


Material Extrusion of Helical Shape Memory Polymer Artificial Muscles for Human Space Exploration Apparatus

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Single-Factor Experiment Design
2.3. Helical Geometry Measurement
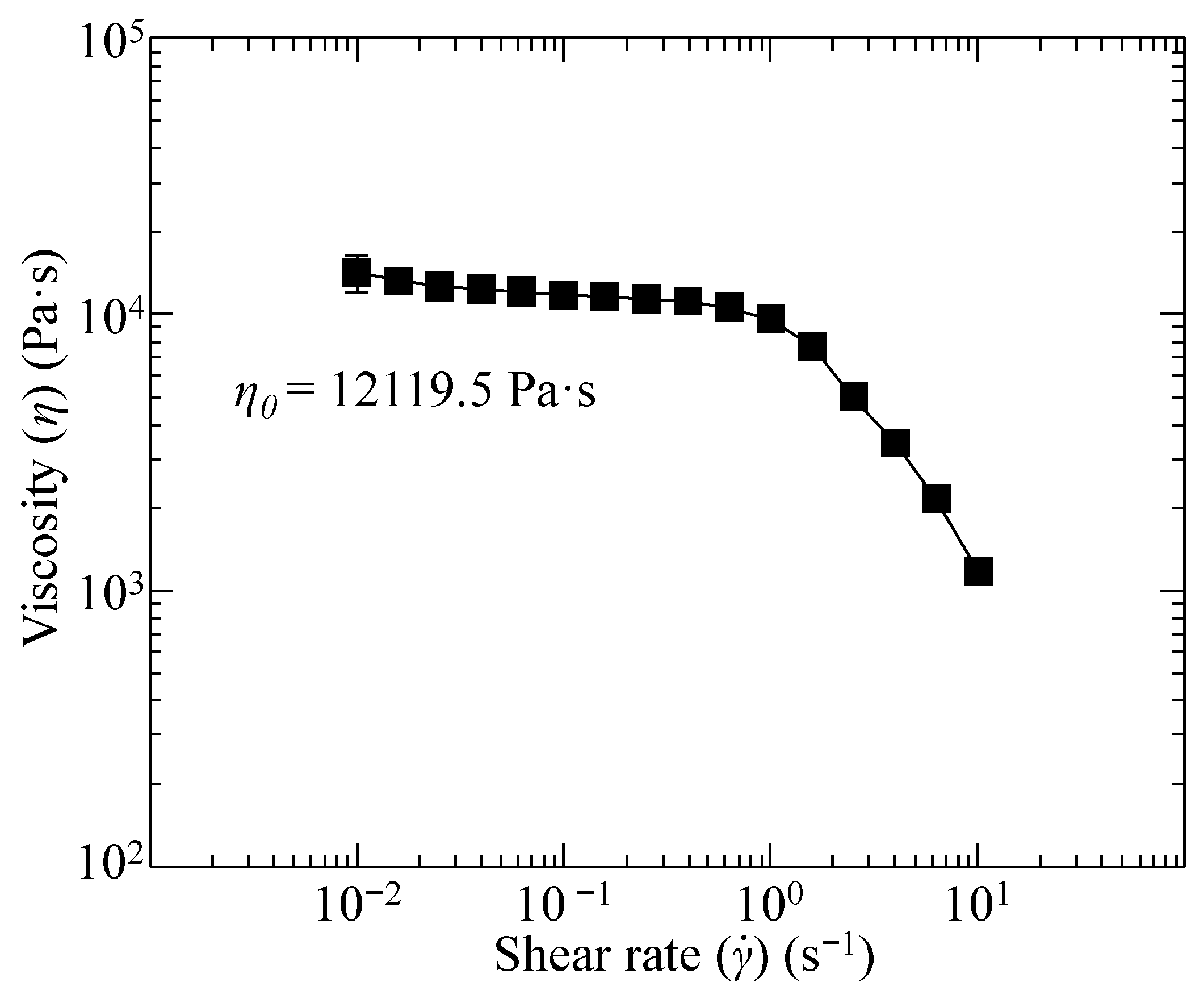
2.4. Rheological Property Testing
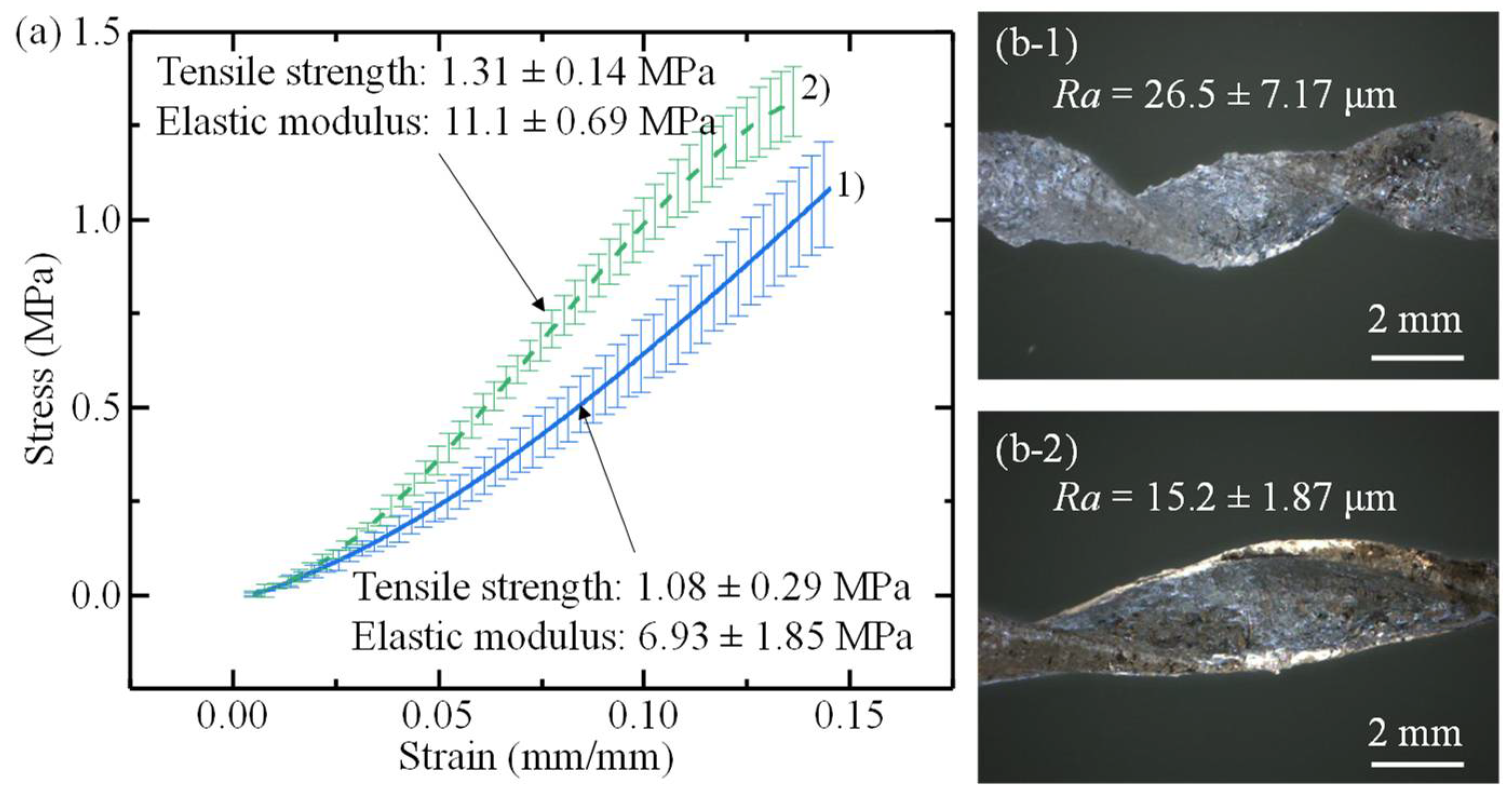
2.5. Mechanical Property Testing
2.6. Surface Morphology
2.7. Contraction Testing
2.8. Artificial Muscle Length and Statistical Analysis
3. Results and Discussion
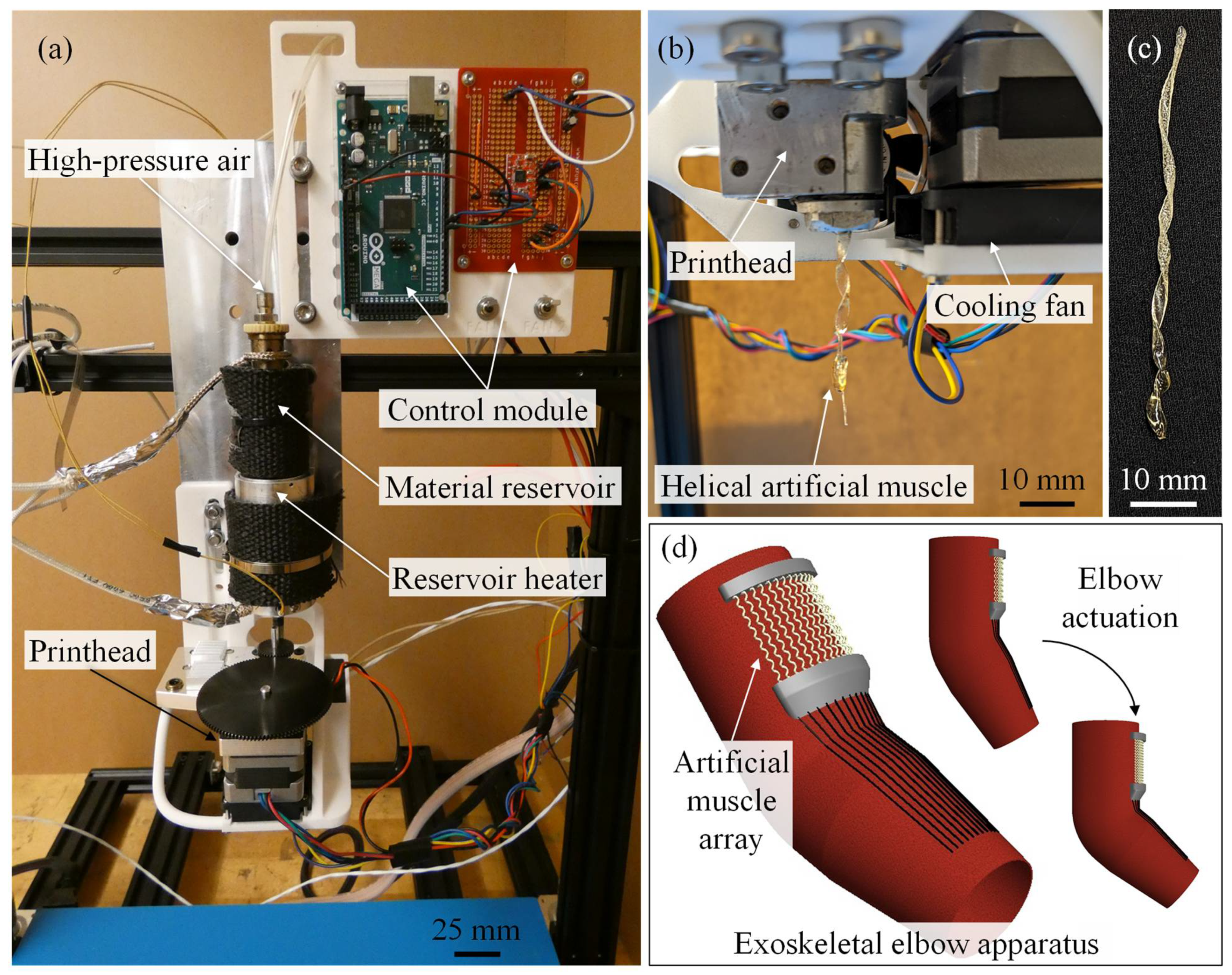
3.1. Helical Artificial Muscle Extrusion Mechanism
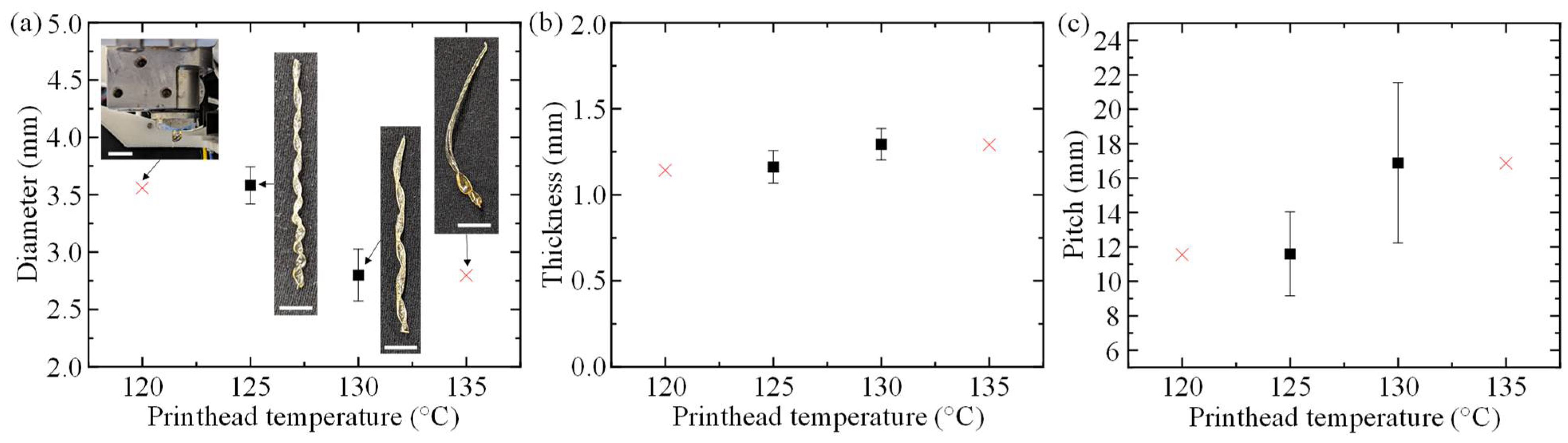
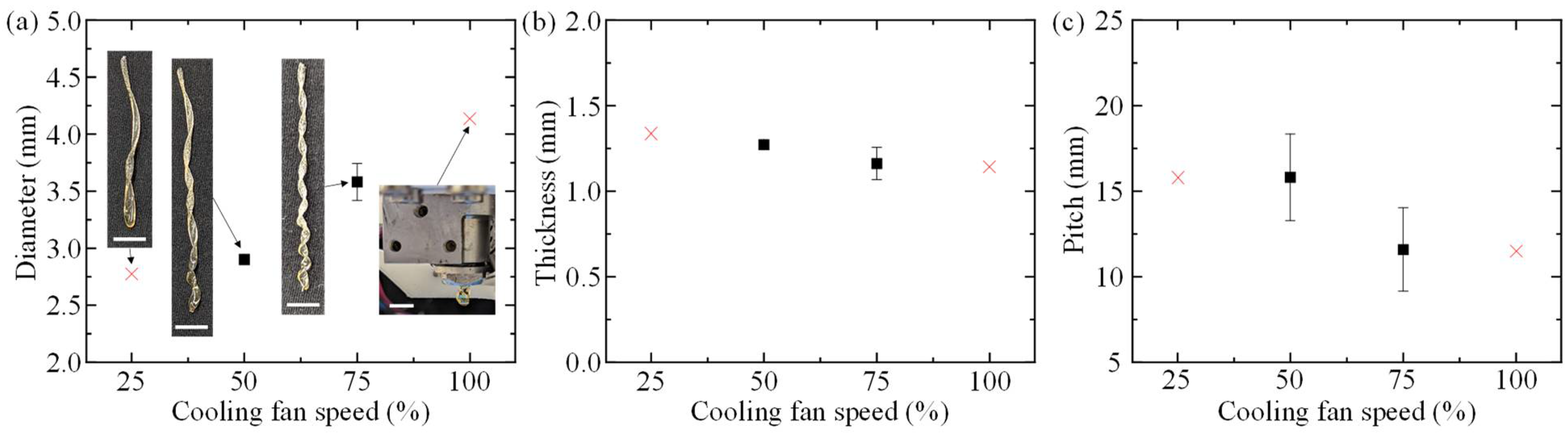
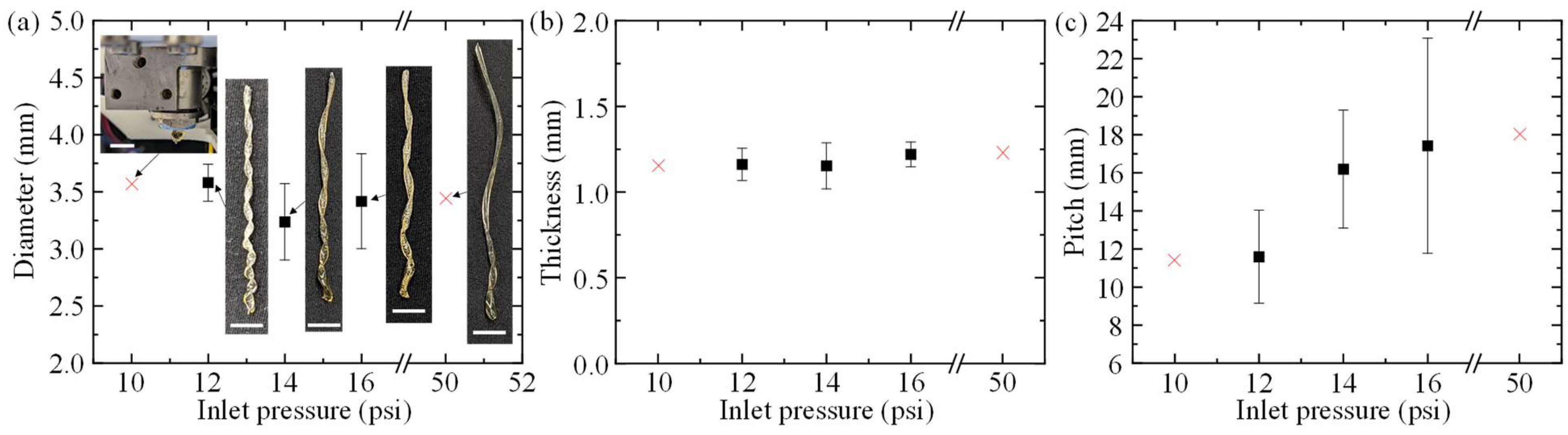
3.2. Printing Condition Effects on Artificial Muscle Geometry
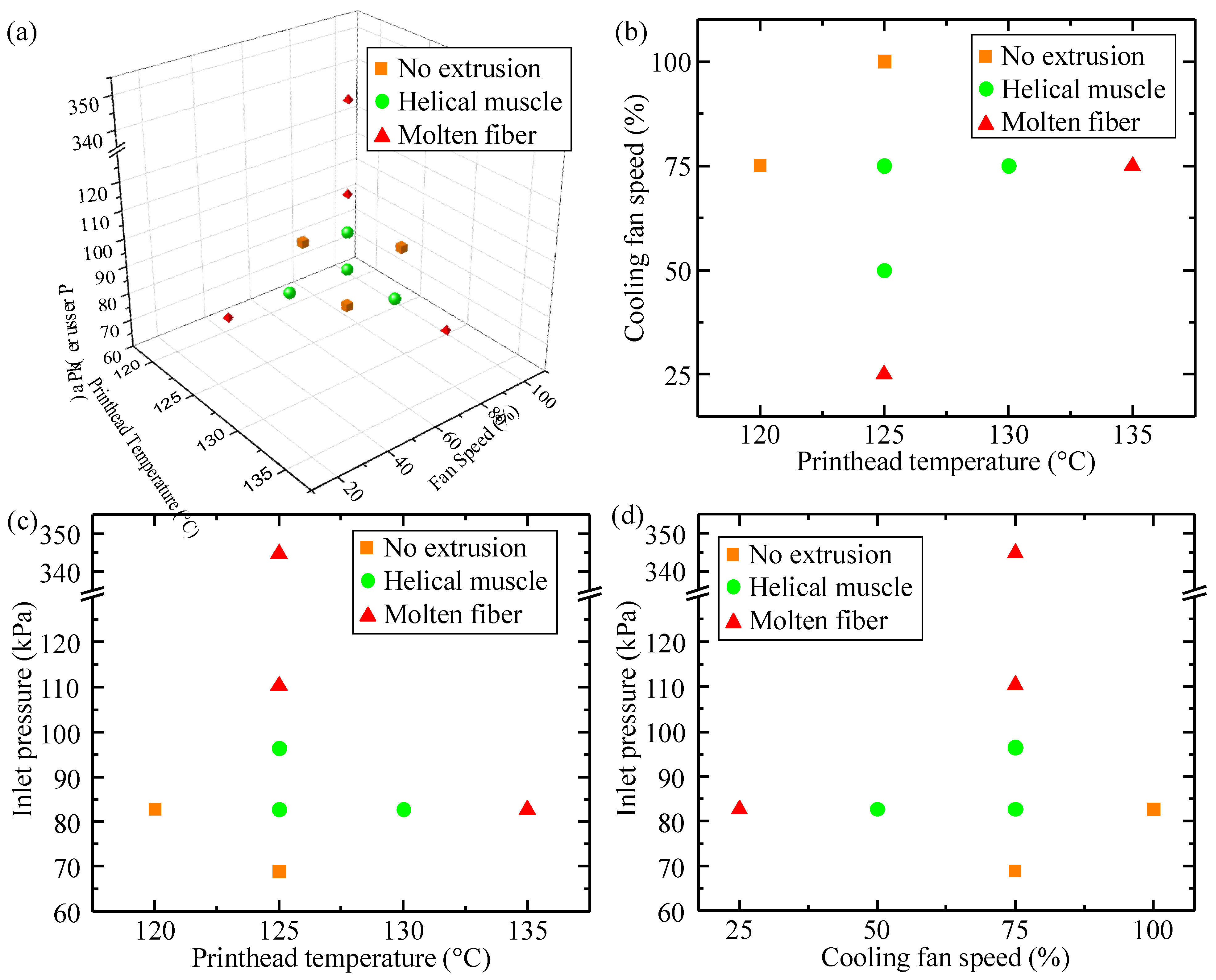
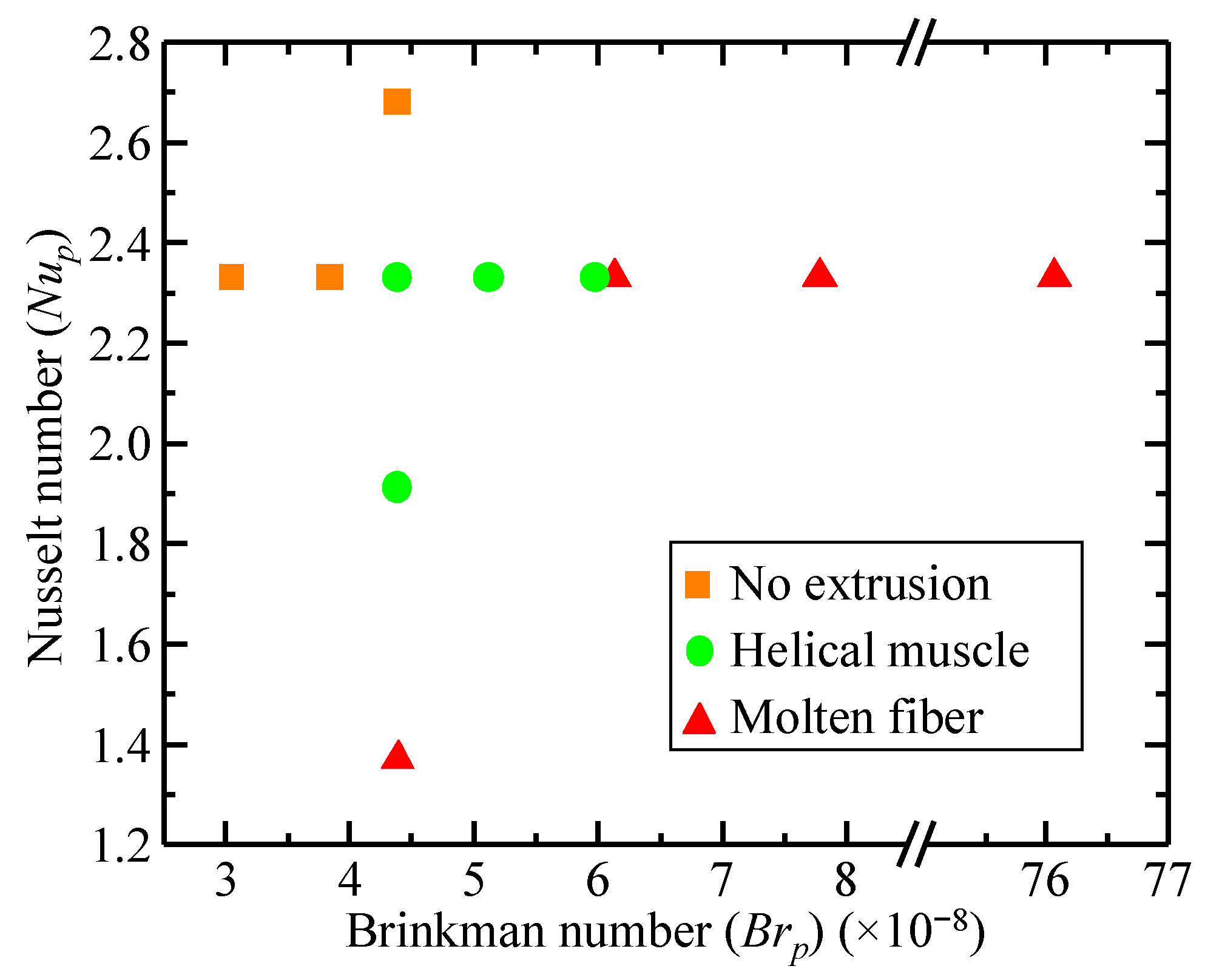
3.3. Phase Diagram Establishment for Helical Artificial Muscle Formation
3.4. Mechanical Properties and Surface Morphology
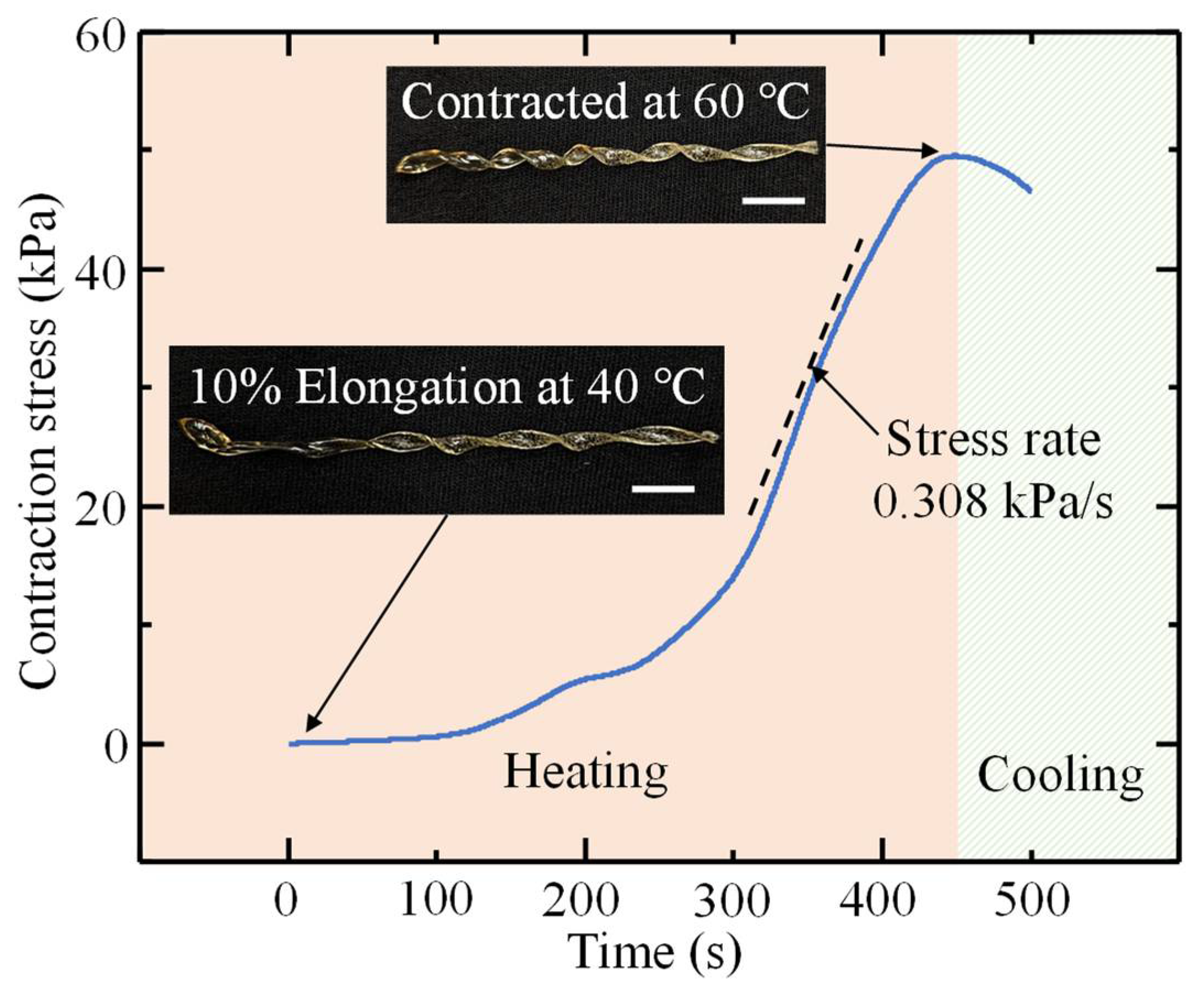
3.5. Contraction Results
4. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blaber, E.; Marcal, H.; Burns, B.P. Bioastronautics: The influence of microgravity on astronaut health. Astrobiology 2010, 10, 463–473. [Google Scholar] [CrossRef] [PubMed]
- Hackney, K.J.; Scott, J.M.; Hanson, A.M.; English, K.L.; Downs, M.E.; Ploutz-Snyder, L.L. The astronaut-athlete: Optimizing human performance in space. J. Strength Cond. Res. 2015, 29, 3531–3545. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sawicki, G.S.; Beck, O.N.; Kang, I.; Young, A.J. The exoskeleton expansion: Improving walking and running economy. J. Neuroeng. Rehabil. 