
A Study on Hot Stamping Formability of Continuous Glass Fiber Reinforced Thermoplastic Composites
 ,
, 
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Raw Materials and Main Instruments
2.2. Experimental Method
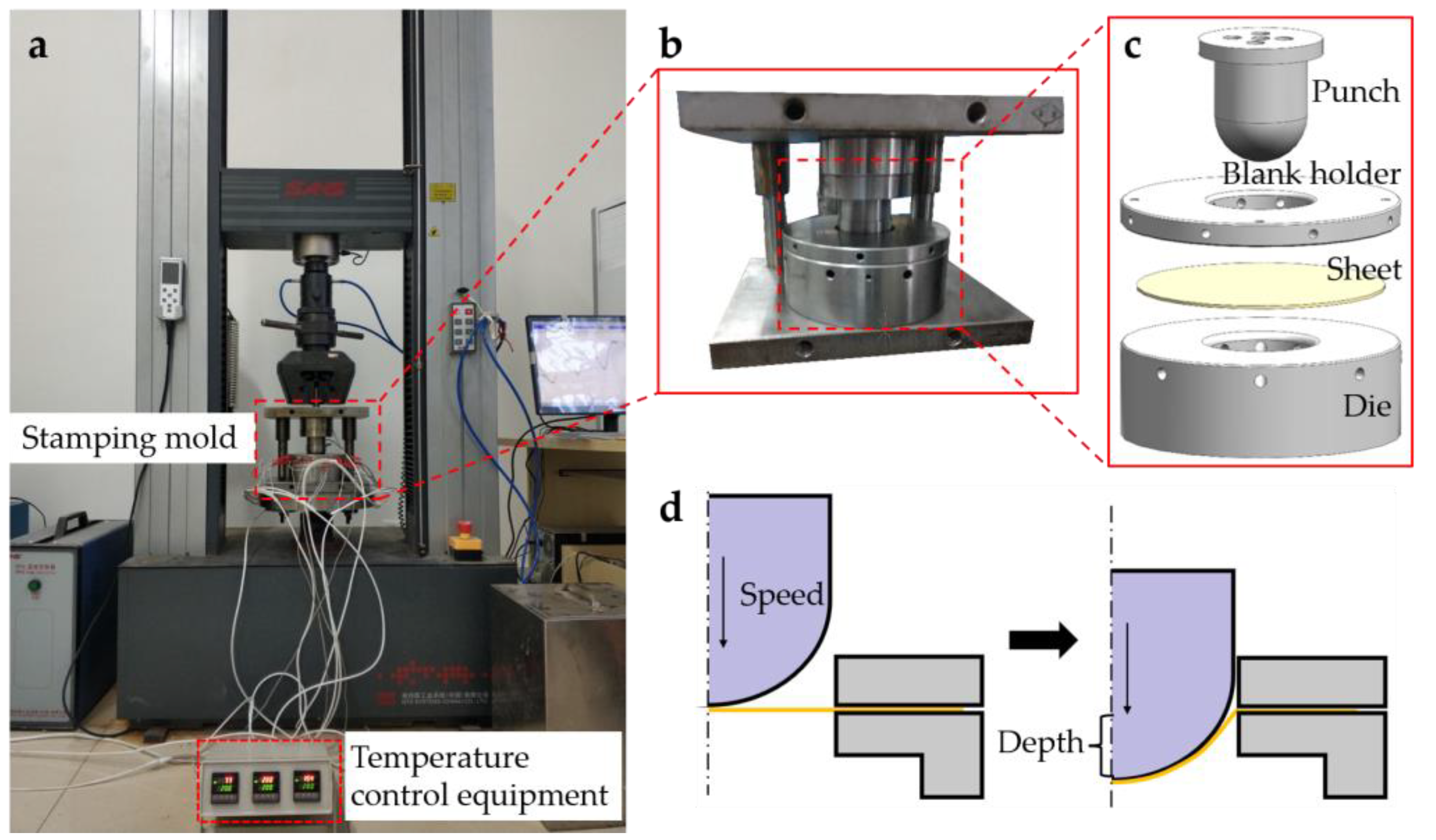
2.2.1. Hot Stamping Molds
2.2.2. Preparation Process and Experimental Protocol
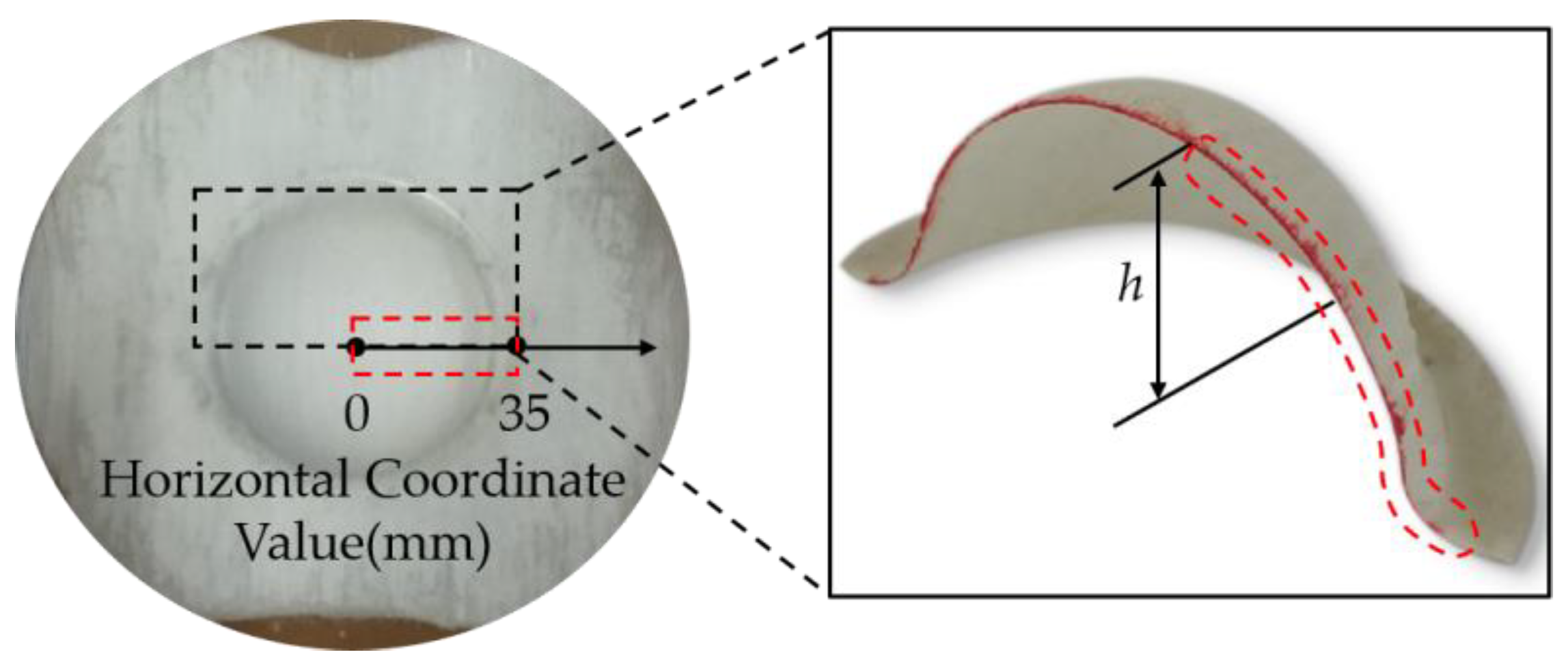
2.2.3. Testing and Characterization
3. Results and Discussion
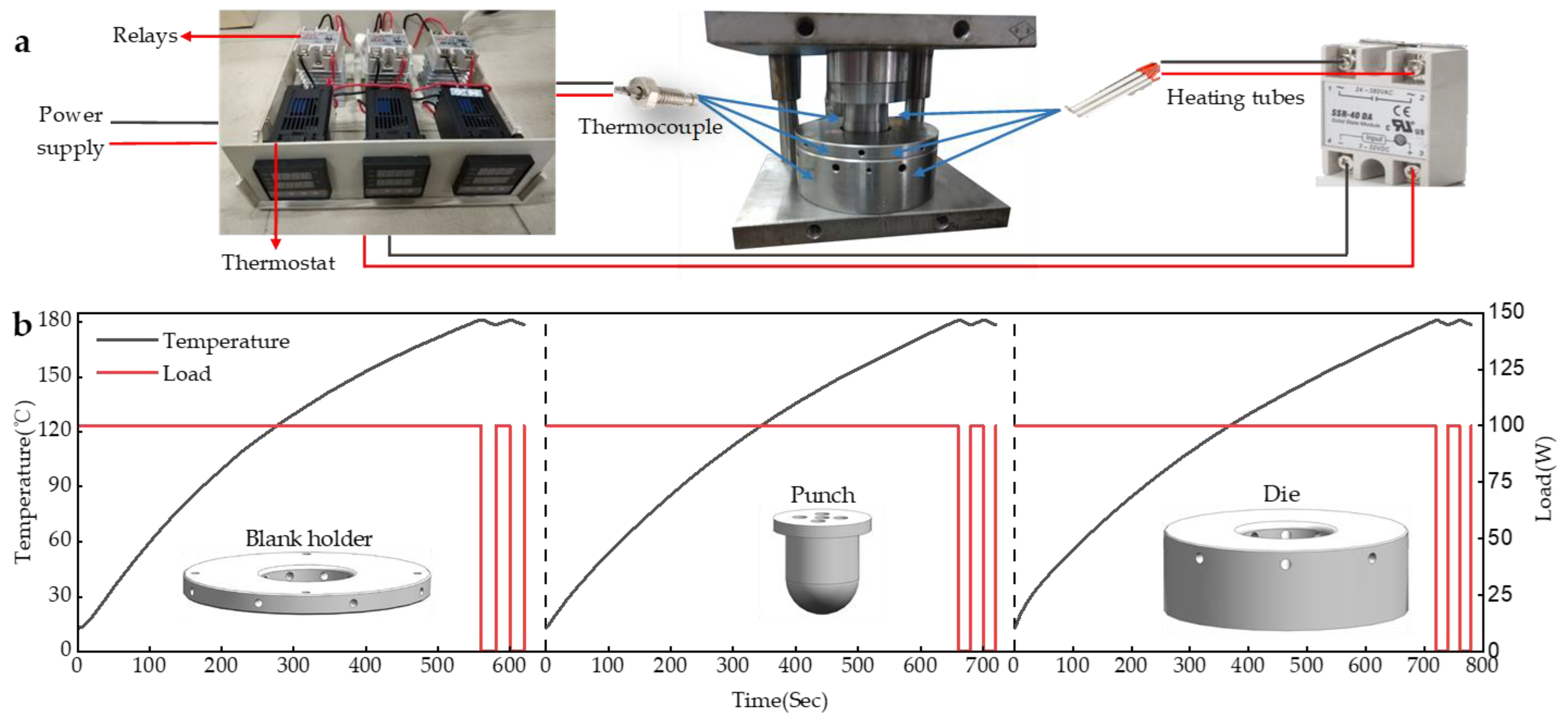
3.1. Trend of Preheating Temperature
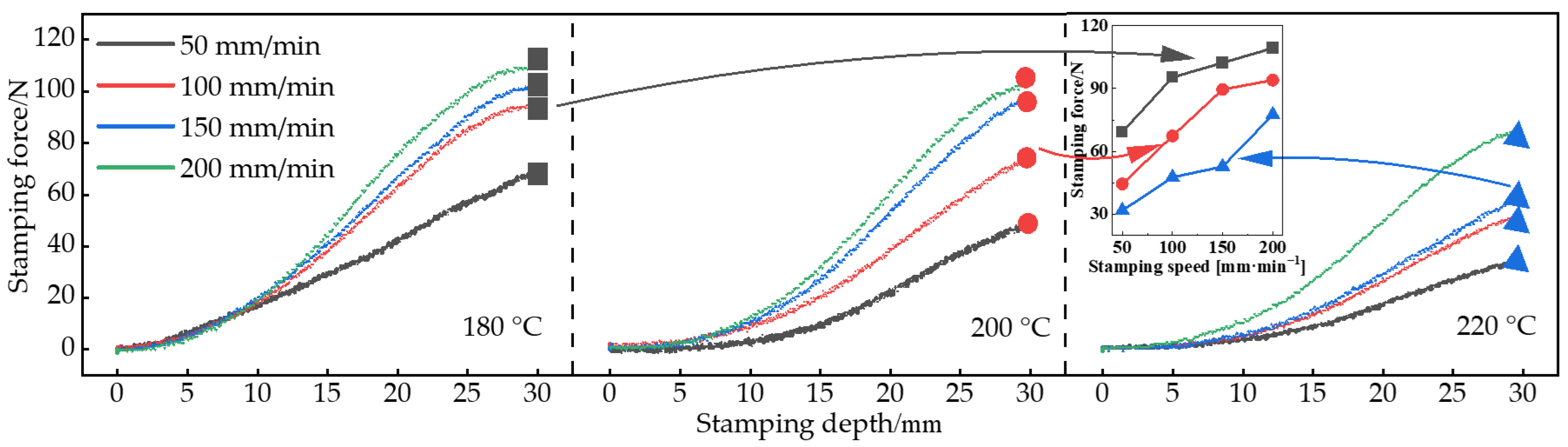
3.2. Trend of Punching Pressure
3.3. Formability Analysis of Formed Parts
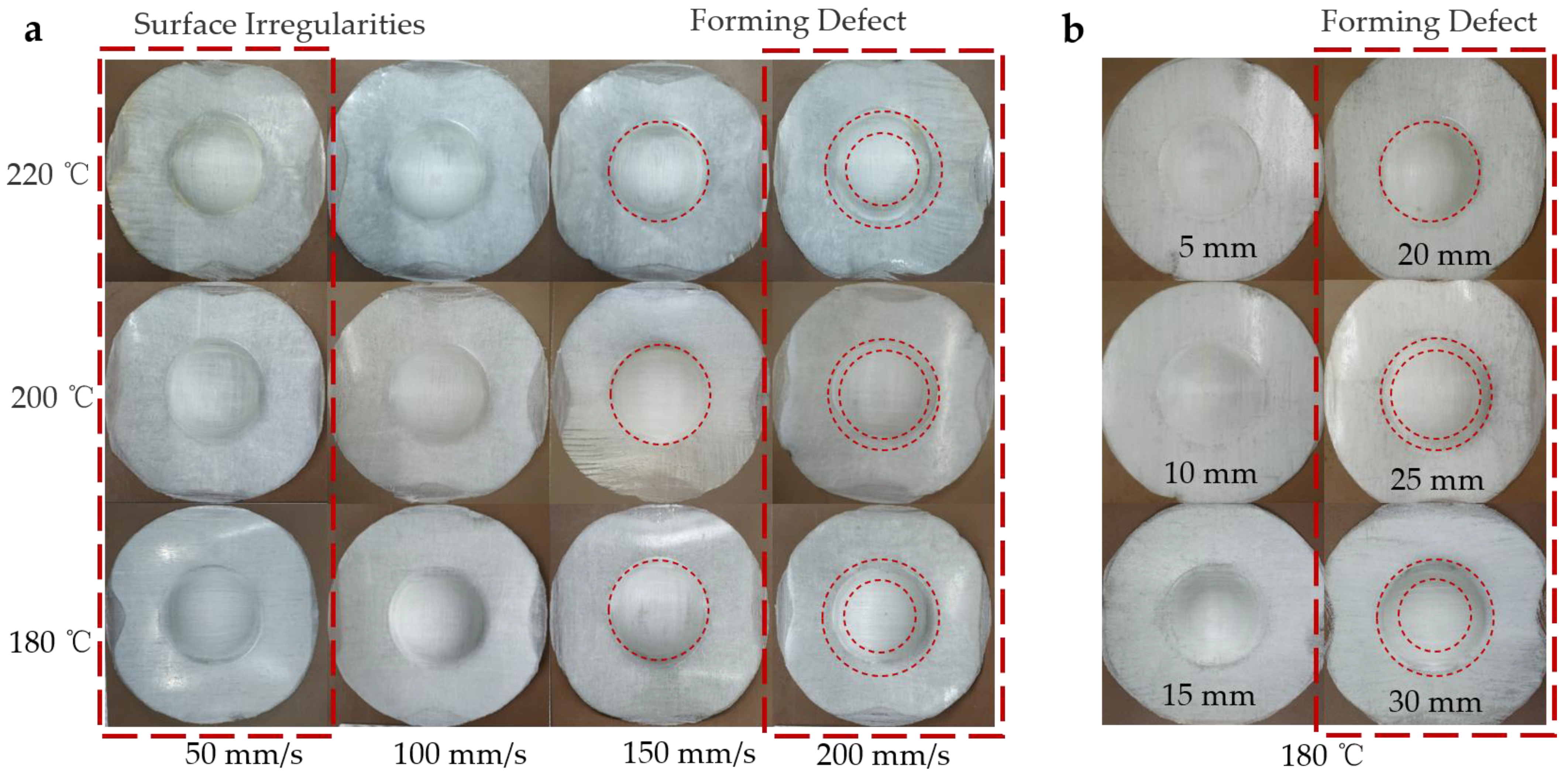
3.4. Forming Defects of Formed Parts
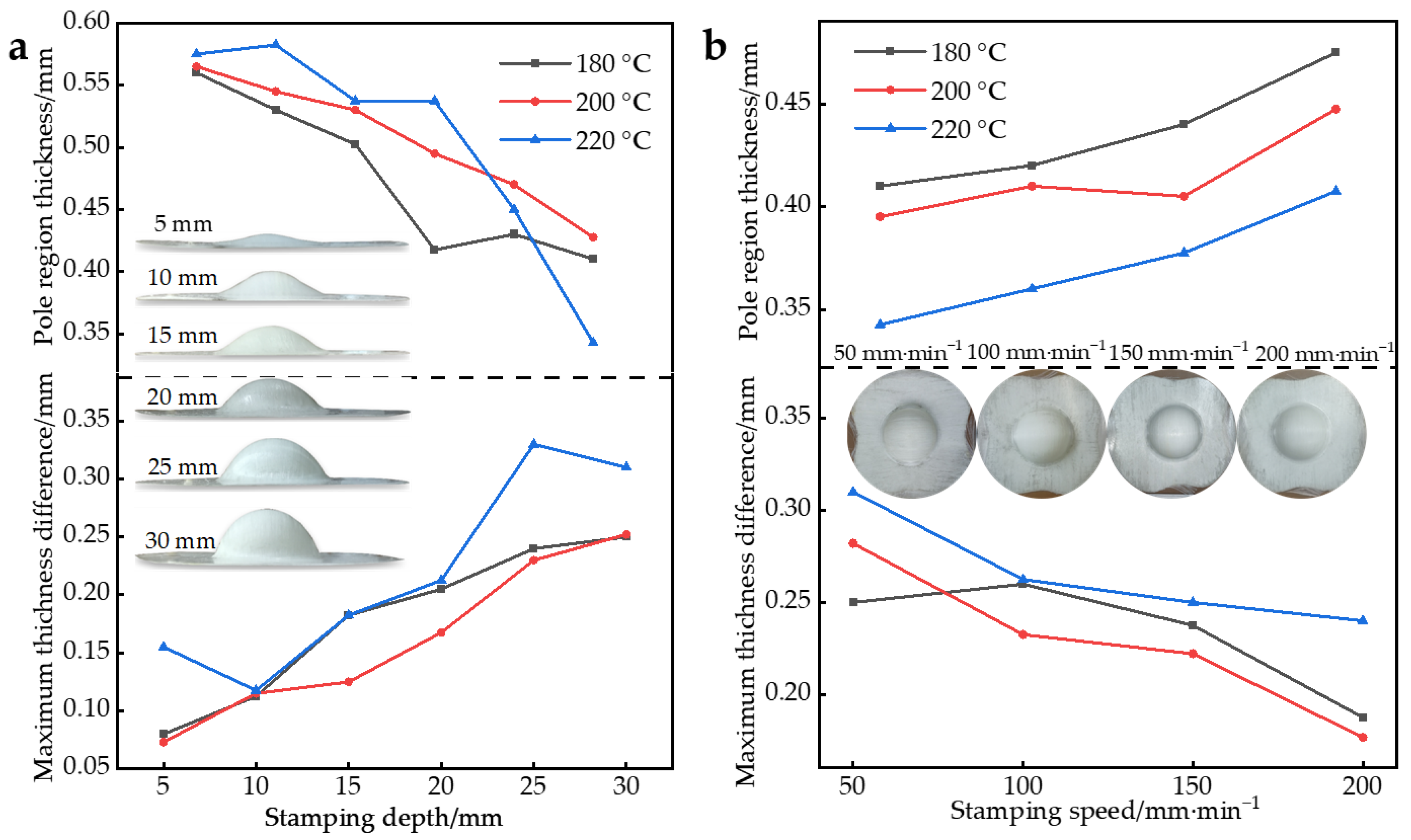
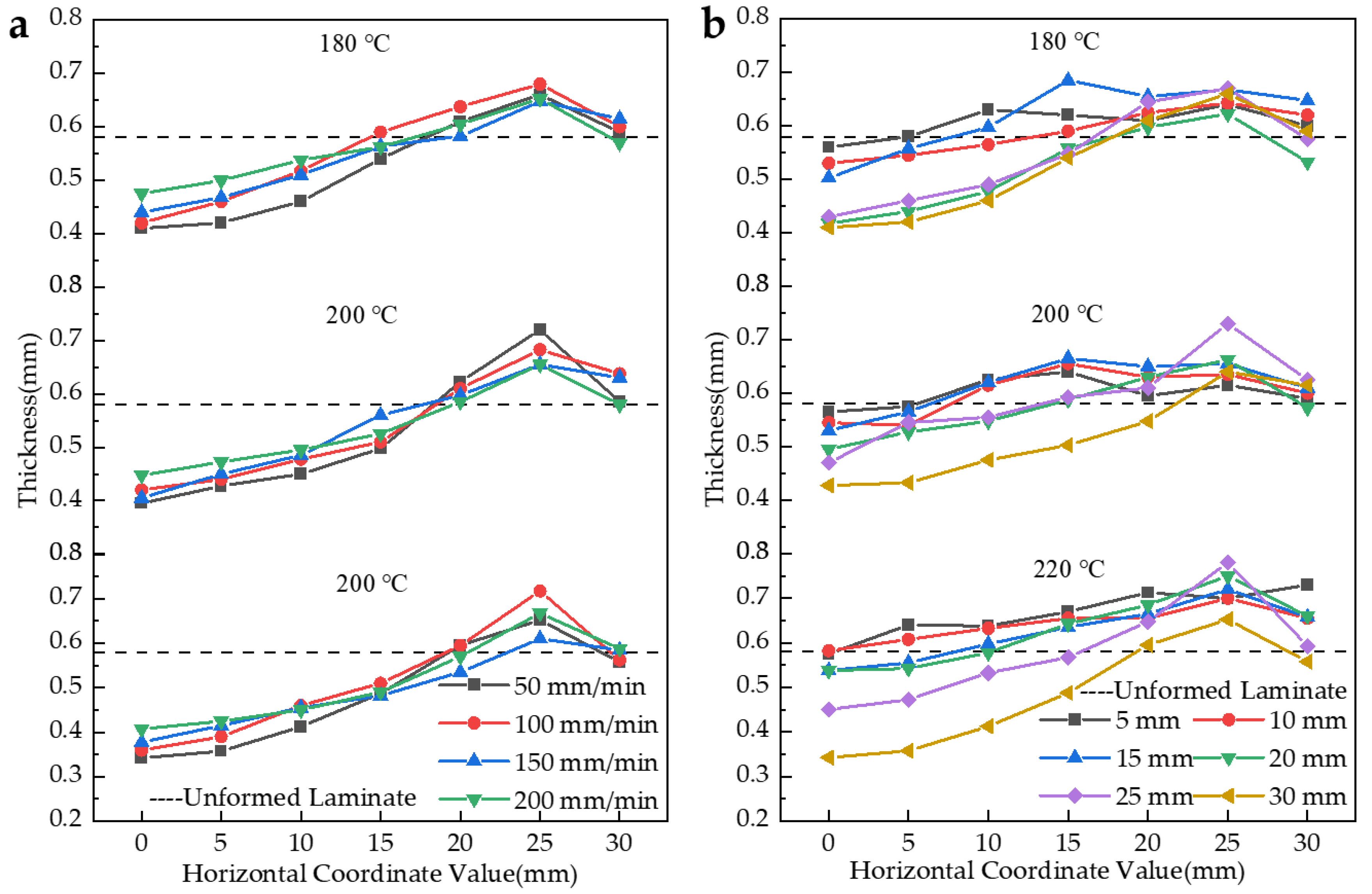
3.5. Thickness Distribution of Formed Parts
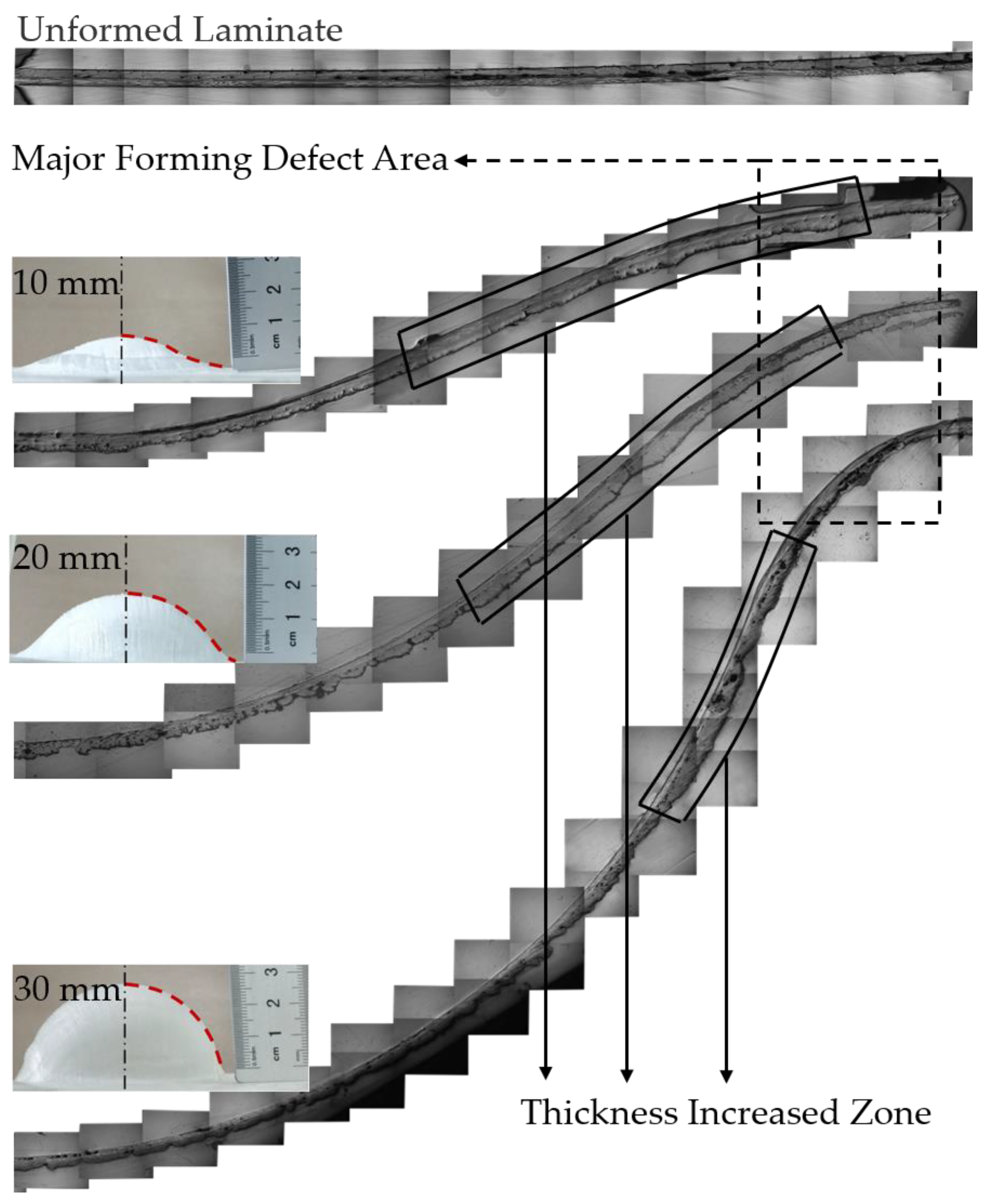
3.6. Mesoscopic Structure of Formed Parts
4. Conclusions
- (1)
- In the hot stamping process, the stamping pressure increased with the increase of stamping speed and stamping depth and decreased with the increase of preheating temperature.
- (2)
- Forming defects can be effectively avoided when the stamping depth is less than 15 mm and the stamping speed is less than 150 mm/min. The preheating temperature should be set at around 200 °C. Under the same preheating temperature, the influence of stamping depth on the thickness variation of the formed parts was more significant than the stamping speed.
- (3)
