

An Injecting Molding Method for Forming the HFRP/PA6 Composite Parts
Abstract
:1. Introduction
2. Materials, Experimental Equipment and Processing Technology
2.1. Materials and Experimental Equipment
2.2. Steps of the Experiment
- (1)
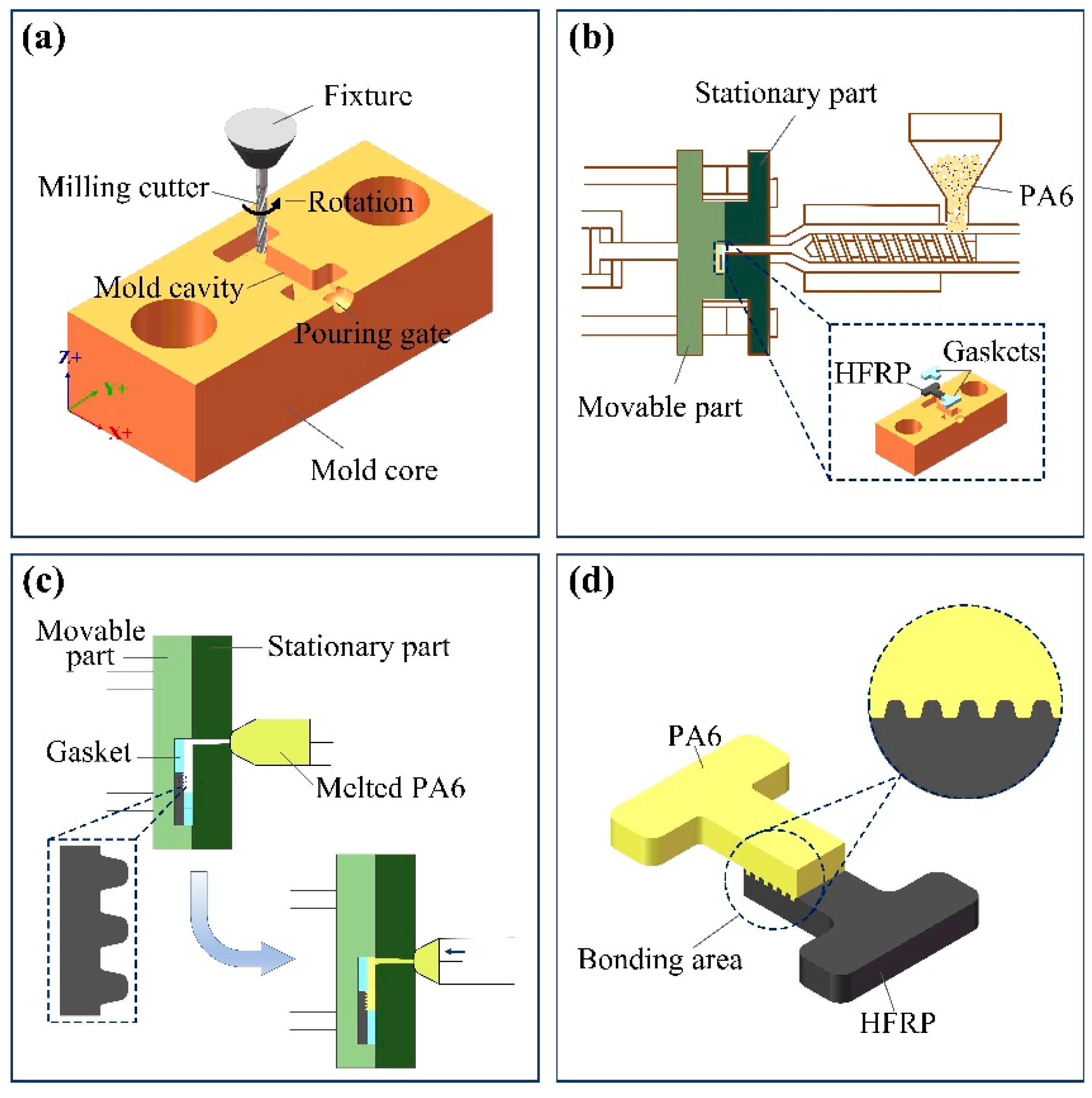
- The injection cavity was machined on the mold core by the 5-axis CNC machining center. In order to facilitate the subsequent tensile test of composite parts, the injection cavity with an H shape was designed (Figure 2a). The injection cavity had a length of 10 mm, a depth of 2 mm and a draft angle of 3°.