2020, 17, 25. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Hao, L.; Liu, M.; Gao, H.; Li, X. Prescribed performance model-free adaptive terminal sliding mode control for the pneumatic artificial muscles elbow exoskeleton. J. Mech. Sci. Technol. 2021, 35, 3183–3197. [Google Scholar] [CrossRef]
- Nassour, J.; Zhao, G.; Grimmer, M. Soft pneumatic elbow exoskeleton reduces the muscle activity, metabolic cost and fatigue during holding and carrying of loads. Sci. Rep. 2021, 11, 12556. [Google Scholar] [CrossRef]
- Salahuddin, B.; Warren, H.; Spinks, G.M. A comprehensive test method for measuring actuation performance of McKibben artificial muscles. Smart Mater. Struct. 2021, 30, 045016. [Google Scholar] [CrossRef]
- Yahara, S.; Wakimoto, S.; Kanda, T.; Matsushita, K. McKibben artificial muscle realizing variable contraction characteristics using helical shape-memory polymer fibers. Sens. Actuators A Phys. 2019, 295, 637–642. [Google Scholar] [CrossRef]
- Ali, H.F.; Kim, Y. Novel artificial muscle using shape memory alloy spring bundles in honeycomb architecture in Bi-directions. Microsyst. Technol. 2022, 28, 2315–2324. [Google Scholar] [CrossRef]
- Pérez-Cerrato, M.; Fraile, I.; Gómez-Cortés, J.F.; Urionabarrenetxea, E.; Ruiz-Larrea, I.; González, I.; Nó, M.L.; Burgos, N.; San Juan, J.M. Designing for Shape Memory in Additive Manufacturing of Cu–Al–Ni Shape Memory Alloy Processed by Laser Powder Bed Fusion. Materials 2022, 15, 6284. [Google Scholar] [CrossRef]
- González, J.; Ardanuy, M.; González, M.; Rodriguez, R.; Jovančić, P. Polyurethane shape memory filament yarns: Melt spinning, carbon-based reinforcement, and characterization. Text. Res. J. 2022, 000405175221114165. [Google Scholar] [CrossRef]
