
Improvement in Injection Molding Quality Performance with Innovative Cyclone Mixers Used in Polypropylene with Spherical Silicon Dioxide Composites


Abstract
:1. Introduction
1.1. Parameter Optimization System
1.2. Process Capability Indices
2. Materials
2.1. Polypropylene (PP)
2.2. SiO2
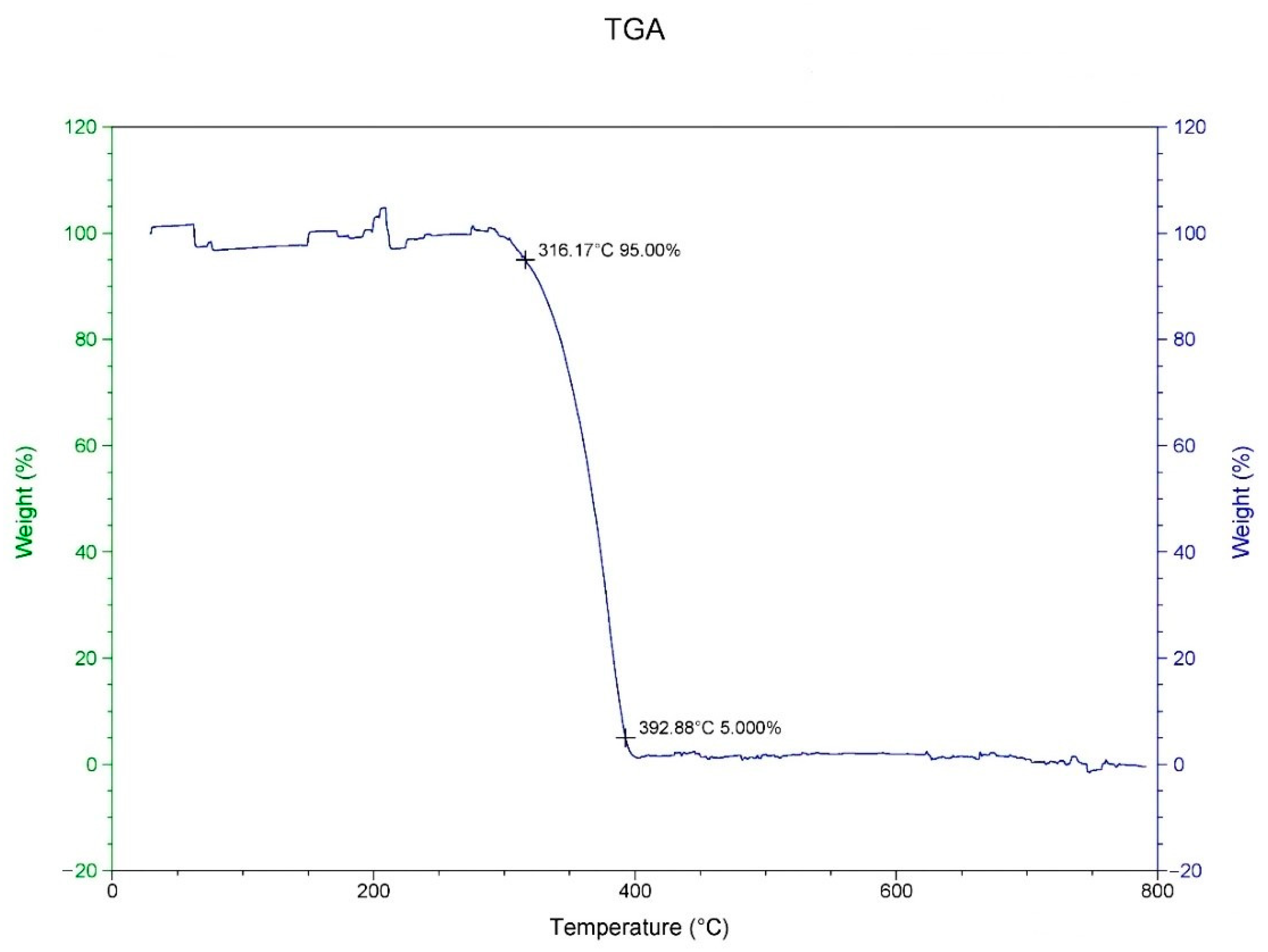
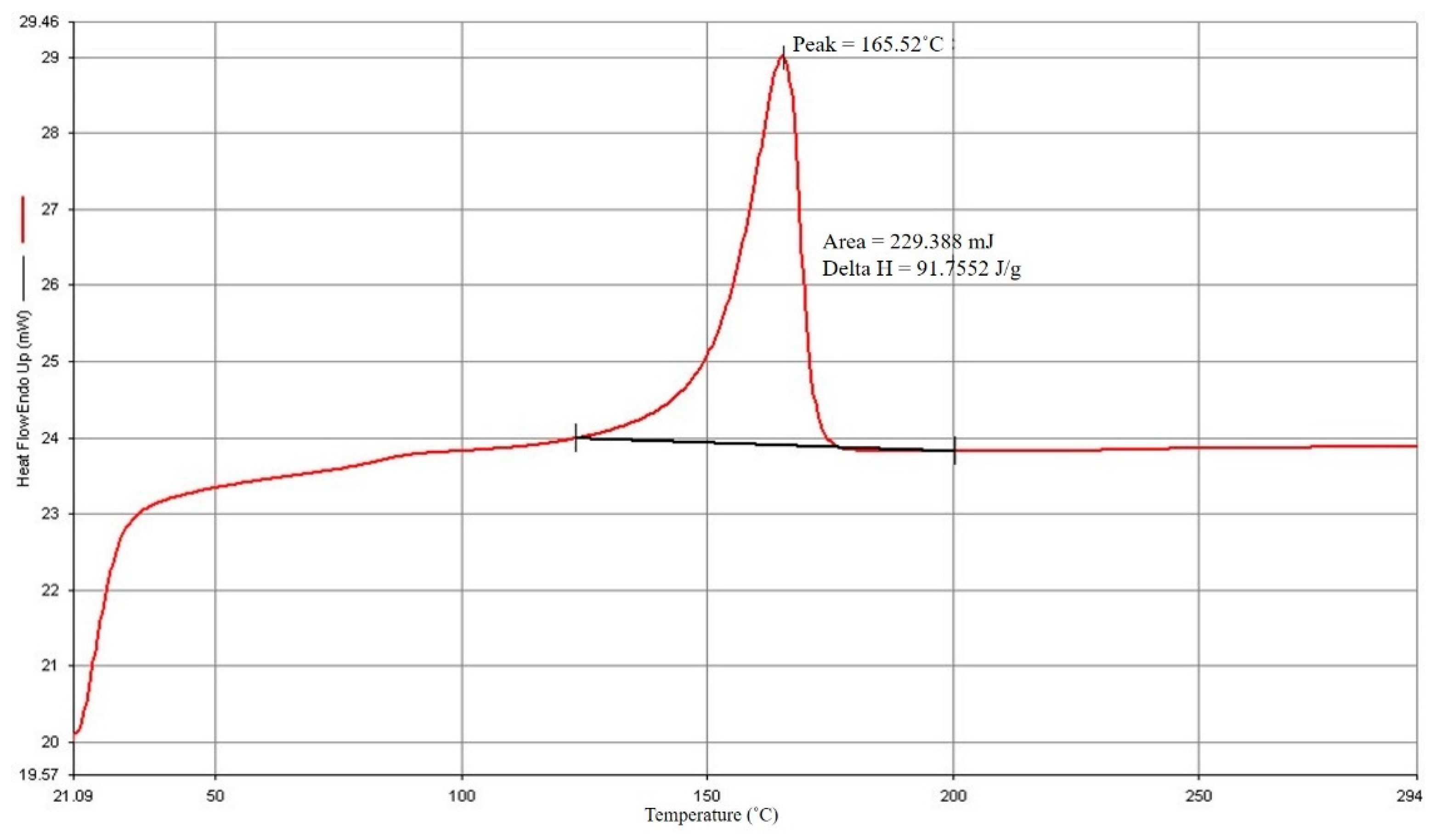
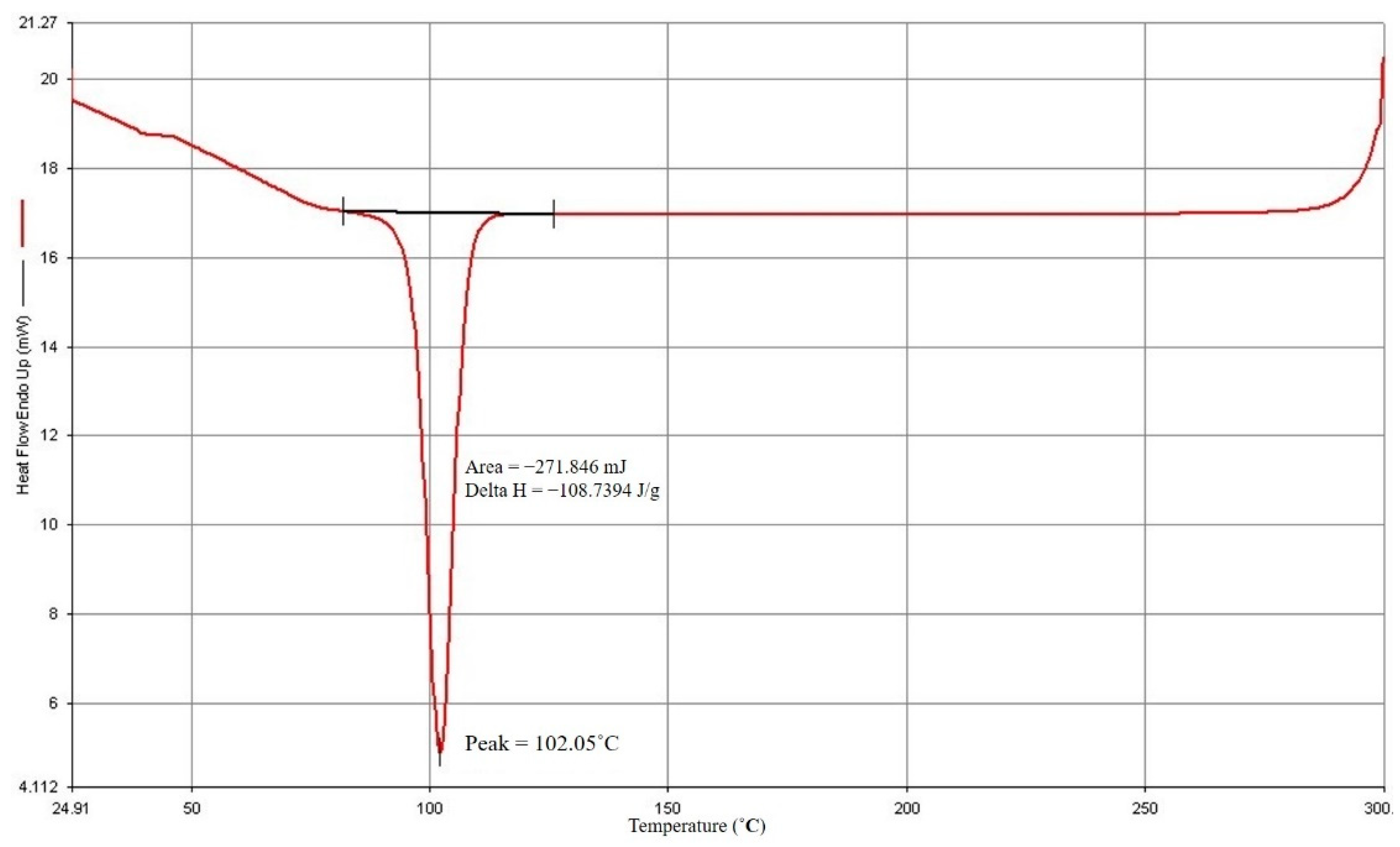
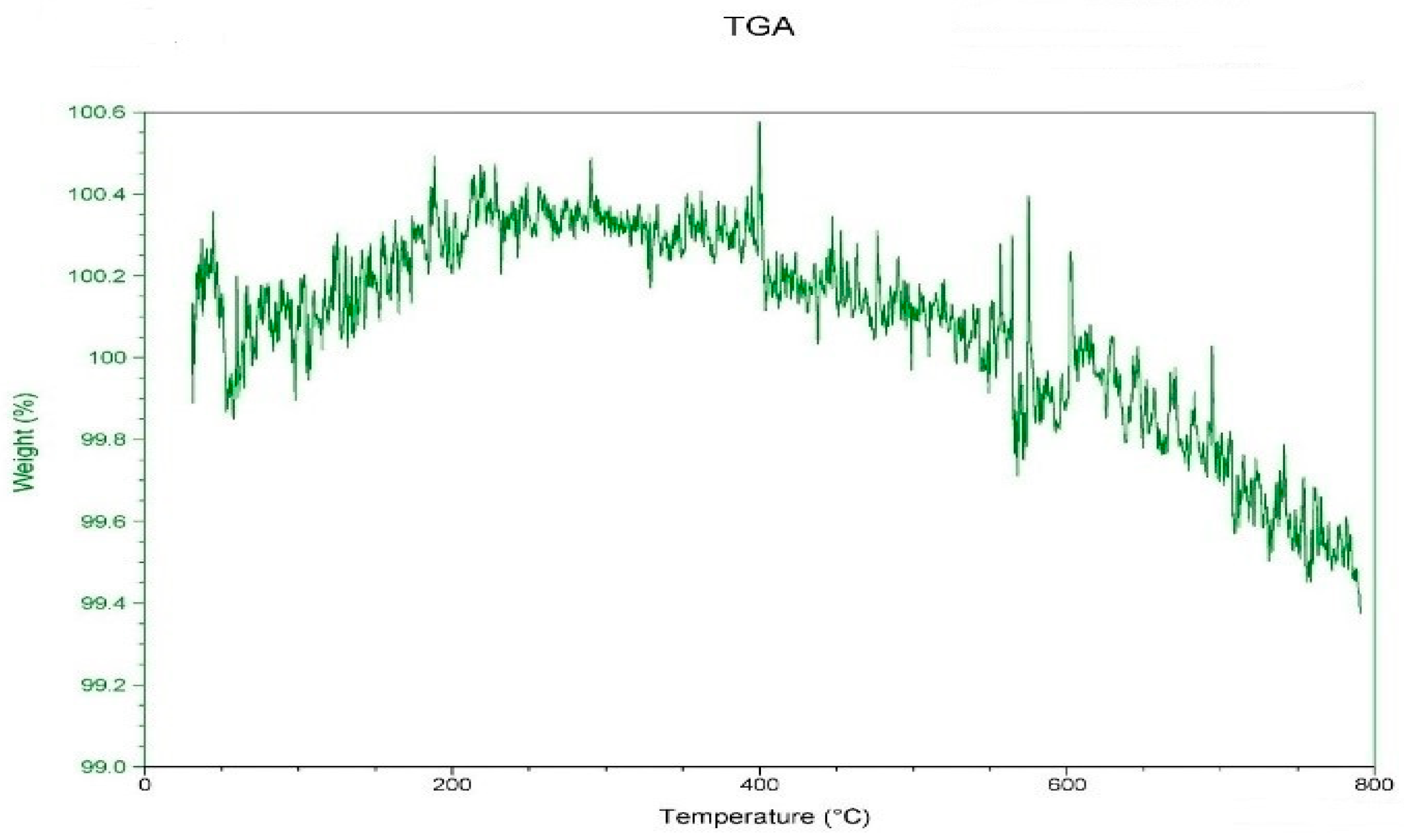
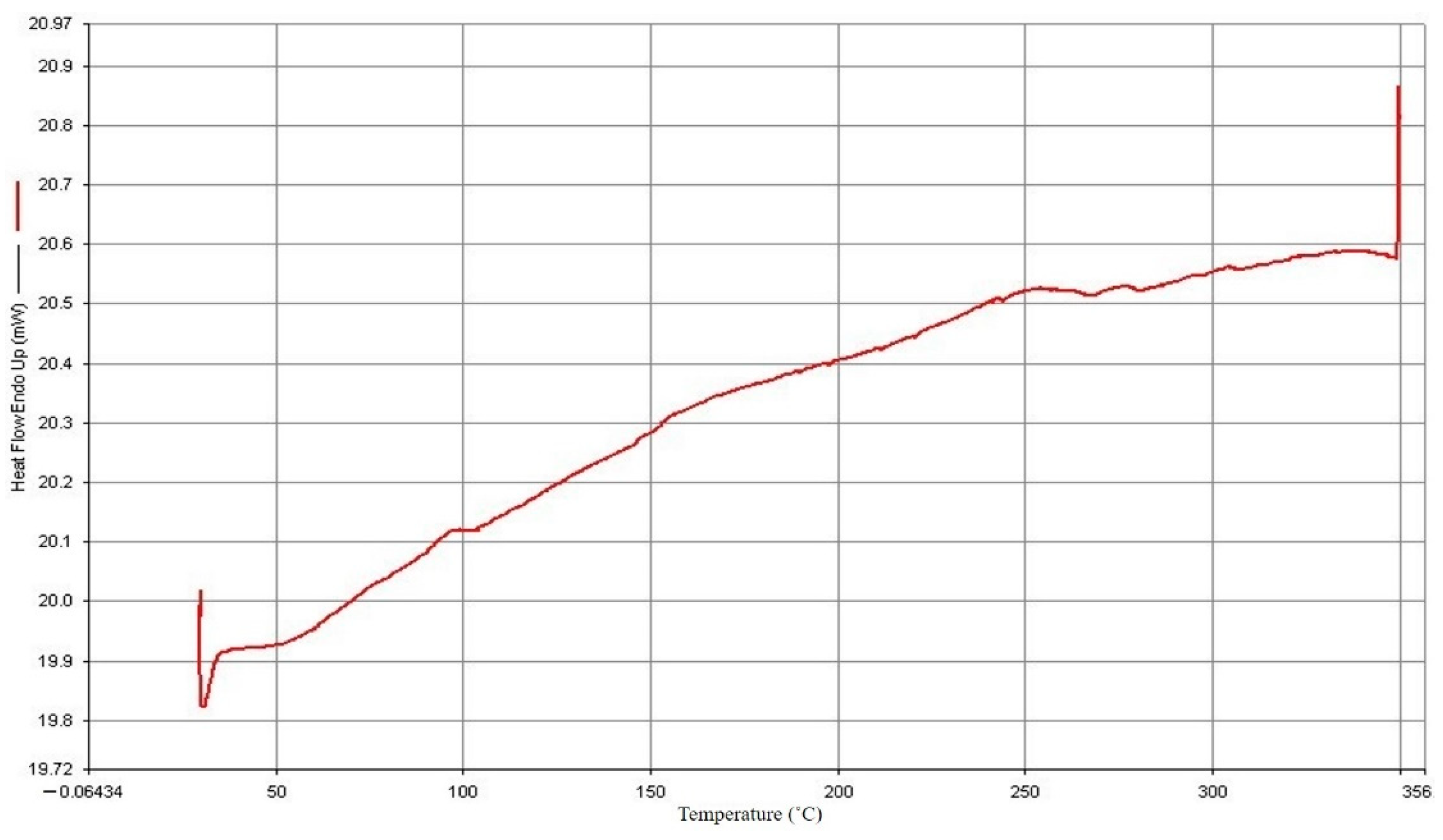
2.3. Material Analysis
