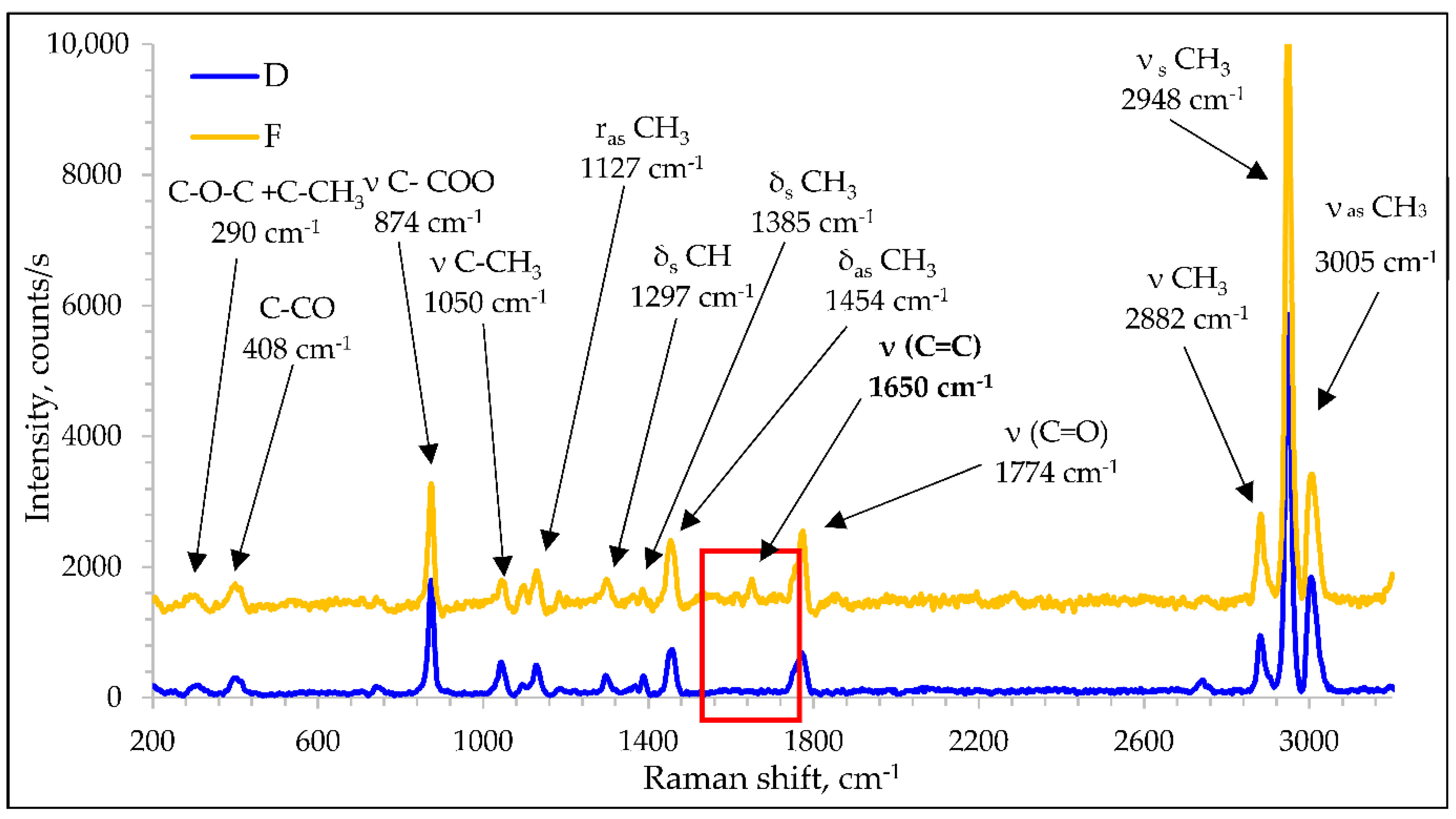
3.4. Raman Spectroscopy
3.5. Contact Angle (CA) of PLA/Rosin Multifilament Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Miranda, C.S.; Ribeiro, A.R.M.; Homem, N.C.; Felgueiras, H.P. Spun biotextiles in tissue engineering and biomolecules delivery systems. Antibiotics 2020, 9, 174. [Google Scholar] [CrossRef]
- Hufenus, R.; Yan, Y.; Dauner, M.; Kikutani, T. Melt-spun fibers for textile applications. Materials 2020, 13, 4298. [Google Scholar] [CrossRef] [PubMed]
- Krikštanavičienė, K.; Stanys, S.; Jonaitienė, V. Dependence of Polypropylene Yarn Mechanical Properties on Manufacturing Parameters. Mater. Sci. 2014, 20, 295–300. [Google Scholar] [CrossRef] [Green Version]
- Rawal, A.; Mukhopadhyay, S. Melt Spinning of Synthetic Polymeric Filaments; Woodhead Publishing Limited: Sawston, CA, USA, 2014; ISBN 9780857094995. [Google Scholar]
- Pivsa-Art, W.; Pivsa-Art, S. Multifilament yarns of polyoxymethylene/poly(lactic acid) blends produced by a melt-spinning method. Text. Res. J. 2020, 90, 294–301. [Google Scholar] [CrossRef]
- Dastjerdi, R. New features of silver/zinc loaded nanocomposite textiles; dyeability, abrasion resistance and comfort. J. Eng. Fibers Fabrics. 2014, 9, 39–44. [Google Scholar] [CrossRef]
- Sanivada, U.K.; Mármol, G.; Brito, F.P.; Fangueiro, R. PLA composites reinforced with flax and jute fibers—A review of recent trends, processing parameters and mechanical properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef] [PubMed]
- Mujica-Garcia, A.; Hooshmand, S.; Skrifvars, M.; Kenny, J.M.; Oksman, K.; Peponi, L. Poly(lactic acid) melt-spun fibers reinforced with functionalized cellulose nanocrystals. RSC Adv. 2016, 6, 9221–9231. [Google Scholar] [CrossRef]
- Clarkson, C.M.; El, S.M.; Azrak, A.; Chowdhury, R.; Shuvo, S.N.; Snyder, J.; Schueneman, G.; Ortalan, V.; Youngblood, P. Melt Spinning of Cellulose Nano fi bril/Polylactic Acid (CNF/PLA) Composite Fibers For High Stiffness. ACS Appl. Polym. Mater. 2019, 1, 160–168. [Google Scholar] [CrossRef]
- Sirisinha, K. Improvement of melt stability and degradation efficiency of poly(lactic acid) by using phosphite. J. Appl. Polym. Sci. 2020, 138, 49951. [Google Scholar] [CrossRef]
- Aldas, M.; Pavon, C.; López-Martínez, J.; Arrieta, M.P. Pine resin derivatives as sustainable additives to improve the mechanical and thermal properties of injected moulded thermoplastic starch. Appl. Sci. 2020, 10, 2561. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, I.; Brünig, H.; Focke, W.; Boldt, R.; Androsch, R.; Leuteritz, A. Melt-Spun Poly(D,L-lactic acid) Monofilaments Containing N,N-Diethyl-3-methylbenzamide as Mosquito Repellent. Materials 2021, 14, 638. [Google Scholar] [CrossRef]