- Kim, M.L.; Otal, E.H.; Takizawa, J.; Sinatra, N.R.; Dobson, K.; Kimura, M. All-Organic Electroactive Shape-Changing Knitted Textiles Using Thermoprogrammed Shape-Memory Fibers Spun by 3D Printing. ACS Appl. Polym. Mater. 2022, 4, 2355–2364. [Google Scholar] [CrossRef]
- Tonndorf, R.; Aibibu, D.; Cherif, C. Thermoresponsive Shape Memory Fibers for Compression Garments. Polymers 2020, 12, 2989. [Google Scholar] [CrossRef]
- Aslan, S.; Kaplan, S. Thermomechanical and shape memory performances of thermo-sensitive polyurethane fibers. Fibers Polym. 2018, 19, 272–280. [Google Scholar] [CrossRef]
- Fabris, C.; Perin, D.; Fredi, G.; Rigotti, D.; Bortolotti, M.; Pegoretti, A.; Xanthopoulou, E.; Bikiaris, D.N.; Dorigato, A. Improving the Wet-Spinning and Drawing Processes of Poly(lactide)/Poly(ethylene furanoate) and Polylactide/Poly(dodecamethylene furanoate) Fiber Blends. Polymers 2022, 14, 2910. [Google Scholar] [CrossRef]
- Li, S.; Li, R.; González, O.G.; Chen, T.; Xiao, X. Highly sensitive and flexible piezoresistive sensor based on c-MWCNTs decorated TPU electrospun fibrous network for human motion detection. Compos. Sci. Technol. 2021, 203, 108617. [Google Scholar] [CrossRef]
- Zhang, C.-s.; Zhang, Z.-g.; Liu, M.-f.; Bao, E.-c.; Liang, C.; Zhao, G.-q. Effects of single-and multi-stage solid solution treatments on microstructure and properties of as-extruded AA7055 helical profile. Trans. Nonferr. Met. Soc. China 2021, 31, 1885–1901. [Google Scholar] [CrossRef]
