
A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Method
2.1. 3D Printing and SEM
2.2. DMTA and SEM
2.3. Shape Memory Cycle
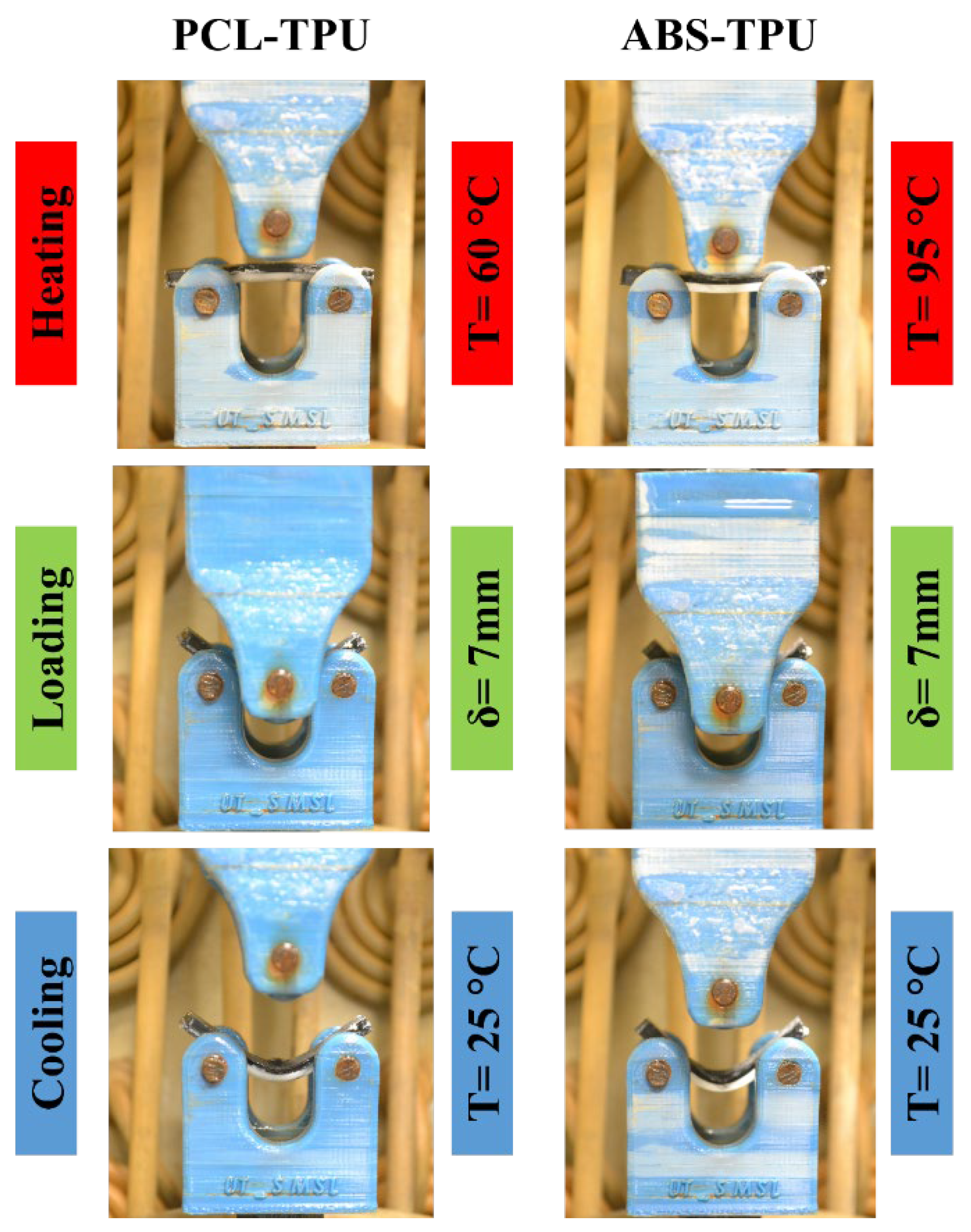
- The chamber temperature was increased to the hard layer transition temperature;
- The temperature was held for 240 s to heat the whole sample at the transition temperature and then deformation (7 mm) was applied;
- The sample was cooled to a temperature of 25 °C with a cooling rate of 15 °C per minute;
- The temperature was increased to the initial transition temperature and held for 240 s;
- The amount of fixed and recovered deformation was measured.