- The overall thickness of the part showed thin-thick-thin characteristics. The thinnest point of the part was at the pole, and the thickest point of the part appeared at 25 mm from the pole. With the increase of the stamping depth, the part reflected a poor uniformity in thickness. With the increase in stamping speed, the uniformity of the formed parts was better.
- (4)
- Forming defect areas were often accompanied by resin loss and aggregation. Improving the composite’s ability to retain resin can avoid forming defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bussetta, P.; Correia, N. Numerical forming of continuous fibre reinforced composite material: A review. Compos. Part A Appl. Sci. Manuf. 2018, 113, 12–31. [Google Scholar] [CrossRef]
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef] [PubMed]
- Brooks, R.A.; Wang, H.; Ding, Z.; Xu, J.; Song, Q.; Liu, H.; Dear, J.P.; Li, N. A review on stamp forming of continuous fibre-reinforced thermoplastics. Int. J. Light. Mater. Manuf. 2022, 5, 411–430. [Google Scholar] [CrossRef]
- Kim, J.-H.; Jung, Y.-H.; Lambiase, F.; Moon, Y.-H.; Ko, D.-C. Novel Approach toward the Forming Process of CFRP Reinforcement with a Hot Stamped Part by Prepreg Compression Molding. Materials 2022, 15, 4743. [Google Scholar] [CrossRef] [PubMed]
- Anandakumar, P.; Timmaraju, M.V.; Velmurugan, R. Development of efficient short/continuous fiber thermoplastic composite automobile suspension upper control arm. Mater. Today Proc. 2020, 39, 1187–1191. [Google Scholar] [CrossRef]