- Barral, V.; Dropsit, S.; Cayla, A.; Campagne, C.; Devaux, É. Study of the influence of pcl on the in vitro degradation of extruded pla monofilaments and melt-spun filaments. Polymers 2021, 13, 171. [Google Scholar] [CrossRef] [PubMed]
- Aliotta, L.; Vannozzi, A.; Canesi, I.; Cinelli, P.; Coltelli, M.; Lazzeri, A. Poly(lactic acid) (PLA)/Poly(butylene succinate-co-adipate) (PBSA) Compatibilized Binary Biobased Blends: Melt Fluidity, Morphological, Thermo-Mechanical and Micromechanical Analysis. Polymers 2021, 13, 218. [Google Scholar] [CrossRef]
- Pivsa-Art, S.; Sunyikhan, K.; Pivsa-Art, W. Bicomponent multifilament yarns of recycled poly(ethylene terephthalate) and nano-titanium dioxide for antibacterial carpet. J. Ind. Text. 2021, 15280837211011774. [Google Scholar] [CrossRef]
- Mohsenpour, H.; Pesce, M.; Patruno, A.; Bahrami, A.; Pour, P.M.; Farzaei, M.H. A review of plant extracts and plant-derived natural compounds in the prevention/treatment of neonatal hypoxic-ischemic brain injury. Int. J. Mol. Sci. 2021, 22, 833. [Google Scholar] [CrossRef] [PubMed]
- Chirila, L.; Constantinescu, G.C.; Danila, A.; Popescu, A.; Constantinescu, R.R.; Săndulache, I.M. Functionalization of textile materials with bioactive polymeric systems based on propolis and cinnamon essential oil. Ind. Text. 2020, 71, 186–192. [Google Scholar] [CrossRef]
- Moraczewski, K.; Pawłowska, A.; Stepczyńska, M.; Malinowski, R.; Kaczor, D.; Budner, B.; Gocman, K.; Rytlewski, P. Plant extracts as natural additives for environmentally friendly polylactide films. Food Packag. Shelf Life 2020, 26, 593. [Google Scholar] [CrossRef]
- Basil, C.; Blends, O.; Salmas, C.E.; Giannakas, A.E.; Baikousi, M.; Leontiou, A.; Siasou, Z.; Karakassides, M.A. Development of Poly(L-Lactic Acid)/Chitosan/Basil Oil Active. Processes 2021, 9, 88. [Google Scholar]
- Llana-Ruiz-Cabello, M.; Pichardo, S.; Bermúdez, J.M.; Baños, A.; Núñez, C.; Guillamón, E.; Aucejo, S.; Cameán, A.M. Development of PLA films containing oregano essential oil (Origanum vulgare L. virens) intended for use in food packaging. Food Addit. Contam. Part A Chem. Anal. Control. Expo. Risk Assess. 2016, 33, 1374–1386. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, J.; Mulla, M.Z.; Arfat, Y.A. Thermo-mechanical, structural characterization and antibacterial performance of solvent casted polylactide/cinnamon oil composite films. Food Control 2016, 69, 196–204. [Google Scholar] [CrossRef]