3. Results and Discussion
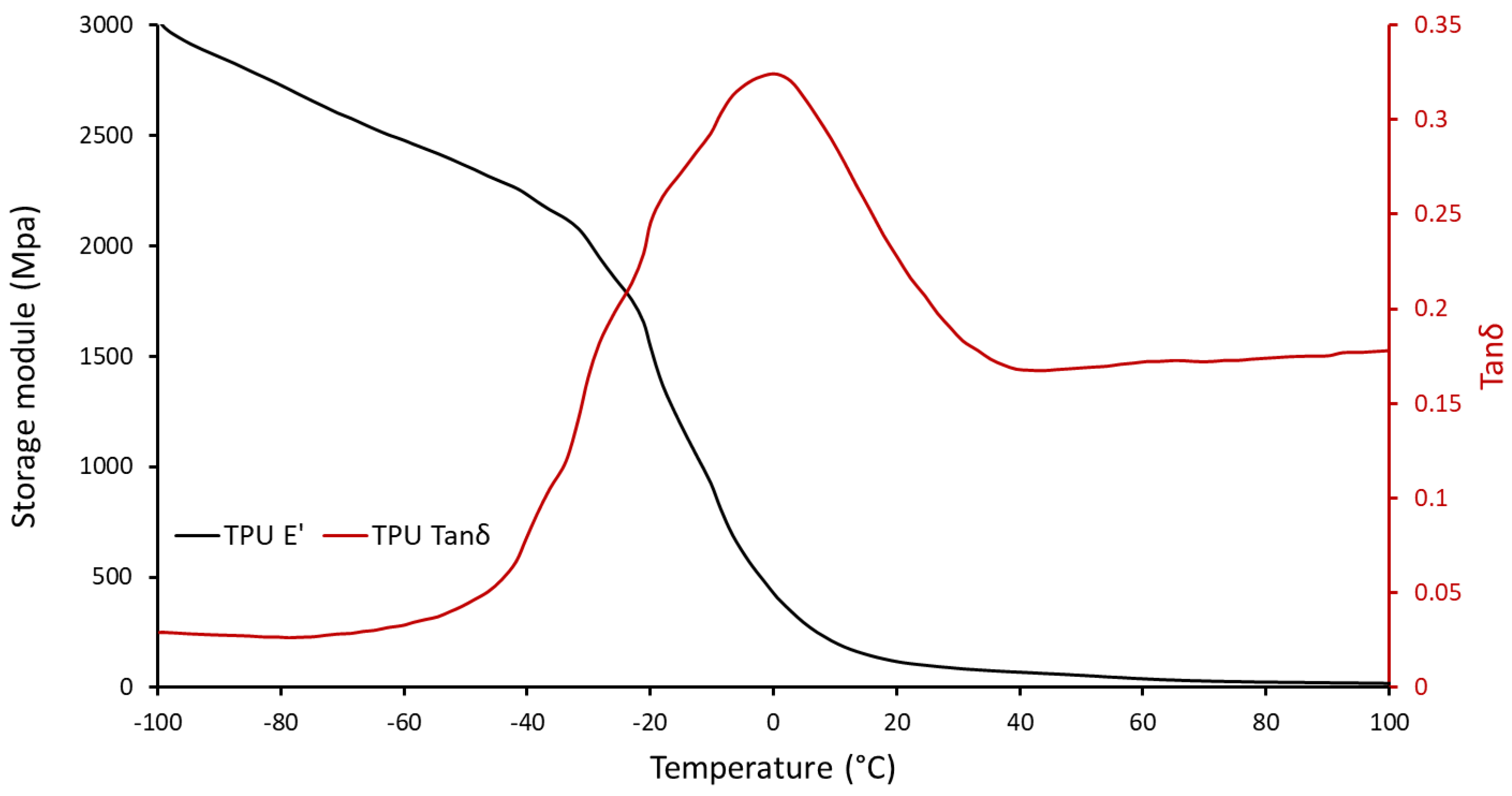
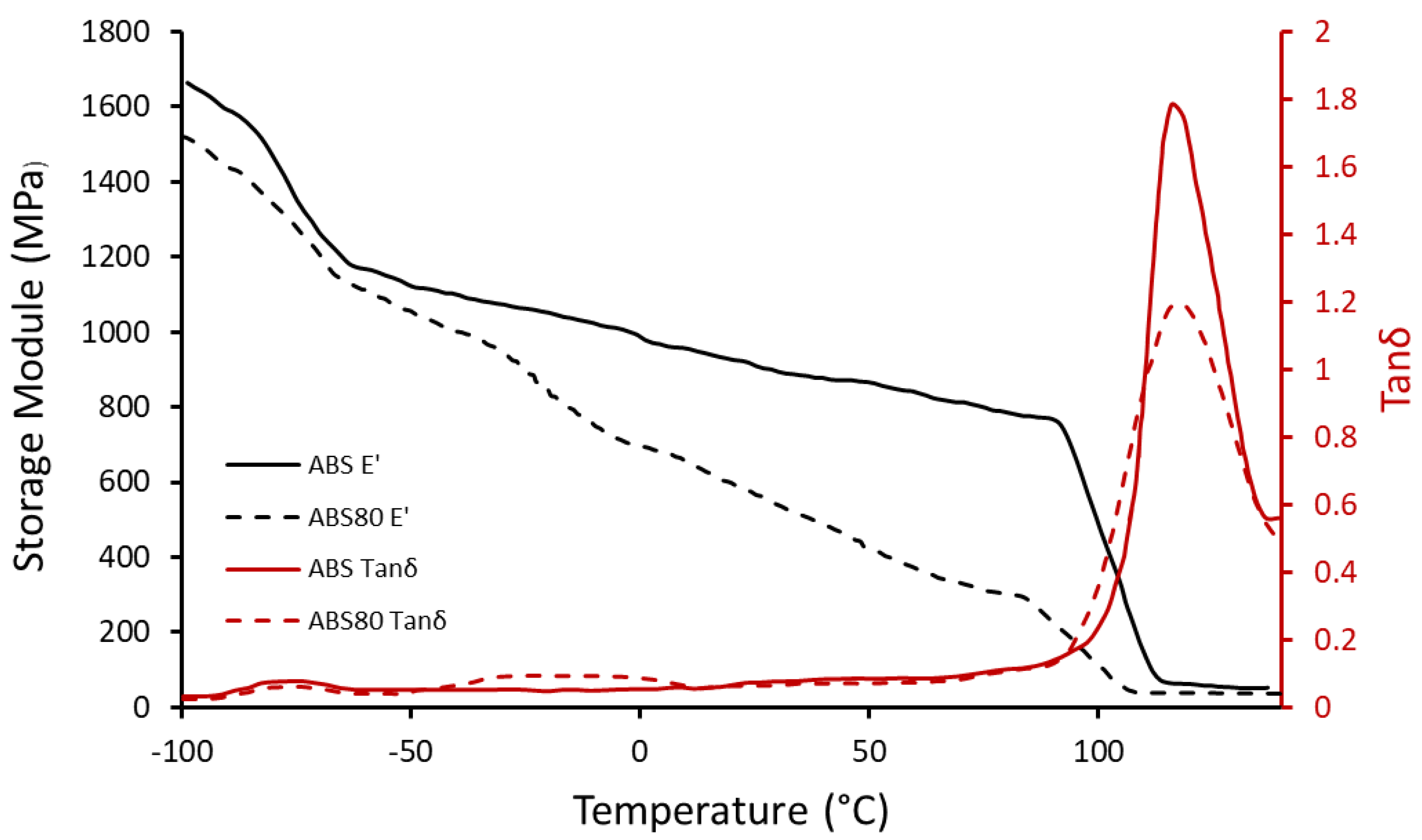
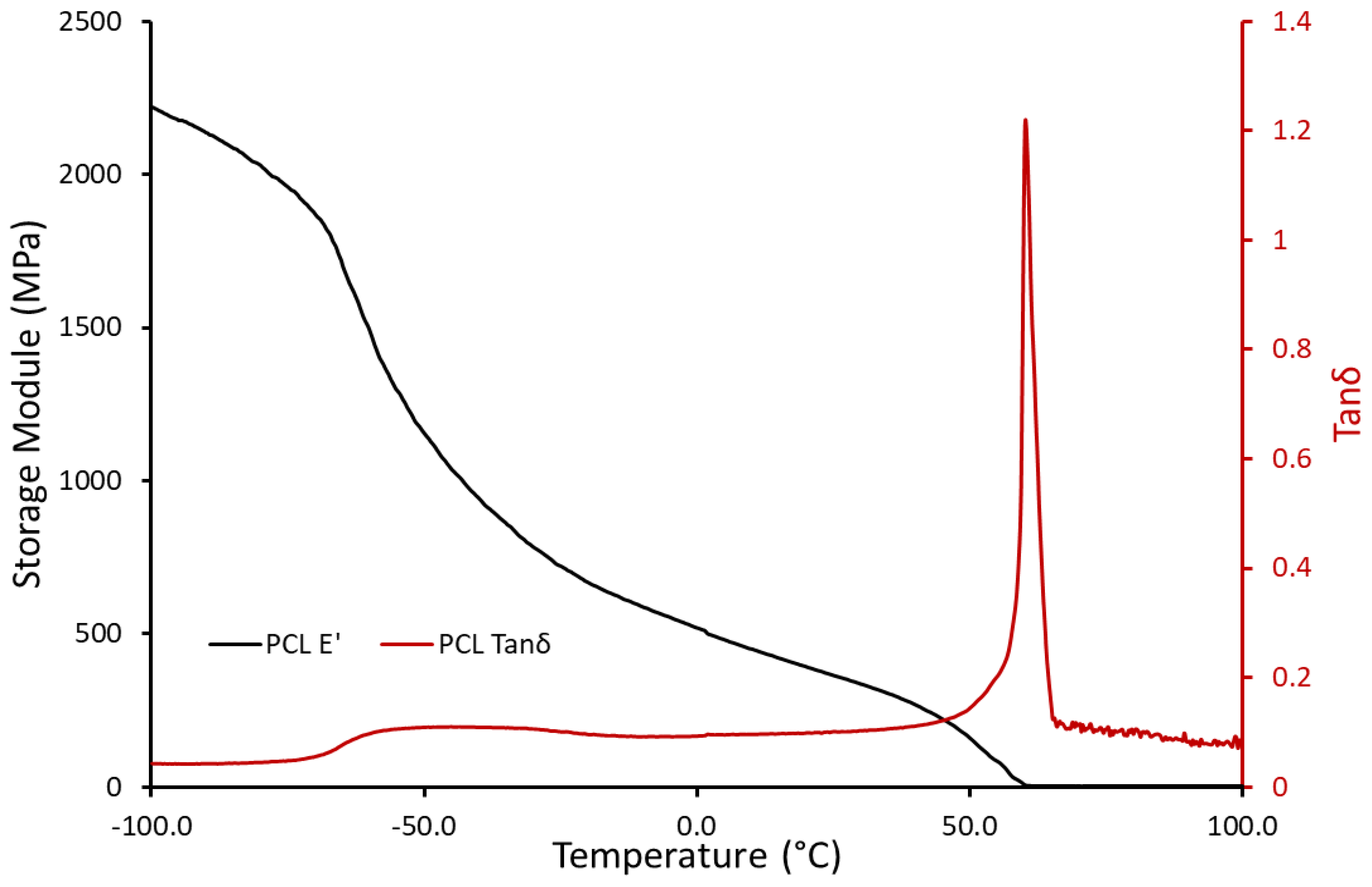
3.1. DMTA
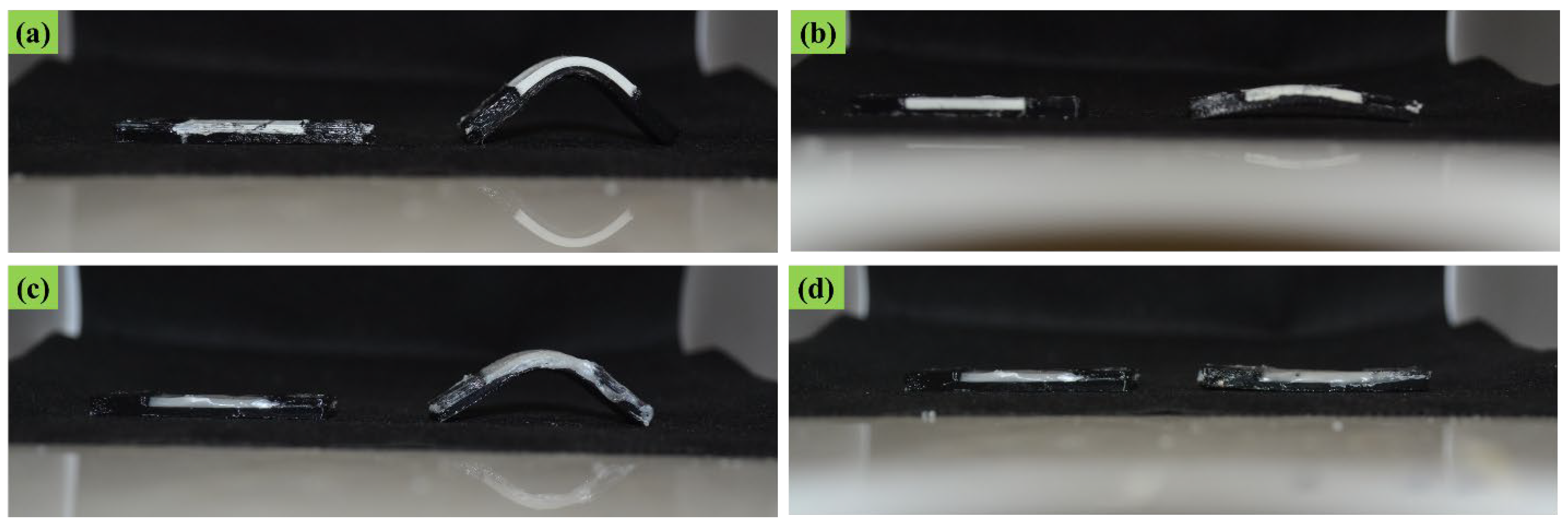
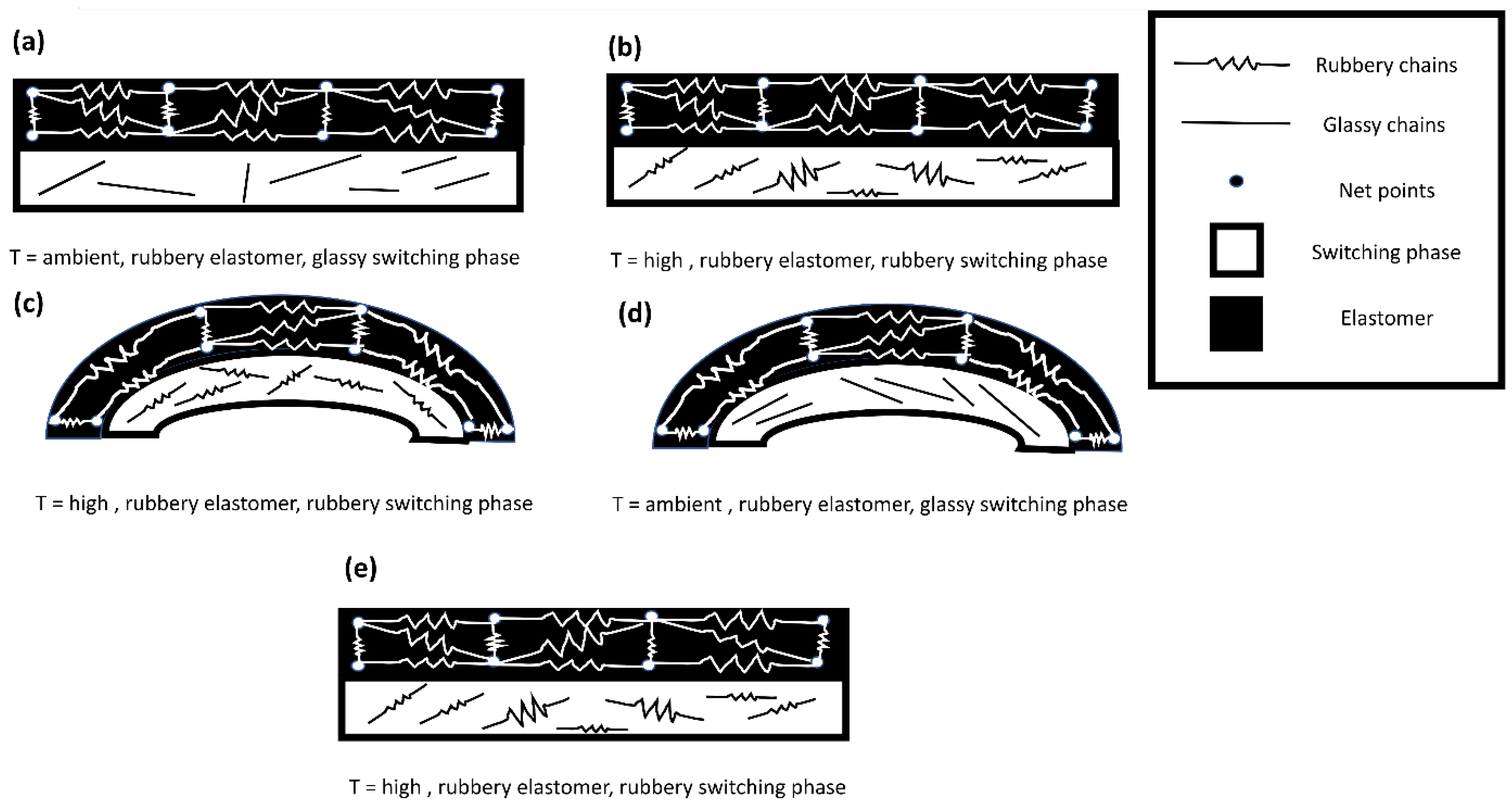
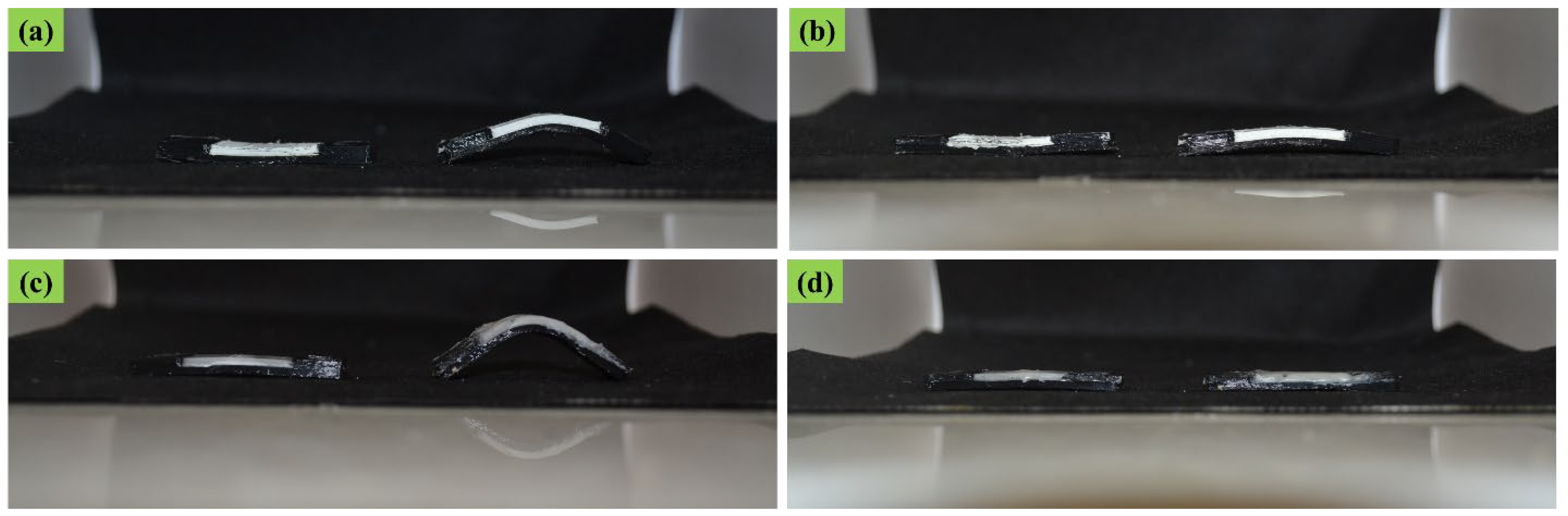
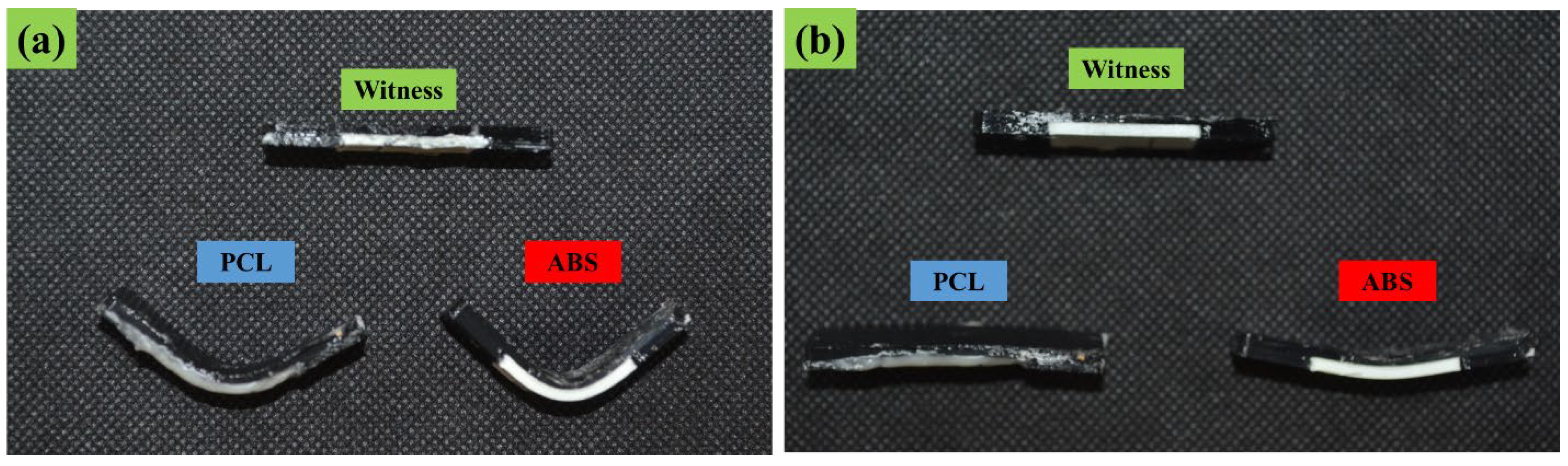
3.2. SME and Description of the New Strategy
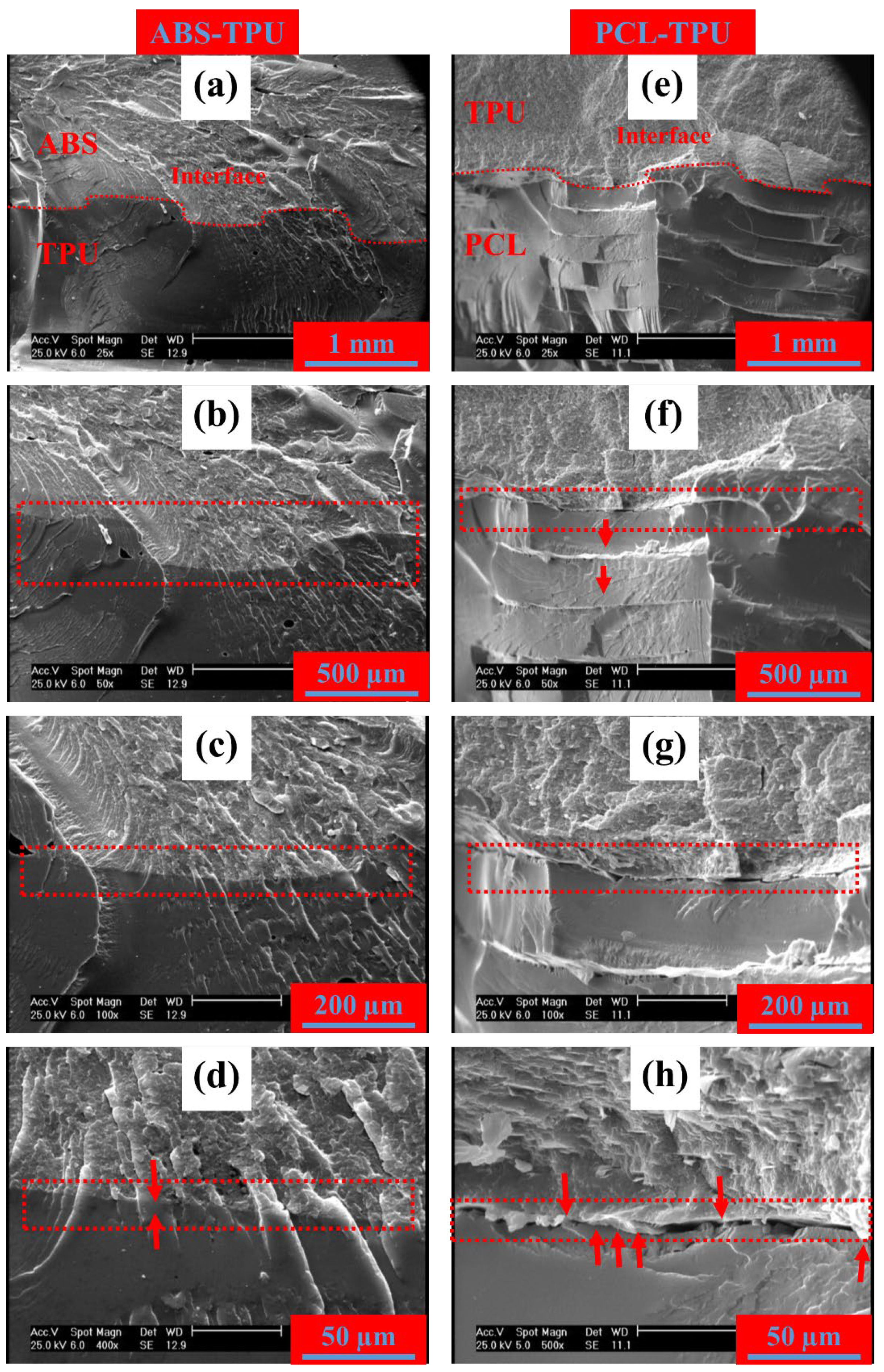
3.3. Microstructure and Interfacial Adhesion
- Good intermolecular interaction;
- Mechanical interlocking;
- Diffusion phenomenon.
4. Conclusions
- ABS and PCL in two-layer composite structures play the role of the switching phase by changing the state and behavior at higher and lower transition temperatures, and the elastic behavior of TPU also helps to complete the shape memory cycle by storing and recovering force during loading and recovery stages, respectively;
- Both ABS–TPU and PCL–TPU composite structures had a suitable shape memory performance. However, the ABS–TPU and PCL–TPU composites had more shape fixity and recovery ratio, respectively. In the first cycle, ABS–TPU and PCL–TPU had 100% shape fixity and recovery ratios, respectively;
- The cyclic behavior of both two-layer composite structures showed that shape memory performance decreased with increasing shape memory cycle and was almost constant in the final cycles. The PCL–TPU composite also showed better cyclic behavior, especially in shape recovery. This method may have many applications in bio, sensor, and actuator fields due to the minimization of stress relaxation, which is the main weakness of thermoplastic shape memory polymers;