- (2)
- The HFRP with a micro-groove array and gaskets were placed into the injection cavity based on a certain order (Figure 2b). The operating parameters for the injection molding process were set, and then the injection molding was performed. During the injection molding process, molten PA6 entered the injection cavity through the pouring gate and solidified on the HFRP surface quickly (Figure 2c).
- (3)
- After pressure holding and cooling, the injection molded composite part was obtained. The micro-grooves on the HFRP surface were embedded into PA6 like nails (Figure 2d), which could effectively improve the connecting strength between HFRP and PA6 in the composite part.
- (4)
- The tensile strength of the composite parts was measured using a universal tensile machine. The tensile force was increased from a preload of 5N and at a tensile speed of 0.01 m/s until the joint surface of the composite parts was separated. In order to obtain more reliable experimental results, each tensile curve was obtained from the average data of three same samples.

3. Results and Discussion
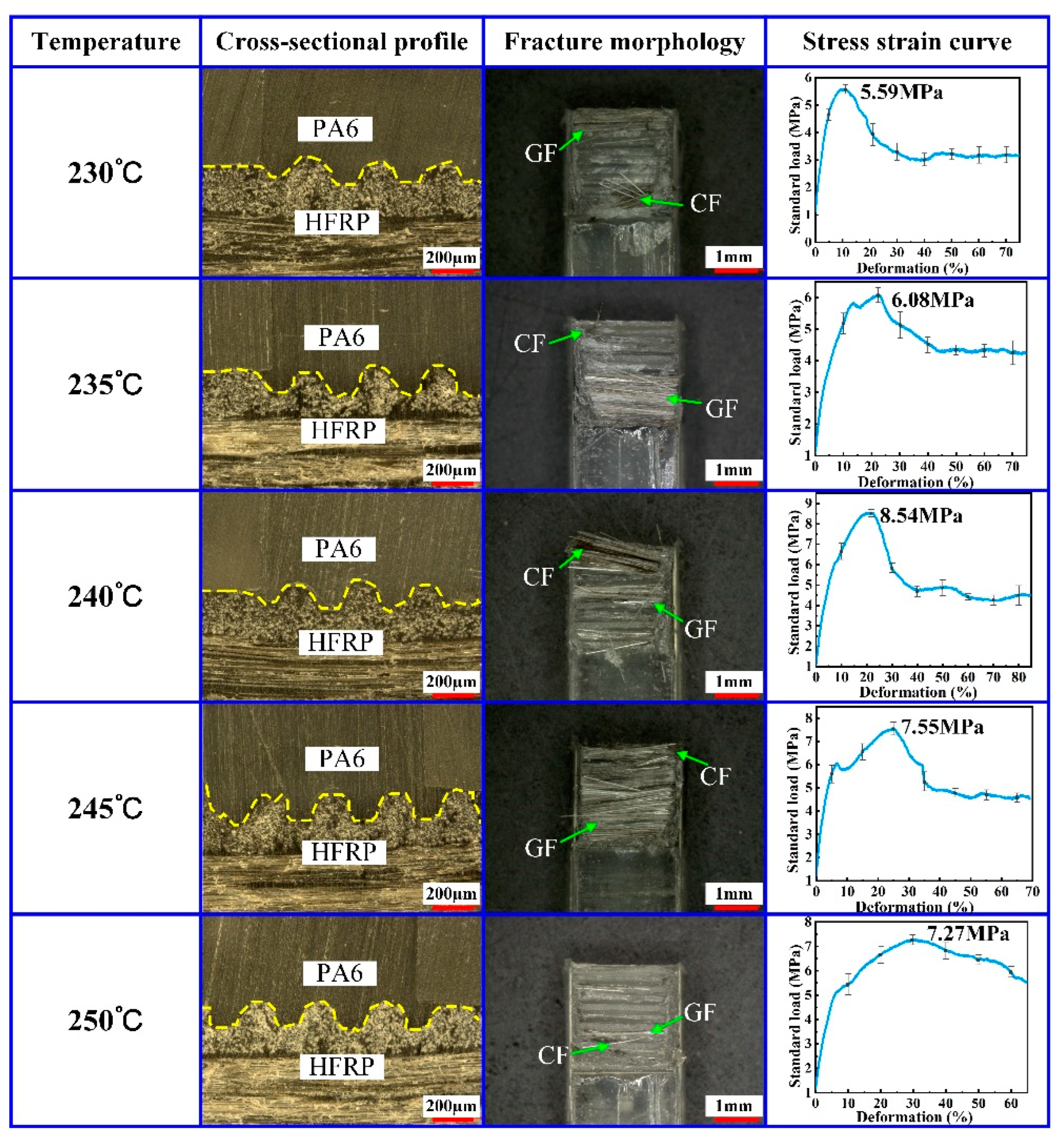
3.1. Effect of the Mold Temperature
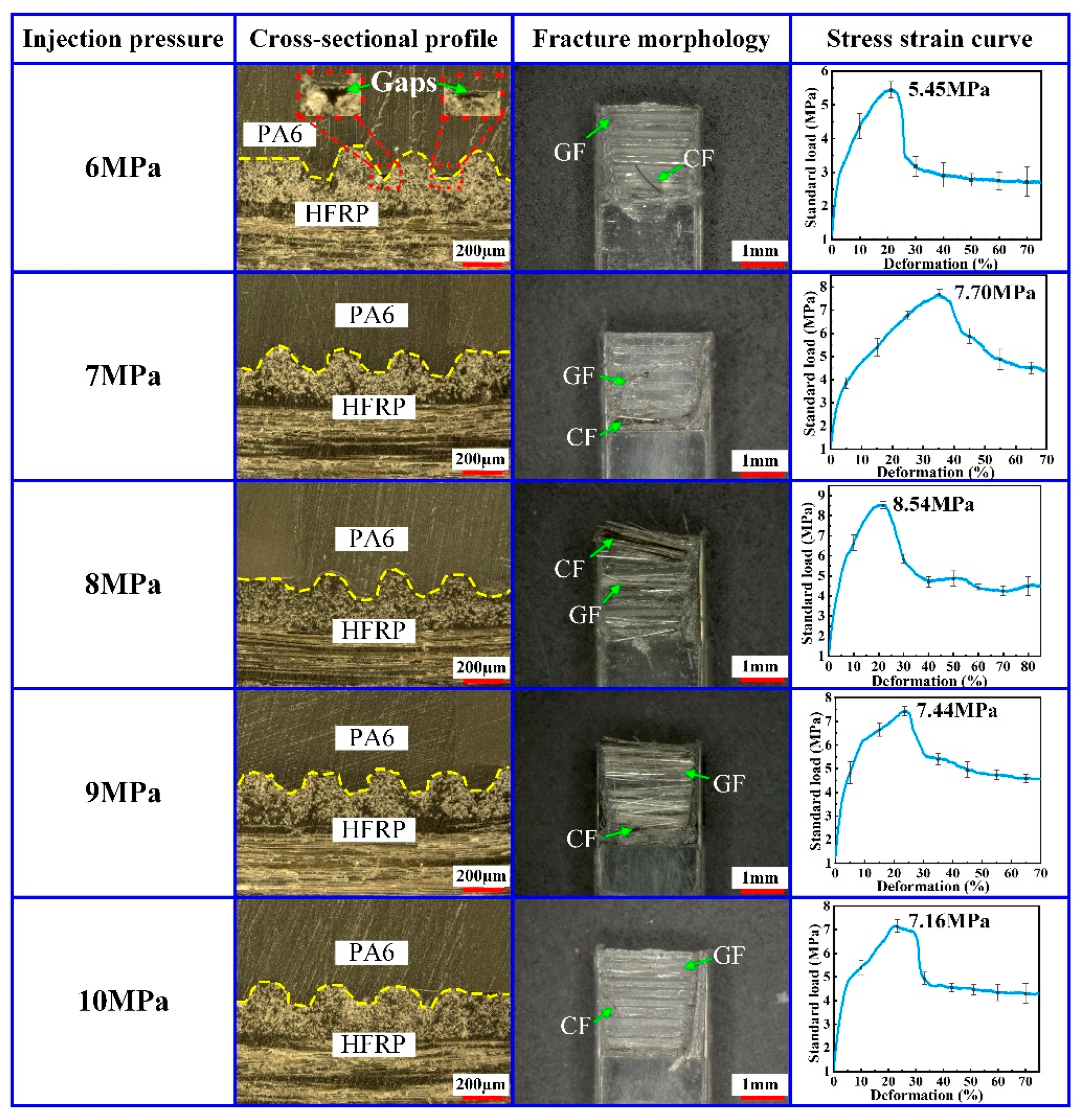
3.2. Effect of the Injection Pressure
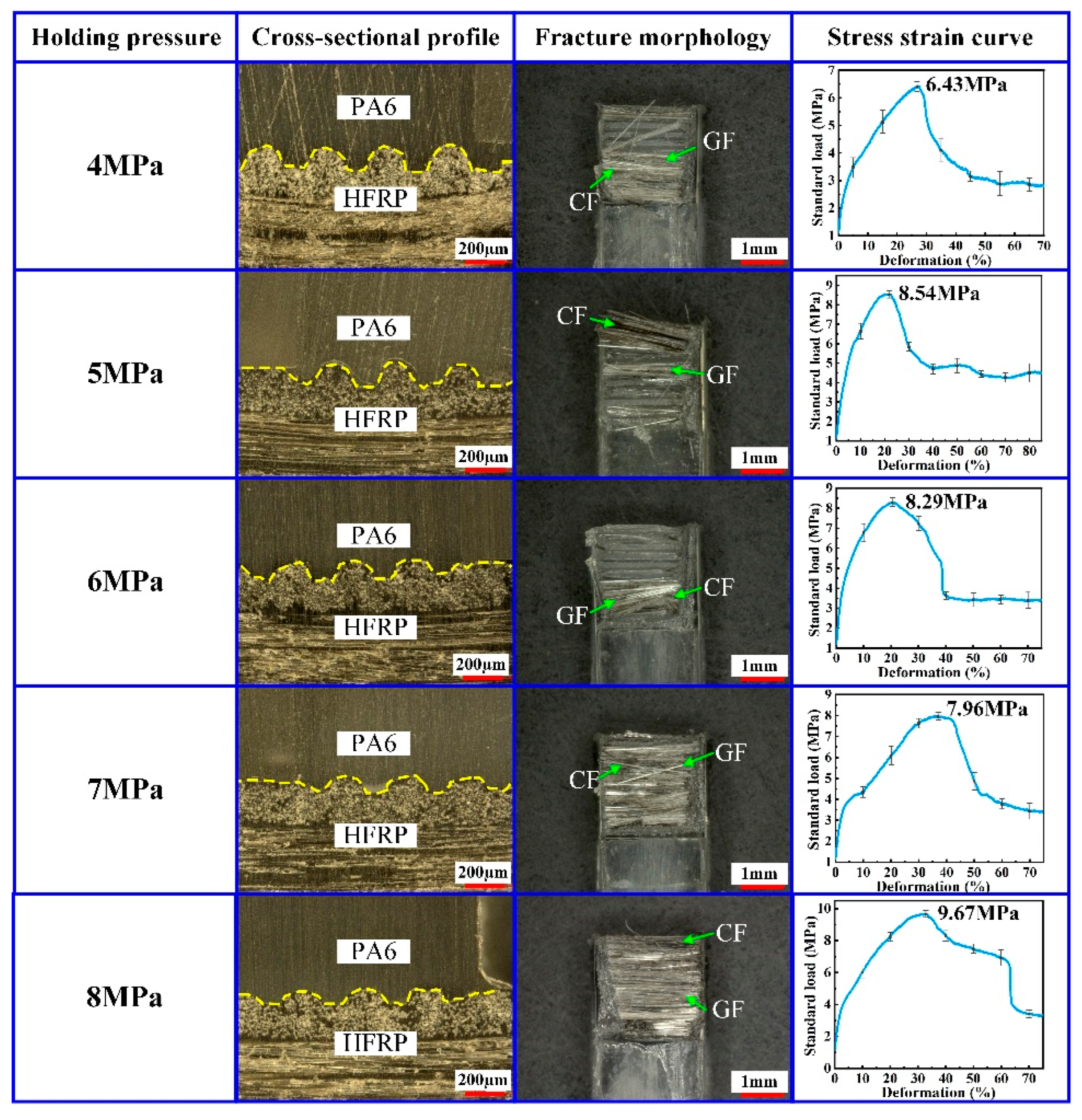
3.3. Effect of the Holding Pressure
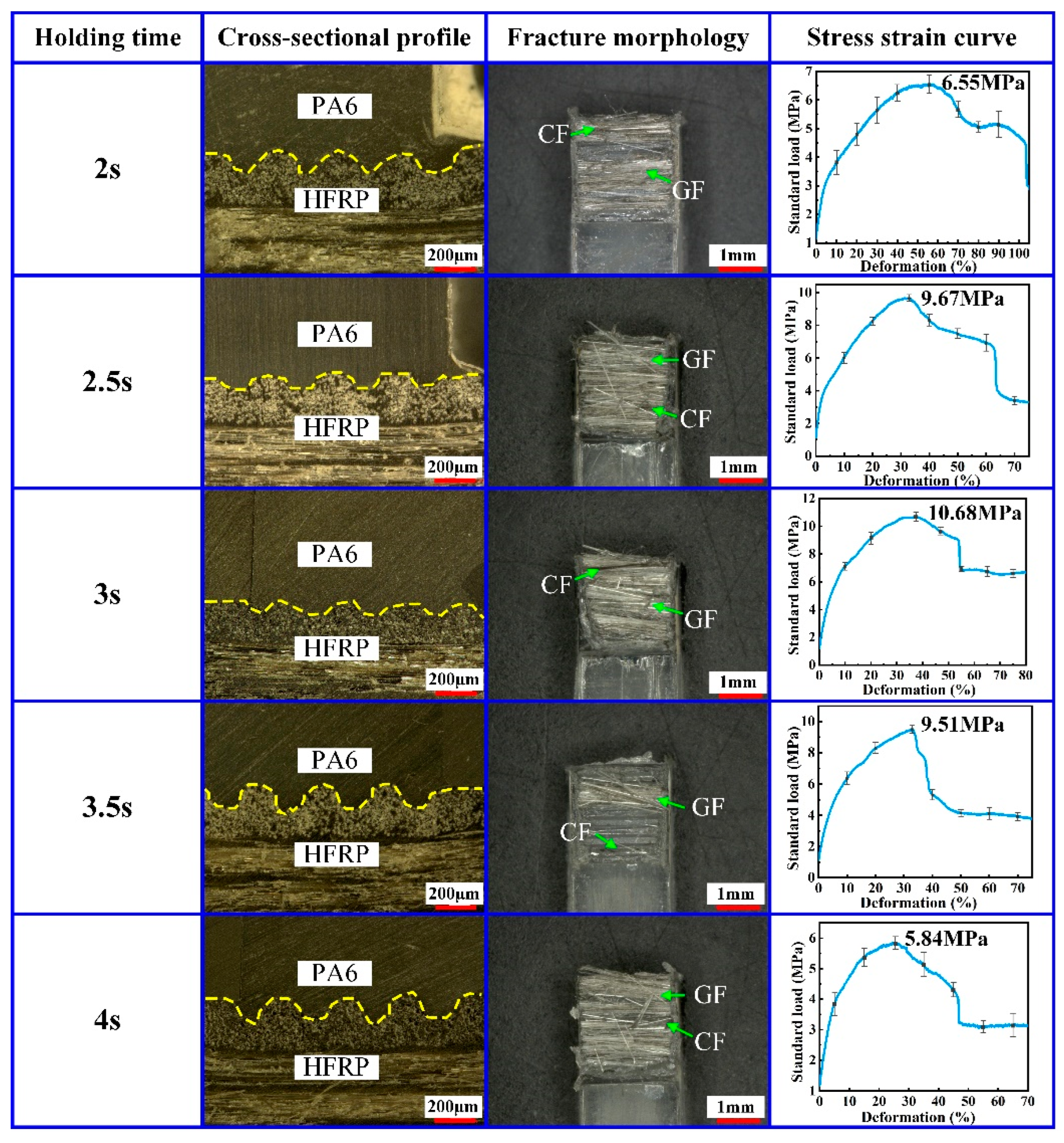
3.4. Effect of the Holding Time
4. Conclusions
- (1)
- The micro-groove structures effectively increased the injection molding area of the composite parts, which could increase the connection strength between HFRP and PA6. In order to increase the molding properties of the micro-groove structures, the hot-pressing direction should be perpendicular to the fiber direction, which could guarantee the direction of the micro-grooves parallel to the fiber direction.