- Haines, C.S.; Lima, M.D.; Li, N.; Spinks, G.M.; Foroughi, J.; Madden, J.D.; Kim, S.H.; Fang, S.; Jung de Andrade, M.; Goktepe, F.; et al. Artificial muscles from fishing line and sewing thread. Science 2014, 343, 868–872. [Google Scholar] [CrossRef]
- Tsabedze, T.; Mullen, C.; Coulter, R.; Wade, S.; Zhang, J. Helically wrapped supercoiled polymer (HW-SCP) artificial muscles: Design, characterization, and modeling. In Proceedings of the 2020 IEEE International Conference on Robotics and Automation (ICRA), Paris, France, 31 May–31 August 2020; pp. 5862–5868. [Google Scholar]
- Cersoli, T.; Cresanto, A.; Herberger, C.; MacDonald, E.; Cortes, P. 3D Printed Shape Memory Polymers Produced via Direct Pellet Extrusion. Micromachines 2021, 12, 87. [Google Scholar] [CrossRef]
- Sangian, D.; Jeiranikhameneh, A.; Naficy, S.; Beirne, S.; Spinks, G.M. Three-Dimensional Printed Braided Sleeves for Manufacturing McKibben Artificial Muscles. 3D Print. Addit. Manuf. 2019, 6, 57–62. [Google Scholar] [CrossRef]
- Luo, B.; Zhong, Y.; Chen, H.; Zhu, Z.; Wang, Y. Direct Writing Corrugated PVC Gel Artificial Muscle via Multi-Material Printing Processes. Polymers 2021, 13, 2734. [Google Scholar] [CrossRef]
- Roach, D.J.; Yuan, C.; Kuang, X.; Li, V.C.; Blake, P.; Romero, M.L.; Hammel, I.; Yu, K.; Qi, H.J. Long Liquid Crystal Elastomer Fibers with Large Reversible Actuation Strains for Smart Textiles and Artificial Muscles. ACS Appl. Mater. Interfaces 2019, 11, 19514–19521. [Google Scholar] [CrossRef] [PubMed]
- Xie, T.; Rousseau, I.A. Facile tailoring of thermal transition temperatures of epoxy shape memory polymers. Polymer 2009, 50, 1852–1856. [Google Scholar] [CrossRef]