- The SEM photographs illustrated superior interfacial bonding and part integrity in the case of multi-material FDM 3D printed ABS/TPU and TPU, which guarantees its functionality under loading and shear stress mismatches during the shape memory effect. The interface of PCL and TPU had the same geometry as the ABS, while a local incomplete intralayer coalescence was observed in the PCL section.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-printing: A review on current smart materials, technologies, and applications. Int. J. Smart Nano Mater. 2019, 10, 205–224. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Hakimi, A. Experimental investigation on mechanical characterization of 3D printed PLA produced by fused deposition modeling (FDM). Mater. Res. Express 2021, 8, 035304. [Google Scholar] [CrossRef]
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Gong, X.; Xie, F.; Liu, L.; Liu, Y.; Leng, J. Electro-active variable-stiffness corrugated structure based on shape-memory polymer composite. Polymers 2020, 12, 387. [Google Scholar] [CrossRef] [Green Version]
- Zeng, C.; Liu, L.; Bian, W.; Leng, J.; Liu, Y. Temperature-dependent mechanical response of 4D printed composite lattice structures reinforced by continuous fiber. Compos. Struct. 2022, 280, 114952. [Google Scholar] [CrossRef]
- Wan, M.; Yu, K.; Sun, H. 4D printed programmable auxetic metamaterials with shape memory effects. Compos. Struct. 2022, 279, 114791. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, J.; Xia, L.; Shen, M.; Wei, L.; Xin, Z.; Kim, J. Fully biobased shape memory thermoplastic vulcanizates from poly(lactic acid) and modified natural eucommia ulmoides gum with co-continuous structure and super toughness. Polymers 2019, 11, 2040. [Google Scholar] [CrossRef] [Green Version]
- Aberoumand, M.; Rahmatabadi, D.; Aminzadeh, A.; Moradi, M. 4D Printing by Fused Deposition Modeling (FDM). In Fused Deposition Modeling Based 3D Printing; Springer: Cham, Switzerland, 2021; pp. 377–402. [Google Scholar] [CrossRef]
- Chen, Q.; Han, L.; Ren, J.; Rong, L.; Cao, P.; Advincula, R.C. 4D Printing via an Unconventional Fused Deposition Modeling Route to High-Performance Thermosets. ACS Appl. Mater. Interfaces 2020, 12, 50052–50060. [Google Scholar] [CrossRef]
