

Mechanical Response of Fiber-Filled Automotive Body Panels Manufactured with the Ku-FizzTM Microcellular Injection Molding Process
 , ,
, , 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material and Manufacturing of Door Panels
2.2. Measurement of Microstructural Characteristics
2.3. Dynamic Mechanical Analysis
2.4. Drop-Tower Impact Testing
2.5. Vibration Testing
3. Results and Discussion
3.1. Foam Microstructure
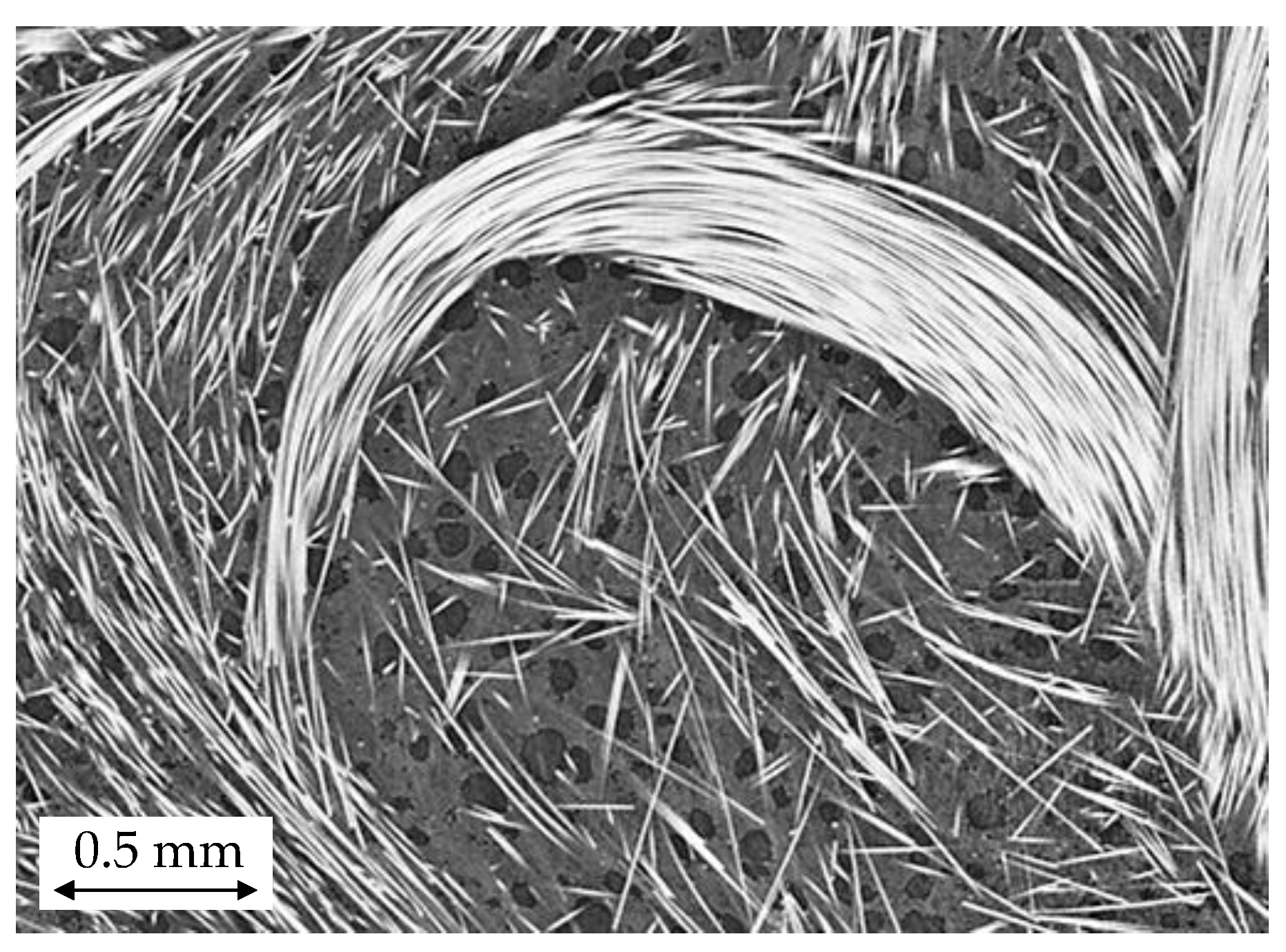
