
Facile Fabrication of Superhydrophobic and Flame-Retardant Coatings on Cotton Fabrics
Abstract
:1. Introduction
2. Experimental
2.1. Materials
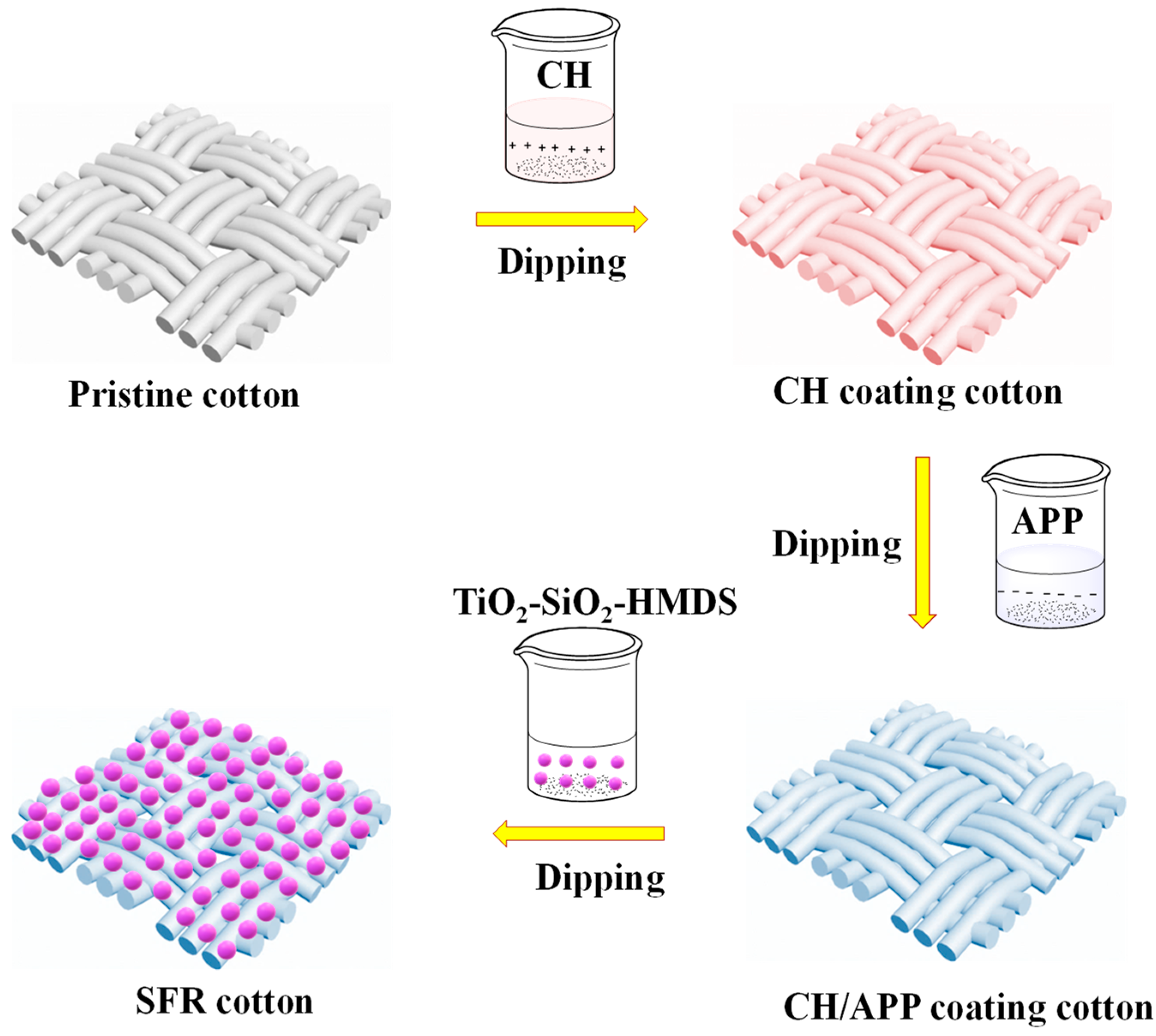
2.2. Preparation of SFR (CH/APP@TiO2-SiO2-HMDS) Cotton Fabric
2.3. Characterizations
3. Results and Discussion
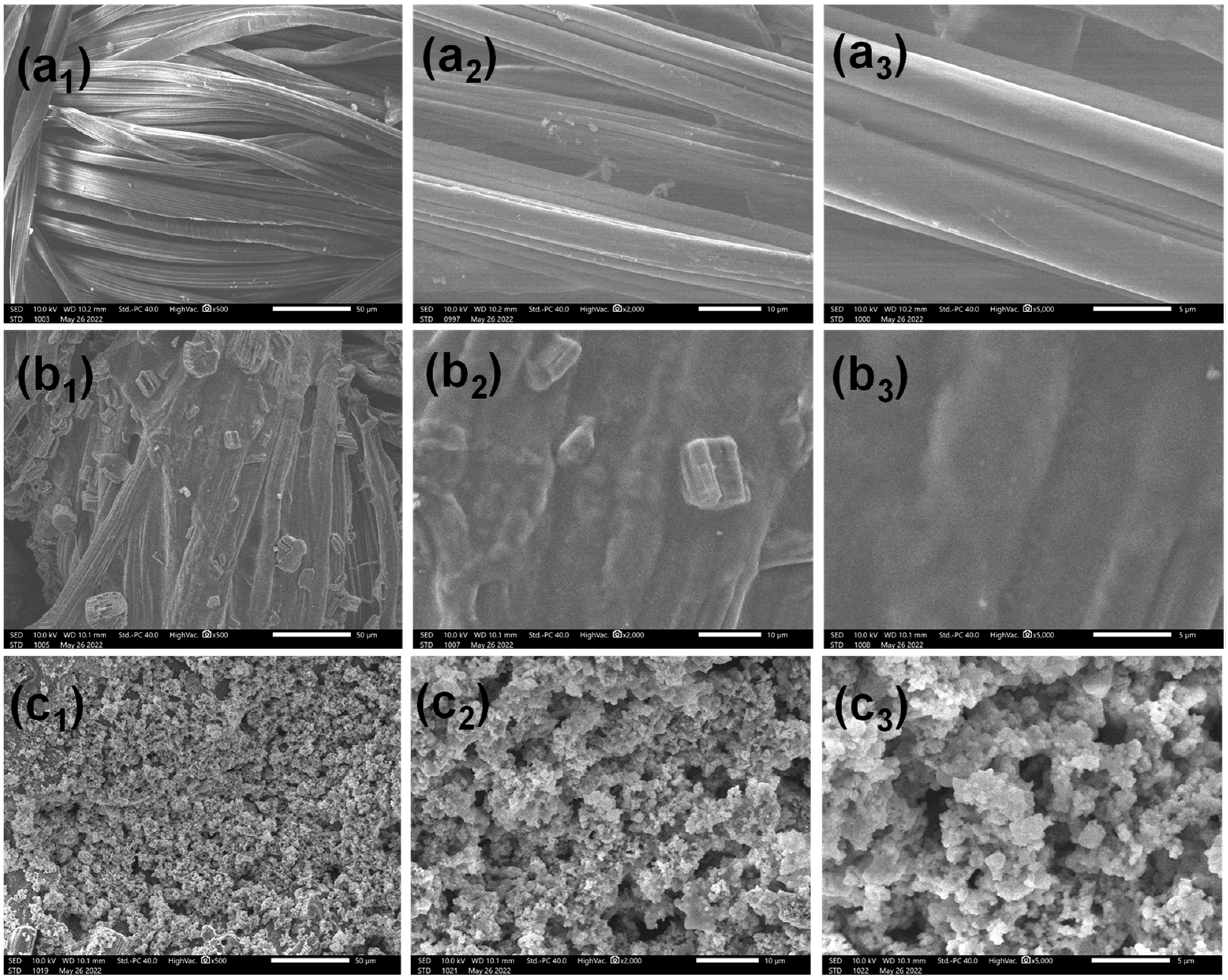
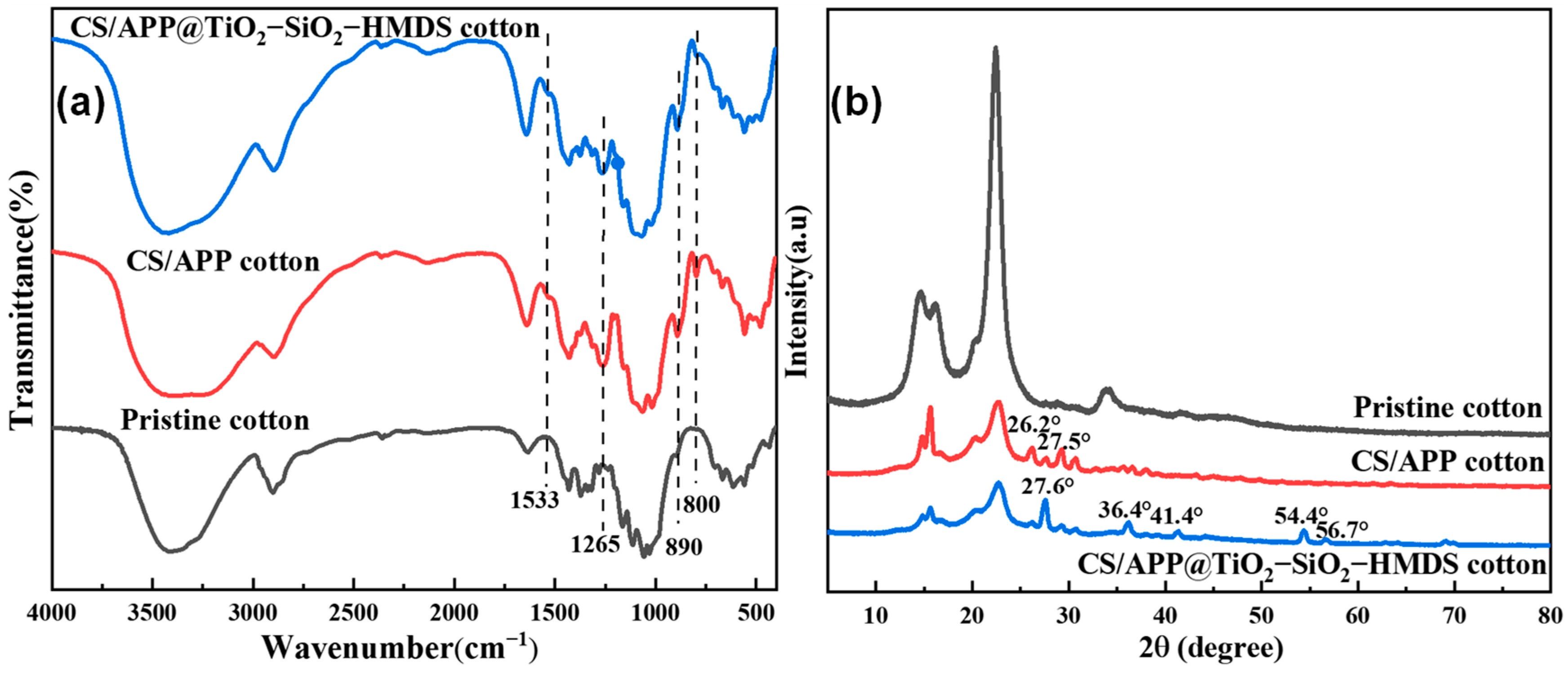
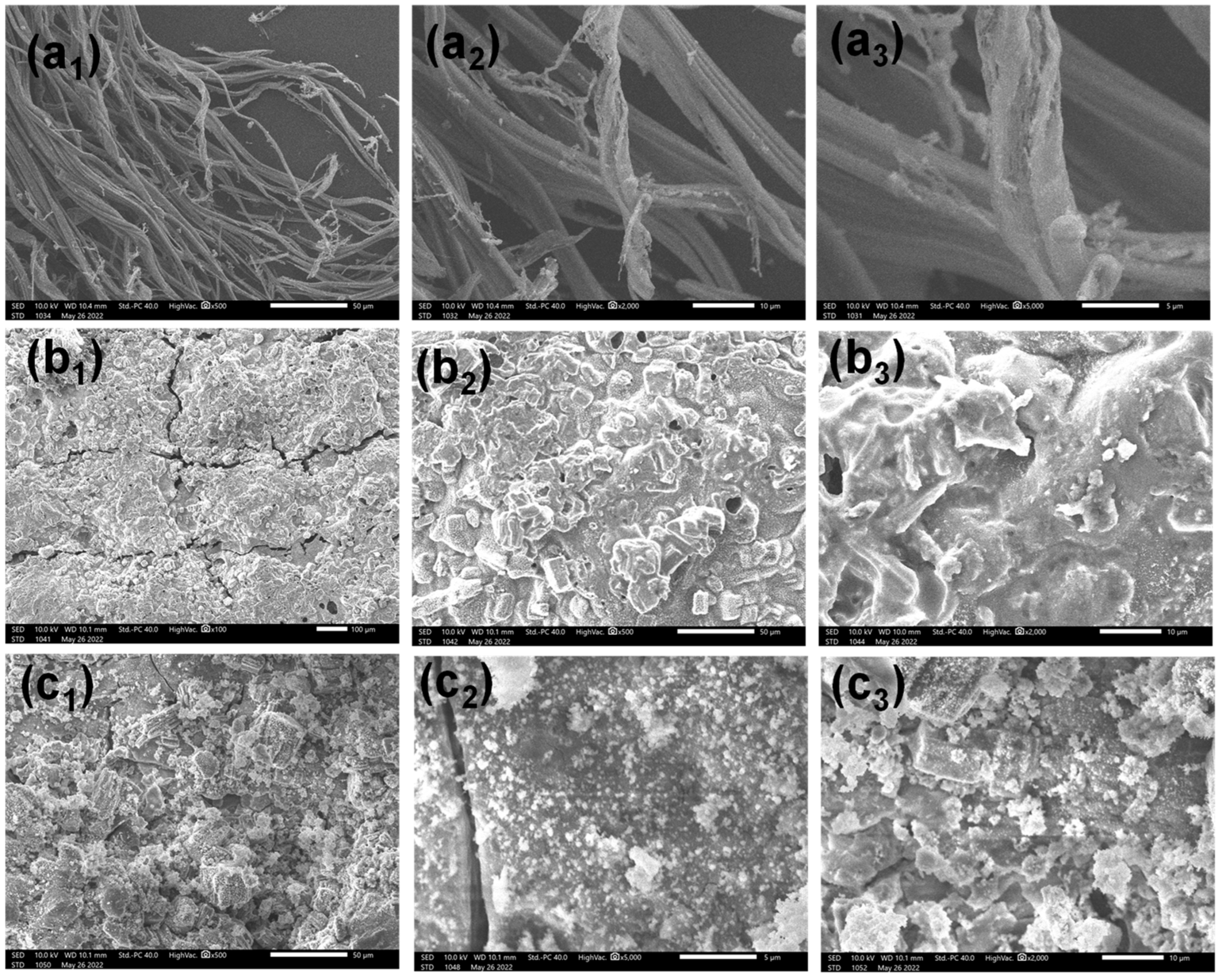
3.1. Surface Morphology and Chemical Composition
3.2. XRD
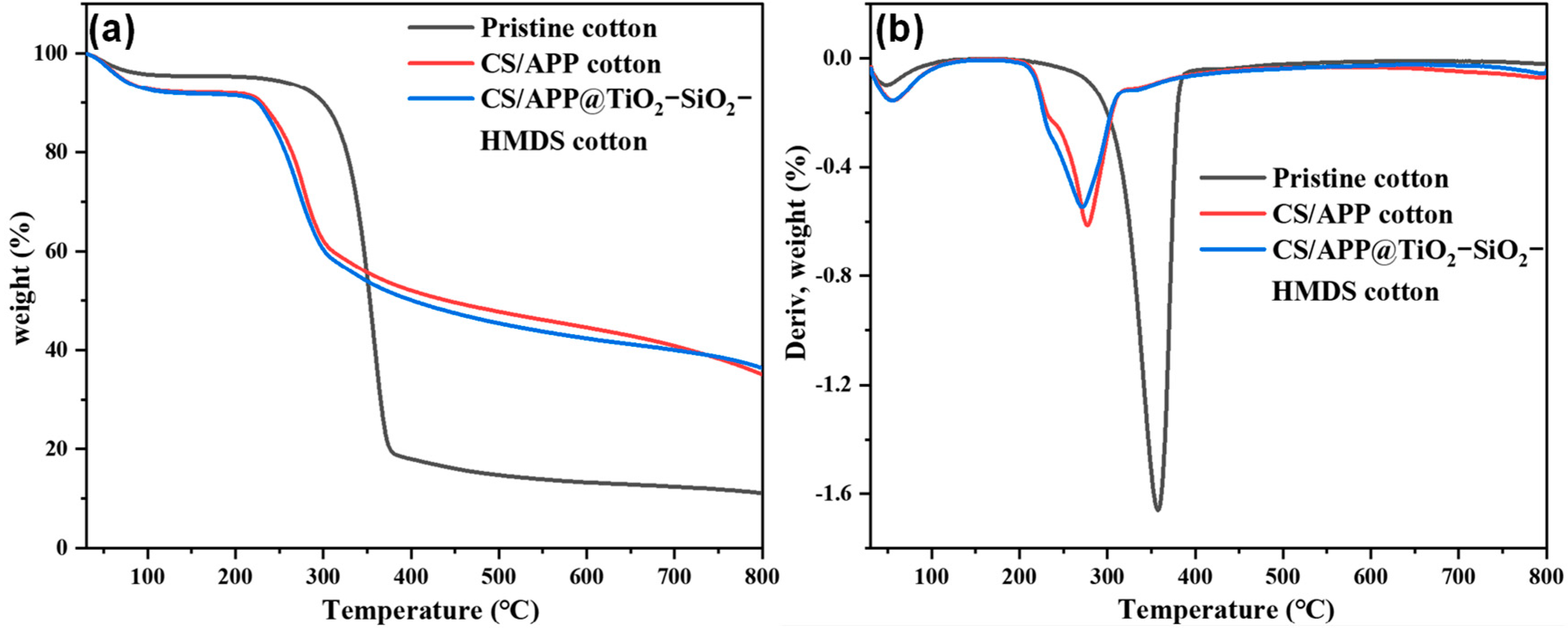
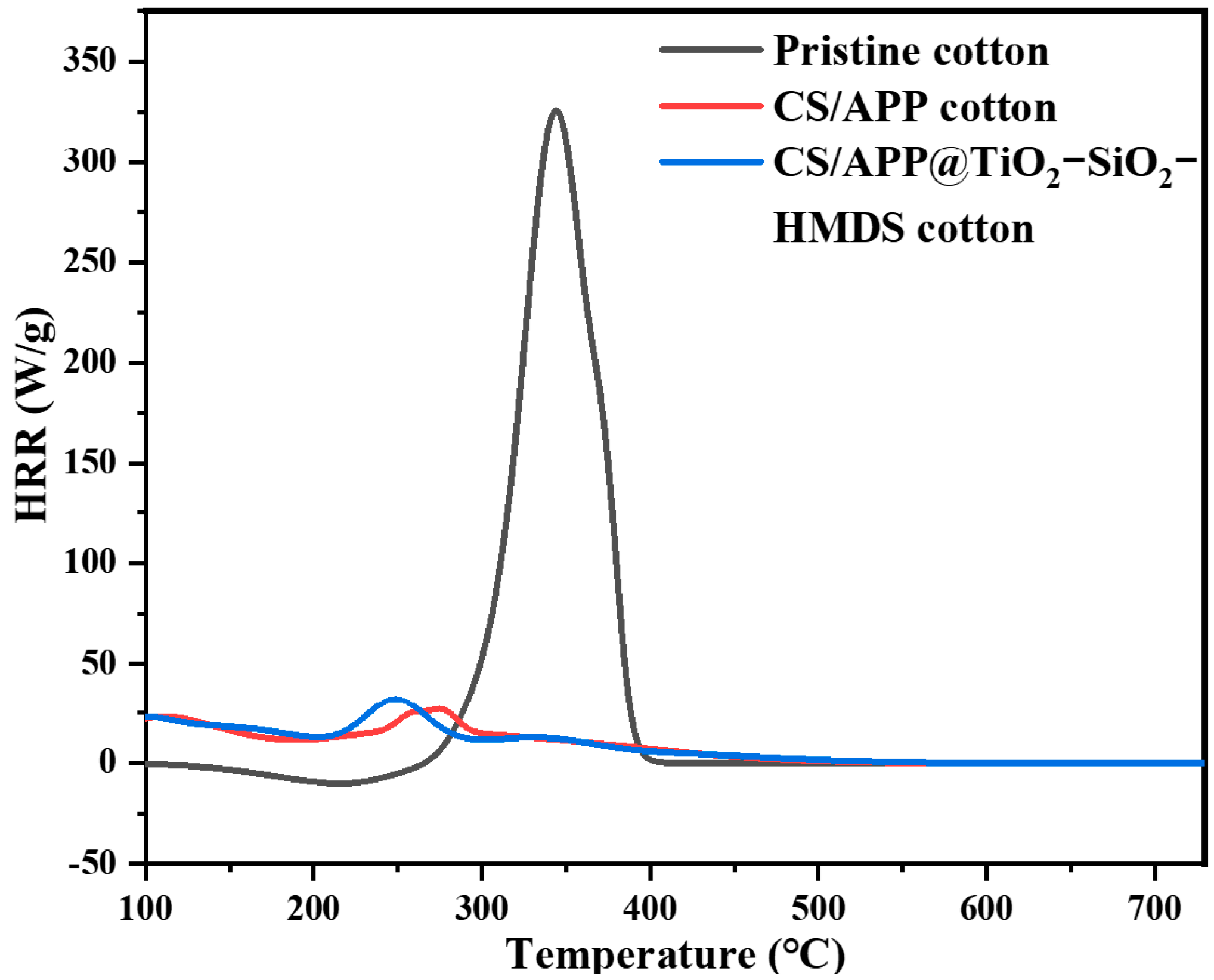
3.3. Thermal Stability
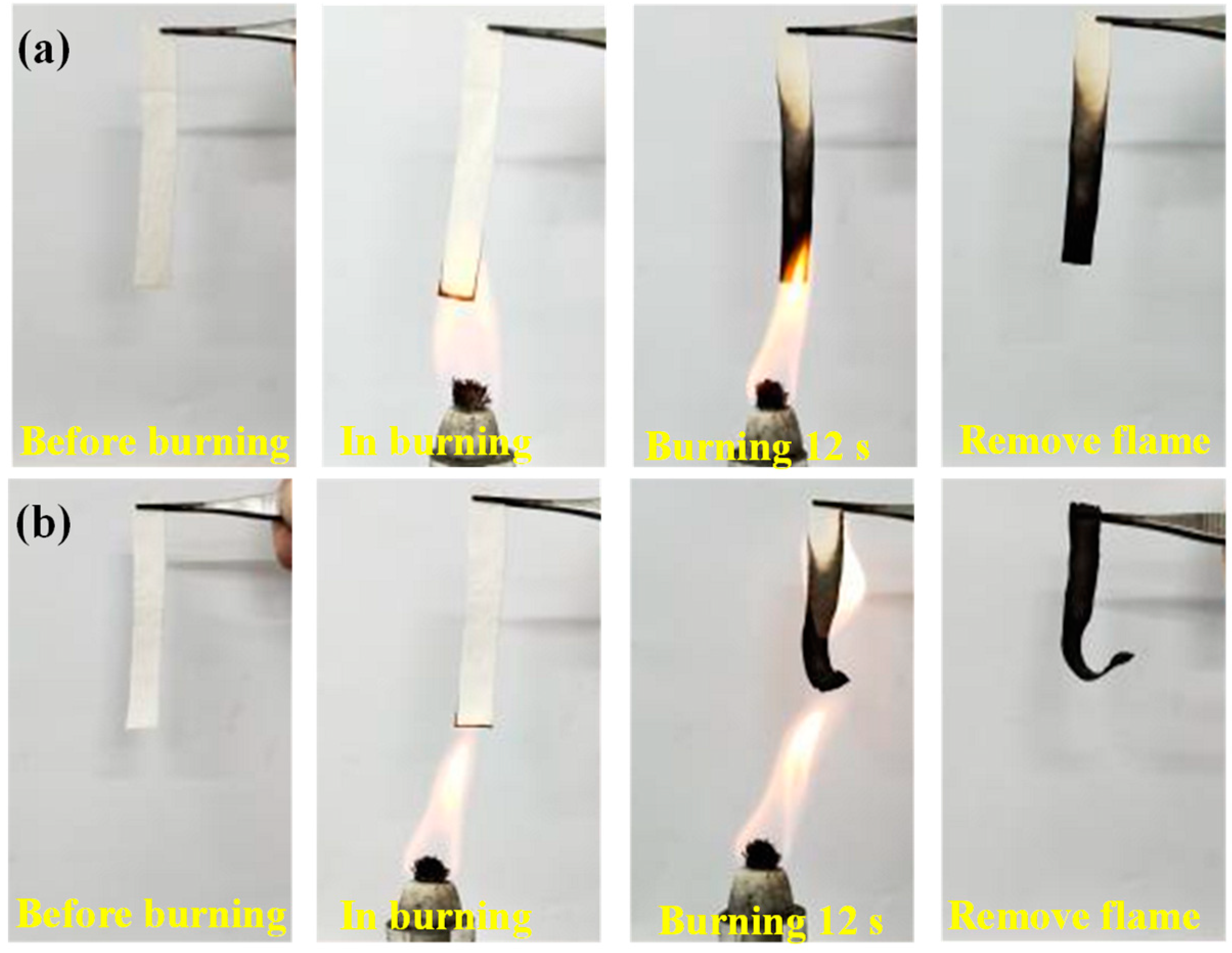
3.4. Characterizations for Flame-Retardant Properties
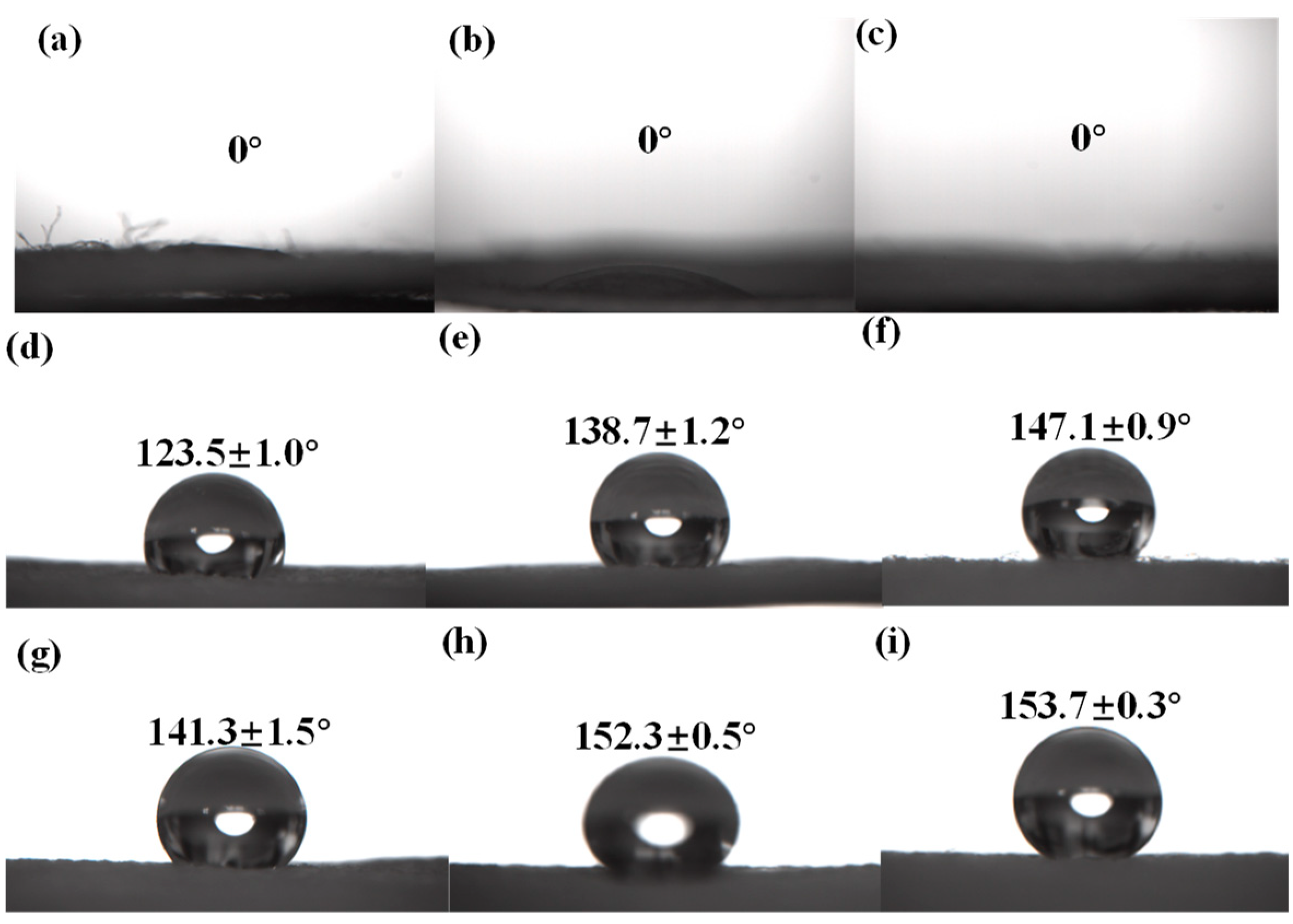
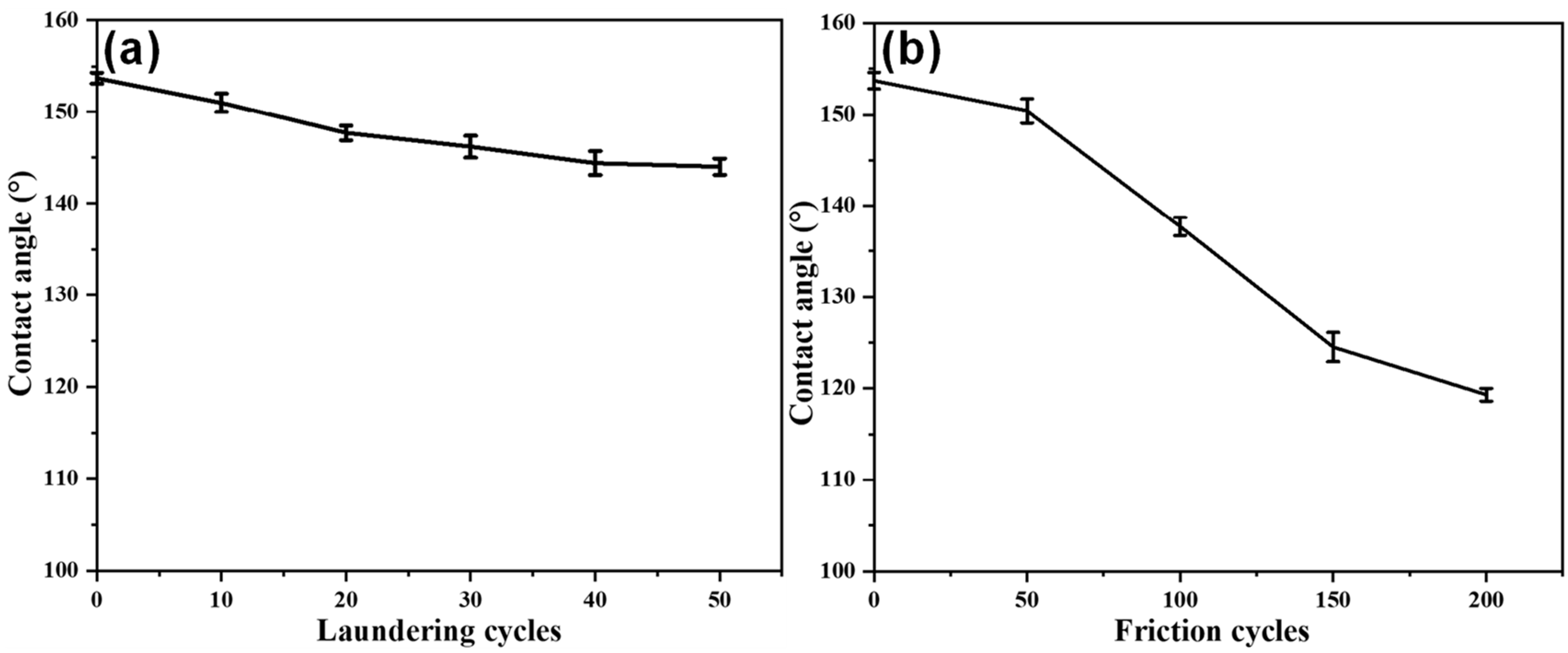
3.5. Superhydrophobicity Measurement
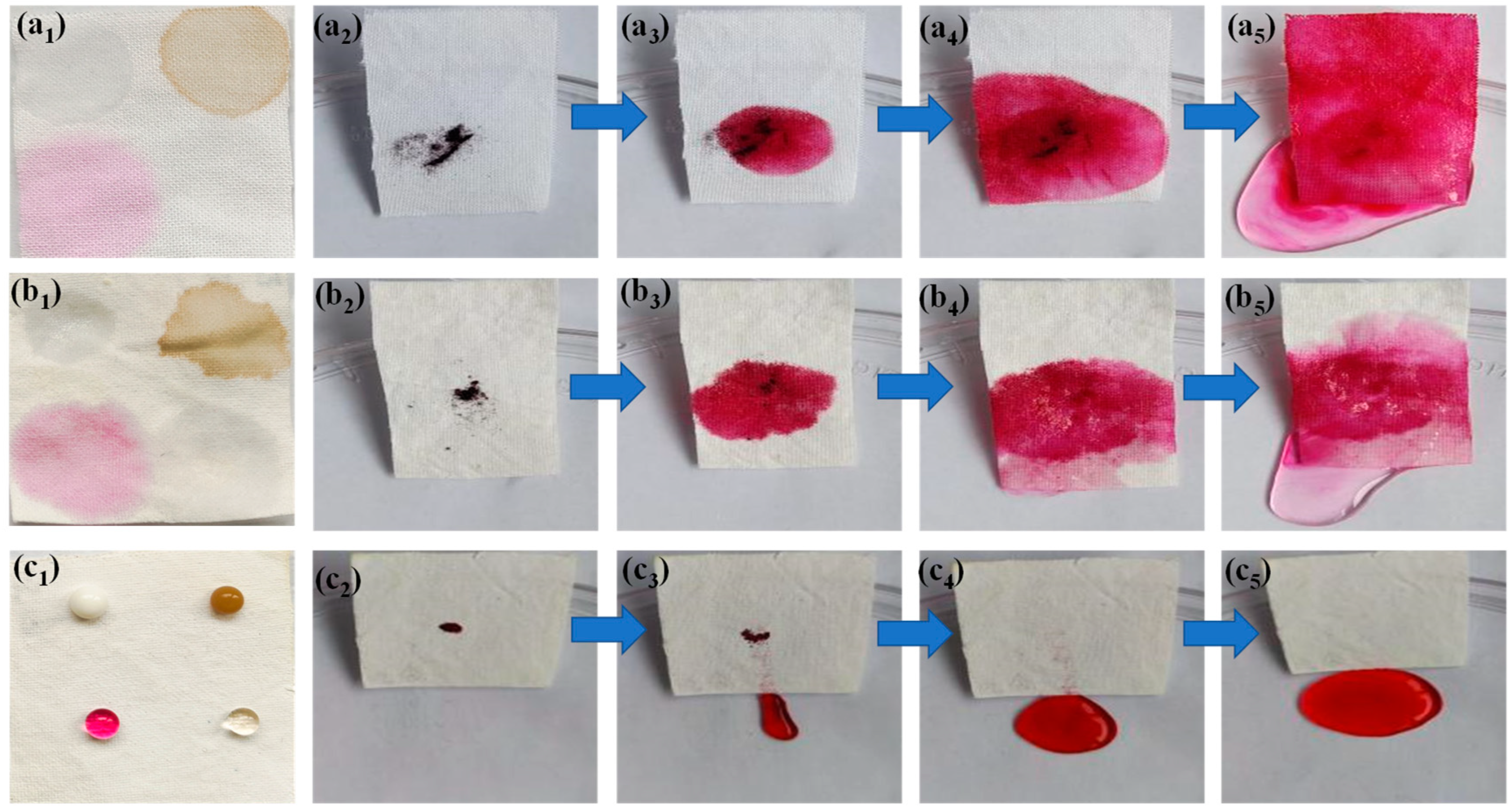
3.6. Wettability, Self-Cleaning Property and UV-Shielding Property
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Montagut, A.M.; Granados, A.; Ballesteros, A.; Pleixats, R.; Llagostera, M.; Cortés, P.; Sebastián, R.M.; Vallribera, A. Antibiotic protected silver nanoparticles for microbicidal cotton. Tetrahedron 2019, 75, 102–108. [Google Scholar] [CrossRef]
- Xu, Q.B.; Zheng, W.S.; Duan, P.P.; Chen, J.N.; Zhang, Y.Y.; Fu, F.Y.; Diao, H.Y.; Liu, X.D. One-pot fabrication of durable antibacterial cotton fabric coated with silver nanoparticles via carboxymethyl chitosan as a binder and stabilizer. Carbohydr. Polym. 2019, 204, 42–49. [Google Scholar] [CrossRef] [PubMed]
- Fang, F.; Zhang, X.; Meng, Y.; Ding, X.; Bao, C.; Li, S.Y.; Zhang, H.; Tian, X.Y. Boron-containing intumescent multilayer nanocoating for extinguishing flame on cotton fabric. Cellulose 2016, 23, 2161–2172. [Google Scholar] [CrossRef]
- Li, Y.C.; Schulz, J.; Mannen, S.; Delhom, C.; Condon, B.; Chang, S.; Zammarano, M.; Grunlan, J.C. Flame retardant behavior of polyelectrolyte-clay thin film assemblies on cotton fabric. ACS Nano 2010, 4, 3325–3337. [Google Scholar] [CrossRef] [PubMed]
- Abdelrahman, M.S.; Khattab, T.A. Development of one-step water-repellent and flame-retardant finishes for cotton. ChemistrySelect 2019, 4, 3811–3816. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, C. Fabrication of cotton fabric with superhydrophobicity and flame retardancy. Carbohydr. Polym. 2013, 96, 396–402. [Google Scholar] [CrossRef]