- Maksimkin, A.V.; Kaloshkin, S.D.; Zadorozhnyy, M.V.; Senatov, F.S.; Salimon, A.I.; Dayyoub, T. Artificial muscles based on coiled UHMWPE fibers with shape memory effect. Express Polym. Lett. 2018, 12, 1072–1080. [Google Scholar] [CrossRef]
- Yakacki, C.M.; Shandas, R.; Safranski, D.; Ortega, A.M.; Sassaman, K.; Gall, K. Strong, tailored, biocompatible shape-memory polymer networks. Adv. Funct. Mater. 2008, 18, 2428–2435. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, W.; Liu, J.; Huang, J.; Cao, F.; Qian, K.; Yao, Y.; Li, W. Recent advances and perspectives of shape memory polymer fibers. Eur. Polym. J. 2022, 175, 111385. [Google Scholar] [CrossRef]
- Chueca de Bruijn, A.; Gómez-Gras, G.; Pérez, M.A. Mechanical study on the impact of an effective solvent support-removal methodology for FDM Ultem 9085 parts. Polym. Test. 2020, 85, 106433. [Google Scholar] [CrossRef]
- Bayaniahangar, R.; Bayani Ahangar, S.; Zhang, Z.; Lee, B.P.; Pearce, J.M. 3-D printed soft magnetic helical coil actuators of iron oxide embedded polydimethylsiloxane. Sens. Actuators B Chem. 2021, 326, 128781. [Google Scholar] [CrossRef]
- Sparrman, B.; du Pasquier, C.; Thomsen, C.; Darbari, S.; Rustom, R.; Laucks, J.; Shea, K.; Tibbits, S. Printed silicone pneumatic actuators for soft robotics. Addit. Manuf. 2021, 40, 101860. [Google Scholar] [CrossRef]
- Mitchell, K.; Raymond, L.; Jin, Y. Material Extrusion Advanced Manufacturing of Helical Artificial Muscles from Shape Memory Polymer. Machines 2022, 10, 497. [Google Scholar] [CrossRef]
- Angın, N.; Çaylak, S.; Ertaş, M. Studies on Thermal and Morphological Properties of Polyurethane Foam Filled Polypropylene/Poly (lactic acid) Blends. J. Innov. Sci. Eng. 2019, 3, 47–56. [Google Scholar] [CrossRef]