- Mashayekhi, F.; Bardon, J.; Berthé, V.; Perrin, H.; Westermann, S.; Addiego, F. Fused filament fabrication of polymers and continuous fiber-reinforced polymer composites: Advances in structure optimization and health monitoring. Polymers 2021, 13, 789. [Google Scholar] [CrossRef] [PubMed]
- Bodaghi, M.; Liao, W.H. 4D printed tunable mechanical metamaterials with shape memory operations. Smart Mater. Struct. 2019, 28, 045019. [Google Scholar] [CrossRef] [Green Version]
- Peng, B.; Yang, Y.; Ju, T.; Cavicchi, K.A. Fused Filament Fabrication 4D Printing of a Highly Extensible, Self-Healing, Shape Memory Elastomer Based on Thermoplastic Polymer Blends. ACS Appl. Mater. Interfaces 2021, 13, 12777–12788. [Google Scholar] [CrossRef] [PubMed]
- Barletta, M.; Gisario, A.; Mehrpouya, M. 4D printing of shape memory polylactic acid (PLA) components: Investigating the role of the operational parameters in fused deposition modelling (FDM). J. Manuf. Process. 2021, 61, 473–480. [Google Scholar] [CrossRef]
- Melocchi, A.; Uboldi, M.; Inverardi, N.; Briatico-Vangosa, F.; Baldi, F.; Pandini, S.; Scalet, G.; Auricchio, F.; Cerea, M.; Foppoli, A.; et al. Expandable drug delivery system for gastric retention based on shape memory polymers: Development via 4D printing and extrusion. Int. J. Pharm. 2019, 571, 118700. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; He, H.; Huang, B. Favorable Thermoresponsive Shape Memory Effects of 3D Printed Poly(Lactic Acid)/Poly(ε-Caprolactone) Blends Fabricated by Fused Deposition Modeling. Macromol. Mater. Eng. 2020, 305, 2000295. [Google Scholar] [CrossRef]
- Peng, X.; He, H.; Jia, Y.; Liu, H.; Geng, Y.; Huang, B.; Luo, C. Shape memory effect of three-dimensional printed products based on polypropylene/nylon 6 alloy. J. Mater. Sci. 2019, 54, 9235–9246. [Google Scholar] [CrossRef]