- Kramer, R.K.; Guimarães, F.E.G.; Carvalho, A.J.F. Wood pulp fiber modification by layer-by-layer (LBL) self-assembly of chitosan/carboxymethyl cellulose complex: Confocal microscopy characterization. J. Mol. Liq. 2019, 273, 368–373. [Google Scholar] [CrossRef]
- Huang, J.; Li, M.; Ren, C.; Huang, W.; Wu, Q.; Li, Q.; Zhang, W.; Wang, S. Preparation of high-efficiency flame-retardant and superhydrophobic cotton fabric by a multi-step dipping. Coatings 2021, 11, 1147. [Google Scholar] [CrossRef]
- Shao, Z.B.; Deng, C.; Tan, Y.; Yu, L.; Chen, M.J.; Chen, L.; Wang, Y.Z. Ammonium polyphosphate chemically-modified with ethanolamine as an efficient intumescent flame retardant for polypropylene. J. Mater. Chem. A 2014, 2, 13955–13965. [Google Scholar] [CrossRef]
- Shukor, F.; Hassan, A.; Islam, M.S.; Mokhtar, M.; Hasan, M. Effect of ammonium polyphosphate on flame retardancy, thermal stability and mechanical properties of alkali treated kenaf fiber filled PLA biocomposites. Mater. Des. 2014, 54, 425–429. [Google Scholar] [CrossRef]
- Lin, D.; Zeng, X.; Li, H.; Lai, X. Facile fabrication of superhydrophobic and flame-retardant coatings on cotton fabrics via layer-by-layer assembly. Cellulose 2018, 25, 3135–3149. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.Q.; Jiang, L.M.; Zhang, C.J.; Li, Z.F.; Chen, H.Q.; Zhu, P. Effect of chitosan on the fire retardancy and thermal degradation properties of coated cotton fabrics with sodium phytate and APTES by LBL assembly. J. Anal. Appl. Pyrol. 2018, 135, 289–298. [Google Scholar] [CrossRef]
- Zhao, L.; Yan, H.; Fang, Z.; Wang, J.; Wang, H. On the flameproof treatment of ramie fabrics using a spray-assisted layer-by-layer technique. Polym. Degrad. Stab. 2015, 121, 11–17. [Google Scholar] [CrossRef]
- Chen, H.Q.; Xu, Y.J.; Jiang, Z.M.; Jin, X.; Liu, Y.; Zhang, L.; Zhang, C.J.; Yan, C. The thermal degradation property and flame-retardant mechanism of coated knitted cotton fabric with chitosan and APP by LBL assembly. J. Anal. Calorim. 2020, 140, 591–602. [Google Scholar] [CrossRef]
- Zhao, W.; Xiao, X.; Ye, Z. Facile fabrication of flame-retardant SiO2/APP@PDMS fabric with superhydrophobicity for highly efficient oil/water separation. Fiber Polym. 2021, 22, 387–395. [Google Scholar] [CrossRef]