- Wu, W.; Ye, W.; Wu, Z.; Geng, P.; Wang, Y.; Zhao, J. Influence of Layer Thickness, Raster Angle, Deformation Temperature and Recovery Temperature on the Shape-Memory Effect of 3D-Printed Polylactic Acid Samples. Materials 2017, 10, 970. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zare, M.; Prabhakaran, M.P.; Parvin, N.; Ramakrishna, S. Thermally-induced two-way shape memory polymers: Mechanisms, structures, and applications. Chem. Eng. J. 2019, 374, 706–720. [Google Scholar] [CrossRef]
- Zhang, J. Modeling of a bending supercoiled polymer (SCP) artificial muscle. IEEE Robot. Autom. Lett. 2020, 5, 3822–3829. [Google Scholar] [CrossRef]
- Xia, H.; Lu, J.; Tryggvason, G. A numerical study of the effect of viscoelastic stresses in fused filament fabrication. Comput. Methods Appl. Mech. Eng. 2019, 346, 242–259. [Google Scholar] [CrossRef]
- Liang, J.-Z. Melt die-swell behavior of polyoxymethylene blended with ethylene-vinyl acetate copolymer and high-density polyethylene. Polym. Test. 2018, 68, 213–218. [Google Scholar] [CrossRef]
- La Gala, A.; Fiorio, R.; Erkoç, M.; Cardon, L.; D’hooge, D.R. Theoretical evaluation of the melting efficiency for the single-screw micro-extrusion process: The case of 3D printing of ABS. Processes 2020, 8, 1522. [Google Scholar] [CrossRef]
- Razeghiyadaki, A.; Wei, D.; Perveen, A.; Zhang, D.; Wang, Y. Effects of Melt Temperature and Non-Isothermal Flow in Design of Coat Hanger Dies Based on Flow Network of Non-Newtonian Fluids. Polymers 2022, 14, 3161. [Google Scholar] [CrossRef]
