
Investigation of the Flame Retardant Properties of High-Strength Microcellular Flame Retardant/Polyurethane Composite Elastomers

Abstract
:1. Introduction
2. Experimental Methods
2.1. Materials
2.2. Synthesis of Microcellular Polyurethane/Flame Retardant Polyurethane Elastomers
2.3. Characterizations
3. Results and Discussion
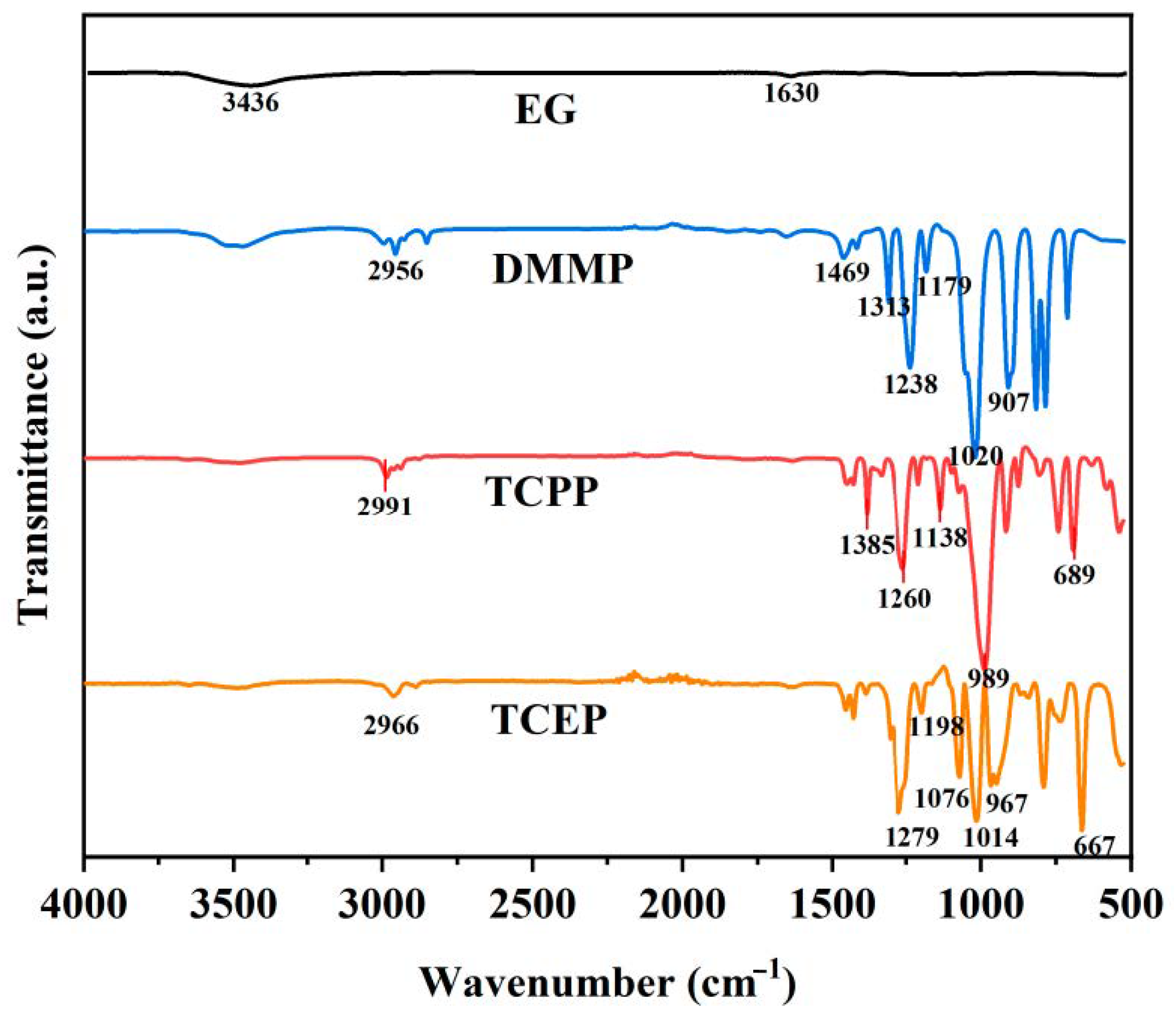
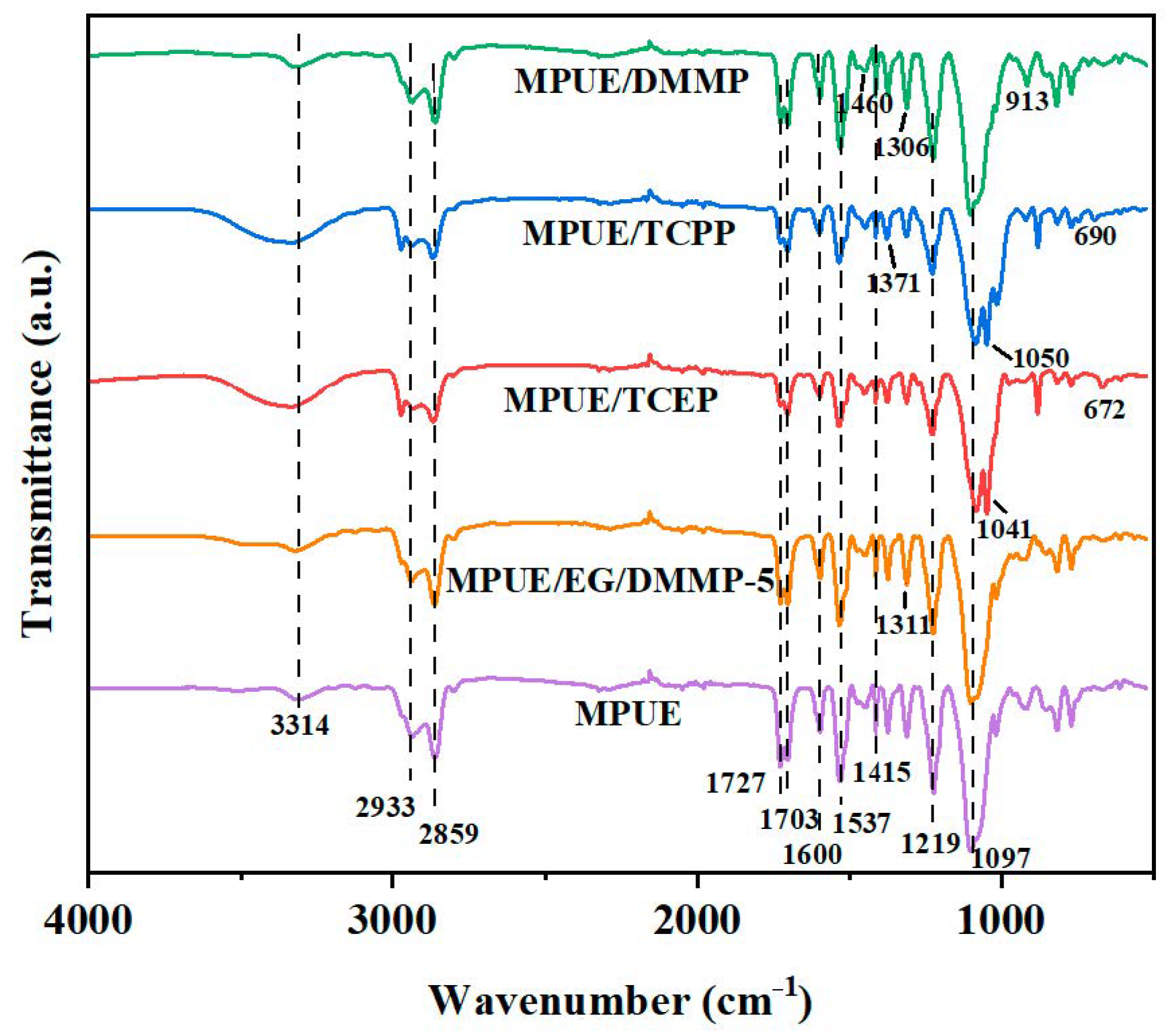
3.1. Chemical Structure of Flame Retardant (FR) and the Microcellular Polyurethane Composite Elastomers (FR/MPUE)
3.2. Effect of Liquid Flame Retardant on the Overall Properties of MPUE
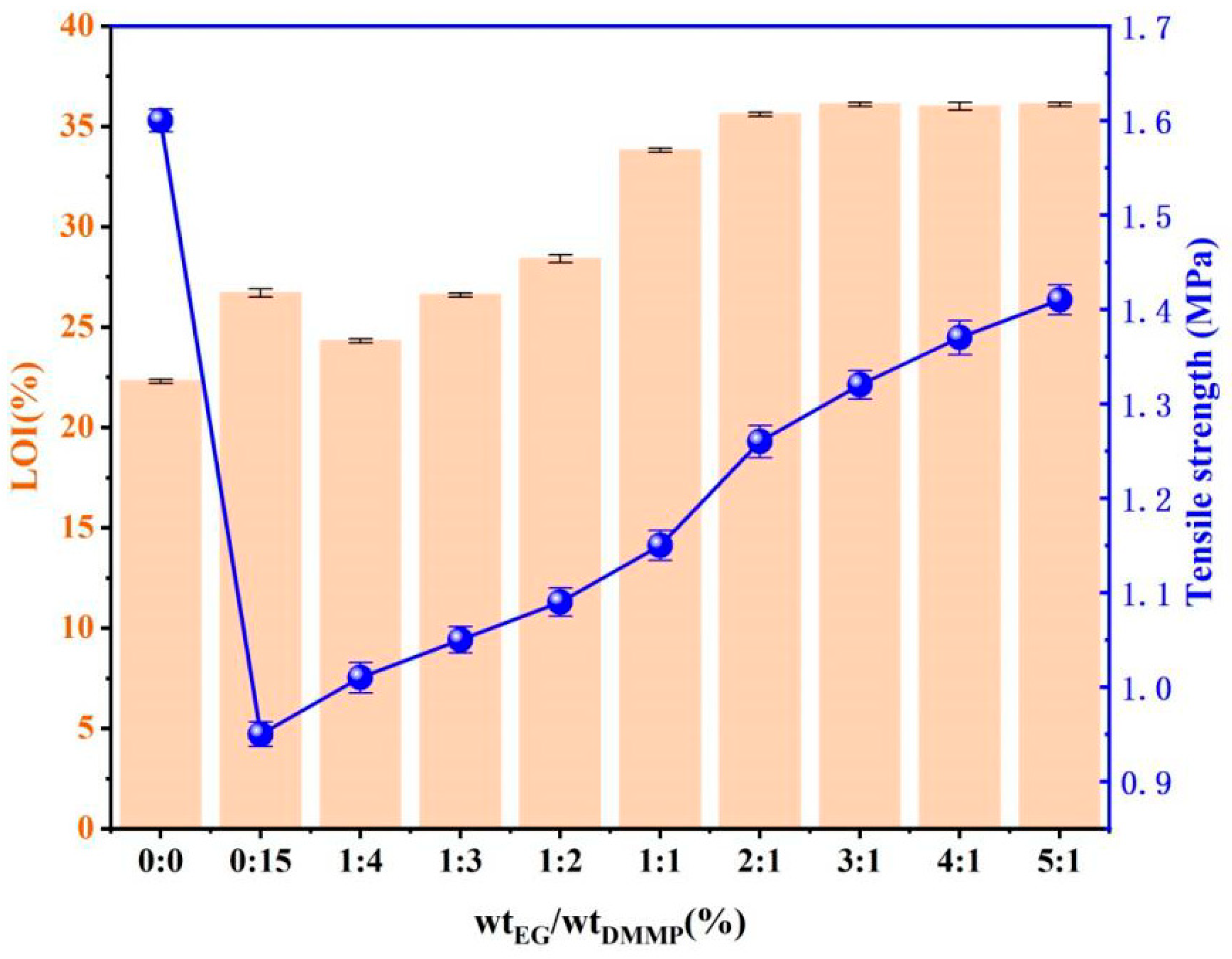
3.3. Effect of EG/DMMP Combination on the Overall Properties of MPUE
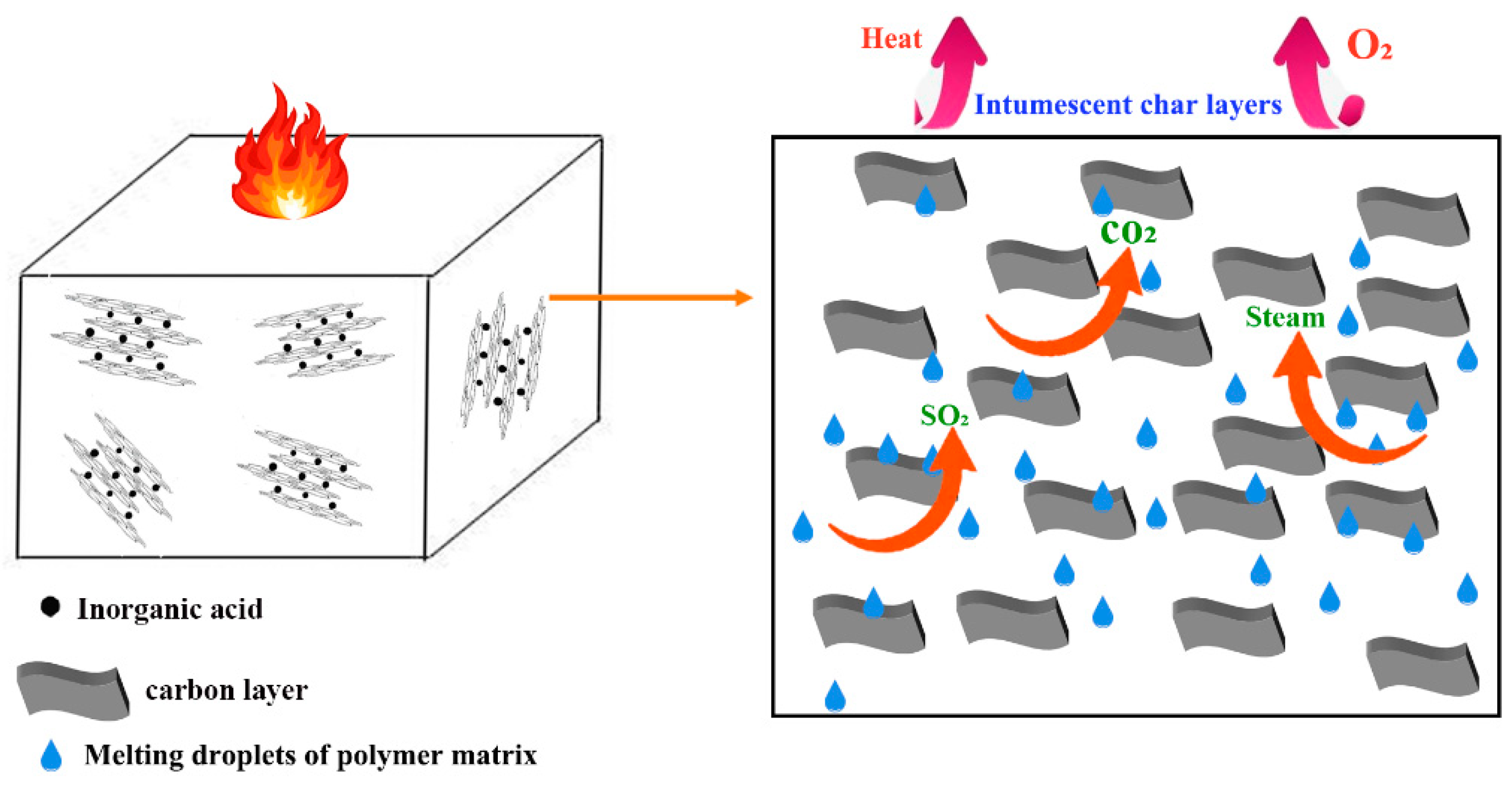
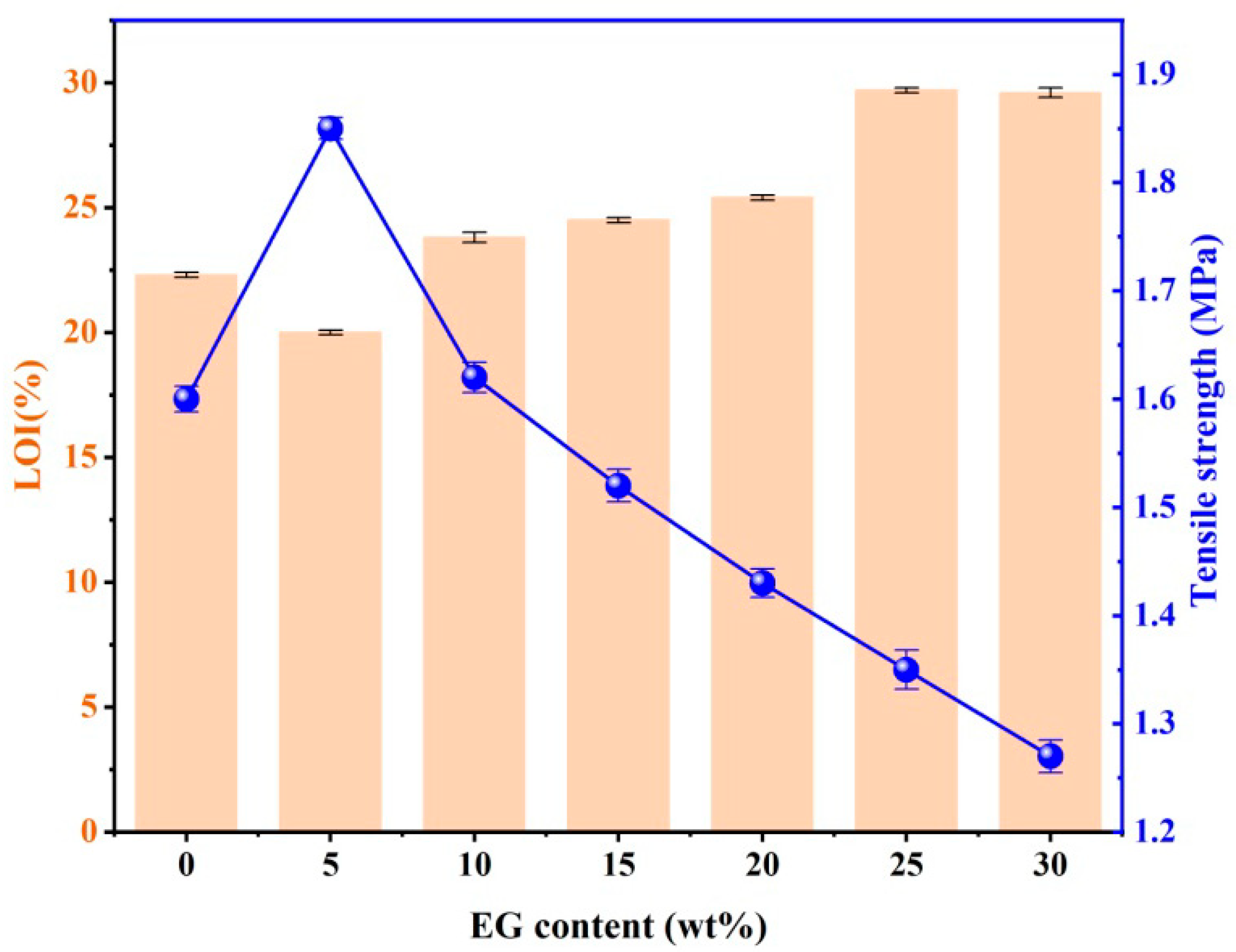
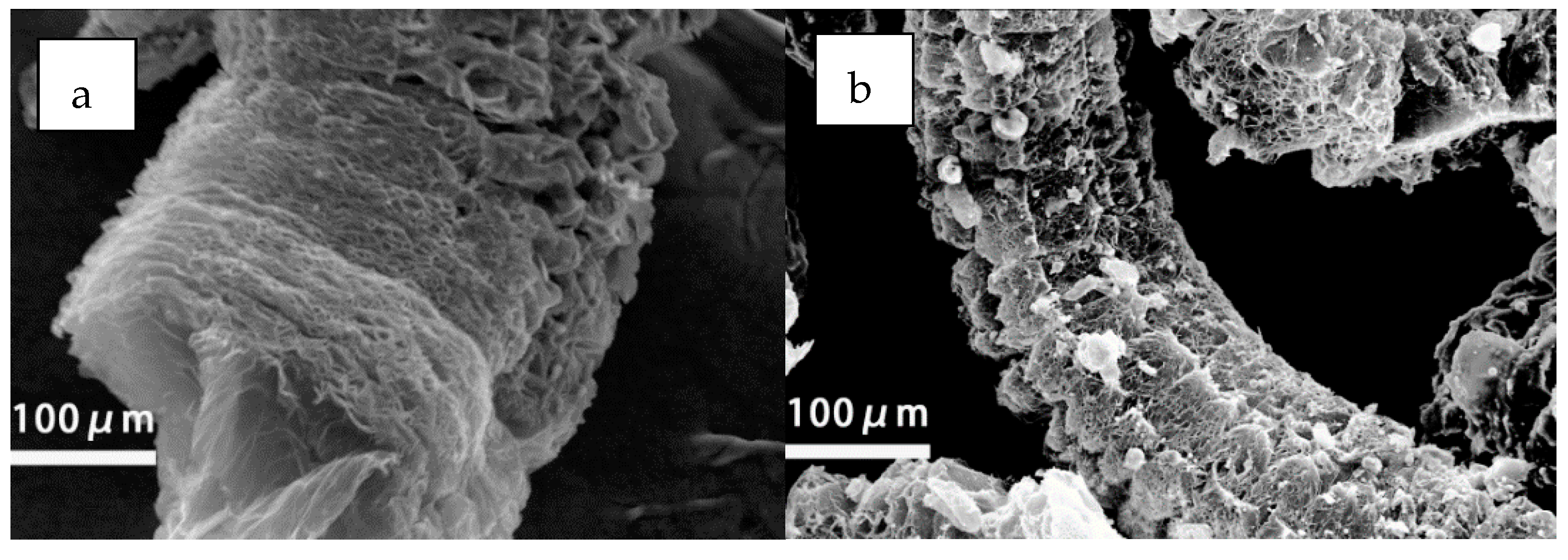
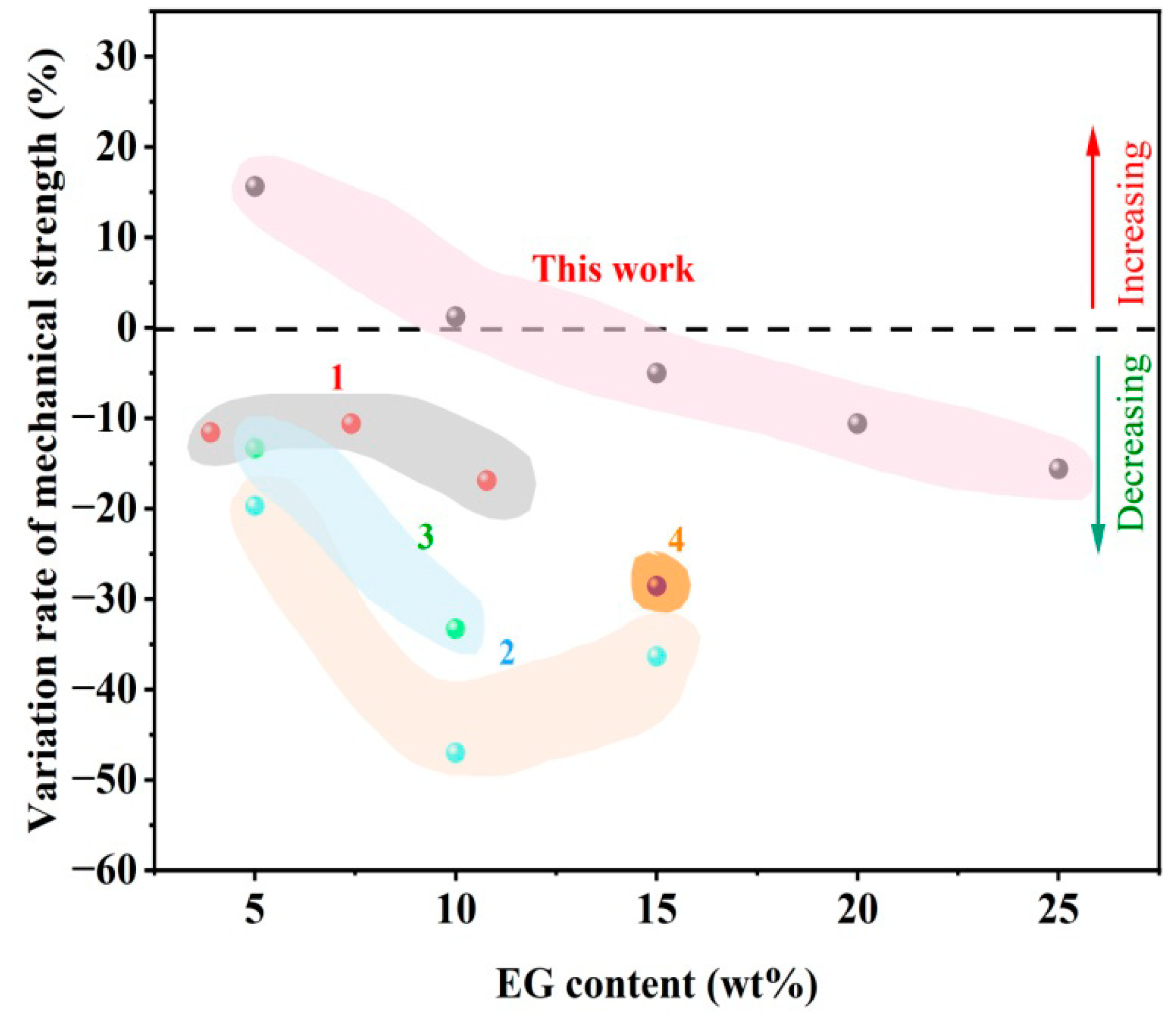
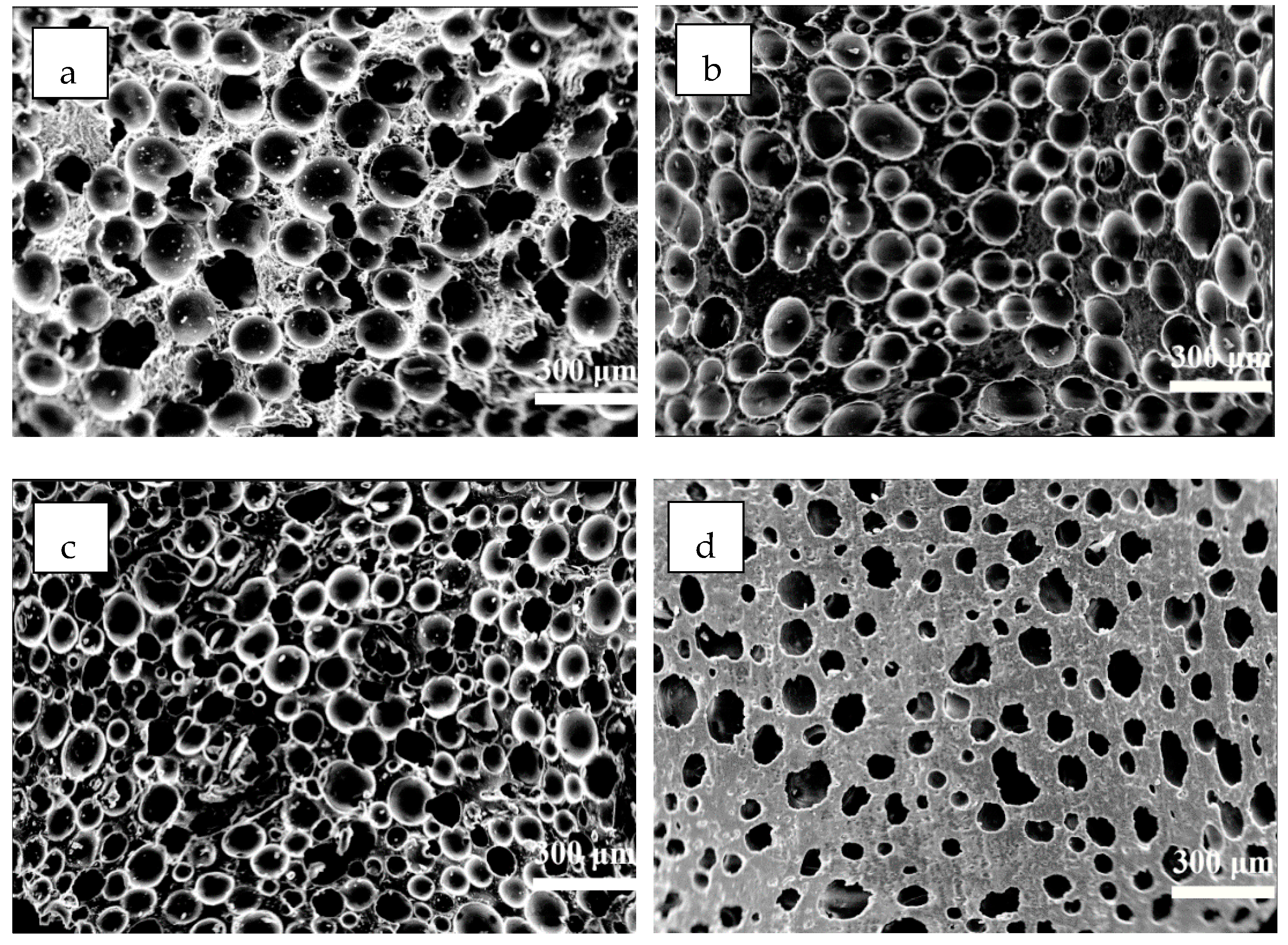
3.4. Effect of EG on the Overall Properties of MPUE
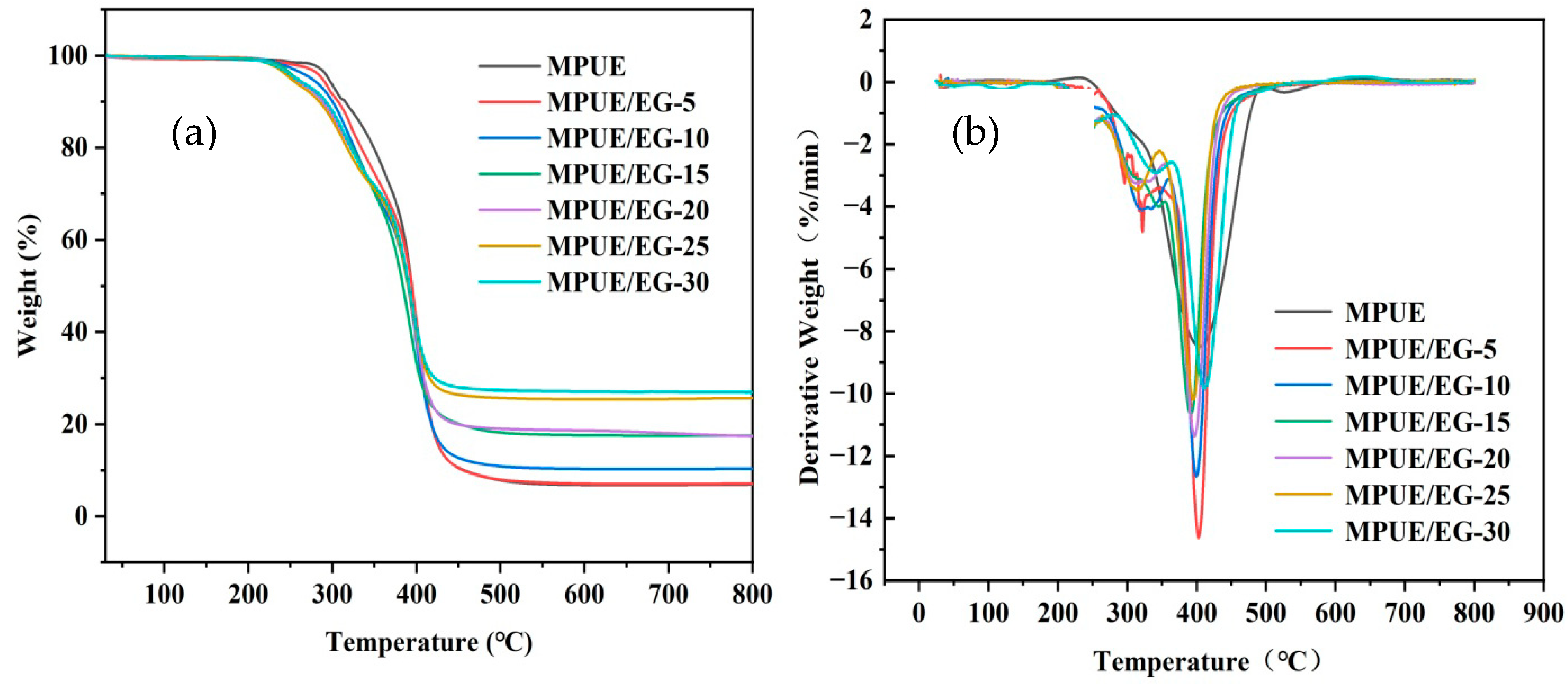
3.5. Thermal Stability of MPUE/EG
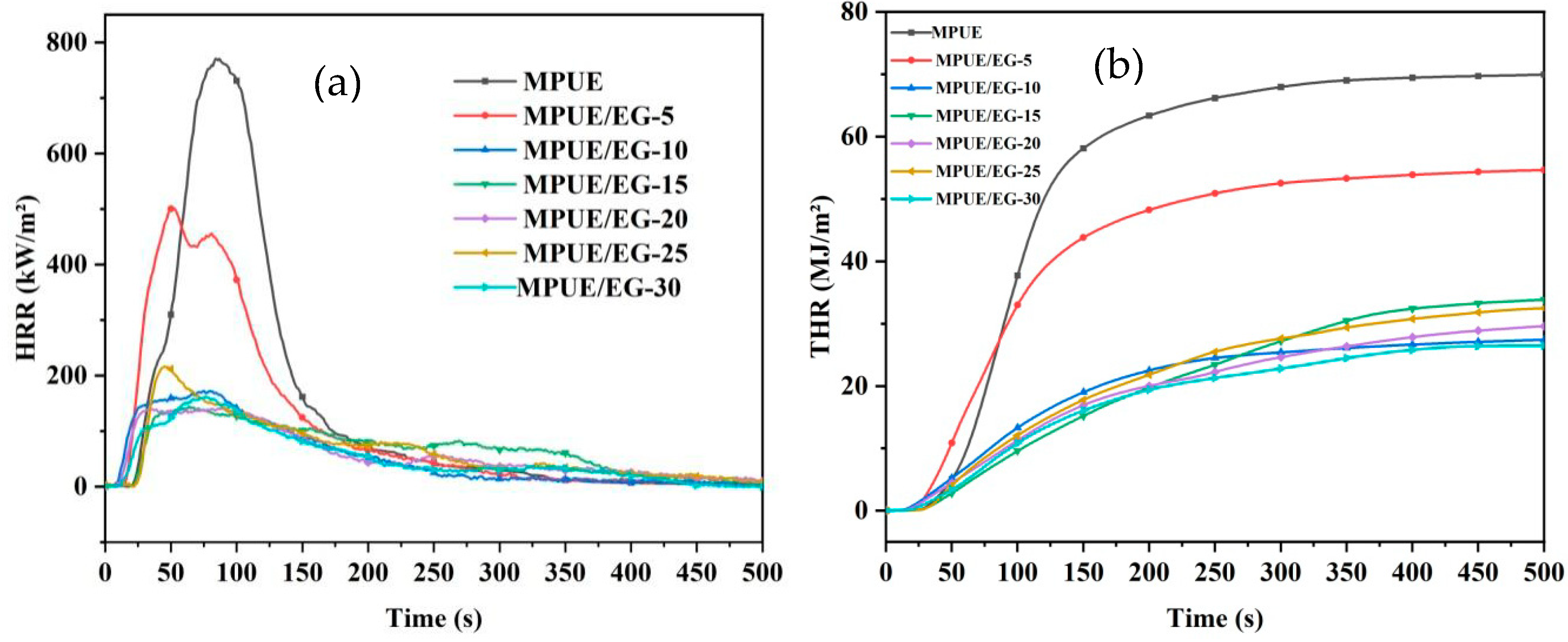
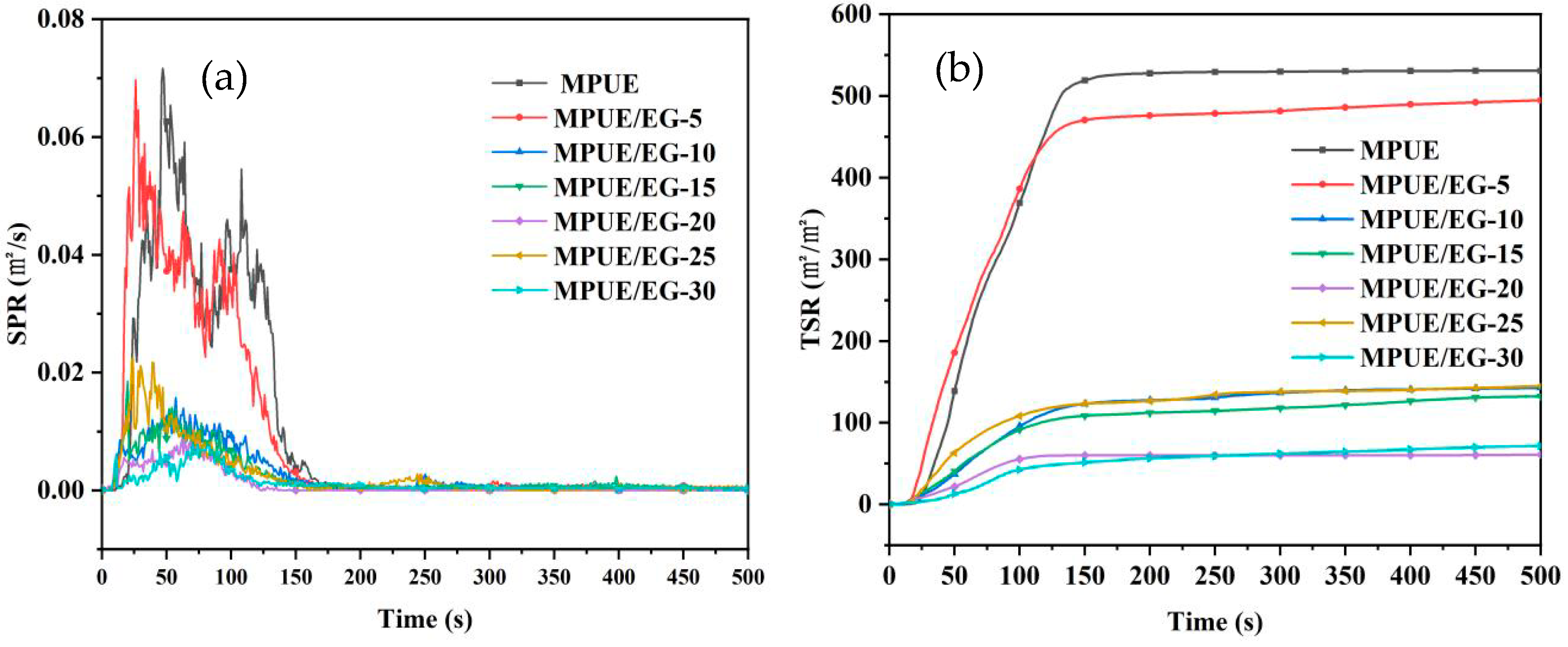
3.6. Cone Calorimeter Analysis of MPUE/EG
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tan, L.; Tan, B. Hypercrosslinked porous polymer materials: Design, synthesis, and applications. Chem. Soc. Rev. 2017, 46, 3322–3356. [Google Scholar] [CrossRef]
- Zhang, L. Progress in Research on Low-density Porous Polymer for ICF Targets. Mater. Rev. 2002, 16, 48–51. [Google Scholar] [CrossRef]
- Ma, Z.; Liu, X.; Xu, X.; Liu, L.; Yu, B.; Maluk, C.; Huang, G.; Wang, H. Bioinspired, Highly Adhesive, Nanostructured Polymeric Coatings for Superhydrophobic Fire-Extinguishing Thermal Insulation Foam. ACS Nano 2021, 15, 11667–11680. [Google Scholar] [CrossRef] [PubMed]
- Khan, T.; Acar, V.; Aydin, M.R.; Hulagu, B.; Akbulut, H.; Seydibeyoglu, M.O. A review on recent advances in sandwich structures based on polyurethane foam cores. Polym. Compos. 2020, 41, 2355–2400. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, J.; Maluk, C.; Yu, Y.; Seraji, S.M.; Yu, B.; Wang, H.; Song, P. A lava-inspired micro/nano-structured ceramifiable organic-inorganic hybrid fire-extinguishing coating. Matter 2022, 5, 911–932. [Google Scholar] [CrossRef]
- Huang, X.; Tang, H.; Tao, Z. Developments of Sound Absorption of Fine Performance Polyurethane-based Porous Composite Materials. Mater. Rev. 2007, 21, 152–154. [Google Scholar] [CrossRef]