- Sharifah, I.S.S.; Qairol, A.A.B.; Azlina, H.N.; Khairusshima, M.K.N. Thermal, Structural and Mechanical Properties of Melt Drawn Cur-loaded Poly(lactic acid) Fibers. Procedia Eng. 2017, 184, 544–551. [Google Scholar] [CrossRef]
- Gaidukovs, S.; Lyashenko, I.; Rombovska, J.; Gaidukova, G. Application of amber filler for production of novel polyamide composite fiber. Text. Res. J. 2016, 86, 2127–2139. [Google Scholar] [CrossRef]
- Belkhir, K.; Pillon, C. Antibacterial Textile Based on Hydrolyzed Milk Casein. Materials 2021, 14, 251. [Google Scholar] [CrossRef]
- Aldas, M.; Ferri, J.M.; Samper, M.D.; Arrieta, M.P. Effect of pine resin derivatives on the structural, thermal, and mechanical properties of Mater-Bi type bioplastic. J. Appl. Polym. Sci. 2019, 137, 48236. [Google Scholar] [CrossRef]
- Niu, X.; Liu, Y.; Song, Y.; Han, J.; Pan, H. Rosin modified cellulose nanofiber as a reinforcing and co-antimicrobial agents in polylactic acid/chitosan composite film for food packaging. Carbohydr. Polym. 2018, 183, 102–109. [Google Scholar] [CrossRef] [PubMed]
- Moustafa, H.; El Kissi, N.; Abou-Kandil, A.I.; Abdel-Aziz, M.S.; Dufresne, A. PLA/PBAT bionanocomposites with antimicrobial natural rosin for green packaging. ACS Appl. Mater. Interfaces 2017, 9, 20132–20141. [Google Scholar] [CrossRef]
- Wu, C.; Tao, P.; Li, J.; Gao, Y.; Shang, S.; Song, Z. Antifungal application of pine derived products for sustainable forest resource exploitation. Ind. Crops Prod. 2020, 143, 111892. [Google Scholar] [CrossRef]
- Rustemeyer, T.; Elsner, P.; John, S.M.; Maibach, H.I. Kanerva’s Occupational Dermatology, 2nd ed.; Springer International Publishing: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- De La Rosa-Ramírez, H.; Aldas, M.; Ferri, J.M.; López-Martínez, J.; Samper, M.D. Modification of poly(lactic acid) through the incorporation of gum rosin and gum rosin derivative: Mechanical performance and hydrophobicity. J. Appl. Polym. Sci. 2020, 137, 49346. [Google Scholar] [CrossRef]
- Kanerva, M.; Puolakka, A.; Takala, T.M.; Elert, A.M.; Mylläri, V.; Jönkkäri, I.; Sarlin, E.; Seitsonen, J.; Ruokolainen, J.; Saris, P.; et al. Antibacterial polymer fibres by rosin compounding and melt-spinning. Mater. Today Commun. 2019, 20, 100527. [Google Scholar] [CrossRef]
- Spinning, F.M. Ingeo ™ Biopolymer 6100D Technical Data Sheet Fiber Melt Spinning. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_6400D_fiber-melt-spinning_pdf.pdf?la=en (accessed on 11 January 2022).