- Qi, P.; Wang, S.; Wang, W.; Sun, J.; Yuan, H.; Zhang, S. Chitosan/sodium polyborate based micro-nano coating with high flame retardancy and superhydrophobicity for cotton fabric. Int. J. Biol. Macromol. 2022, 205, 261–273. [Google Scholar] [CrossRef]
- Lu, C.; Gao, Y.; Yu, S.; Zhou, H.; Wang, X.; Li, L. Non-fluorinated flexible superhydrophobic surface with excellent mechanical durability and self-cleaning performance. ACS Appl. Mater. Inter. 2022, 14, 4750–4758. [Google Scholar] [CrossRef]
- Lim, S.M.; Ryu, J.; Sohn, E.H.; Lee, S.G.; Park, I.J.; Hong, J.; Kang, H.S. Flexible, elastic, and superhydrophobic/superoleophilic adhesive for reusable and durable water/oil separation coating. ACS Appl. Mater. Inter. 2022, 14, 10825–10835. [Google Scholar] [CrossRef]
- Park, C.; Kim, T.; Kim, Y.I.; Lee, M.W.; An, S.; Yoon, S.S. Supersonically sprayed transparent flexible multifunctional composites for self-cleaning, anti-icing, antifogging, and anti-bacterial applications. Compos. B Eng. 2021, 222, 109070. [Google Scholar] [CrossRef]
- He, Z.; Wu, C.; Hua, M.; Wu, S.; Wu, D.; Zhu, X.; Wang, J.; He, X. Bioinspired multifunctional anti-icing hydrogel. Matter 2020, 2, 723–734. [Google Scholar] [CrossRef]
- Wu, X.; Yang, F.; Lu, G.; Zhao, X.; Chen, Z.; Qian, S. A breathable and environmentally friendly superhydrophobic coating for anti-condensation applications. Chem. Eng. J. 2021, 412, 128725. [Google Scholar] [CrossRef]
- Cao, Y.; Zhou, M.; Wang, S.; Fu, H. Superhydrophobic and flame retardant polydimethylsiloxane coatings with layered double hydroxide and ammonium polyphosphate. Prog. Org. Coat. 2022, 172, 107117. [Google Scholar] [CrossRef]
- Xiong, Z.; Zheng, C.; Xia, Y. Polymer self-etching for superhydrophobicity through a green hot-pressing-exfoliation process: Low and high adhesion. Macromol. Mater. Eng. 2016, 301, 653–658. [Google Scholar] [CrossRef]
- Wang, S.; Liu, K.; Yao, X.; Jiang, L. Bioinspired surfaces with superwettability: New insight on theory, design, and applications. Chem. Rev. 2015, 115, 8230–8293. [Google Scholar] [CrossRef]
- Zheng, C.; Sun, Y.; Cui, Y.; Yang, W.; Lu, Z.; Shen, S.; Xia, Y.; Xiong, Z. Superhydrophobic and flame-retardant alginate fabrics prepared through a one-step dip-coating surface-treatment. Cellulose 2021, 28, 5973–5984. [Google Scholar] [CrossRef]