- Singh, H.; Jain, A.K. Ignition, combustion, toxicity, and fire retardancy of polyurethane foams: A comprehensive review. Appl. Polym. Sci. 2008, 111, 1115–1143. [Google Scholar] [CrossRef]
- Sinha, R.; Kuruma, M. Polymer Combustion and Flame Retardancy. In Halogen-Free Flame-Retardant Polymers; Springer Nature Switzerland AG: Cham, Switzerland, 2020; pp. 5–9. [Google Scholar] [CrossRef]
- Gaan, S.; Liang, S.; Mispreuve, H.; Perler, H.; Naescher, R.; Neisius, M. Flame retardant flexible polyurethane foams from novel DOPO-phosphonamidate additives. Polym. Degrad. Stab. 2015, 113, 180–188. [Google Scholar] [CrossRef]
- Visakh, P.M.; Semkin, A.O.; Rezaev, I.A.; Fateev, A.V. Review on soft polyurethane flame retardant. Constr. Build. Mater. 2019, 227, 116673. [Google Scholar] [CrossRef]
- Bourbigot, S.; Duquesne, S. Fire retardant polymers: Recent developments and opportunities. J. Mater. Chem. 2007, 17, 2283–2300. [Google Scholar] [CrossRef]
- Naik, A.D.; Fontaine, G.; Bellayer, S.; Bourbigot, S. Salen based Schiff bases to flame retard thermoplastic polyurethane mimicking operational strategies of thermosetting resin. RSC Adv. 2015, 5, 48224–48235. [Google Scholar] [CrossRef]
- Wang, S.; Wang, X.; Wang, X.; Li, H.; Sun, J.; Sun, W.; Yao, Y.; Gu, X.; Zhang, S. Surface coated rigid polyurethane foam with durable flame retardancy and improved mechanical property. Chem. Eng. J. 2020, 385, 123755. [Google Scholar] [CrossRef]
- Yin, J.; Xiong, Y.; Zhou, X.; Yang, Z.; Yuan, T. An efficient halogen-free reactive flame-retardant active diluent for soy-castor oil-based fire safety UV-curable coatings. Prog. Org. Coat. 2022, 163, 106683. [Google Scholar] [CrossRef]
- Liu, J.; Qu, S.; Suo, Z.; Yang, W. Functional hydrogel coatings. Natl. Sci. Rev. 2021, 8, 254–291. [Google Scholar] [CrossRef]
- Miao, C.; Li, Z.; Li, K.; Lv, Y.; Wu, X.; Cao, X.; Wu, Y. A super-cooling solar reflective coating with waterborne polyurethane for asphalt pavement. Prog. Org. Coat Int. Rev. J. 2022, 165, 106741–106750. [Google Scholar] [CrossRef]
- Yao, X.; Liu, J.; Yang, C.; Yang, X.; Wei, J.; Xia, Y.; Gong, X.; Suo, Z. Hydrogel Paint. Adv. Mater. 2019, 31, 1903062. [Google Scholar] [CrossRef]
- Guo, K.-Y.; Wu, Q.; Mao, M.; Chen, H.; Zhang, G.-D.; Zhao, L.; Gao, J.-F.; Song, P.; Tang, L.-C. Water-based hybrid coatings toward mechanically flexible, super-hydrophobic and flame-retardant polyurethane foam nanocomposites with high-efficiency and reliable fire alarm response. Compos. Part B 2020, 193, 108017. [Google Scholar] [CrossRef]