- Soleyman, E.; Aberoumand, M.; Rahmatabadi, D.; Soltanmohammadi, K.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. Assessment of controllable shape transformation, potential applications, and tensile shape memory properties of 3D printed PETG. J. Mater. Res. Technol. 2022, 18, 4201–4215. [Google Scholar] [CrossRef]
- Lin, C.; Liu, L.; Liu, Y.; Leng, J. 4D printing of shape memory polybutylene succinate/polylactic acid (PBS/PLA) and its potential applications. Compos. Struct. 2022, 279, 114729. [Google Scholar] [CrossRef]
- Noroozi, R.; Bodaghi, M.; Jafari, H.; Zolfagharian, A.; Fotouhi, M. Shape-adaptive metastructures with variable bandgap regions by 4D printing. Polymers 2020, 12, 519. [Google Scholar] [CrossRef] [Green Version]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Triple shape memory polymers by 4D printing. Smart Mater. Struct. 2018, 27, 065010. [Google Scholar] [CrossRef] [Green Version]
- Ang, K.J.; Riley, K.S.; Faber, J.; Arrieta, A.F. Switchable Bistability in 3D Printed Shells with Bio-Inspired Architectures and Spatially Distributed Pre-Stress. In Proceedings of the ASME 2018 Conference on Smart Materials, Adaptive Structures and Intelligent Systems (SMASIS), San Antonio, TX, USA, 10–12 September 2018. [Google Scholar] [CrossRef]
- McIlroy, C.; Olmsted, P.D. Deformation of an amorphous polymer during the fused-filament-fabrication method for additive manufacturing. J. Rheol. 2017, 61, 379. [Google Scholar] [CrossRef] [Green Version]
- Bodaghi, M.; Noroozi, R.; Zolfagharian, A.; Fotouhi, M.; Norouzi, S. 4D printing self-morphing structures. Materials 2019, 12, 1353. [Google Scholar] [CrossRef] [Green Version]