- Yoshida, H.; Yanagisawa, K. Creation of superhydrophobic poly(L-phenylalanine) nonwovens by electrospinning. Polymers 2018, 10, 1212. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lin, D.; Zeng, X.; Li, H.; Lai, X.; Wu, T. One-pot fabrication of superhydrophobic and flame-retardant coatings on cotton fabrics via sol-gel reaction. J. Colloid Interface Sci. 2019, 533, 198–206. [Google Scholar] [CrossRef]
- Meng, J.Q.; Lin, S.S.; Xiong, X.P. Preparation of breathable and superhydrophobic coating film via spray coating in combination with vapor-induced phase separation. Prog. Org. Coat. 2017, 107, 29–36. [Google Scholar] [CrossRef]
- Elzaabalawy, A.; Meguid, S.A. Development of novel superhydrophobic coatings using siloxane-modified epoxy nanocomposites. Chem. Eng. J. 2020, 398, 125403. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, X.; Zhu, H.; Wu, K.; Lu, M. Synthesis and self-assembly of well-defined binary graft copolymer and its use in superhydrophobic cotton fabrics preparation. RSC Adv. 2015, 5, 46132–46145. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Hu, H.; Liu, G.; Rabnawaz, M. Hydrophilically patterned superhydrophobic cotton fabrics and their use in ink printing. J. Mater. Chem. A 2014, 2, 8094–8102. [Google Scholar] [CrossRef]
- Gu, X.; Meng, X.; Zhu, Y.; Wang, G. Fabrication of a robust superhydrophobic coating from the aqueous self-assembly of perfluoropolyether-based triblock copolymers. Prog. Org. Coat. 2023, 174, 107242. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, E.; Fan, J.; Chen, B.; Hu, X.; He, Y.; He, C. Superhydrophobic PDMS/wax coated polyester textiles with self-healing ability via inlaying method. Prog. Org. Coat. 2019, 132, 100–107. [Google Scholar] [CrossRef]
- Yang, M.; Liu, W.; Jiang, C.; Xie, Y.; Shi, H.; Zhang, F.; Wang, Z. Facile construction of robust superhydrophobic cotton textiles for effective UV protection, self-cleaning and oil-water separation. Colloids Surf. A 2019, 570, 172–181. [Google Scholar] [CrossRef]
- Sun, S.; Xu, P.; Xiao, Q.; Shi, X. One-step solvent-free fabrication of superhydrophobic cellulose powder with reversible wettability. Prog. Org. Coat. 2022, 173, 107170. [Google Scholar] [CrossRef]