- Wang, S.; Qian, L.; Xin, F. The Synergistic Flame-Retardant Behaviors of Pentaerythritol Phosphate and Expandable Graphite in Rigid Polyurethane Foams. Polym. Compos. 2016, 39, 329–336. [Google Scholar] [CrossRef]
- Purser, D.A. Fire Safety Performance of Flame Retardants Compared with Toxic and Environmental Hazards-ScienceDirect. Polym. Green Flame Retard. 2014, 2014, 45–86. [Google Scholar] [CrossRef]
- Cui, M.; Li, J.; Qin, D.; Sun, J.; Chen, Y.; Xiang, J.; Yan, J.; Fan, H. Intumescent flame retardant behavior of triazine group and ammonium polyphosphate in waterborne polyurethane. Polym. Degrad. Stab. 2021, 183, 109439. [Google Scholar] [CrossRef]
- Lu, W.; Jin, Z. Synthesis of phosphorus/nitrogen containing intumescent flame retardants from p-hydroxybenzaldehyde, vanillin and syringaldehyde for rigid polyurethane foams. Polym. Degrad. Stab. 2022, 195, 109768. [Google Scholar] [CrossRef]
- Wang, S.-X.; Zhao, H.-B.; Rao, W.-H.; Huang, S.-C.; Wang, T.; Liao, W.; Wang, Y.-Z. Inherently flame-retardant rigid polyurethane foams with excellent thermal insulation and mechanical properties. Polymer 2018, 153, 616–625. [Google Scholar] [CrossRef]
- Matuschek, G.; Cyrys, J.; Lenoir, D.; Kettrup, A. Thermal degradation of different fire retardant polyurethane foams. Thermochim. Acta 1996, 275, 59–71. [Google Scholar] [CrossRef]
- Wu, J.-N.; Qin, Z.-H.; Chen, L.; Liu, B.-W.; Wang, X.-L.; Wang, Y.-Z. Tailoring Schiff base cross-linking by cyano group toward excellent flame retardancy, anti-dripping and smoke suppression of PET. Polymer 2018, 153, 78–85. [Google Scholar] [CrossRef]
- Wang, Y.; Kou, X.; Deng, J.; Zhao, J.; Shi, H. Ammonium polyphosphate/expandable graphite/TiO2 blended silica fume-based geopolymer coating for synergistically flame-retarding plywood. Constr. Build. Mater. 2022, 317, 125941. [Google Scholar] [CrossRef]
- Gao, Y.; Qiu, L.; O’Hare, D.; Wang, Q. 8-Thermal properties and flame-retardant characteristics of layered double hydroxide polymer nanocomposites. In Layered Double Hydroxide Polymer Nanocomposites; Thomas, S., Daniel, S., Eds.; Woodhead Publishing: Brookfield, WI, USA, 2020; pp. 311–345. [Google Scholar]
- Acuña, P.; Lin, X.; Calvo, M.S.; Shao, Z.; Pérez, N.; Villafañe, F.; Rodríguez-Pérez, M.Á.; Wang, D.-Y. Synergistic effect of expandable graphite and phenylphosphonic-aniline salt on flame retardancy of rigid polyurethane foam. Polym. Degrad. Stab. 2020, 179, 109274. [Google Scholar] [CrossRef]