- Krikštanavičienė, K.; Stanys, S.; Jonaitienė, V. Relation between mathematically simulated and experimental results of polyhidroxybutyrate-co-valerate yarns. FIBRES TEXTILES Eastern Eur. 2013, 6, 27–32. Available online: http://www.fibtex.lodz.pl/article1031.html. (accessed on 5 January 2022).
- Bolskis, E.; Adomavičiūtė, E.; Griškonis, E.; Norvydas, V. Influence of Myrrh Extracts on the Properties of PLA Films and Melt-Spun Multifilament Yarns. Materials 2020, 13, 3824. [Google Scholar] [CrossRef] [PubMed]
- Twarowska-Schmidt, K. Influence of drawing parameters on the properties of melt spun poly(lactic acid) fibres. Fibres Text. East. Eur. 2012, 96, 58–63. [Google Scholar]
- Liu, S.; Wu, G.; Chen, X.; Zhang, X.; Yu, J.; Liu, M.; Zhang, Y.; Wang, P. Degradation behavior in vitro of carbon nanotubes (CNTs)/poly(lactic acid) (PLA) composite suture. Polymers 2019, 11, 1015. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gajjar, C.R.; Stallrich, J.W.; Pasquinelli, M.A.; King, M.W. Process–Property Relationships for Melt-Spun Poly(lactic acid) Yarn. ACS Omega 2021, 6, 15920–15928. [Google Scholar] [CrossRef] [PubMed]
- Hossain, K.M.Z.; Parsons, A.J.; Rudd, C.D.; Ahmed, I.; Thielemans, W. Mechanical, crystallisation and moisture absorption properties of melt drawn polylactic acid fibres. Eur. Polym. J. 2014, 53, 270–281. [Google Scholar] [CrossRef]
- Phuphuak, Y.; Miao, Y.; Zinck, P.; Chirachanchai, S. Balancing crystalline and amorphous domains in PLA through star-structured polylactides with dual plasticizer/nucleating agent functionality. Polymer 2013, 54, 7058–7070. [Google Scholar] [CrossRef]
- Mohd Akhir, N.A.; Othman, M.; Buys, Y.F.; Shaffiar, N.; Jimat, D.N.; Shaharuddin, S.I.S. Characterization and Melt Spinning of Poly(Lactic Acid)/Poly(Ethylene Glycol) Blends. IIUM Eng. J. 2020, 22, 201–212. [Google Scholar] [CrossRef]
- Sukthavorn, K.; Ketruam, B.; Nootsuwan, N.; Jongrungruangchok, S. Fabrication of green composite fibers from ground tea leaves and poly(lactic acid) as eco—Friendly textiles with antibacterial property. J. Mater. Cycles Waste Manag. 2021, 23, 1964–1973. [Google Scholar] [CrossRef]
- Solarski, S.; Ferreira, M.; Devaux, E. Thermal and mechanical characteristics of polylactide filaments drawn at different temperatures. J. Text. Inst. 2007, 98, 227–236. [Google Scholar] [CrossRef]
- Hassan, E.A.M.; Elarabi, S.E.; Wei, Y.; Yu, M. Biodegradable poly(lactic acid)/poly(butylene succinate) fibers with high elongation for health care products. Text. Res. J. 2018, 88, 1735–1744. [Google Scholar] [CrossRef]