- Lin, W.; Zhang, X.; Cai, Q.; Yang, W.; Chen, H. Dehydro genation-driven assembly of transparent and durable superhydrophobic ORMOSIL coatings on cellulose-based substrates. Cellulose 2020, 27, 7805–7821. [Google Scholar] [CrossRef]
- Yang, M.; Liu, W.; Jiang, C.; He, S.; Xie, Y.; Wang, Z. Fabrication of superhydrophobic cotton fabric with fluorinated TiO2 sol by a green and one-step sol-gel process. Carbohydr. Polym. 2018, 197, 75–82. [Google Scholar] [CrossRef]
- Xu, L.; Zhuang, W.; Xu, B.; Cai, Z. Fabrication of superhydrophobic cotton fabrics by silica hydrosol and hydrophobization. Appl. Surf. Sci 2011, 257, 5491–5498. [Google Scholar] [CrossRef]
- Zou, H.; Wu, S.; Shen, J. Polymer/silica nanocomposites: Preparation, characterization properties, and applications. Chem. Rev. 2008, 108, 3893–3957. [Google Scholar] [CrossRef]
- Li, P.; Wang, B.; Liu, Y.; Xu, Y.; Jiang, Z.; Dong, C.; Zhang, L.; Liu, Y.; Zhu, P. Fully biobased coating from chitosan and phytate for fire-safety and antibacterial cotton fabrics. Carbohydr. Polym. 2020, 237, 116173. [Google Scholar] [CrossRef]
- Branca, C.; D’Angelo, G.; Crupi, C.; Khouzami, K.; Rifici, S.; Ruello, G.; Wanderlingh, U. Role of the OH and NH vibrational groups in polysaccharide-nanocomposite interactions: A FTIR-ATR study on chitosan and chitosan/clay films. Polymer 2016, 99, 614–622. [Google Scholar] [CrossRef]
- Wang, X.; Chen, Z.; Li, K.; Wei, X.; Chen, Z.; Rusoc, J.; Tang, Z.; Liu, Z. The study of titanium dioxide modification by glutaraldehyde and its application of immobilized penicillin acylase. Colloids Surf. A Physicochem. Eng. Asp. 2019, 560, 298–305. [Google Scholar] [CrossRef]
- He, T.; Zhao, H.; Liu, Y.; Zhao, C.; Wang, L.; Wang, H.; Zhao, Y.; Wang, H. Facile fabrication of superhydrophobic Titanium dioxide-composited cotton fabrics to realize oil-water separation with efficiently photocatalytic degradation for water-soluble pollutants. Colloids Surf. A Physicochem. Eng. Asp. 2020, 585, 124080. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. IR study on cellulose with the varied moisture contents: Insight into the supramolecular structure. Materials 2020, 13, 4573. [Google Scholar] [CrossRef]
- Yin, C.; Li, J.; Xu, Q.; Peng, Q.; Liu, Y.; Shen, X. Chemical modification of cotton cellulose in supercritical carbon dioxide: Synthesis and characterization of cellulose carbamate. Carbohydr. Polym. 2007, 67, 147–154. [Google Scholar] [CrossRef]