- Li, M.-E.; Wang, S.-X.; Han, L.-X.; Yuan, W.-J.; Cheng, J.-B.; Zhang, A.-N.; Zhao, H.-B.; Wang, Y.-Z. Hierarchically porous SiO2/polyurethane foam composites towards excellent thermal insulating, flame-retardant and smoke-suppressant performances. J. Hazard. Mater. 2019, 375, 61–69. [Google Scholar] [CrossRef]
- Yuan, Y.; Wang, W.; Xiao, Y.; Chun Yin Yuen, A.; Mao, L.; Pan, H.; Yu, B.; Hu, Y. Surface modification of multi-scale cuprous oxide with tunable catalytic activity towards toxic fumes and smoke suppression of rigid polyurethane foam. Appl. Surf. Sci. 2021, 556, 149792. [Google Scholar] [CrossRef]
- Zhu, X.; Li, Q.; Wang, L.; Wang, W.; Liu, S.; Wang, C.; Xu, Z.; Liu, L.; Qian, X. Current advances of Polyurethane/Graphene composites and its prospects in synthetic leather: A review. Eur. Polym. J. 2021, 161, 110837. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Investigation of Electrophoretic Deposition of PANI Nano fibers as a Manufacturing Technology for corrosion protection. Prog. Org. Coat. 2022, 171, 107015. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Statistical and qualitative analyses of the kinetic models using electrophoretic deposition of polyaniline. J. Ind. Eng. Chem. 2022, 113, 475–487. [Google Scholar] [CrossRef]
- Mahmoud Zaghloul, M.Y.; Yousry Zaghloul, M.M.; Yousry Zaghloul, M.M. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J. Reinf. Plast. Compos. 2017, 36, 1802–1816. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.M. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 135, 46770. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, M.; Zhou, Y.; Hu, L. The study of mechanical behavior and flame retardancy of castor oil phosphate-based rigid polyurethane foam composites containing expanded graphite and triethyl phosphate. Polym. Degrad. Stab. 2013, 98, 2784–2794. [Google Scholar] [CrossRef]
- Zemła, M.; Prociak, A.; Michałowski, S. Bio-Based Rigid Polyurethane Foams Modified with Phosphorus Flame Retardants. Polymers 2022, 14, 102. [Google Scholar] [CrossRef]
- Rao, W.-H.; Liao, W.; Wang, H.; Zhao, H.-B.; Wang, Y.-Z. Flame-retardant and smoke-suppressant flexible polyurethane foams based on reactive phosphorus-containing polyol and expandable graphite. J. Hazard. Mater. 2018, 360, 651–660. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Z.; Zhu, M. Flame retardant, mechanical and thermal insulating properties of rigid polyurethane foam modified by nano zirconium amino-tris-(methylenephosphonate) and expandable graphite. Polym. Degrad. Stab. 2019, 170, 108997. [Google Scholar] [CrossRef]