3. Experimental Machines and Test Equipment
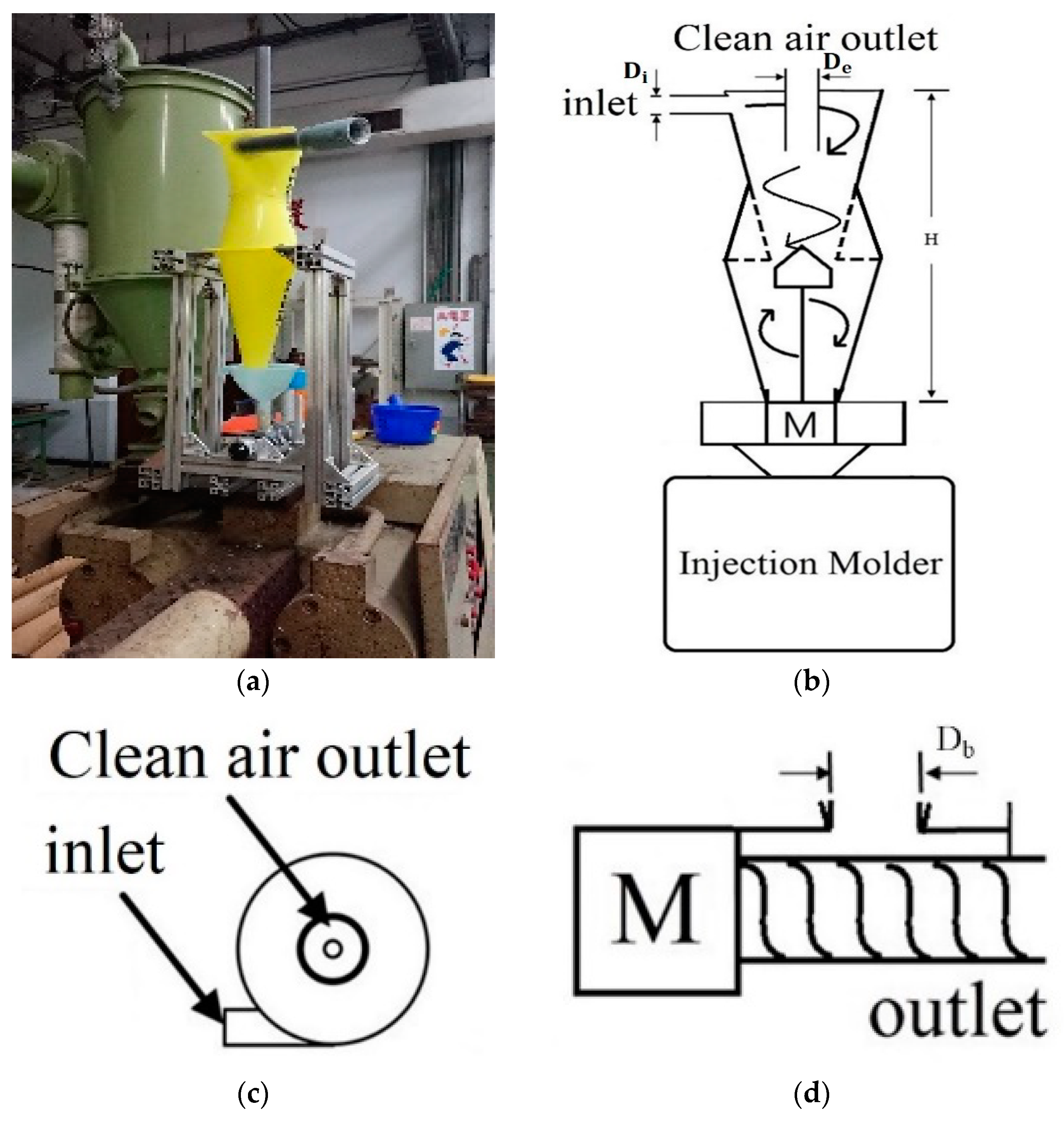
3.1. Cyclone Mixer
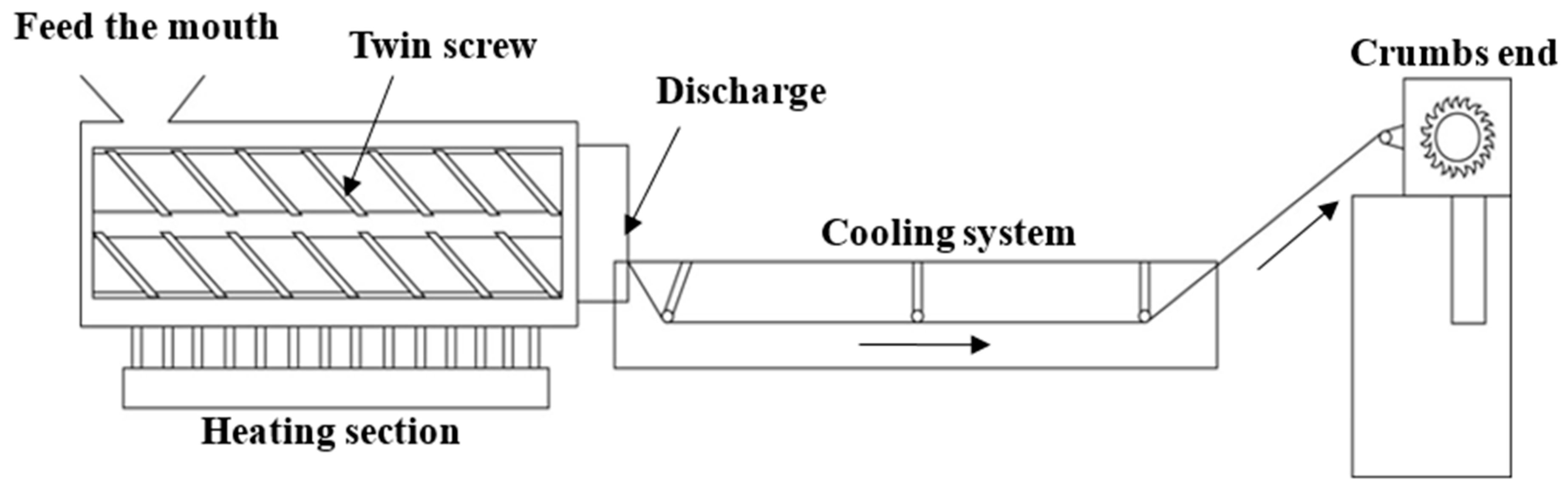
3.2. Twin Screw Mixer
- Feeding port: Material is supplied into the feeding hopper through the feeding port.