- Zhang, D.; Williams, B.L.; Shrestha, S.B.; Becher, E.M.; Lofink, B.J.; Santos, V.H.; Patel, H.; Peng, X. Flame retardant and hydrophobic coatings on cotton fabrics via sol-gel and self-assembly techniques. J. Colloid Interface Sci. 2017, 505, 892–899. [Google Scholar] [CrossRef]
- Katiyar, P.; Mishra, S.; Srivastava, A.; Prasad, N.E. Preparation of TiO2-SiO2 hybrid nanosols coated flame-retardant polyester fabric possessing dual contradictory characteristics of superhydrophobicity and self cleaning ability. J. Nanosci. Nanotechnol. 2020, 20, 1780–1789. [Google Scholar] [CrossRef]
- Nehra, S.; Dahiya, J.B. Cotton fabric coated with intumescent formulation containing polymers and inorganic additives: Thermal and flammability behaviour. Fibers Polym. 2014, 15, 2495–2503. [Google Scholar] [CrossRef]
- Wang, W.; Guo, J.; Liu, X.; Li, H.; Sun, J.; Gu, X.; Wang, J.; Zhang, S.; Li, W. Constructing eco-friendly flame retardant coating on cotton fabrics by layer-by-layer self-assembly. Cellulose 2020, 27, 5377–5389. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, S.; Mahmood, K.; Jin, Y.; Huang, C.; Huang, Z.; Zhang, S.; Ming, W. Fabrication of multifunctional PET fabrics with flame retardant, antibacterial and superhydrophobic properties. Prog. Org. Coat. 2021, 157, 106296. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J.; Malucelli, G. Layer by layer ammonium polyphosphate-based coatings for flame retardancy of polyester-cotton blends. Carbohyd. Polym. 2012, 88, 1460–1469. [Google Scholar] [CrossRef]
- Chu, F.; Xu, Z.; Mu, X.; Cai, W.; Zhou, X.; Hu, W.; Song, L. Construction of hierarchical layered double hydroxide/poly (dimethylsiloxane) composite coatings on ramie fabric surfaces for oil/water separation and flame retardancy. Cellulose 2020, 27, 3485–3499. [Google Scholar] [CrossRef]
- Liu, L.; Pan, Y.; Zhao, Y.; Cai, W.; Gui, Z.; Hu, Y.; Wang, X. Self-assembly of phosphonate-metal complex for superhydrophobic and durable flame-retardant polyester-cotton fabrics. Cellulose 2020, 27, 6011–6025. [Google Scholar] [CrossRef]