- Gebrekrstos Weldemhret, T.; Lee, D.-W.; Tae Park, Y., II; Song, J. Ionic liquid-catalyzed synthesis of carbon/polyurethane triboelectric nanocomposites with excellent flame retardancy and oil leak detection. Chem. Eng. J. 2022, 450, 137982. [Google Scholar] [CrossRef]
- Chan, Y.Y.; Ma, C.; Zhou, F.; Hu, Y.; Schartel, B. Flame retardant flexible polyurethane foams based on phosphorous soybean-oil polyol and expandable graphite. Polym. Degrad. Stab. 2021, 191, 109656. [Google Scholar] [CrossRef]
- Suhailuddin, S.H.; Aprajith, K.; Sanjay, B.; Shabeeruddin, S.H.; Shamshath Begum, S. Development and characterization of flame retardant property in flexible polyurethane foam. Mater. Today Proc. 2022, 59, 819–826. [Google Scholar] [CrossRef]
- Liu, X.; Hao, J.; Gaan, S. Recent studies on the decomposition and strategies of smoke and toxicity suppression for polyurethane based materials. RSC Adv. 2016, 6, 74742–74756. [Google Scholar] [CrossRef] [Green Version]
- Xu, D.; Yu, K.; Qian, K. Thermal degradation study of rigid polyurethane foams containing tris(1-chloro-2-propyl)phosphate and modified aramid fiber. Polym. Test. 2018, 67, 159–168. [Google Scholar] [CrossRef]
- Verma, S.K.; Kaur, I. Gamma-induced polymerization and grafting of a novel phosphorous-, nitrogen-, and sulfur-containing monomer on cotton fabric to impart flame retardancy. J. Appl. Polym. Sci. 2012, 125, 1506–1512. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, S.J.; Che, X.X.; Shen, C.H. Synthesis and Characterization of a Flame Retardant Dimethyl Methyl Phosphonate (DMMP) and its Application in FRP. Adv. Mater. Res. 2013, 804, 29–35. [Google Scholar] [CrossRef]
- Cuisset, A.; Mouret, G.; Pirali, O.; Roy, P.; Cazier, F.; Nouali, H.; Demaison, J. Gas-Phase Vibrational Spectroscopy and Ab Initio Study of Organophosphorous Compounds: Discrimination between Species and Conformers. J. Phys. Chem. B 2008, 112, 12516–12525. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Zhang, Z.; Ge, X. Study on fire performance and pyrolysis of polyurethane foam material containing DMMP/TCPP. Int. J. Polym. Anal. Charact. 2018, 23, 38–44. [Google Scholar] [CrossRef]