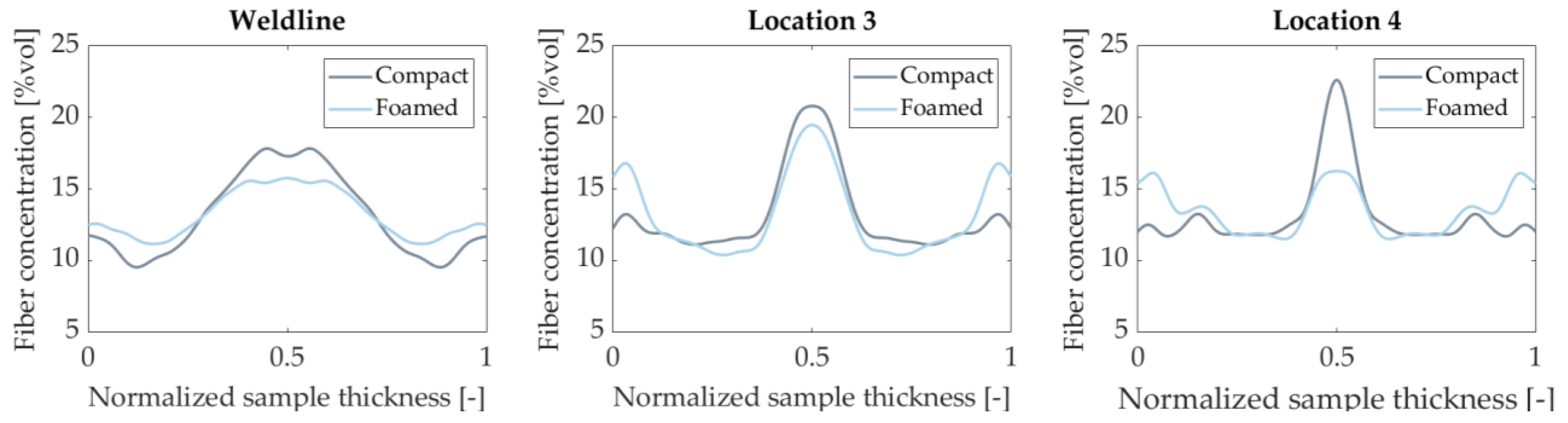
3.2. Fiber Microstructure
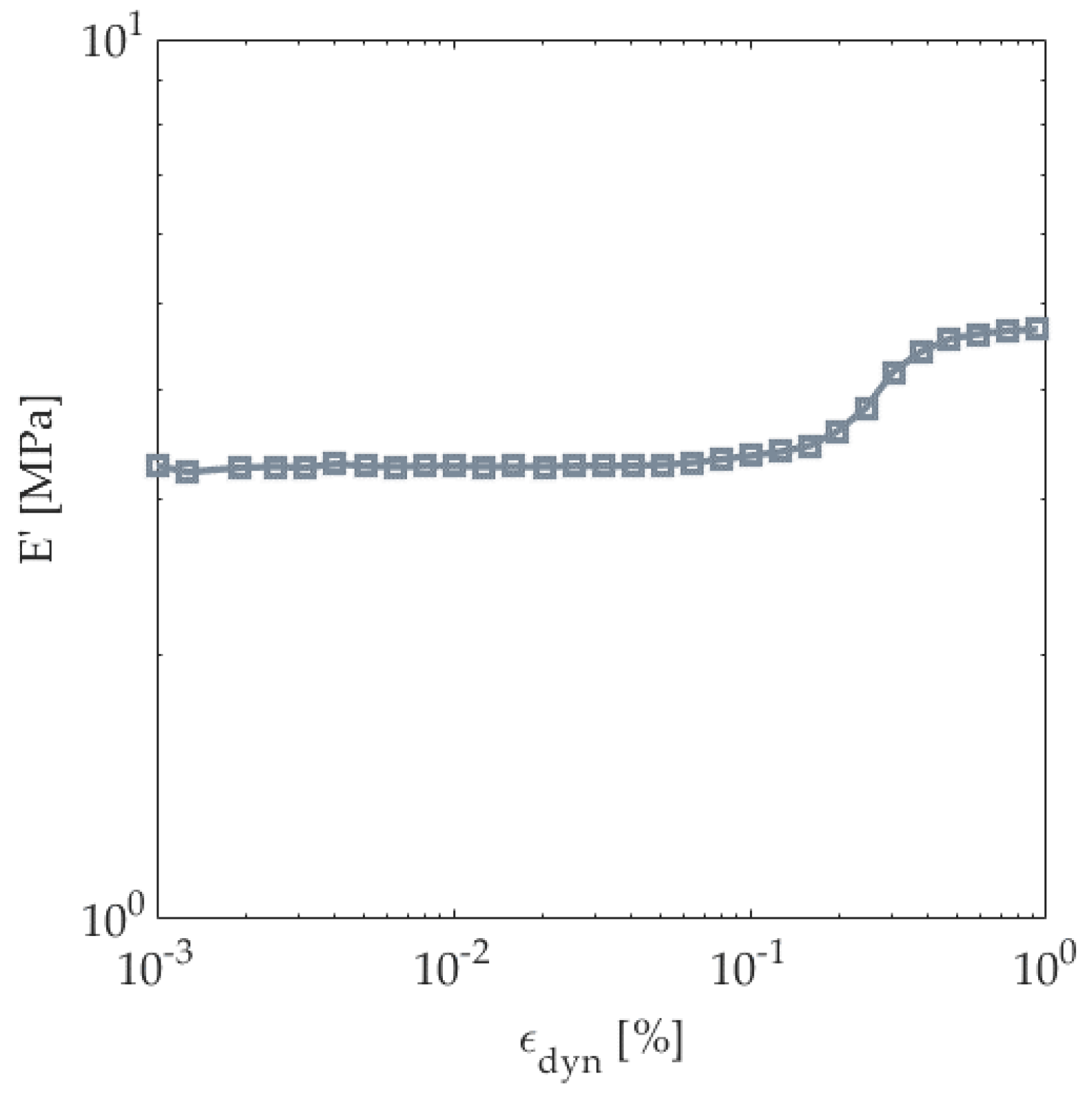
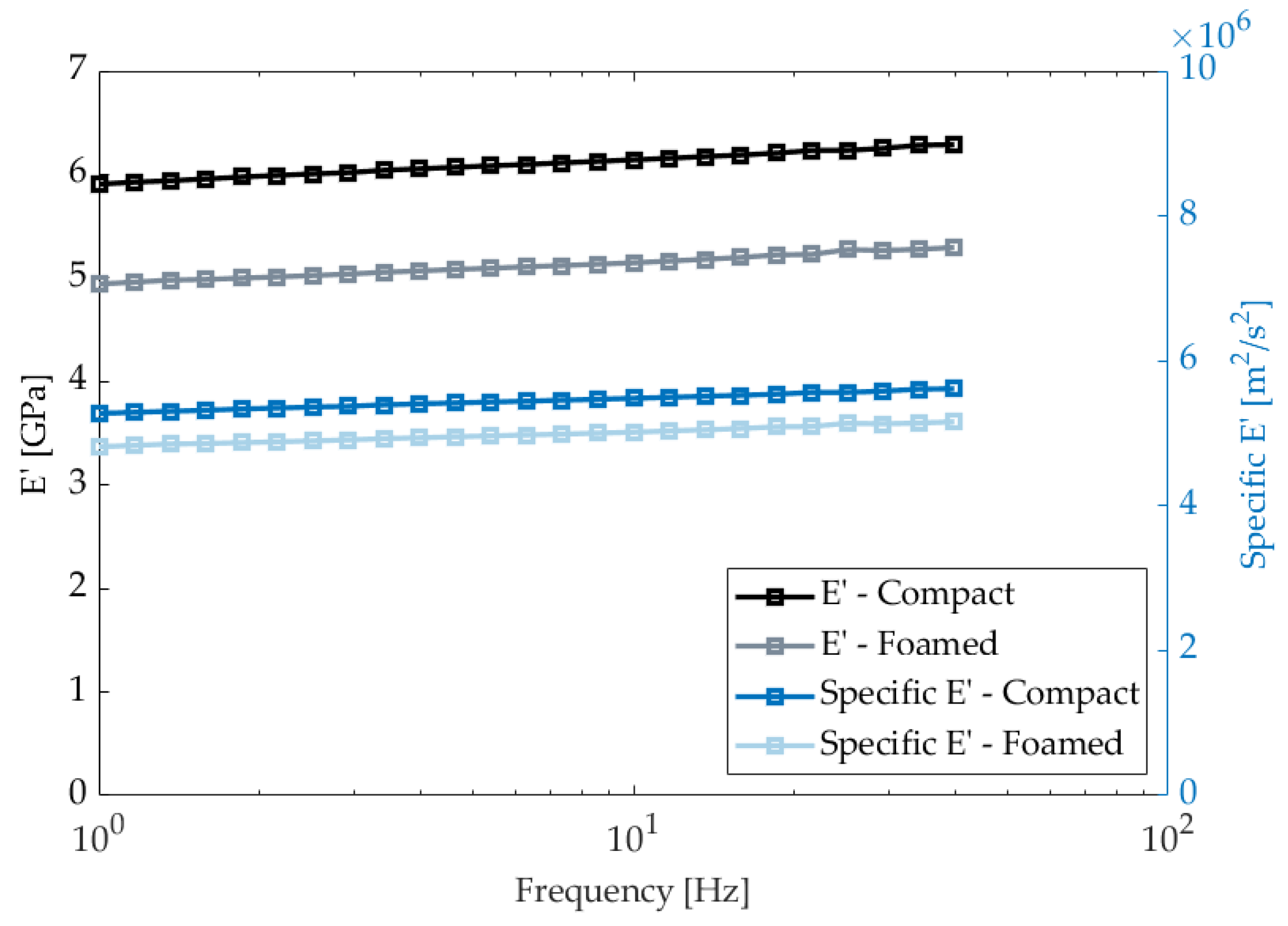
3.3. Dynamic Mechanical Properties
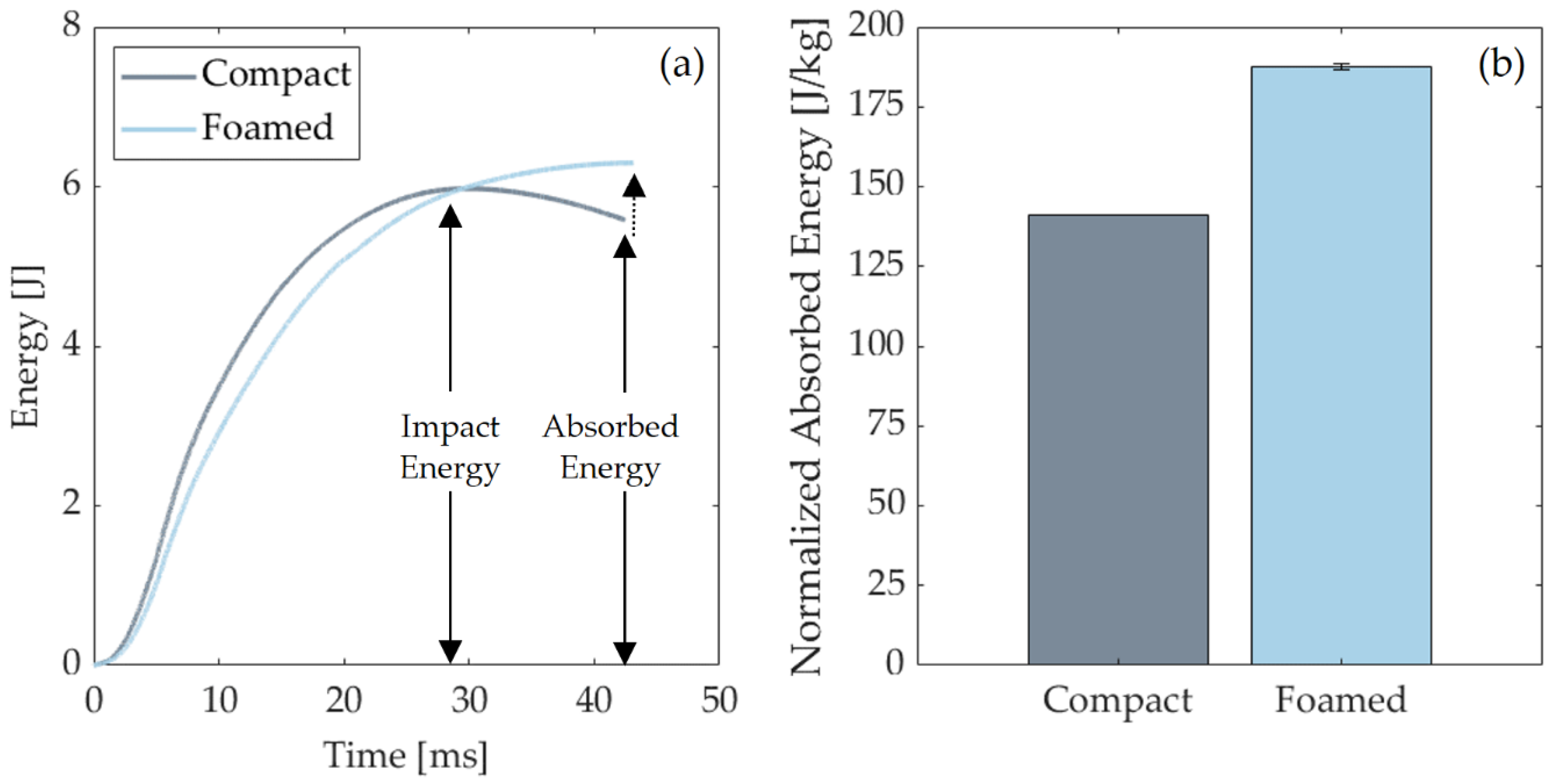
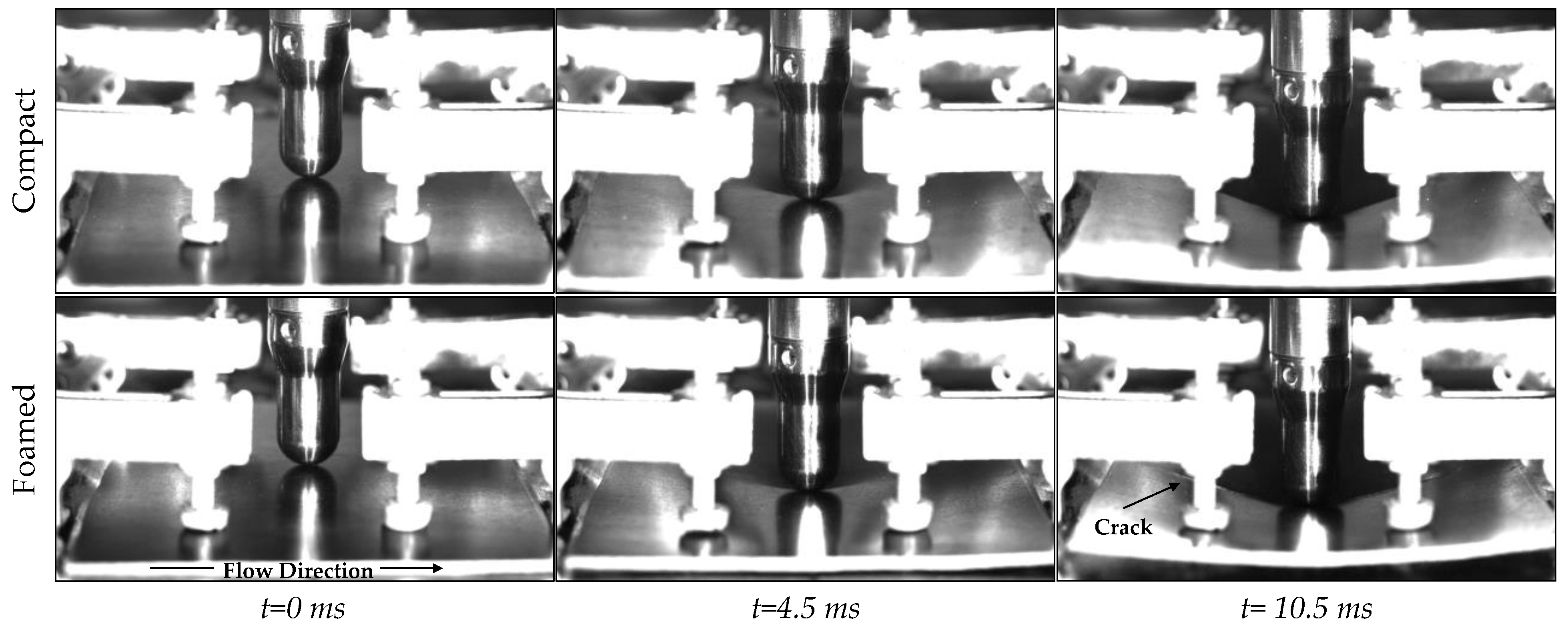
3.4. Mechanical Response from Impact Tests
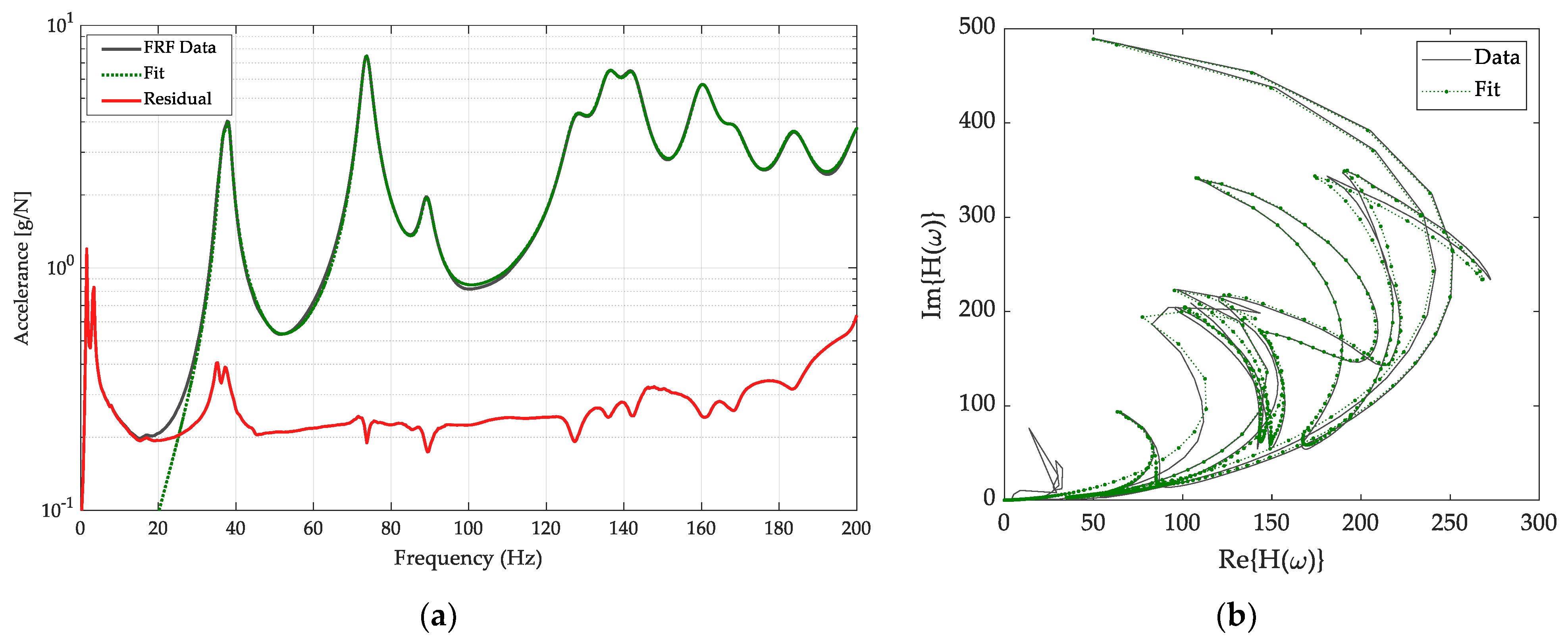
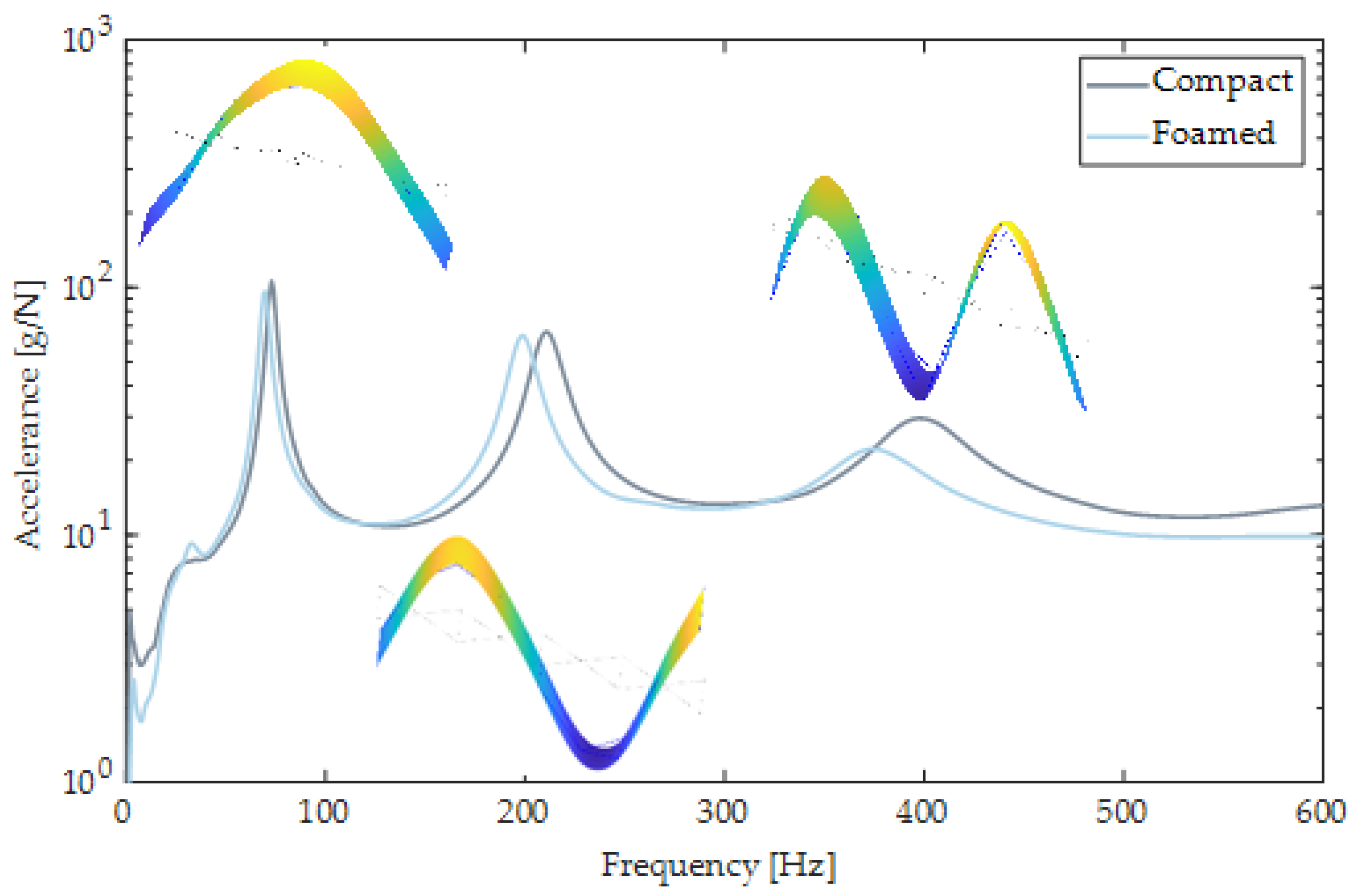