- Kroulíková, T.; Kůdelová, T.; Bartuli, E.; Vančura, J.; Astrouski, I. Comparison of a novel polymeric hollow fiber heat exchanger and a commercially available metal automotive radiator. Polymers 2021, 13, 1175. [Google Scholar] [CrossRef]
- Chang, H.; Ho, C.-D.; Chen, Y.-H.; Chen, L.; Hsu, T.-H.; Lim, J.-W.; Chiou, C.-P.; Lin, P.-H. Enhancing the Permeate Flux of Direct Contact Membrane Distillation Modules with Inserting 3D Printing Turbulence Promoters. Membranes 2021, 11, 266. [Google Scholar] [CrossRef]
- Bergman, T.L.; Lavine, A.S.; Incropera, F.P.; DeWitt, D.P. Introduction to Heat Transfer; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Pegues, J.; Roach, M.; Williamson, R.S.; Shamsaei, N. Surface roughness effects on the fatigue strength of additively manufactured Ti-6Al-4V. Int. J. Fatigue 2018, 116, 543–552. [Google Scholar] [CrossRef]
- Terekhina, S.; Tarasova, T.; Egorov, S.; Skornyakov, I.; Guillaumat, L.; Hattali, M. The effect of build orientation on both flexural quasi-static and fatigue behaviours of filament deposited PA6 polymer. Int. J. Fatigue 2020, 140, 105825. [Google Scholar] [CrossRef]
- Evans, N.T.; Irvin, C.W.; Safranski, D.L.; Gall, K. Impact of surface porosity and topography on the mechanical behavior of high strength biomedical polymers. J. Mech. Behav. Biomed. Mater. 2016, 59, 459–473. [Google Scholar] [CrossRef] [Green Version]
- Valvez, S.; Reis, P.N.; Susmel, L.; Berto, F. Fused filament fabrication-4D-printed shape memory polymers: A review. Polymers 2021, 13, 701. [Google Scholar] [CrossRef]
- Ehrmann, G.; Ehrmann, A. Investigation of the shape-memory properties of 3D printed PLA structures with different infills. Polymers 2021, 13, 164. [Google Scholar] [CrossRef]