- Zhou, F.; Zhang, T.; Zou, B.; Hu, W.; Wang, B.; Zhan, J.; Ma, C.; Hu, Y. Synthesis of a novel liquid phosphorus-containing flame retardant for flexible polyurethane foam: Combustion behaviors and thermal properties. Polym. Degrad. Stab. 2020, 171, 109029. [Google Scholar] [CrossRef]
- Su, X.; Mahalingam, S.; Edirisinghe, M.; Chen, B. Highly Stretchable and Highly Resilient Polymer-Clay Nanocomposite Hydrogels with Low Hysteresis. ACS Appl. Mater. Interfaces 2017, 9, 22223–22234. [Google Scholar] [CrossRef]
- Meng, X.-Y.; Ye, L.; Zhang, X.-G.; Tang, P.-M.; Tang, J.-H.; Ji, X.; Li, Z.-M. Effects of expandable graphite and ammonium polyphosphate on the flame-retardant and mechanical properties of rigid polyurethane foams. J. Appl. Polym. Sci. 2009, 114, 853–863. [Google Scholar] [CrossRef]
- Ning, H.; Ma, Z.; Zhang, Z.; Zhang, D.; Wang, Y. Core–shell expandable graphite @ layered double hydroxide as a flame retardant for polyvinyl alcohol. J. Therm. Anal. Calorim. 2021, 147, 6249–6258. [Google Scholar] [CrossRef]
- Hu, X.-M.; Wang, D.-M. Enhanced fire behavior of rigid polyurethane foam by intumescent flame retardants. J. Appl. Polym. Sci. 2013, 129, 238–246. [Google Scholar] [CrossRef]
- Yang, A.-H.; Deng, C.; Chen, H.; Wei, Y.-X.; Wang, Y.-Z. A novel Schiff-base polyphosphate ester: Highly-efficient flame retardant for polyurethane elastomer. Polym. Degrad. Stab. 2017, 144, 70–82. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, F.; Dong, Q.; Yuan, W.; Liu, P.; Ding, Y.; Zhang, S.; Yang, M.; Zheng, G. Expandable graphite encapsulated by magnesium hydroxide nanosheets as an intumescent flame retardant for rigid polyurethane foams. J. Appl. Polym. Sci. 2018, 135, 46749. [Google Scholar] [CrossRef]
- Chen, X.; Wang, W.; Li, S.; Jiao, C. Fire safety improvement of para-aramid fiber in thermoplastic polyurethane elastomer. J. Hazard. Mater. 2017, 324, 789–796. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Appearance (RT) | Hydroxyl Value (mgKOH/g) | NCO Mass Fraction (%) | Viscosity (25 °C, mpa s) | Water Content (wt, ppm) | Stability (NPT) | Flammability |
|---|---|---|---|---|---|---|---|
| 330N | Colorless, transparent, and syrupy liquid | 34 | / | 900 | 230 | stable | flammable |
| PTMEG 1000 | White, waxy, solid or colorless transparent liquid | 112 | / | 3100 | 192 | stable | flammable |
| BDO | Colorless, oily liquid | 1247 | / | 72 | 215 | stable | flammable |
| MDI | White solid | / | 33.5 | / | / | unstable | flammable |
| Sample | MDI wt% | PTMEG1000 wt% | 330 wt% | BDO wt% | H2O wt% | A33 wt% | BDMAEE wt% | BYK-9231 wt% |