- Rajkumar, A.R.; Shanmugam, K. Additive manufacturing-enabled shape transformations via FFF 4D printing. J. Mater. Res. 2018, 33, 4362–4376. [Google Scholar] [CrossRef]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Adaptive metamaterials by functionally graded 4D printing. Mater. Des. 2017, 135, 26–36. [Google Scholar] [CrossRef]
- Hu, G.F.; Damanpack, A.R.; Bodaghi, M.; Liao, W.H. Increasing dimension of structures by 4D printing shape memory polymers via fused deposition modeling. Smart Mater. Struct. 2017, 26, 125023. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X. An accurate finite element approach for programming 4D-printed self-morphing structures produced by fused deposition modeling. Mech. Mater. 2020, 151, 103628. [Google Scholar] [CrossRef]
- Ding, H.; Zhang, X.; Liu, Y.; Ramakrishna, S. Review of mechanisms and deformation behaviors in 4D printing. Int. J. Adv. Manuf. Technol. 2019, 105, 4633–4649. [Google Scholar] [CrossRef]
- Van Manen, T.; Janbaz, S.; Zadpoor, A.A. Programming 2D/3D shape-shifting with hobbyist 3D printers. Mater. Horiz. 2017, 4, 1064–1069. [Google Scholar] [CrossRef] [Green Version]
- Hagaman, D.E.; Leist, S.; Zhou, J.; Ji, H.F. Photoactivated Polymeric Bilayer Actuators Fabricated via 3D Printing. ACS Appl. Mater. Interfaces 2018, 10, 27308–27315. [Google Scholar] [CrossRef]
- Wang, W.; Li, C.; Cho, M.; Ahn, S.H. Soft Tendril-Inspired Grippers: Shape Morphing of Programmable Polymer-Paper Bilayer Composites. ACS Appl. Mater. Interfaces 2018, 10, 10419–10427. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Zhang, K.; Hu, G. Smart three-dimensional lightweight structure triggered from a thin composite sheet via 3D printing technique. Sci. Rep. 2016, 6, 22431. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gnatowski, A.; Gołębski, R.; Sikora, P. Analysis of thermomechanical properties of polymeric materials produced by a 3D printing method. Teh. Glas. 2019, 13, 343–348. [Google Scholar] [CrossRef]