3.5. Vibration Testing—Modal Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Burd, J.T.J.; Moore, E.A.; Ezzat, H.; Kirchain, R.; Roth, R. Improvements in electric vehicle battery technology influence vehicle lightweighting and material substitution decisions. Appl. Energy 2021, 283, 116269. [Google Scholar] [CrossRef]
- IEA. Global EV Outlook 2022. 2022. Available online: https://www.iea.org/reports/global-ev-outlook-2022 (accessed on 24 September 2022).
- Xu, J. Microcellular Injection Molding; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2010. [Google Scholar]
- Simon, S.A.; Hain, J.; Osswald, T. Effect of gas pressure on the microstructure of parts foamed with the novel microcellular injection molding technology Ku-FizzTM. SPE Polym. 2021, 2, 311–324. [Google Scholar] [CrossRef]
- Lee, K.S.; Jeong, P.J.; Lee, H.; Lee, S.J.; Cha, S.W. Conceptual design of microcellular plastics bumper parts using axiomatic approach. Polym. Plast. Technol. Eng. 2009, 48, 1101–1106. [Google Scholar] [CrossRef]
- Heitkamp, H.; Betsche, M. Renaissance of foam processes—Injection molding—More than just foam bubbles. In Kunststoffe International; Carl Hanser Verlag: Munich, Germany, 2014. [Google Scholar]
- VW Opts for MuCell to Lighten Dashboard Weight. Plastics Today. 2012. Available online: https://www.plasticstoday.com/vw-opts-mucell-lighten-dashboard-weight (accessed on 25 October 2022).