|---|---|---|---|---|---|---|---|---|
| MPUE | 23.5 | 39.4 | 33.3 | 3.2 | 0.14 | 0.01 | 0.13 | 0.32 |
| Sample | Neat MPUE wt% | DCEP wt% | DCPP wt% | EG wt% | DMMP wt% | EG/DMMP wt%/wt% |
|---|---|---|---|---|---|---|
| MPUE/DCEP | 85 | 15 | 0 | 0 | 0 | / |
| MPUE/DCPP | 85 | 0 | 15 | 0 | 0 | / |
| MPUE/DMMP | 85 | 0 | 0 | 0 | 15 | / |
| MPUE/EG-5 | 95 | 0 | 0 | 5 | 0 | / |
| MPUE/EG-10 | 90 | 0 | 0 | 10 | 0 | / |
| MPUE/EG-15 | 85 | 0 | 0 | 15 | 0 | / |
| MPUE/EG-20 | 80 | 0 | 0 | 20 | 0 | / |
| MPUE/EG-25 | 75 | 0 | 0 | 25 | 0 | / |
| MPUE/EG-30 | 70 | 0 | 0 | 30 | 0 | / |
| MPUE/EG/DMMP-1 | 85 | 0 | 0 | 0 | 15 | 0:15 |
| MPUE/EG/DMMP-2 | 85 | 0 | 0 | 3 | 12 | 1:4 |
| MPUE/EG/DMMP-3 | 85 | 0 | 0 | 3.75 | 11.25 | 1:3 |
| MPUE/EG/DMMP-4 | 85 | 0 | 0 | 5 | 10 | 1:2 |
| MPUE/EG/DMMP-5 | 85 | 0 | 0 | 7.5 | 7.5 | 1:1 |
| MPUE/EG/DMMP-6 | 85 | 0 | 0 | 10 | 5 | 2:1 |
| MPUE/EG/DMMP-7 | 85 | 0 | 0 | 11.25 | 3.75 | 3:1 |
| MPUE/EG/DMMP-8 | 85 | 0 | 0 | 12 | 3 | 4:1 |
| MPUE/EG/DMMP-9 | 85 | 0 | 0 | 12.5 | 2.5 | 5:1 |
| Sample | LOI % | Vertical Combustion Grade | Dripping | Tensile Strength MPa |
|---|---|---|---|---|
| MPUE | 22.3 ± 0.1 | NR * | Severe | 1.60 ± 0.01 |
| MPUE/TCEP | 24.2 ± 0.1 | NR | A little severe | 0.91 ± 0.01 |
| MPUE/TCPP | 24.6 ± 0.1 | V-2 | A little severe | 1.00 ± 0.02 |
| MPUE/DMMP | 26.0 ± 0.1 | V-2 | Slight | 0.95 ± 0.01 |
| Sample | EG/DMMP wt%/wt% | LOI % | Vertical Combustion Grade | Dripping | Tensile Strength MPa |
|---|---|---|---|---|---|
| MPUE | 0:0 | 22.3 ± 0.1 | NR | Severe | 1.60 ± 0.01 |
| MPUE/EG/DMMP-1 | 0:15 | 26.7 ± 0.2 | V-2 | Slight | 0.95 ± 0.01 |
| MPUE/EG/DMMP-2 | 1:4 | 24.3 ± 0.1 | NR | None | 1.01 ± 0.02 |
| MPUE/EG/DMMP-3 | 1:3 | 26.6 ± 0.1 | V-1 | None | 1.05 ± 0.01 |
| MPUE/EG/DMMP-4 | 1:2 | 28.4 ± 0.2 | V-0 | None | 1.09 ± 0.02 |
| MPUE/EG/DMMP-5 | 1:1 | 33.8 ± 0.1 | V-0 | None | 1.15 ± 0.02 |
| MPUE/EG/DMMP-6 | 2:1 | 35.6 ± 0.1 | V-0 | None | 1.26 ± 0.02 |
| MPUE/EG/DMMP-7 | 3:1 | 36.1 ± 0.1 | V-0 | None | 1.32 ± 0.01 |
| MPUE/EG/DMMP-8 | 4:1 | 36.0 ± 0.2 | V-0 | None | 1.37 ± 0.02 |
| MPUE/EG/DMMP-9 | 5:1 | 36.1 ± 0.1 | V-0 | None | 1.41 ± 0.02 |
| Sample | EG wt% | LOI % | Vertical Combustion Grade | Dripping | Dripping Time (Start Timing after the Flame was Firstly Exerted.) s | Tensile Strength MPa |
|---|---|---|---|---|---|---|
| MPUE | 0 | 22.3 ± 0.1 | NR | Severe | Constant dripping | 1.60 ± 0.01 |
| MPUE/EG-5 | 5 | 20.0 ± 0.1 | NR | Fallen carbon residue | 7 s | 1.85 ± 0.01 |