- Mai, F.; Tu, W.; Bilotti, E.; Peijs, T. The Influence of Solid-State Drawing on Mechanical Properties. Fibers 2015, 3, 523–538. [Google Scholar] [CrossRef] [Green Version]
- Cicero, J.A.; Dorgan, J.R. Physical Properties and Fiber Morphology of Poly(lactic acid) Obtained from Continuous Two-Step Melt Spinning. J. Polym. Environ. 2002, 9, 1–10. [Google Scholar] [CrossRef]
- Li, D.; Jiang, Y.; Lv, S.; Liu, X.; Gu, J.; Chen, Q.; Zhang, Y. Preparation of plasticized poly(lactic acid) and its influence on the properties of composite materials. PLoS ONE 2018, 13, e0193520. [Google Scholar] [CrossRef] [Green Version]
- Narayanan, M.; Loganathan, S.; Valapa, R.B.; Thomas, S.; Varghese, T.O. UV protective poly(lactic acid)/rosin films for sustainable packaging. Int. J. Biol. Macromol. 2017, 99, 37–45. [Google Scholar] [CrossRef] [PubMed]
- Niu, M.; Zhang, Z.; Wei, Z.; Wang, W. Effect of a Novel Flame Retardant on the Mechanical, Thermal and Combustion. Polymers 2020, 12, 2407. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Chen, X.; Li, J.; Lin, H.; Zhang, S. Preparation of wood with better water-resistance properties by a one-step impregnation of maleic rosin. J. Adhes. Sci. Technol. 2018, 4243, 2381–2393. [Google Scholar] [CrossRef]
- Vandenabeele, P.; Ortega-Avilès, M.; Castilleros, D.T.; Moens, L. Raman spectroscopic analysis of Mexican natural artists’ materials. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2007, 68, 1085–1088. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Samples | Stretching Rolls Speed Rpm | Draw Ratio | |||
|---|---|---|---|---|---|---|
| S1 | S2 | S3 | S4 | |||
| A | PLA | 80 | 100 | 120 | 140 | 1.75 |
| B | PLA + 5% Rosin | |||||
| C | PLA + 10% Rosin | |||||
| D | PLA | 130 | 210 | 288 | 358 | 2.75 |
| E | PLA + 5% Rosin | |||||
| F | PLA + 10% Rosin | |||||
| Code of Sample | Linear Density of Multifilament Yarns ± Δ * (tex) | Tenacity ± Δ * (cN/tex) | Breaking Tenacity ± Δ * (cN/tex) | Tensile Strain ± Δ * (%) | Elongation at Break ± Δ * (%) |
|---|---|---|---|---|---|
| A | 151.2 ± 2.0 | 4.2± 0.1 | 4.0 ± 0.1 | 2.5 ± 0.1 | 2.6 ± 0.1 |
| B | 128.9 ± 1.8 | 4.3 ± 0.1 | 4.2 ± 0.1 | 2.5 ± 0.1 | 2.7 ± 0.1 |
| C | 131.7 ± 2.2 | 3.9 ± 0.1 | 3.7 ± 0.1 | 2.2 ± 0.1 | 2.4 ± 0.1 |
| D | 51.7 ± 2.4 | 10.0 ± 0.2 | 2.6 ± 0.1 | 98.4 ± 3.8 | 145.1 ±3.2 |
| E | 50.7± 1.1 | 7.2 ± 0.2 | 1.7 ± 0.2 | 126.0 ± 11.6 | 172.5 ± 6.5 |
| F | 49.4 ± 2.5 | 7.3 ± 0.1 | 1.9 ± 0.1 | 103.7 ± 2.4 | 150.8 ± 3.8 |