- Heating Section: The equipment is utilized to heat the thirteen components of the study at the heating portion, where the molten material is combined.
- Discharge port: The molten material is extruded from this, and the equipment utilized in this investigation has a circular section configured as the output.
- Cooling System: The material is cooled down by the water cooling channel after mixing and is then ready for cutting.
- Grain Ends: The substance is sliced into grainy pieces.
3.3. Floor Type Dynamic Material Testing Machine
3.4. Shore Hardness Tester
3.5. Izod Impact Tester
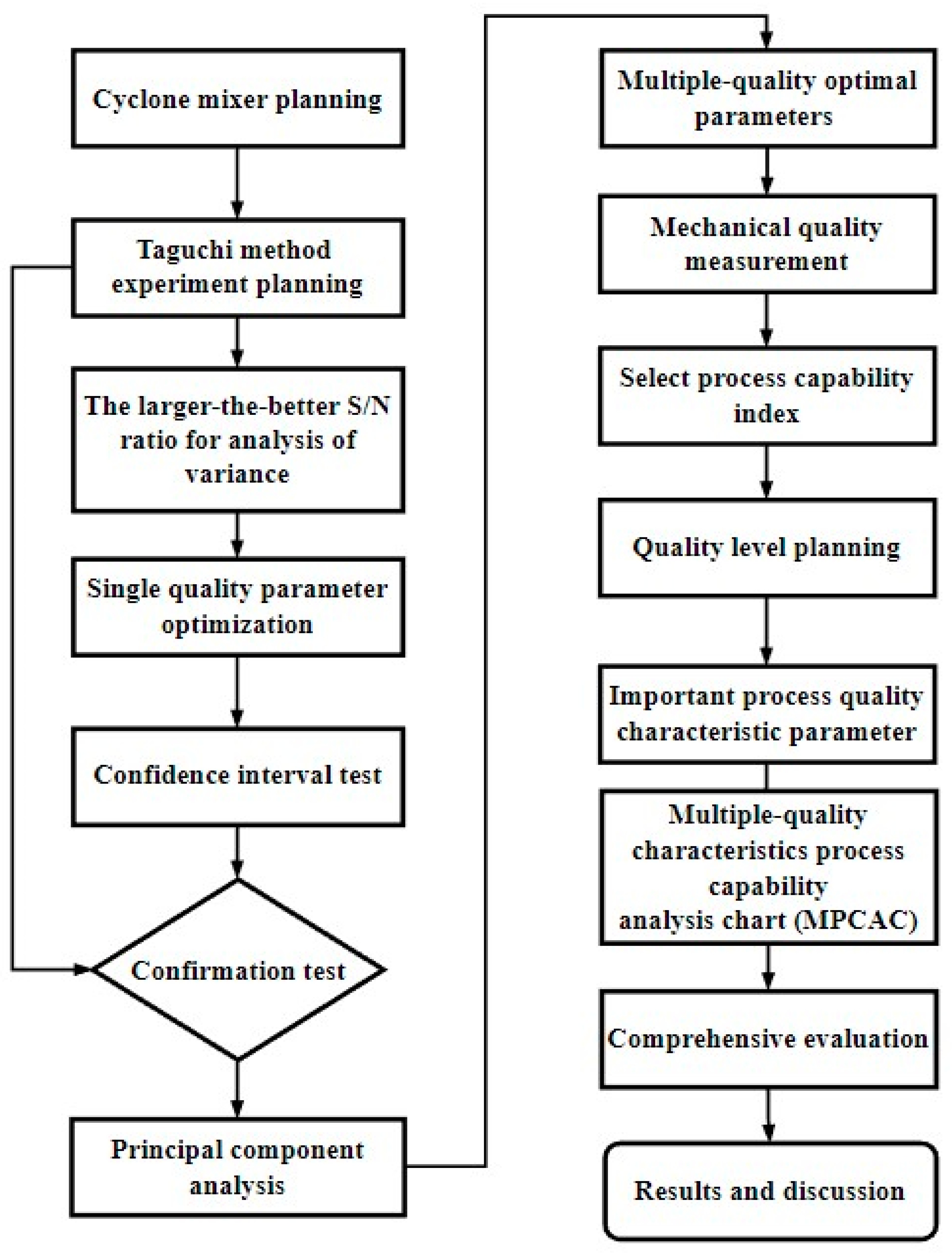
4. Research Method and Process Optimization
4.1. Taguchi Quality Engineering
4.1.1. Analysis of Variance (ANOVA)
- Experimental error S
- 2.
- Sum of Squares (SS)
- 3.
- Degrees of Freedom (DOF)
- 4.
- Average response value estimated variance
- 5.