| MPUE/EG-10 | 10 | 23.8 ± 0.2 | NR | Fallen carbon residue | 10 s | 1.62 ± 0.01 |
| MPUE/EG-15 | 15 | 24.5 ± 0.1 | NR | No dripping or fallen carbon residue | None | 1.52 ± 0.02 |
| MPUE/EG-20 | 20 | 25.4 ± 0.1 | NR | Fallen carbon residue | 12 s | 1.43 ± 0.01 |
| MPUE/EG-25 | 25 | 29.7 ± 0.1 | NR | Fallen carbon residue | 8 s | 1.35 ± 0.02 |
| MPUE/EG-30 | 30 | 29.6 ± 0.2 | NR | Fallen carbon residue | 5 s | 1.2 ± 0.01 |
| Samples | T5% °C | Tmax °C | MMLR %min−1 | Char Residues at 700 °C % |
|---|---|---|---|---|
| MPUE | 287 | 402 | −14.6 | 7 |
| MPUE/EG-5 | 286 | 402 | −14.5 | 7 |
| MPUE/EG-10 | 200 | 399 | −12.7 | 10 |
| MPUE/EG-15 | 258 | 391 | −10.6 | 17 |
| MPUE/EG-20 | 254 | 397 | −11.4 | 17 |
| MPUE/EG-25 | 250 | 395 | −10.2 | 26 |
| MPUE/EG-30 | 256 | 394 | −10.4 | 27 |
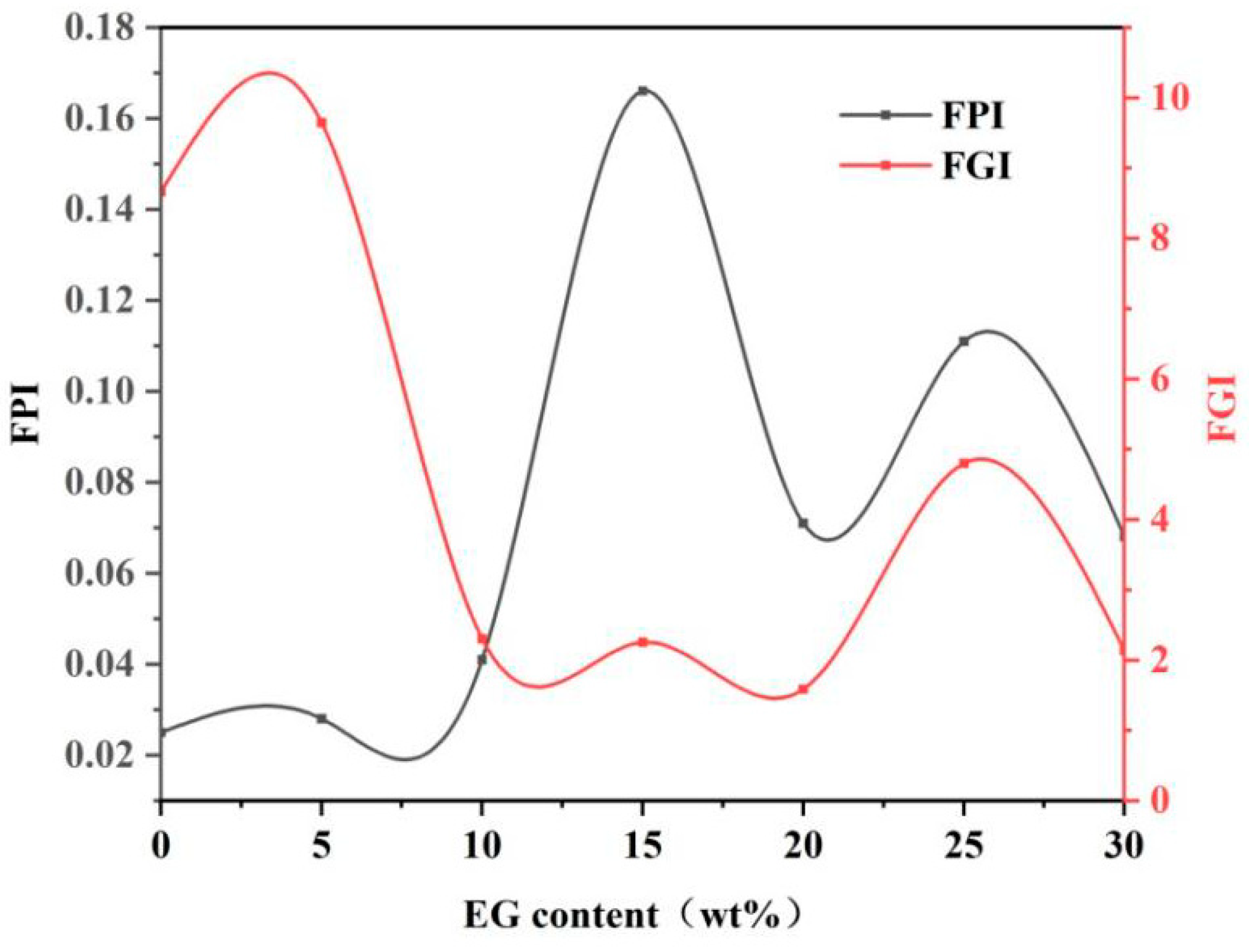
| Sample | TTI s | PHRR kW/m2 | THR MJ/m2 | PSPR m2/s | TSR m2/m2 | Carbon Residue % | TTPHRR s | SF MW/m2 | FPI | FGI |
|---|---|---|---|---|---|---|---|---|---|---|
| MPUE | 19 | 770.8 | 70.3 | 0.072 | 529.3 | 3.2 | 89 | 408.0 | 0.025 | 8.661 |
| MPUE/EG-5 | 14 | 501.5 | 55.0 | 0.070 | 480.1 | 8.3 | 52 | 240.8 | 0.028 | 9.644 |
| MPUE/EG-10 | 7 | 172.8 | 27.8 | 0.016 | 129.9 | 24.6 | 75 | 22.4 | 0.041 | 2.304 |
| MPUE/EG-15 | 24 | 144.4 | 34.8 | 0.014 | 113.7 | 31.9 | 64 | 16.4 | 0.166 | 2.256 |
| MPUE/EG-20 | 10 | 141.2 | 30.7 | 0.009 | 58.9 | 27.0 | 89 | 8.3 | 0.071 | 1.587 |
| MPUE/EG-25 | 24 | 216.0 | 33.0 | 0.022 | 127.4 | 30.9 | 45 | 27.5 | 0.111 | 4.800 |
| MPUE/EG-30 | 11 | 162.1 | 27.00 | 0.008 | 66.3 | 32.4 | 76 | 10.7 | 0.068 | 2.133 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Zhang, X.; Wu, J.; Li, X.; Jiang, H.; Su, X.; Zou, M. Investigation of the Flame Retardant Properties of High-Strength Microcellular Flame Retardant/Polyurethane Composite Elastomers. Polymers 2022, 14, 5055. https://doi.org/10.3390/polym14235055
Wu X, Zhang X, Wu J, Li X, Jiang H, Su X, Zou M. Investigation of the Flame Retardant Properties of High-Strength Microcellular Flame Retardant/Polyurethane Composite Elastomers. Polymers. 2022; 14(23):5055. https://doi.org/10.3390/polym14235055
Chicago/Turabian StyleWu, Xiaoxia, Xudong Zhang, Jingpeng Wu, Xiaodong Li, Hao Jiang, Xing Su, and Meishuai Zou. 2022. "Investigation of the Flame Retardant Properties of High-Strength Microcellular Flame Retardant/Polyurethane Composite Elastomers" Polymers 14, no. 23: 5055. https://doi.org/10.3390/polym14235055