- Chen, T.; Hong, J.; Peng, C.; Chen, G.; Yuan, C.; Xu, Y.; Zeng, B.; Dai, L. Superhydrophobic and flame retardant cotton modified with DOPO and fluorine-silicon-containing crosslinked polymer. Carbohyd. Polym. 2019, 208, 14–21. [Google Scholar] [CrossRef]
- Li, S.; Ding, F.; Lin, X.; Li, Z.; Ren, X. Layer-by-layer self-assembly of organic-inorganic hybrid intumescent flame retardant on cotton fabrics. Fibers Polym. 2019, 20, 538–544. [Google Scholar] [CrossRef]
- Huang, J.Y.; Li, S.H.; Ge, M.Z.; Wang, L.N.; Xing, T.L.; Chen, G.Q.; Liu, X.F.; Al-Deyab, S.S.; Zhang, K.Q.; Chen, T.; et al. Robust superhydrophobic TiO2@ fabrics for UV shielding, self-cleaning and oil–water separation. J. Mater. Chem. A 2015, 3, 2825–2832. [Google Scholar] [CrossRef]
- Alongi, J.; Ciobanu, M.; Malucelli, G. Thermal stability, flame retardancy and mechanical properties of cotton fabrics treated with inorganic coatings synthesized through sol–gel processes. Carbohydr. Polym. 2012, 87, 2093–2099. [Google Scholar] [CrossRef]
- Guo, W.; Wang, X.; Huang, J.; Zhou, Y.; Cai, W.; Wang, J.; Song, L.; Hu, Y. Construction of durable flame-retardant and robust superhydrophobic coatings on cotton fabrics for water-oil separation application. Chem. Eng. J. 2020, 398, 125661. [Google Scholar] [CrossRef]
- Suryaprabha, T.; Sethuraman, M.G. Fabrication of superhydrophobic and enhanced flame-retardant coatings over cotton fabric. Cellulose 2018, 25, 3151–3161. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | C | O | N | P | Si | Ti |
|---|---|---|---|---|---|---|
| Weight % | Weight % | Weight % | Weight % | Weight % | Weight % | |
| pristine cotton | 35.32 | 64.68 | 0 | 0 | 0 | 0 |
| CH/APP cotton | 7.57 | 56.15 | 2.06 | 34.23 | 0 | 0 |
| CH/APP@TiO2-SiO2-HMDS cotton | 0.14 | 43.58 | 0 | 0 | 27.90 | 28.38 |
| Samples | T10% (°C) | Tmax (°C) | Residue at 800 °C (wt %) |
|---|---|---|---|
| pristine cotton | 300 | 358 | 11.1 |
| CH/APP cotton | 224 | 277 | 35.1 |
| CH/APP@TiO2-SiO2-HMDS cotton | 224 | 273 | 36.4 |
| Samples | HR Capacity/(J/g-K) | PHRR/(W/g) | THR/(kJ/g) | Tmax(°C) |
|---|---|---|---|---|
| pristine cotton | 360 | 327.6 | 13.4 | 344.2 |
| CH/APP cotton | 31 | 25.06 | 5.5 | 257.2 |
| CH/APP@TiO2-SiO2-HMDS cotton | 37 | 31.29 | 5.9 | 241.7 |
| Samples | Weight Gain Rate (%) | Damaged Length (Horizontal) (cm) | Burning Time (s) | Afterglow (s) |
|---|---|---|---|---|
| pristine cotton | - | 30 | 16.25 | 121.38 |