- (2)
- A mold temperature of 240 °C, an injection pressure of 8 MPa, a holding pressure of 8 MPa and a holding time of 3 s were proven to be suitable for increasing the injection molding quality of the composite part. At this condition, PA6 could completely fill into the micro-grooves on the HFRP surface.
- (3)
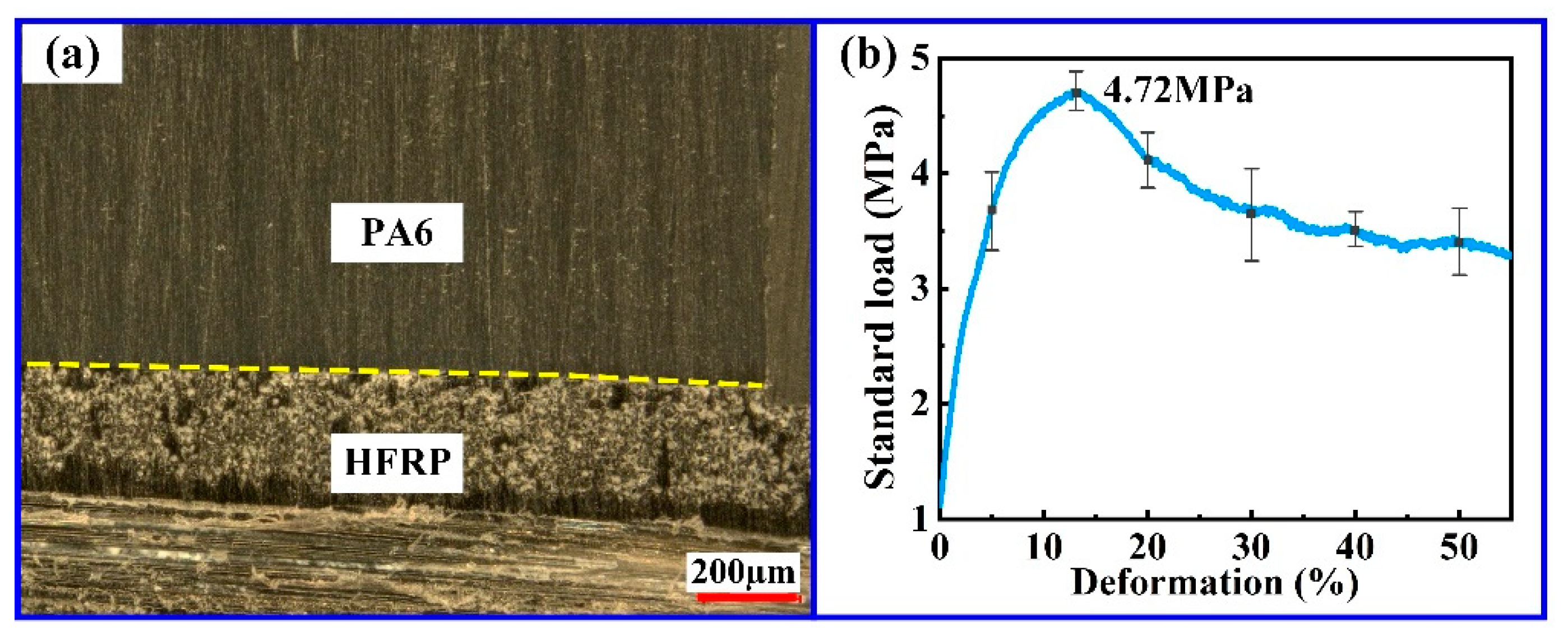
- At the effect of the micro-groove structure on the HFRP surface, the tensile strength of the composite part could be increased from 4.72 MPa to 10.68 MPa, and the tensile strength was increased by 126.27%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.H. Current status of carbon fibre and carbon fibre composites recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fiber-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Ding, J.L.; Cheng, L.; Chen, X.; Chen, G.; Liu, K. A review on ultra-high cycle fatigue of CFRP. Compos. Struct. 2021, 256, 113058. [Google Scholar] [CrossRef]
- Xian, G.J.; Guo, R.; Li, C.G.; Wang, Y.J. Mechanical performance evolution and life prediction of prestressed CFRP plate exposed to hygrothermal and freeze-thaw environments. Compos. Struct. 2022, 293, 115719. [Google Scholar] [CrossRef]
- Li, C.G.; Yin, X.L.; Liu, Y.C.; Guo, R.; Xian, G.J. Long-term service evaluation of a pultruded carbon/glass hybrid rod exposed to elevated temperature, hydraulic pressure and fatigue load coupling. Int. J. Fatigue 2020, 134, 105480. [Google Scholar] [CrossRef]
- Xian, G.J.; Guo, R.; Li, C.G. Combined effects of sustained bending loading, water immersion and fiber hybrid mode on the mechanical properties of carbon/glass fiber reinforced polymer composite. Compos. Struct. 2022, 281, 115060. [Google Scholar] [CrossRef]
- Barjasteh, E.; Nutt, S.R. Moisture absorption of unidirectional hybrid composites. Compos. Part A 2012, 43, 158–164. [Google Scholar] [CrossRef]
- Nasir, T.; Kalaf, O.; Asmael, M.; Zeeshan, Q.; Safaei, B.; Hussain, G.; Motallebzadeh, A. The experimental study of CFRP interlayer of dissimilar joint AA7075-T651/Ti-6Al-4V alloys by friction stir spot welding on mechanical and microstructural properties. Nanotechnol. Rev. 2021, 10, 401–413. [Google Scholar] [CrossRef]
- Barnes, T.A.; Pashby, I.R. Joining techniques for aluminium spaceframes used in automobiles Part II-adhesive bonding and mechanical fasteners. J. Mater. Process. Technol. 2000, 99, 72–79. [Google Scholar] [CrossRef]