- Hain, J. Physcial foaming of injection molded thermoplastic parts with IQ-Foam. In Proceedings of the International Polymer Colloquium, Madison, WI, USA, 15 May 2019. [Google Scholar]
- Hyde, L.J.; Kishbaugh, L.A. The MuCell Injection Molding Process: A Strategic Cost Savings Technology for Electronic Connectors. In Proceedings of the International Institute of Connector and Interconnection Technology, Inc. (IICIT) Annual Symposium, Orlando, FL, USA, 18–19 September 2003; Available online: https://www.semanticscholar.org/paper/The-MuCell-%C2%AE-Injection-Molding-Process-%3A-A-Cost-for-Hyde-Kishbaugh/fdcf0d783204299143f163d472e445d05ede4dc8 (accessed on 9 November 2022).
- Kienzl, W.; Lighter, More Dimensionally Stable and More Economical Components Thanks to Plastics Foaming. ENGEL. 2020. Available online: https://www.engelglobal.com/en/ro/blog/lighter-dimensionally-stable-components-thanks-to-plastic-foaming.html (accessed on 25 October 2022).
- Nickels, L. New innovations in automotive thermoplastics. Reinf. Plast. 2019, 63, 185–188. [Google Scholar] [CrossRef]
- Mason, H. Teijin’s Sereebo CFRTP Used in GM High-Volume Vehicles. 2019. Available online: https://www.compositesworld.com/news/teijins-sereebo-cfrtp-used-in-gm-high-volume-vehicles (accessed on 24 September 2022).
- SABIC. Lightweight Instrument Panel Carrier of 2017 Mini Countryman Takes Top Honors in Body Interior Category of SPE Automotive Innovation Awards. 2017. Available online: https://www.sabic.com/zh/news/7518-lightweight-instrument-panel-carrier-of-2017-mini-countryman-takes-top-honors-in-body-interior-category-of-spe-automotive-innovation-awards (accessed on 24 September 2022).
- SABIC. Mercedes-Benz M-Class instrument Panel Made with SABIC® STAMAX Polypropylene LGF Resins. 2008. Available online: https://www.pressreleasefinder.com/SABIC/SABICIPPR059/en/ (accessed on 24 September 2022).
- Ciliberti, M.; Schijve, W. Developments in Thermoplastic Door Modules. In Proceedings of the SAE World Congress, Detroit, MI, USA, 3–6 March 2003. [Google Scholar]
- Mallick, P.K. Designing lightweight vehicle body. In Materials, Design and Manufacturing for Lightweight Vehicles; Elsevier: Amsterdam, The Netherlands, 2021; pp. 405–432. [Google Scholar] [CrossRef]
- Reunis, A.; Hogg, A.; Naughton, P.; Dau, T.; Schoppmann, N.; Nickel, R.; Markhardt, A. Mass ABS development for high quality thin-walled interior door panels for the 1998 VW GOLF. In Proceedings of the International Congress and Exposition, Detroit, MI, USA, 1 March 1999. [Google Scholar]
- Pradeep, S.A.; Iyer, R.K.; Kazan, H.; Pilla, S. Automotive Applications of Plastics: Past, Present, and Future. In Applied Plastics Engineering Handbook: Processing, Materials, and Applications, 2nd ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2017; pp. 651–673. [Google Scholar] [CrossRef]
- Tencer, A.F.; Kaufman, R.; MacK, C.; Mock, C. Factors affecting pelvic and thoracic forces in near-side impact crashes: A study of US-NCAP, NASS, and CIREN data. Accid. Anal. Prev. 2005, 37, 287–293. [Google Scholar] [CrossRef]
- Long, C.R.; Yuen, S.C.K.; Nurick, G.N. Analysis of a car door subjected to side pole impact. Lat. Am. J. Solids Struct. 2019, 16, 226. [Google Scholar] [CrossRef]
- Ghadianlou, A.; Abdullah, S.b. Crashworthiness design of vehicle side door beams under low-speed pole side impacts. Thin-Walled Struct. 2016, 67, 25–33. [Google Scholar] [CrossRef]
- Chandra, R.; Singh, S.P.; Gupta, K. Damping studies in fiber-reinforced composites—A review. Compos. Struct. 1999, 46, 41–51. [Google Scholar] [CrossRef]
- Liu, S. Designer Nanoparticles as Efficient Nucleation Agents in Polymer Foaming; University of Twente: Enschede, NL, USA, 2017. [Google Scholar]
- Mohanty, A.; Fatima, S. An overview of automobile noise and vibration control. Noise Notes 2014, 13, 43–56. [Google Scholar] [CrossRef]
- Qatu, M.S.; Abdelhamid, M.K.; Pang, J.; Sheng, G. Overview of automotive noise and vibration. Int. J. Veh. Noise Vib. 2009, 5, 1–35. [Google Scholar] [CrossRef]
- Wang, X. Vehicle Noise and Vibration Refinement; Woodhead Publishing Limited: Cambridge, UK, 2016; ISBN 978-0081014332. [Google Scholar]
- Chen, F.; McKillip, D. “Measurement and analysis of vibration and deformation using laser metrology for automotive application. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2007, 221, 725–738. [Google Scholar] [CrossRef]
- Pang, J. Noise and Vibration Control in Automotive Bodies; China Machine Press: Beijing, China, 2019. [Google Scholar]
- Pfestorf, M.; Van Rensburg, J. Improving the functional properties of the body-in-white with lightweight solutions applying multiphase steels, aluminum and composites. In Proceedings of the Society of Automotive Engineers Word Congress, Detroit, MI, USA, 3–6 April 2006. [Google Scholar]
- Bein, T.; Bös, J.; Mayer, D.; Melz, T. Advanced materials and technologies for reducing noise, vibration and harshness (NVH) in automobiles. In Advanced Materials in Automotive Engineering; Elsevier: Amsterdam, The Netherlands, 2012; pp. 254–298. [Google Scholar] [CrossRef]
- Mavrigian, M. Noise/Vibration/Harshness: Chasing the Irritant Gremlins. 2013. Available online: https://www.autoserviceprofessional.com/articles/7364-noise-vibration-harshness-chasing-the-irritant-gremlins (accessed on 25 September 2022).