- La Rosa, A.; Banatao, D.; Pastine, S.; Latteri, A.; Cicala, G. Recycling treatment of carbon fibre/epoxy composites: Materials recovery and characterization and environmental impacts through life cycle assessment. Compos. Part B Eng. 2016, 104, 17–25. [Google Scholar] [CrossRef]
- Hwang, S.-F.; Hwang, K.-J. Stamp forming of locally heated thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2002, 33, 669–676. [Google Scholar] [CrossRef]
- Boon, Y.; Joshi, S.; Bhudolia, S. Review: Filament Winding and Automated Fiber Placement with In Situ Consolidation for Fiber Reinforced Thermoplastic Polymer Composites. Polymers 2021, 13, 1951. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Ding, Y.; Zheng, J.; Kong, X.; Zhou, J.; Harper, L.; Blackman, B.R.K.; Kinloch, A.J.; Dear, J.P. The behaviour of thermoplastic and thermoset carbon fibre composites subjected to low-velocity and high-velocity impact. J. Mater. Sci. 2020, 55, 15741–15768. [Google Scholar] [CrossRef]
- Lin, Q.; Ferriol, M.; Cochez, M.; Vahabi, H.; Vagner, C. Continuous fiber-reinforced thermoplastic composites: Influence of processing on fire retardant properties. Fire Mater. 2016, 41, 646–653. [Google Scholar] [CrossRef]
- Jiang, W.; Huang, Z.; Wang, Y.; Zheng, B.; Zhou, H. Voids formation and their effects on mechanical properties in thermoformed carbon fiber fabric-reinforced composites. Polym. Compos. 2018, 40, E1094–E1102. [Google Scholar] [CrossRef]
- Novo, P.; Silva, J.; Nunes, J.P.; Marques, A. Pultrusion of fibre reinforced thermoplastic pre-impregnated materials. Compos. Part B Eng. 2016, 89, 328–339. [Google Scholar] [CrossRef] [Green Version]