- Sobczyk, M.; Oleksy, M.; Budzik, G.; Oliwa, R.; Stącel, M.; Majcherczyk, H. Polymers in gearbox production. Polimery 2020, 65, 749–756. [Google Scholar] [CrossRef]
- Acherjee, B. Laser transmission welding of polymers-A review on welding parameters, quality attributes, process monitoring, and applications. J. Manuf. Process. 2021, 64, 421–443. [Google Scholar] [CrossRef]
- Ribeiro, A.; Campilho, R.; Silva, L.; Goglio, L. Damage analysis of composite-aluminium adhesively-bonded single-lap joints. Compos. Struct. 2016, 136, 25–33. [Google Scholar] [CrossRef]
- Guo, H.Q.; Gingericha, M.B.; Headings, L.M.; Hahnlenb, R.; Dapino, M.J. Joining of carbon fiber and aluminum using ultrasonic additive manufacturing (UAM). Compos. Struct. 2019, 208, 180–188. [Google Scholar] [CrossRef]
- Arkhurs, B.M.; Seol, J.B.; Lee, Y.S.; Lee, M.; Kim, J.H. Interfacial structure and bonding mechanism of AZ31/carbon-fiber reinforced plastic composites fabricated by thermal laser joining. Compos. Part B 2019, 167, 71–82. [Google Scholar] [CrossRef]
- Wang, T.H.; Li, L.; Pallaka, M.R.; Das, H.; Whalen, S.; Soulami, A.; Upadhyay, P.; Kappagantula, K.S. Mechanical and microstructural characterization of AZ31 magnesium-carbon fiber reinforced polymer joint obtained by friction stir interlocking technique. Mater. Des. 2021, 198, 109305. [Google Scholar] [CrossRef]
- Li, M.J.; Su, T.; Chen, Y.W.; He, H.; Yang, X.J. Salt spray aging effects on dynamic responses and failure characteristics of hybrid bonded-riveted CFRP/Al joints under high speed loading. J. Manuf. Process. 2021, 72, 582–593. [Google Scholar] [CrossRef]
- Can, A.; Meram, A. Dynamic behavior of screwed joints for CFRP composite laminate structures under impact loading. J. Manuf. Process. 2022, 75, 232–242. [Google Scholar] [CrossRef]
- Cococcetta, N.; Jahan, M.; Schoop, J.; Ma, J.F.; Pearl, D.; Hassan, M. Post-processing of 3D printed thermoplastic CFRP composites using cryogenic machining. J. Manuf. Process. 2021, 68, 332–346. [Google Scholar] [CrossRef]
- Tian, Z.; Zhi, Q.; Feng, X.; Zhang, G.; Li, Y.; Liu, Z. Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite. Polymers 2022, 14, 2650. [Google Scholar] [CrossRef]