- F Distribution
4.1.2. Confidence Intervals and Confirmation Experiment
4.2. PCA Optimization Theory
4.3. Cpm Process Capability Index
4.4. Relationship between the Cpm Index and the Process Yield
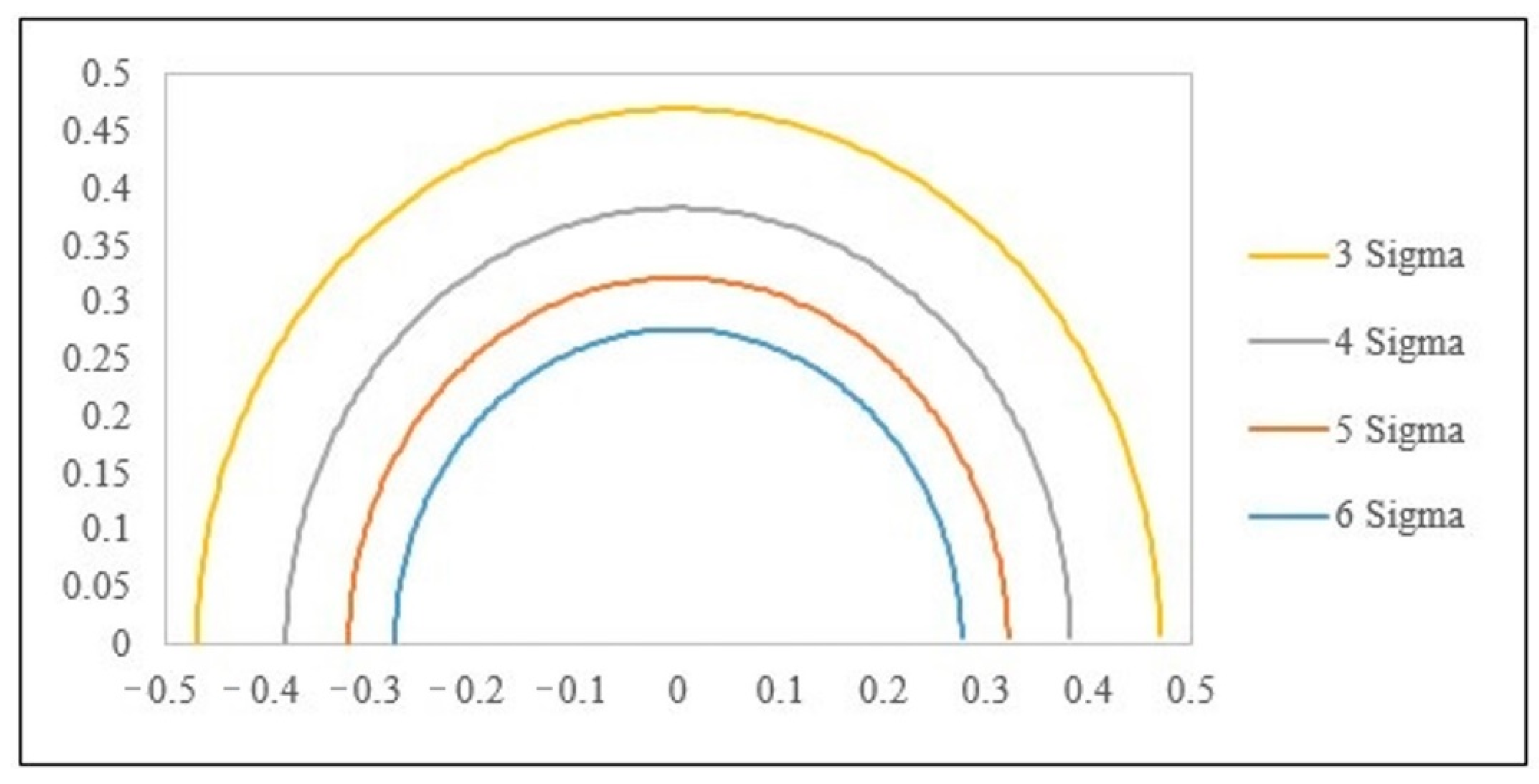
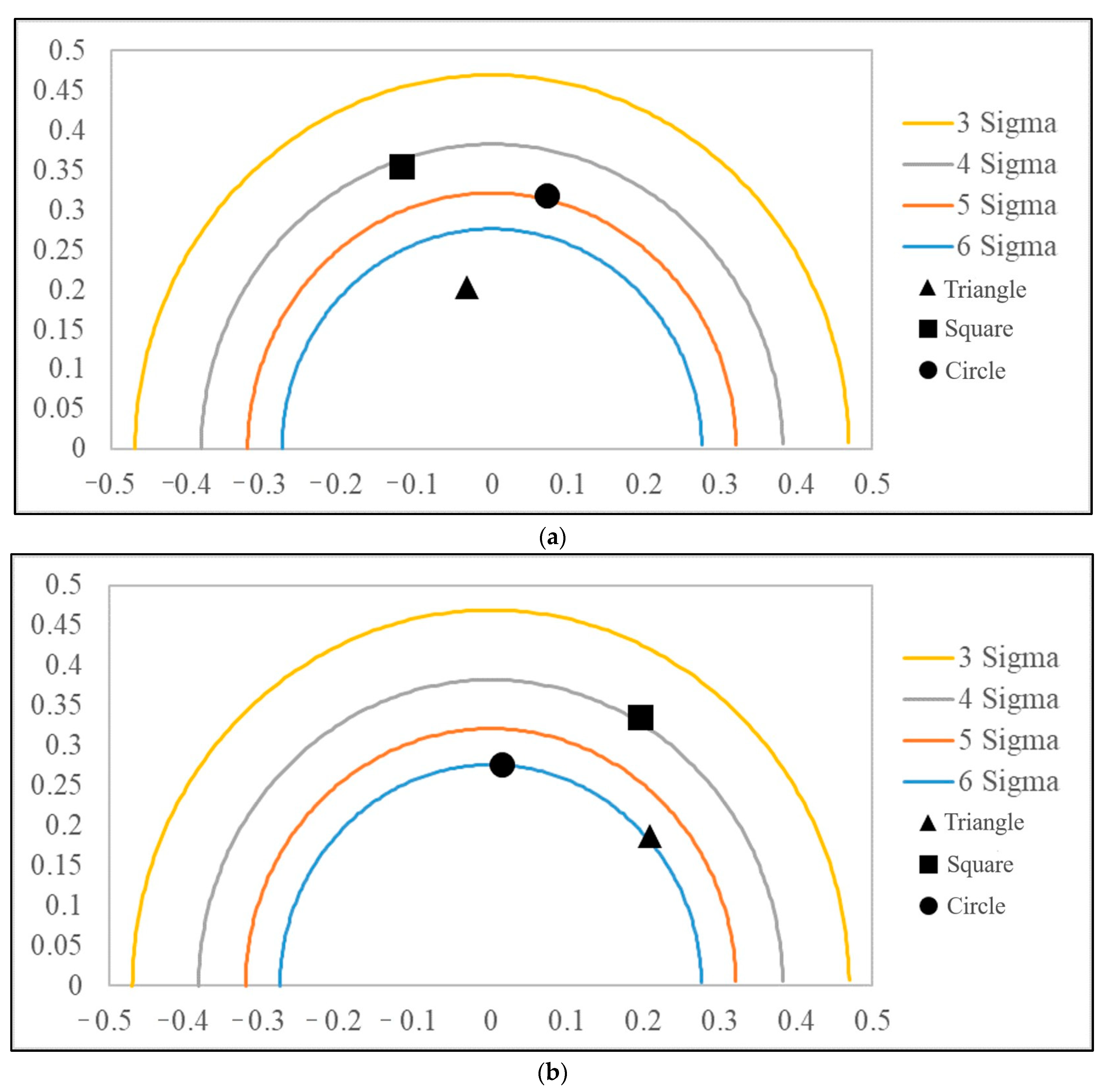
4.5. MPCAC
5. Result and Discussions
5.1. Single-Quality Optimal Experimental Results
5.2. Multi-Quality Parameter Optimization
5.2.1. Optimization Parameters of PCA
5.2.2. Best Multi-Quality Parameter Combination
5.2.3. Experimental Results of Optimization Parameters
5.3. Process Capability Performance Analysis
5.3.1. Multi-Quality Process Capability Analysis Chart
5.3.2. Multi-Quality Process Capability Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ito, E.N.; Pessan, L.A.; Covas, J.A.; Hage, E. Analysis of the morphological development of PBT/ABS blends during the twin screw extrusion and injection molding processes. Int. Polym. Process. 2003, 18, 376–381. [Google Scholar] [CrossRef]
- Utracki, L.A.; Shi, Z.H. Development of polymer blend morphology during compounding in a twin–screw extruder. Part I: Droplet dispersion and coalescence—A review. Polym. Eng. Sci. 1992, 32, 1824–1833. [Google Scholar] [CrossRef]
- Chen, M.; Zhang, Y.; Wan, C.; Zhang, Y. Crystallization behaviour and mechanical properties of polypropylene copolymer/silicon dioxide nanocomposites. Polym. Polym. Compos. 2006, 14, 145–154. [Google Scholar] [CrossRef]
- Chung, M.J.; Jang, L.W.; Shim, J.H.; Yoon, J.S. Preparation and characterization of maleic anhydride-g-diamine-modified clay nanocomposites. J. Appl. Polym. Sci. 2005, 95, 307–331. [Google Scholar] [CrossRef]
- Zdiri, K.; Elamri, A.; Hamdaoui, M.; Harzallah, O.; Khenoussi, N.; Brendlé, J. Reinforcement of recycled PP polymers by nanoparticles incorporation. Green Chem. Lett. Rev. 2018, 11, 296–311. [Google Scholar] [CrossRef] [Green Version]
- Nakamura, Y.; Okabe, S.; Iida, T. Effects of particle shape, size and interfacial adhesion on the fracture strength of silica-filled epoxy resin. Polym. Polym. Compos. 1999, 7, 177–186. [Google Scholar]
- Wu, W.; Wagner, M.H.; Xu, Z. Surface treatment mechanism of nano-siO2 and the properties of PP/Nano-SiO2 composite materials. Colloid Polym. Sci. 2003, 281, 550–555. [Google Scholar] [CrossRef]
- Zheng, Y.P.; Zheng, Y.; Ning, R.C. Effects of nanoparticles SiO2 on the performance of nanocomposites. Mater. Lett. 2003, 57, 2940–2944. [Google Scholar] [CrossRef]
- Gong, W.; Liu, K.J.; Zhang, C.; Zhu, J.H.; He, L. Foaming behavior and mechanical properties of microcellular PP/SiO2 composites. Int. Polym. Process. 2012, 27, 181–186. [Google Scholar] [CrossRef]
- Liang, Y.; Wen, S.; Renc, Y.; Liu, L. Fabrication of nanoprotrusion surface structured silica nanofibers for the improvement of the toughening of polypropylene. RSC Adv. 2015, 5, 31547–31553. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A. The impact resistance and mechanical properties of fiber reinforced self-compacting concrete (SCC) containing nano-SiO2 and silica fume. Eur. J. Environ. Civ. Eng. 2018, 22, 1–27. [Google Scholar] [CrossRef]
- Pinto, T.V.; Fernandes, D.M.; Guedes, A.; Cardoso, N.; Durães, N.F.; Silva, C.; Pereira, C.; Freirea, C. Photochromic polypropylene fibers based on UV-responsive silica@phosphomolybdate nanoparticles through melt spinning technology. Chem. Eng. J. 2018, 350, 856–866. [Google Scholar] [CrossRef]
- Kuo, C.F.J.; Yang, P.C.; Umar, M.L.; Lan, W.L. A bifacial photovoltaic thermal system design with parameter optimization and performance beneficial validation. Appl. Energy 2019, 247, 335–349. [Google Scholar] [CrossRef]
- Taguchi, G. Introduction to Quality Engineering: Designing Quality into Products and Processes; Asian Productivity Organization: Tokyo, Japan, 1986. [Google Scholar]
- Ross, P.J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter and Tolerance Design; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Liao, H.C. Multi-Response optimization using weighted principal component. Int. J. Adv. Manuf. Technol. 2007, 27, 720–725. [Google Scholar] [CrossRef]
- Su, C.T.; Tong, L.I. Multi-Response robust design by principal component analysis. Total Qual. Manag. 1997, 8, 409–416. [Google Scholar] [CrossRef]
- Venkatanarayana, B.; Ratnam, C.; Rao, R.U.; PrasadaRao, K. Multi-Response optimization of DI diesel engine performance parameters using karanja methyl ester by applying Taguchi-based principal component analysis. Biofuels 2017, 8, 49–57. [Google Scholar] [CrossRef]
- Sutono, S.B.; Abdul-Rashid, S.H.; Taha, Z.; Subagyo; Aoyama, H. Integration of grey-based Taguchi method and principal component analysis for multi-response decision-making in Kansei engineering. Eur. J. Ind. Eng. 2017, 11, 205–227. [Google Scholar] [CrossRef] [Green Version]