- WITTE, R.S. Control of a thermoplastic tape winding process with optical in-line metrology. Proc. Manuf. Syst. 2012, 7, 2067–9238. [Google Scholar]
- Okine, R.K. Analysis of Forming Parts from Advanced Thermoplastic Composite Sheet Materials. J. Thermoplast. Compos. Mater. 1989, 2, 50–76. [Google Scholar] [CrossRef]
- Reynolds, N.; Awang-Ngah, S.; Williams, G.; Hughes, D.J. Direct Processing of Structural Thermoplastic Composites Using Rapid Isothermal Stamp Forming. Appl. Compos. Mater. 2020, 27, 107–115. [Google Scholar] [CrossRef] [Green Version]
- Donadei, V.; Lionetto, F.; Wielandt, M.; Offringa, A.; Maffezzoli, A. Effects of Blank Quality on Press-Formed PEKK/Carbon Composite Parts. Materials 2018, 11, 1063. [Google Scholar] [CrossRef] [Green Version]
- Tatsuno, D.; Yoneyama, T.; Kawamoto, K.; Okamoto, M. Hot press forming of thermoplastic CFRP sheets. Procedia Manuf. 2018, 15, 1730–1737. [Google Scholar] [CrossRef]
- Allaoui, S.; Hivet, G.; Soulat, D.; Wendling, A.; Ouagne, P.; Chatel, S. Experimental preforming of highly double curved shapes with a case corner using an interlock reinforcement. Int. J. Mater. Form. 2012, 7, 155–165. [Google Scholar] [CrossRef]
- De Luca, P.; Lefébure, P.; Pickett, A. Numerical and experimental investigation of some press forming parameters of two fibre reinforced thermoplastics: APC2-AS4 and PEI-CETEX. Compos. Part A Appl. Sci. Manuf. 1998, 29, 101–110. [Google Scholar] [CrossRef]