- Shalaby, M.; Saitou, K. Optimal heat-reversible snap joints for frame-panel assembly in aluminium space frame automotive bodies. Int. J. Sustain. Manuf. 2009, 1, 302–317. [Google Scholar] [CrossRef]
- Reff, B. Noise and vibration refinement of chassis and suspension. In Vehicle Noise and Vibration Refinement; Woodhead Publishing: Sawston, UK, 2010. [Google Scholar] [CrossRef]
- Dante, R.C. Noise and vibration. In Handbook of Friction Materials and Their Applications; Elsevier: Amsterdam, The Netherlands, 2016; pp. 67–77. [Google Scholar] [CrossRef]
- MatchID. Vibration Analysis: High-Speed Stereo DIC on Car Door Slamming. Available online: https://www.matchid.eu/en/applications/vibration-analysis-high-speed-stereo-dic-on-car-door-slamming (accessed on 24 September 2022).
- Goris, S.; Back, T.; Yanev, A.; Brands, D.; Drummer, D.; Osswald, T.A. A novel fiber length measurement technique for discontinuous fiber-reinforced composites: A comparative study with existing methods. Polym. Compos. 2018, 39, 4058–4070. [Google Scholar] [CrossRef]
- Kunc, V.; Frame, B.; Nguyen, B.N.; Iii, C.L.T.; Velez-Garcia, G. Fiber length distribution measurement for long glass and carbon fiber reinforced injection molded thermoplastics. In Proceedings of the SPE Automotive Composites Conference and Exhibition, Novi, MI, USA, 11–13 September 2007; p. 11. [Google Scholar]
- ASTM International. D7136-15 Standard Test Method for Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Allen, M.S.; Ginsberg, J.H. A global, single-input-multi-output (SIMO) implementation of the algorithm of mode isolation and application to analytical and experimental data. Mech. Syst. Signal Process. 2006, 20, 1090–1111. [Google Scholar] [CrossRef]
- Pastor, M.; Binda, M.; Harčarik, T. Modal assurance criterion. Procedia Eng. 2012, 48, 543–548. [Google Scholar] [CrossRef]
- Ginsberg, J. Mechanical and Structural Vibrations: Theory and Applications, 1st ed.; Wiley: Hoboken, NJ, USA, 2001. [Google Scholar]
- Goris, S. Characterization of the Process-Induced Fiber Configuration of Long Glass Fiber-Reinforced Thermoplastics. Ph.D. Thesis, University of Wisconsin-Madison, Madison, WI, USA, 2017. [Google Scholar]
- Kasemphaibulsuk, P.; Holzner, M.; Kuboki, T.; Hrymak, A. Foam injection molding of glass fiber reinforced polypropylene composites with laminate skins. Polym. Compos. 2018, 39, 4322–4332. [Google Scholar] [CrossRef]
- Kastner, C.; Steinbichler, G.; Kahlen, S.; Jerabek, M. Influence of process parameters on mechanical properties of physically foamed, fiber reinforced polypropylene parts. J. Appl. Polym. Sci. 2019, 136, 47275. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, G.; Wang, G. Formation mechanism of porous structure in plastic parts injected by microcellular injection molding technology with variable mold temperature. Appl. Therm. Eng. 2017, 114, 484–497. [Google Scholar] [CrossRef]
- Xie, P.; Wu, G.; Cao, Z.; Han, Z.; Zhang, Y.; An, Y.; Yang, W. “Effect of mold opening process on microporous structure and properties of microcellular polylactide-polylactide nanocomposites. Polymers 2018, 18, 554. [Google Scholar] [CrossRef] [Green Version]
- Xi, Z.; Sha, X.; Liu, T.; Zhao, L. Microcellular injection molding of polypropylene and glass fiber composites with supercritical nitrogen. J. Cell. Plast. 2014, 50, 489–505. [Google Scholar] [CrossRef]
- Dong, G.; Zhao, G.; Guan, Y.; Li, S.; Wang, X. Formation mechanism and structural characteristics of unfoamed skin layer in microcellular injection-molded parts. J. Cell. Plast. 2015, 52, 419–439. [Google Scholar] [CrossRef]
- Roch, A.; Kehret, L.; Huber, T.; Henning, F.; Elsner, P. Investigations on injection molded, glab-fiber reinforced polyamide 6 integral foams using breathing mold technology. AIP Conf. Proc. 2015, 1664, 110013. [Google Scholar] [CrossRef]
- Zhang, G.; Thompson, M.R. Reduced fibre breakage in a glass-fibre reinforced thermoplastic through foaming. Compos. Sci. Technol. 2005, 65, 2240–2249. [Google Scholar] [CrossRef]
- Bechara, A. Modeling Fiber Damage during Processing of Long Fiber-Reinforced Thermoplastic Composites; University of Wisconsin-Madison: Madison, WI, USA, 2021. [Google Scholar]
- Phelps, J.H.; El-Rahman, A.I.A.; Kunc, V.; Tucker, C.L. A model for fiber length attrition in injection-molded long-fiber composites. Compos. Part A Appl. Sci. Manuf. 2013, 51, 11–21. [Google Scholar] [CrossRef]
- Motlagh, G.H.; Hrymak, A.N.; Thompson, M.R. Improved through-plane electrical conductivity in a carbon-filled thermoplastic via foaming. Polym. Eng. Sci. 2008, 48, 687–696. [Google Scholar] [CrossRef]
- Kang, S.T.; Kim, J.K. Numerical simulation of the variation of fiber orientation distribution during flow molding of ultra high performance cementitious composites (UHPCC). Cem. Concr. Compos. 2012, 34, 208–217. [Google Scholar] [CrossRef]
- Baradi, M.B.; Cruz, C.; Riedel, T.; Régnier, G. Frontal weld lines in injection-molded short fiber-reinforced PBT: Extensive microstructure characterization for mechanical performance evaluation. Polym. Compos. 2019, 40, 4547–4558. [Google Scholar] [CrossRef]