- Bothe, D.R. Composite capability index for multiple product characteristics. Qual. Eng. 2000, 12, 253–258. [Google Scholar] [CrossRef]
- Juran, J.M. Juran’s Quality Control Handbook; McGraw-Hill: New York, NY, USA, 1951. [Google Scholar]
- Kane, V.E. Process capability indices. J. Qual. Technol. 1986, 18, 41–52. [Google Scholar] [CrossRef]
- Boyles, R.A. The Taguchi Capability Index. J. Qual. Technol. 1991, 23, 17–26. [Google Scholar] [CrossRef]
- Chan, L.K.; Cheng, S.W.; Spiring, F.A. A new measure of process capability: Cpm. J. Qual. Technol. 1988, 20, 162–175. [Google Scholar] [CrossRef]
- Chen, K.S.; Huang, M.L.; Li, R.K. Process capability analysis for an entire product. Int. J. Prod. Res. 2001, 39, 4077–4087. [Google Scholar] [CrossRef]
- Huang, M.L.; Chen, K.S. Capability analysis for a multi-process product with bilateral specifications. Int. J. Adv. Manuf. Technol. 2003, 21, 801–806. [Google Scholar] [CrossRef]
- Chang, T.C.; Wang, K.J.; Chen, K.S. Sputtering process assessment of ITO film for multiple quality characteristics with one-sided and two-sided specifications. J. Test Eval. 2014, 42, 196–203. [Google Scholar] [CrossRef]
- Chen, H.T.; Chen, K.S. Assessing the assembly quality of a T-bar ceiling suspension by using an advanced multi-process performance analysis chart with asymmetric tolerance. Eur. J. Ind. Eng. 2016, 10, 264–283. [Google Scholar] [CrossRef]
- Chen, K.S.; Wang, C.H.; Wang, Y.Y. Applying a six sigma MAIC process to improve the quality of lens camera production. Key Eng. Mater. 2012, 500, 301–310. [Google Scholar] [CrossRef]
- Wang, F.K. A general procedure for process yield with multiple characteristics. IEEE Trans. Semicond. Manuf. 2010, 23, 503–508. [Google Scholar]
- Chien, W.; Pearn, W.L.; Kotz, S. An overview of theory and practice on process capability indices for quality assurance. Int. J. Prod. Econ. 2009, 117, 338–359. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Description | Design Value | |||
|---|---|---|---|---|---|
| 1 | Feed rate | 40 | 60 | rpm | |
| 2 | SiO2 content | 1 | 3 | 5 | % |
| 3 | Melting temperature | 170 | 190 | 210 | °C |
| 4 | Packing pressure | 40 | 60 | 80 | kg/cm2 |
| 5 | Packing time | 0.5 | 1 | 1.5 | s |
| 6 | Shot pressure | 40 | 60 | 80 | kg/cm2 |
| 7 | Injection speed | 30 | 40 | 50 | mm/s |
| 8 | Cooling time | 10 | 12.5 | 15 | s |
| Factor | Feed Rate (rpm) | SiO2 (%) | Melting Temperature (°C) | Packing Pressure (kg/cm2) | Packing Time (s) | Shot Pressure (kg/cm2) | Injection Speed (mm/s) | Cooling Time (s) |
|---|---|---|---|---|---|---|---|---|
| Level 1 | 40 | 1 | 170 | 40 | 0.5 | 40 | 30 | 10 |
| Level 2 | 60 | 3 | 190 | 60 | 1 | 60 | 40 | 12.5 |
| Level 3 | 5 | 210 | 80 | 1.5 | 80 | 50 | 15 |
| No. | Screw Mixing | Cyclone Mixing | ||||
|---|---|---|---|---|---|---|
| Tensile Strength | Hardness | Impact | Tensile Strength | Hardness | Impact | |
| 1 | 31.48 | 37.31 | 19.98 | 31.09 | 37.40 | 22.39 |
| 2 | 31.39 | 37.25 | 8.50 | 30.94 | 37.17 | 14.51 |
| 3 | 31.36 | 37.25 | 15.54 | 30.70 | 37.18 | 15.44 |
| 4 | 30.83 | 37.30 | 18.61 | 30.63 | 37.27 | 19.25 |
| 5 | 31.29 | 37.22 | 17.29 | 30.47 | 37.29 | 18.45 |
| 6 | 30.94 | 37.26 | 11.64 | 30.72 | 37.11 | 11.87 |
| 7 | 31.18 | 37.32 | 19.66 | 30.61 | 37.22 | 15.22 |
| 8 | 31.18 | 37.26 | 10.15 | 30.63 | 37.22 | 14.46 |
| 9 | 30.72 | 37.25 | 16.47 | 30.51 | 37.24 | 16.64 |
| 10 | 31.61 | 37.14 | 20.52 | 30.81 | 37.15 | 17.27 |
| 11 | 31.36 | 37.08 | 8.19 | 31.07 | 37.06 | 12.86 |
| 12 | 30.94 | 37.04 | 6.49 | 30.97 | 36.97 | 12.10 |
| 13 | 31.13 | 37.28 | 20.01 | 31.16 | 37.27 | 21.05 |
| 14 | 31.10 | 37.25 | 18.34 | 30.88 | 37.22 | 19.93 |
| 15 | 31.11 | 37.21 | 11.36 | 30.76 | 37.20 | 12.15 |
| 16 | 31.38 | 37.39 | 18.34 | 30.89 | 37.31 | 16.42 |
| 17 | 31.34 | 37.28 | 9.33 | 31.11 | 37.19 | 17.58 |
| 18 | 31.01 | 37.34 | 15.78 | 30.31 | 37.31 | 14.95 |
| Screw Type | ||||||||
|---|---|---|---|---|---|---|---|---|
| Tensile strength | Experimental S/N ratio | Predicted S/N ratio | Difference | 95% CI | ||||
| 37.60 | 38.08 | 37.56 | 37.44 | 37.62 | 31.53 | 31.523 | 0.0036 | ±0.28 |
| 37.47 | 37.76 | 37.72 | 37.87 | 37.88 | ||||
| Hardness | ||||||||
| 74.00 | 74.30 | 74.40 | 74.30 | 74.60 | 37.40 | 37.385 | 0.0177 | ±0.12 |
| 73.40 | 73.90 | 74.20 | 74.00 | 74.50 | ||||
| Impact strength | ||||||||
| 11.84 | 11.73 | 10.96 | 11.40 | 12.50 | 21.47 | 23.008 | 1.54 | ±4.44 |
| 12.06 | 12.06 | 12.39 | 11.95 | 11.73 | ||||
| Cyclone Type | ||||||||
| Tensile strength | Experimental S/N ratio | Predicted S/N ratio | Difference | 95% CI | ||||
| 36.66 | 37.28 | 37.34 | 37.33 | 36.77 | 31.44 | 31.25 | 0.187 | ±0.26 |