- Zheng, B.; Gao, X.; Li, M.; Deng, T.; Huang, Z.; Zhou, H.; Li, D. Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming. Polymers 2019, 11, 966. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Zhang, B.; Xu, X.; Ye, J.; Liu, C. Simulation and Analysis of Process-Induced Distortions in Hemispherical Thermostamping for Unidirectional Thermoplastic Composites. Polym. Compos. 2018, 40, 1786–1800. [Google Scholar] [CrossRef]
- Boisse, P.; Colmars, J.; Hamila, N.; Naouar, N.; Steer, Q. Bending and wrinkling of composite fiber preforms and prepregs. A review and new developments in the draping simulations. Compos. Part B Eng. 2018, 141, 234–249. [Google Scholar] [CrossRef]
- Labanieh, A.R.; Garnier, C.; Ouagne, P.; Dalverny, O.; Soulat, D. Intra-ply yarn sliding defect in hemisphere preforming of a woven preform. Compos. Part A Appl. Sci. Manuf. 2018, 107, 432–446. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.; Boisse, P.; Park, C.H.; Saouab, A.; Bréard, J. Intra/inter-ply shear behaviors of continuous fiber reinforced thermoplastic composites in thermoforming processes. Compos. Struct. 2011, 93, 1692–1703. [Google Scholar] [CrossRef]
- Cabrera, N.; Reynolds, C.; Alcock, B.; Peijs, T. Non-isothermal stamp forming of continuous tape reinforced all-polypropylene composite sheet. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1455–1466. [Google Scholar] [CrossRef]
- Lee, J.S.; Hong, S.J.; Yu, W.-R.; Kang, T.J. The effect of blank holder force on the stamp forming behavior of non-crimp fabric with a chain stitch. Compos. Sci. Technol. 2007, 67, 357–366. [Google Scholar] [CrossRef]