- de León, A.S.; Domínguez-Calvo, A.; Molina, S.I. Materials with enhanced adhesive properties based on acrylonitrile-butadiene-styrene (ABS)/thermoplastic polyurethane (TPU) blends for fused filament fabrication (FFF). Mater. Des. 2019, 182, 108044. [Google Scholar] [CrossRef]
- Averous, L.; Moro, L.; Dole, P.; Fringant, C. Properties of thermoplastic blends: Starch–polycaprolactone. Polymer 2000, 41, 4157–4167. [Google Scholar] [CrossRef]
- Pizzi, A.; Mittal, K.L. (Eds.) Handbook of Adhesive Technology; Taylor & Francis: Oxford, UK, 2017. [Google Scholar]
- Yin, J.; Lu, C.; Fu, J.; Huang, Y.; Zheng, Y. Interfacial bonding during multi-material fused deposition modeling (FDM) process due to inter-molecular diffusion. Mater. Des. 2018, 150, 104–112. [Google Scholar] [CrossRef]
- Freund, R.; Watschke, H.; Heubach, J.; Vietor, T. Determination of influencing factors on interface strength of additively manufactured multi-material parts by material extrusion. Appl. Sci. 2019, 9, 1782. [Google Scholar] [CrossRef] [Green Version]
- Jabbari, E.; Peppas, N.A. Polymer-Polymer Interdiffusion and Adhesion. J. Macromol. Sci. Part C Polym. Rev. 2006, 34, 205–241. [Google Scholar] [CrossRef]
- Harris, C.G.; Jursik, N.J.S.; Rochefort, W.E.; Walker, T.W. Additive Manufacturing with Soft TPU—Adhesion Strength in Multimaterial Flexible Joints. Front. Mech. Eng. 2019, 5, 37. [Google Scholar] [CrossRef] [Green Version]
- Bhattacharya, S.; Hailstone, R.; Lewis, C.L. Thermoplastic Blend Exhibiting Shape Memory-Assisted Self-Healing Functionality. ACS Appl. Mater. Interfaces 2020, 12, 46733–46742. [Google Scholar] [CrossRef]
- Zheng, Y.; Dong, R.; Shen, J.; Guo, S. Tunable Shape Memory Performances via Multilayer Assembly of Thermoplastic Polyurethane and Polycaprolactone. ACS Appl. Mater. Interfaces 2016, 8, 1371–1380. [Google Scholar] [CrossRef] [PubMed]