| Sample Code | A | B | C | D | E | F |
|---|---|---|---|---|---|---|
| Diameter, µm | 80.1 ± 2.7 | 74.5 ± 1.5 | 76.2 ± 1.1 | 47.7 ± 1.6 | 47.5 ± 0.9 | 47.8 ± 1.5 |
| Code of Sample | Tg (°C) | Tc (°C) | ∆Hcc (J/g) | Tm1 (°C) | Tm2 (°C) | Tcc (°C) | ∆Hm (J/g) | Crystallinity Xc (wt%) |
|---|---|---|---|---|---|---|---|---|
| A | 51.20 | 97.20 | 27.03 | 155.40 | 168.90 | 93.20 | 55.85 | 30.60 |
| C | 47.30 | 96.80 | 47.43 | 138.80 | 153.40 | 84.50 | 48.70 | 1.30 |
| D | 50.70 | 92.50 | 10.59 | 155.40 | 168.80 | 95.70 | 57.11 | 49.50 |
| F | 47.90 | 98.30 | 42.20 | 143.70 | 156.50 | 84.10 | 47.27 | 5.30 |
| Contact Angle Value θ, deg ± Δ | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Liquid | Physiological Saline | Glycerol | Physiological Saline | Glycerol | Physiological Saline | Glycerol | Physiological Saline | Glycerol | Physiological Saline | Glycerol |
| Time | 0 | 10 | 20 | 60 | 120 | |||||
| Samples | ||||||||||
| A | 51.1 ± 0.3 | 62.2 ± 4.5 | 35.2 ± 2.0 | 54.3 ± 5.4 | - | 47.4 ± 3.2 | - | 44.3 ± 4.0 | - | 43.1 ± 2.1 |
| B | 52.9 ± 0.8 | 64.3 ± 3.7 | 36.7 ± 3.1 | 56.4 ± 1.8 | - | 51.7 ± 2.2 | - | 47.3 ± 3.7 | - | 43.6 ± 2.7 |
| C | 60.7 ± 2.8 | 79.3 ± 6.1 | 50.8 ± 2.3 | 69.9 ± 5.1 | 29.8 ± 3.3 | 67.9 ± 5.8 | - | 66.4 ± 5.1 | - | 64.5 ± 4.9 |
| D | 62.7 ± 4.6 | 84.3 ± 2.2 | 55.7 ± 5.1 | 83.4 ± 2.3 | 51.6 ± 4.8 | 83.0 ± 2.9 | 32.1 ± 2.8 | 82.5 ± 3.2 | - | 80.7 ± 2.8 |
| E | 65.4 ± 5.6 | 86.2 ± 0.9 | 57.2 ± 2.0 | 81.6 ± 5.5 | 51.8 ± 5.1 | 81.6 ± 5.9 | 36.2 ± 5.4 | 79.5 ± 7.0 | - | 78.3 ± 3.9 |
| F | 67.1 ± 3.7 | 88.7 ± 3.7 | 57.2 ± 2.1 | 88.0 ± 4.2 | 51.2 ± 4.6 | 87.9 ± 4.4 | 34.8 ± 2.3 | 86.7 ± 5.4 | - | 86.1 ± 3.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bolskis, E.; Adomavičiūtė, E.; Griškonis, E. Formation and Investigation of Mechanical, Thermal, Optical and Wetting Properties of Melt-Spun Multifilament Poly(lactic acid) Yarns with Added Rosins. Polymers 2022, 14, 379. https://doi.org/10.3390/polym14030379
Bolskis E, Adomavičiūtė E, Griškonis E. Formation and Investigation of Mechanical, Thermal, Optical and Wetting Properties of Melt-Spun Multifilament Poly(lactic acid) Yarns with Added Rosins. Polymers. 2022; 14(3):379. https://doi.org/10.3390/polym14030379
Chicago/Turabian StyleBolskis, Evaldas, Erika Adomavičiūtė, and Egidijus Griškonis. 2022. "Formation and Investigation of Mechanical, Thermal, Optical and Wetting Properties of Melt-Spun Multifilament Poly(lactic acid) Yarns with Added Rosins" Polymers 14, no. 3: 379. https://doi.org/10.3390/polym14030379