- Lim, T.; Ramakrishna, S.; Shang, H. Strain field of deep drawn knitted fabric reinforced thermoplastic composite sheets. J. Mater. Process. Technol. 2000, 97, 95–99. [Google Scholar] [CrossRef]
- Hou, M. Stamp forming of continuous glass fibre reinforced polypropylene. Compos. Part A Appl. Sci. Manuf. 1997, 28, 695–702. [Google Scholar] [CrossRef]
- Chen, L.; Deng, T.; Zhou, H.; Huang, Z.; Peng, X.; Zhou, H. A Numerical Simulation Method for the One-Step Compression-Stamping Process of Continuous Fiber Reinforced Thermoplastic Composites. Polymers 2021, 13, 3237. [Google Scholar] [CrossRef]
- Sachs, U.; Akkerman, R.; Fetfatsidis, K.; Vidal-Sallé, E.; Schumacher, J.; Ziegmann, G.; Allaoui, S.; Hivet, G.; Maron, B.; Vanclooster, K.; et al. Characterization of the dynamic friction of woven fabrics: Experimental methods and benchmark results. Compos. Part A Appl. Sci. Manuf. 2014, 67, 289–298. [Google Scholar] [CrossRef]
- Friedrich, K.; Hou, M.; Krebs, J. Chapter 4 Thermoforming of continuous fibre/thermoplastic composite sheets. Compos. Mater. Ser. 1997, 11, 91–162. [Google Scholar] [CrossRef]
- Cogswell, F. The experience of thermoplastic structural composites during processing. Compos. Manuf. 1991, 2, 208–216. [Google Scholar] [CrossRef]
- Stanley, W.; Mallon, P. Intraply shear characterisation of a fibre reinforced thermoplastic composite. Compos. Part A Appl. Sci. Manuf. 2006, 37, 939–948. [Google Scholar] [CrossRef]