- Jing, X.; Mi, H.Y.; Huang, H.X.; Turng, L.S. Shape memory thermoplastic polyurethane (TPU)/poly(ε-caprolactone) (PCL) blends as self-knotting sutures. J. Mech. Behav. Biomed. Mater. 2016, 64, 94–103. [Google Scholar] [CrossRef] [PubMed]
- Ajili, S.H.; Ebrahimi, N.G. Miscibility of TPU(PCL diol)/PCL Blend and Its Effect on PCL Crystallinity. Macromol. Symp. 2007, 249–250, 623–627. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameters | ABS | PCL | TPU |
|---|---|---|---|
| Velocity (mm/s) | 50 | 15 | 15 |
| Temperature (°C) | 240 | 100 | 240 |
| Nozzle diameter (mm) | 0.8 | 0.8 | 0.4 |
| Two-Layer Composite Structures | Cycle | Shape Fixity Ratio (%) | Shape Recovery Ratio (%) |
|---|---|---|---|
| ABS–TPU | 1 | 90.2 ± 0.8 | 93.1 ± 1.3 |
| 2 | 85.3 ± 1.0 | 82.6 ± 1.2 | |
| 3 | 79.8 ± 0.4 | 72.7 ± 0.7 | |
| 4 | 68.3 ± 0.4 | 69.8 ± 0.5 | |
| 5 | 66.3 ± 0.2 | 69.3 ± 0.1 | |
| PCL–TPU | 1 | 77.4 ± 1.6 | 100 ± 0.0 |
| 2 | 72.7 ± 1.2 | 100 ± 0.0 | |
| 3 | 69.3 ± 1.3 | 98.3 ± 0.1 | |
| 4 | 68.4 ± 1.0 | 97.2 ± 0.2 | |
| 5 | 68.2 ± 0.8 | 97.0 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahmatabadi, D.; Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Zolfagharian, A.; Bodaghi, M.; Baghani, M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers 2022, 14, 5446. https://doi.org/10.3390/polym14245446
Rahmatabadi D, Aberoumand M, Soltanmohammadi K, Soleyman E, Ghasemi I, Baniassadi M, Abrinia K, Zolfagharian A, Bodaghi M, Baghani M. A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures. Polymers. 2022; 14(24):5446. https://doi.org/10.3390/polym14245446
Chicago/Turabian StyleRahmatabadi, Davood, Mohammad Aberoumand, Kianoosh Soltanmohammadi, Elyas Soleyman, Ismaeil Ghasemi, Majid Baniassadi, Karen Abrinia, Ali Zolfagharian, Mahdi Bodaghi, and Mostafa Baghani. 2022. "A New Strategy for Achieving Shape Memory Effects in 4D Printed Two-Layer Composite Structures" Polymers 14, no. 24: 5446. https://doi.org/10.3390/polym14245446