- Loaldi, D.; Quagliotti, D.; Calaon, M.; Parenti, P.; Annoni, M.; Tosello, G. Manufacturing signatures of injection molding and injection compression molding for micro-structured polymer fresnel lens production. Micromachines 2018, 9, 653. [Google Scholar] [CrossRef]
- Maghsoudi, K.; Jafari, R.; Momen, G.; Farzaneh, M. Micro-nanostructured polymer surfaces using injection molding: A review. Mater. Today Commun. 2017, 13, 126–143. [Google Scholar] [CrossRef]
- Lu, Y.J.; Chen, F.M.; Wu, X.Y.; Zhou, C.L.; Lou, Y.; Li, L.J. Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core. Micromachines 2019, 10, 253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Volpe, V.; Lanzillo, S.; Affinita, G.; Villacci, B.; Macchiarolo, I.; Pantani, R. Lightweight High-Performance Polymer Composite for Automotive Applications. Polymers 2019, 11, 326. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Melting Point (°C) | Bending Strength (MPa) | Water Absorption (%) |
|---|---|---|---|
| 1.13 | 215 | 90.0 | 3.5 |
| Tensile Strength (GPa) | Tensile Modulus (GPa) | Content of Fiber (%) | Content of PA6 (%) |
|---|---|---|---|
| 4.3 | 230 | 67.14 | 1~5% |
| No. | Mold Temperature | Injection Pressure | Holding Pressure | Holding Time |
|---|---|---|---|---|
| T (°C) | t (s) | |||
| 1 | 230 | 8 | 5 | 2.5 |
| 2 | 235 | 8 | 5 | 2.5 |
| 3 | 240 | 8 | 5 | 2.5 |
| 4 | 245 | 8 | 5 | 2.5 |
| 5 | 250 | 8 | 5 | 2.5 |
| 6 | 240 | 6 | 5 | 2.5 |
| 7 | 240 | 7 | 5 | 2.5 |
| 8 | 240 | 9 | 5 | 2.5 |
| 9 | 240 | 10 | 5 | 2.5 |
| 10 | 240 | 8 | 3 | 2.5 |
| 11 | 240 | 8 | 4 | 2.5 |
| 12 | 240 | 8 | 6 | 2.5 |
| 13 | 240 | 8 | 7 | 2.5 |
| 14 | 240 | 8 | 8 | 2.5 |
| 15 | 240 | 8 | 8 | 2 |
| 16 | 240 | 8 | 8 | 3 |
| 17 | 240 | 8 | 8 | 3.5 |
| 18 | 240 | 8 | 8 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, B.; Wei, M.-Y.; Wu, X.-Y.; Lei, J.-G.; Zhou, Z.-W.; Fu, L.-Y.; Zhu, L.-K. An Injecting Molding Method for Forming the HFRP/PA6 Composite Parts. Polymers 2022, 14, 5085. https://doi.org/10.3390/polym14235085
Xu B, Wei M-Y, Wu X-Y, Lei J-G, Zhou Z-W, Fu L-Y, Zhu L-K. An Injecting Molding Method for Forming the HFRP/PA6 Composite Parts. Polymers. 2022; 14(23):5085. https://doi.org/10.3390/polym14235085
Chicago/Turabian StyleXu, Bin, Meng-Yang Wei, Xiao-Yu Wu, Jian-Guo Lei, Zhi-Wen Zhou, Lian-Yu Fu, and Li-Kuan Zhu. 2022. "An Injecting Molding Method for Forming the HFRP/PA6 Composite Parts" Polymers 14, no. 23: 5085. https://doi.org/10.3390/polym14235085