- Zheng, B.; Deng, T.; Li, M.; Huang, Z.; Zhou, H.; Li, D. Flexural Behavior and Fracture Mechanisms of Short Carbon Fiber Reinforced Polyether-Ether-Ketone Composites at Various Ambient Temperatures. Polymers 2018, 11, 18. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ishida, O.; Kitada, J.; Nunotani, K.; Uzawa, K. Impregnation and resin flow analysis during compression process for thermoplastic composite production. Adv. Compos. Mater. 2020, 30, 39–58. [Google Scholar] [CrossRef]
- Weber, J.; Schlimbach, J. Co-consolidation of CF/PEEK tape-preforms and CF/PEEK organo sheets to manufacture reinforcements in stamp-forming process. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 172–183. [Google Scholar] [CrossRef]
- Tatsuno, D.; Yoneyama, T.; Kawamoto, K.; Okamoto, M. Effect of Cooling Rate on the Mechanical Strength of Carbon Fiber-Reinforced Thermoplastic Sheets in Press Forming. J. Mater. Eng. Perform. 2017, 26, 3482–3488. [Google Scholar] [CrossRef] [Green Version]
- Behrens, B.-A.; Raatz, A.; Hübner, S.; Bonk, C.; Bohne, F.; Bruns, C.; Micke-Camuz, M. Automated Stamp Forming of Continuous Fiber Reinforced Thermoplastics for Complex Shell Geometries. Procedia CIRP 2017, 66, 113–118. [Google Scholar] [CrossRef] [Green Version]
- Soden, P. Lamina Properties, Lay-up configurations and loading conditions for a range of fibre-reinforced composite laminates. Compos. Sci. Technol. 1998, 58, 1011–1022. [Google Scholar] [CrossRef]
- Schug, A.; Winkelbauer, J.; Hinterhölzl, R.; Drechsler, K. Thermoforming of glass fibre reinforced polypropylene: A study on the influence of different process parameters. In AIP Conference Proceedings; AIP Publishing LLC: New York, NY, USA, 2017; Volume 1896, p. 030010. [Google Scholar]