| TiO2-SiO2-HMDS cotton | - | 30 | 19.47 | 24.84 |
| 0.75%CH + 1.5%APP (1BL) | 7.5% | 10.3 | 0 | 0 |
| 0.75%CH + 1.5%APP (3BL) | 30.5% | 7.8 | 0 | 0 |
| 0.75%CH/0.5%APP cotton (5BL) | - | 7.8 | 0 | 0 |
| 0.75%CH/1%APP cotton (5BL) | 37.0% | 6.5 | 0 | 0 |
| 0.75%CH/1.5%APP cotton (5BL) | 46.0% | 5.7 | 0 | 0 |
| 0.75%CH/1.5%APP@TiO2-SiO2-HMDS cotton (5BL) | - | 6.8 | 0 | 0 |
| Samples | UPF | Transmittance (%) | |
|---|---|---|---|
| UVA | UVB | ||
| pristine cotton | 15.53 | 6.39 | 6.24 |
| CH/APP cotton | 165.69 | 0.68 | 0.52 |
| CH/APP@TiO2-SiO2-HMDS cotton | 825.81 | 0.14 | 0.11 |
| Fabrics | Method | Properties | Durability | Refs. | |
|---|---|---|---|---|---|
| Laundering | Friction | ||||
| APP/AM/CS coated cotton fabric | LBL | flame-retardant | - | - | [49] |
| SiO2-PEI/PA coated cotton fabric | LBL | flame-retardant | - | - | [55] |
| PTES- TiO2 coated cotton fabric | one-pot hydrothermal reaction | Superhydrophobic UV-shielding | 5 | <30 | [56] |
| TiO2 coated cotton fabric | sol-gel process | flame-retardant | - | >2100 | [57] |
| C3-PDMS-TiO2 cotton fabrics | two-step spraying method | flame-retardant, superhydrophobic | 5 | 10 | [58] |
| Ag/Cu–DMTD- ODTS coated cotton fabric | Trilayer coatings immersion technique. | flame-retardant superhydrophobic | <10 | 1 | [59] |
| APP-PDMS-silica coated cotton fabric | one-pot approach via sol-gel reaction | Superhydrophobic flame-retardant | - | - | [27] |
| CS/APP@TiO2-SiO2-HMDS coated cotton fabric | LBL and sol-gel process | Superhydrophobic flame-retardant UV-shielding | 10 | 50 | This work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Yu, L.; Xiong, J.; Xiong, Y.; Bi, S.; Quan, H. Facile Fabrication of Superhydrophobic and Flame-Retardant Coatings on Cotton Fabrics. Polymers 2022, 14, 5314. https://doi.org/10.3390/polym14235314
Li S, Yu L, Xiong J, Xiong Y, Bi S, Quan H. Facile Fabrication of Superhydrophobic and Flame-Retardant Coatings on Cotton Fabrics. Polymers. 2022; 14(23):5314. https://doi.org/10.3390/polym14235314
Chicago/Turabian StyleLi, Shiwei, Luyan Yu, Jianhua Xiong, Ying Xiong, Shuguang Bi, and Heng Quan. 2022. "Facile Fabrication of Superhydrophobic and Flame-Retardant Coatings on Cotton Fabrics" Polymers 14, no. 23: 5314. https://doi.org/10.3390/polym14235314