| 37.06 | 37.50 | 37.95 | 38.02 | 37.27 | ||||
| Hardness | ||||||||
| 75.20 | 74.90 | 74.80 | 75.60 | 74.70 | 37.48 | 37.38 | 0.098 | ±0.14 |
| 74.60 | 74.90 | 74.50 | 74.70 | 74.50 | ||||
| Impact strength | ||||||||
| 14.02 | 13.70 | 13.81 | 13.59 | 13.59 | 22.64 | 22.33 | 0.311 | ±3.41 |
| 13.81 | 13.37 | 13.27 | 13.27 | 13.16 | ||||
| Screw Mixing | Cyclone Mixing | ||||||
|---|---|---|---|---|---|---|---|
| Tensile Strength | Hardness | Impact Strength | Tensile Strength | Hardness | Impact Strength | ||
| Tensile strength | 1 | −0.049 | 0.102 | Tensile strength | 1 | −0.229 | 0.218 |
| Hardness | −0.049 | 1 | 0.524 | Hardness | −0.229 | 1 | 0.707 |
| Impact strength | 0.102 | 0.524 | 1 | Impact strength | 0.218 | 0.707 | 1 |
| Screw Mixing | Cyclone Mixing | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| No. | PCS1 | PCS2 | PCS3 | TS | No. | PCS1 | PCS2 | PCS3 | TS |
| 1 | −0.036 | −1.167 | 1.359 | 0.290 | 1 | −0.406 | 1.180 | 2.741 | 1.997 |
| 2 | 1.109 | −0.740 | −0.854 | −0.518 | 2 | −0.306 | 0.536 | −0.698 | −0.218 |
| 3 | 0.078 | −0.714 | 0.214 | −0.122 | 3 | 0.132 | −0.349 | −0.366 | −0.334 |
| 4 | −0.388 | 1.541 | 0.932 | 0.938 | 4 | 0.460 | −0.543 | 1.127 | 0.470 |
| 5 | −0.518 | −0.544 | 0.163 | −0.180 | 5 | 0.381 | −1.263 | 1.103 | 0.184 |
| 6 | 0.384 | 1.123 | −0.417 | 0.227 | 6 | −0.167 | −0.420 | −1.684 | −1.135 |
| 7 | −0.158 | 0.090 | 1.295 | 0.665 | 7 | 0.008 | −0.794 | −0.188 | −0.404 |
| 8 | 0.779 | 0.152 | −0.585 | −0.128 | 8 | −0.214 | −0.820 | −0.317 | −0.499 |
| 9 | −0.599 | 1.894 | 0.134 | 0.620 | 9 | 0.293 | −1.152 | 0.321 | −0.230 |
| 10 | −1.313 | −2.089 | 0.150 | −0.832 | 10 | 0.603 | 0.296 | −0.208 | 0.022 |
| 11 | −0.212 | −0.949 | −2.272 | −1.510 | 11 | −0.097 | 1.146 | −1.866 | −0.652 |
| 12 | −0.618 | 0.705 | −2.975 | −1.369 | 12 | 0.445 | 0.930 | −2.643 | −1.152 |
| 13 | −0.515 | 0.219 | 1.061 | 0.536 | 13 | 0.059 | 1.677 | 1.516 | 1.501 |
| 14 | −0.539 | 0.292 | 0.554 | 0.299 | 14 | 0.597 | 0.641 | 0.878 | 0.775 |
| 15 | 0.120 | 0.283 | −0.862 | −0.324 | 15 | −0.744 | −0.452 | −1.005 | −0.786 |
| 16 | 0.765 | −0.568 | 1.733 | 0.805 | 16 | −0.773 | 0.171 | 0.736 | 0.448 |
| 17 | 1.180 | −0.445 | −0.505 | −0.229 | 17 | −0.039 | 1.412 | 0.126 | 0.597 |
| 18 | 0.481 | 0.918 | 0.876 | 0.830 | 18 | −0.233 | −2.197 | 0.426 | −0.585 |
| Screw Type | ||||||||
|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | |
| Feed rate | SiO2 | Melting temperature | Packing pressure | Packing time | Shot pressure | Injection speed | Cooling time | |
| Level 1 | 0.1993 | −0.6768 | 0.4004 | −0.0359 | 0.1336 | −0.1121 | 0.0777 | −0.0574 |
| Level 2 | −0.1993 | 0.2495 | −0.3776 | −0.0057 | −0.0992 | 0.2231 | −0.1685 | 0.0268 |
| Level 3 | 0.4273 | −0.0228 | 0.0416 | −0.0344 | −0.1110 | 0.0908 | 0.0306 | |
| Cyclone Type | ||||||||
| A | B | C | D | E | F | G | H | |
| Feed rate | SiO2 | Melting temperature | Packing pressure | Packing time | Shot pressure | Injection speed | Cooling time | |
| Level 1 | −0.0186 | −0.0562 | 0.6723 | 0.2328 | −0.0006 | 0.2182 | 0.3370 | 0.0554 |
| Level 2 | 0.0186 | 0.1684 | 0.0312 | −0.1122 | −0.2894 | 0.0390 | −0.3205 | −0.0475 |
| Level 3 | −0.1122 | −0.7035 | −0.1205 | 0.2900 | −0.2572 | −0.0165 | −0.0079 | |
| Screw Mixing | Cyclone Mixing | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Tensile strength (Mpa) | |||||||||
| 36.38 | 36.26 | 36.30 | 36.31 | 36.25 | 36.35 | 36.21 | 36.52 | 36.29 | 36.37 |
| 36.36 | 36.18 | 36.59 | 36.36 | 36.63 | 36.45 | 36.18 | 36.19 | 36.22 | 36.54 |
| 36.33 | 36.58 | 36.41 | 36.31 | 36.40 | 36.45 | 36.48 | 36.43 | 36.46 | 36.34 |
| 36.41 | 36.41 | 36.36 | 36.49 | 36.20 | 36.29 | 36.30 | 36.31 | 36.26 | 36.52 |
| Impact strength (kJ/m2) | |||||||||
| 10.96 | 10.85 | 11.29 | 10.41 | 10.19 | 11.73 | 12.06 | 12.28 | 11.51 | 11.95 |
| 10.63 | 10.63 | 10.96 | 10.19 | 10.85 | 12.06 | 12.17 | 11.73 | 11.95 | 12.17 |
| 11.17 | 10.81 | 10.71 | 10.78 | 10.63 | 12.16 | 11.75 | 11.63 | 12.07 | 12.04 |
| 10.88 | 10.83 | 11.27 | 10.45 | 10.68 | 11.78 | 11.74 | 12.15 | 11.55 | 12.10 |
| Hardness (Shore D) | |||||||||
| 75.10 | 75.10 | 75.80 | 75.00 | 73.40 | 74.20 | 74.10 | 74.50 | 73.40 | 74.20 |
| 74.30 | 74.80 | 74.60 | 74.20 | 73.50 | 74.20 | 73.60 | 73.70 | 74.70 | 73.50 |
| 74.01 | 75.37 | 74.68 | 75.16 | 73.93 | 74.56 | 73.82 | 73.52 | 74.26 | 74.27 |
| 75.43 | 74.69 | 73.97 | 75.24 | 74.20 | 74.51 | 73.45 | 74.50 | 73.97 | 73.69 |
| Screw Mixing | Cyclone Mixing | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 1 | 2 | 3 | ||
| Tensile strength | 0.992 | −0.009 | 0.128 | Tensile strength | 0.978 | −0.017 | 0.207 |
| Impact strength | −0.009 | 0.997 | 0.078 | Impact strength | −0.016 | 0.985 | 0.172 |