- Fortin, G.Y.; Fernlund, G. Effect of tool temperature on dimensional fidelity and strength of thermoformed polyetheretherketone composites. Polym. Compos. 2019, 40, 4376–4389. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| E1, E2, E3 (Gpa) | 70.5 |
| G12, G13, G23 (Gpa) | 29.375 |
| v12, v13, v23 | 0.2 |
| ρ (kg/m3) | 2570 |
| CTE1, CTE2, CTE3 (με/°C) | 5.4 |
| k1, k2, k3 (W·(m·K)−1) | 1.3 |
| C (kJ·(kg·K)−1) | 0.67 |
| Parameters | Value |
|---|---|
| 0.415 | |
| 0.497 | |
| ρ (kg/m3) | 910 |
| CTE (με/°C) | 130 |
| k (W·(m·K)−1) | 2.53 |
| C (kJ·(kg·K)−1) | 0.1889 |
| Mw (104) | 26.49 |
| Mn (104) | 3.35 |
| Xc (%) | 38.6 |
| Tg (°C) | −15 |
| Tm (°C) | 168.46 |
| Parameter | Preheating Temperature/°C | Velocity/mm·min−1 | Depth/mm |
|---|---|---|---|
| value | 180, 200, 220 | 50, 100, 150, 200 | 5, 10, 15, 20, 25, 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, F.; Guo, W.; Li, W.; Mao, H.; Yan, H.; Deng, J. A Study on Hot Stamping Formability of Continuous Glass Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 4935. https://doi.org/10.3390/polym14224935
Zhao F, Guo W, Li W, Mao H, Yan H, Deng J. A Study on Hot Stamping Formability of Continuous Glass Fiber Reinforced Thermoplastic Composites. Polymers. 2022; 14(22):4935. https://doi.org/10.3390/polym14224935
Chicago/Turabian StyleZhao, Feng, Wei Guo, Wei Li, Huajie Mao, Hongxu Yan, and Jingwen Deng. 2022. "A Study on Hot Stamping Formability of Continuous Glass Fiber Reinforced Thermoplastic Composites" Polymers 14, no. 22: 4935. https://doi.org/10.3390/polym14224935