- Qi, X.; Yang, W.; Yu, L.; Wang, W.; Lu, H.; Wu, Y.; Zhu, S.; Zhu, Y.; Liu, X.; Dong, Y. Design of ethylene-vinyl acetate copolymer fiber with two-way shape memory effect. Polymers 2019, 11, 1599. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Conditions | |||
|---|---|---|---|
| Muscle Group No. | Printhead Heater Temperature (°C) | Cooling Fan Speed (%) | Inlet Pressure (psi) |
| 1 | 120 | 75 | 12 |
| 2 | 125 | 75 | 12 |
| 3 | 130 | 75 | 12 |
| 4 | 135 | 75 | 12 |
| 5 | 125 | 25 | 12 |
| 6 | 125 | 50 | 12 |
| 7 | 125 | 75 | 12 |
| 8 | 125 | 100 | 12 |
| 9 | 125 | 75 | 10 |
| 10 | 125 | 75 | 12 |
| 11 | 125 | 75 | 14 |
| 12 | 125 | 75 | 16 |
| 13 | 125 | 75 | 50 |
| Constant | Value | Constant | Value |
|---|---|---|---|
| t* | 1 mm | Pr | 0.71 |
| ka | 26.3 × 10−3 W/m2K | ρa | 1.161 kg/m3 |
| kp | 0.132 W/m2K | ηa | 184.6 × 10−7 N·s/m2 |
| Tm | 155 °C | l | 52.2 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitchell, K.; Raymond, L.; Wood, J.; Su, J.; Zhang, J.; Jin, Y. Material Extrusion of Helical Shape Memory Polymer Artificial Muscles for Human Space Exploration Apparatus. Polymers 2022, 14, 5325. https://doi.org/10.3390/polym14235325
Mitchell K, Raymond L, Wood J, Su J, Zhang J, Jin Y. Material Extrusion of Helical Shape Memory Polymer Artificial Muscles for Human Space Exploration Apparatus. Polymers. 2022; 14(23):5325. https://doi.org/10.3390/polym14235325
Chicago/Turabian StyleMitchell, Kellen, Lily Raymond, Joshua Wood, Ji Su, Jun Zhang, and Yifei Jin. 2022. "Material Extrusion of Helical Shape Memory Polymer Artificial Muscles for Human Space Exploration Apparatus" Polymers 14, no. 23: 5325. https://doi.org/10.3390/polym14235325