| Hardness | 0.129 | 0.080 | 0.988 | Hardness | 0.220 | 0.187 | 0.957 |
| Eigenvalue | 1.000 | 1.000 | 0.999 | Eigenvalue | 1.006 | 1.005 | 0.989 |
| Coefficients in the linear combination | |||||||
| Tensile strength | 0.9916 | −0.0087 | 0.1282 | Tensile strength | 0.9754 | −0.0170 | 0.2086 |
| Impact strength | −0.0085 | 0.9968 | 0.0776 | Impact strength | −0.0162 | 0.9824 | 0.1729 |
| Hardness | 0.1294 | 0.0796 | 0.9887 | Hardness | 0.2199 | 0.1863 | 0.9626 |
| Screw Mixing | Cyclone Mixing | ||||||
|---|---|---|---|---|---|---|---|
| Comprehensive Score Coefficient | Index Weight | Comprehensive Score Coefficient | Index Weight | ||||
| Tensile strength | 0.37 | Tension | 0.329 | Tensile strength | 0.390 | Tension | 0.319 |
| Impact strength | 0.36 | Impact | 0.316 | Impact strength | 0.381 | Impact | 0.311 |
| Hardness | 0.40 | Hardness | 0.355 | Hardness | 0.453 | Hardness | 0.370 |
| Screw Mixing | Cyclone Mixing | |||||||
|---|---|---|---|---|---|---|---|---|
| No. | Tensile Strength | Impact Strength | Hardness | Total Score | Tensile Strength | Impact Strength | Hardness | Total Score |
| 1 | 36.38 | 10.96 | 75.10 | 42.08 | 36.35 | 11.73 | 74.20 | 42.71 |
| 2 | 36.26 | 10.85 | 75.10 | 42.01 | 36.21 | 12.06 | 74.10 | 42.73 |
| 3 | 36.30 | 11.29 | 75.80 | 42.41 | 36.52 | 12.28 | 74.50 | 43.05 |
| 4 | 36.31 | 10.41 | 75.00 | 41.85 | 36.29 | 11.51 | 73.40 | 42.33 |
| 5 | 36.25 | 10.19 | 73.40 | 41.19 | 36.37 | 11.95 | 74.20 | 42.79 |
| 6 | 36.36 | 10.63 | 74.30 | 41.69 | 36.45 | 12.06 | 74.20 | 42.85 |
| 7 | 36.18 | 10.63 | 74.80 | 41.81 | 36.18 | 12.17 | 73.60 | 42.57 |
| 8 | 36.59 | 10.96 | 74.60 | 41.98 | 36.19 | 11.73 | 73.70 | 42.48 |
| 9 | 36.36 | 10.19 | 74.20 | 41.51 | 36.22 | 11.95 | 74.70 | 42.93 |
| 10 | 36.63 | 10.85 | 73.50 | 41.57 | 36.54 | 12.17 | 73.50 | 42.65 |
| 11 | 36.33 | 11.17 | 74.01 | 41.75 | 36.45 | 12.16 | 74.56 | 43.01 |
| 12 | 36.58 | 10.81 | 75.37 | 42.20 | 36.48 | 11.75 | 73.82 | 42.62 |
| 13 | 36.41 | 10.71 | 74.68 | 41.87 | 36.43 | 11.63 | 73.52 | 42.46 |
| 14 | 36.31 | 10.78 | 75.16 | 42.03 | 36.46 | 12.07 | 74.26 | 42.88 |
| 15 | 36.40 | 10.63 | 73.93 | 41.57 | 36.34 | 12.04 | 74.27 | 42.83 |
| 16 | 36.41 | 10.88 | 75.43 | 42.19 | 36.29 | 11.78 | 74.51 | 42.82 |
| 17 | 36.41 | 10.83 | 74.69 | 41.91 | 36.30 | 11.74 | 73.45 | 42.42 |
| 18 | 36.36 | 11.27 | 73.97 | 41.78 | 36.31 | 12.15 | 74.50 | 42.94 |
| 19 | 36.49 | 10.45 | 75.24 | 42.01 | 36.26 | 11.55 | 73.97 | 42.54 |
| 20 | 36.20 | 10.68 | 74.20 | 41.62 | 36.52 | 12.10 | 73.69 | 42.69 |
| Ave. | 36.38 | 10.76 | 74.62 | 41.85 | 36.36 | 11.93 | 74.03 | 42.72 |
| Cyclone Mixing | ||||
|---|---|---|---|---|
| Target value | Average value | Standard deviation | Specification tolerance | |
| Tensile strength | 36.36 | 36.29 | 0.406 | 2.001 |
| Impact strength | 11.93 | 11.73 | 0.592 | 1.671 |
| Hardness | 74.70 | 74.17 | 0.735 | 1.905 |
| Screw Mixing | ||||
| Target value | Average value | Standard deviation | Specification tolerance | |
| Tensile strength | 36.38 | 36.76 | 0.348 | 1.862 |
| Impact strength | 10.76 | 11.09 | 0.561 | 1.672 |
| Hardness | 74.62 | 74.65 | 0.527 | 1.899 |
| Screw Mixing | Cyclone Mixing | ||||
|---|---|---|---|---|---|
| Cpm Value | Defect Rate (ppm) | CPM Value | Defect Rate (ppm) | ||
| Tensile strength | 1.1901 | 356 | Tensile strength | 1.6216 | 1 |
| Impact strength | 0.8584 | 10,015 | Impact strength | 0.8921 | 7444 |
| Hardness | 1.2003 | 317 | Hardness | 1.2120 | 2214 |
| Cyclone Mixing | Screw Mixing | |||||
|---|---|---|---|---|---|---|
| Quality Characteristic | Specification | Accuracy | Precision | Specification | Accuracy | Precision |
| Tensile strength | 36.36 | −0.0333 | 0.2028 | 36.38 | 0.2087 | 0.1868 |
| Impact strength | 11.93 | −0.1185 | 0.3544 | 10.76 | 0.1959 | 0.3353 |
| Hardness | 74.03 | 0.0696 | 0.3859 | 74.62 | 0.0137 | 0.2774 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Z.-X.; Huang, C.-C.; Gope, A.K.; Kuo, C.-F.J. Improvement in Injection Molding Quality Performance with Innovative Cyclone Mixers Used in Polypropylene with Spherical Silicon Dioxide Composites. Polymers 2022, 14, 4932. https://doi.org/10.3390/polym14224932
Hu Z-X, Huang C-C, Gope AK, Kuo C-FJ. Improvement in Injection Molding Quality Performance with Innovative Cyclone Mixers Used in Polypropylene with Spherical Silicon Dioxide Composites. Polymers. 2022; 14(22):4932. https://doi.org/10.3390/polym14224932
Chicago/Turabian StyleHu, Zhan-Xiang, Chang-Chiun Huang, Amit Kumar Gope, and Chung-Feng Jeffrey Kuo. 2022. "Improvement in Injection Molding Quality Performance with Innovative Cyclone Mixers Used in Polypropylene with Spherical Silicon Dioxide Composites" Polymers 14, no. 22: 4932. https://doi.org/10.3390/polym14224932