- Kim, H.K.; Sohn, J.S.; Ryu, Y.; Kim, S.W.; Cha, S.W. Warpage reduction of glass fiber reinforced plastic using microcellular foaming process applied injection molding. Polymers 2019, 11, 360. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Román, A.J.; Chang, T.C.; Yu, C.; Jiang, J.; Shotwell, D.; Chen, E.; Osswald, T.A.; Turng, L.S. Cell morphologies, mechanical properties, and fiber orientation of glass fiber-reinforced polyamide composites: Influence of subcritical gas-laden pellet injection molding foaming technology. Phys. Fluids 2022, 34, 013101. [Google Scholar] [CrossRef]
- Ameli, A.; Nofar, M.; Wang, S.; Park, C.B. Lightweight polypropylene/stainless-steel fiber composite foams with low percolation for efficient electromagnetic interference shielding. ACS Appl. Mater. Interfaces 2014, 6, 11091–11100. [Google Scholar] [CrossRef]
- Sykutera, D.; Czyżewski, P.; Szewczykowski, P. The microcellular structure of injection molded thick-walled parts as observed by in-line monitoring. Materials 2020, 13, 5464. [Google Scholar] [CrossRef] [PubMed]
- Thomason, J.L.; Vlug, M.A. Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 1. Tensile and flexural modulus. Compos. Part A Appl. Sci. Manuf. 1996, 27, 477–484. [Google Scholar] [CrossRef]
- Wei, X.; Zhou, H.; Chen, F.; Wang, G. Bending flexibility of Moso Bamboo (Phyllostachys Edulis) with functionally graded structure. Materials 2019, 12, 2007. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brylka, B.; Schemmann, M.; Wood, J.; Böhlke, T. DMA based characterization of stiffness reduction in long fiber reinforced polypropylene. Polym. Test. 2018, 66, 296–302. [Google Scholar] [CrossRef]
- Castellanos, A.G.; Prabhakar, P. Elucidating the mechanisms of damage in foam core sandwich composites under impact loading and low temperatures. J. Sandw. Struct. Mater. 2022, 24, 337–359. [Google Scholar] [CrossRef]
- Breunig, P.; Damodaran, V.I.; Shahapurkar, K.I.; Waddar, S.U.; Doddamani, M.R.; Jeyaraj, P.; Prabhakar, P. Dynamic impact behavior of syntactic foam core sandwich composites. J. Compos. Mater. 2020, 54, 535–547. [Google Scholar] [CrossRef]
- Kharbas, H.; Nelson, P.; Yuan, M.; Spindler, R. Effects of Nano-Fillers and Process Conditions on the Microstructure and Mechanical Properties of Microcellular Injection Molded Polyamide Nanocomposites. Polym. Compos. 2003, 24, 655–671. [Google Scholar] [CrossRef]
- Naebe, M.; Abolhasani, M.M.; Khayyam, H.; Amini, A.; Fox, B. Crack damage in polymers and composites: A review. In Polymer Reviews; Taylor and Francis Inc: Abingdon, UK, 2016; Volume 56, pp. 31–69. [Google Scholar] [CrossRef]
- Zhuang, L.; Talreja, R.; Varna, J. Transverse crack formation in unidirectional composites by linking of fibre/matrix debond cracks. Compos. Part A Appl. Sci. Manuf. 2018, 107, 294–303. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, G.; Yang, Q.; Shi, X.; Li, J.; Fan, X. Microcellular foams of glass–fiber reinforced poly(phenylene sulfide) composites generated using supercritical carbon dioxide. Polym. Compos. 2016, 37, 2527–2540. [Google Scholar] [CrossRef]
- Makabe, C.; Murdani, A.; Kuniyoshi, K.; Irei, Y.; Saimoto, A. Crack-growth arrest by redirecting crack growth by drilling stop holes and inserting pins into them. Eng. Fail. Anal. 2009, 16, 475–483. [Google Scholar] [CrossRef]
- Wang, Z.; Tian, B.; Boom, R.; van der Goot, A.J. Air bubbles in calcium caseinate fibrous material enhances anisotropy. Food Hydrocoll. 2019, 87, 497–505. [Google Scholar] [CrossRef]
- Dahlan, H.; Rusli, M.; Bur, M. The Reduction of Stress Concentration at a Crack Tip Using Multi Stop-Drilled Hole (MSDH). J. Ocean. Mech. Aerosp.-Sci. Eng. 2018, 55, 6–10. [Google Scholar]
- Kim, H.K.; Kim, J.; Kim, D.; Ryu, Y.; Cha, S.W. Vibration and Sound Response of Glass-Fiber-Reinforced Polyamide 6 Using Microcellular-Foaming-Process-Applied Injection Molding Process. Polymers 2022, 14, 173. [Google Scholar] [CrossRef] [PubMed]
- Kramschuster, A.; Gong, S.; Li, T.; Li, T.; Turng, L.S. Injection-Molded Solid and Microcellular Polylactide and Polylactide Nanocomposites. J. Biobased Mater. Bioenergy 2007, 1, 37–45. [Google Scholar] [CrossRef]
- Suarez, S.A.; Gibson, R.F.; Sun, C.T.; Chaturvedi, S.K. The Influence of Fiber Length and Fiber Orientation on Damping and Stiffness of Polymer Composite Materials. Exp. Mech. 1986, 26, 175–184. [Google Scholar] [CrossRef]
- Nofar, M.; Zhu, W.; Park, C.B. Effect of dissolved CO2 on the crystallization behavior of linear and branched PLA. Polymer 2012, 53, 3341–3353. [Google Scholar] [CrossRef]
- Takada, M.; Hasegawa, S.; Ohshima, M. Crystallization Kinetics of Poly(L-lactide) in contact with pressurized CO2. Polym. Eng. Sci. 2004, 44, 186–196. [Google Scholar] [CrossRef]
- Ameli, A.; Nofar, M.; Jahani, D.; Rizvi, G.; Park, C.B. Development of high void fraction polylactide composite foams using injection molding: Crystallization and foaming behaviors. Chem. Eng. J. 2015, 262, 78–87. [Google Scholar] [CrossRef]
- Lee, S.K.; Kim, M.W.; Park, C.J.; Chol, M.J.; Kim, G.; Cho, J.M.; Choi, C.H. Effect of fiber orientation on acoustic and vibration response of a carbon fiber/epoxy composite plate: Natural vibration mode and sound radiation. Int. J. Mech. Sci. 2016, 117, 162–173. [Google Scholar] [CrossRef]
- Kim, C.J. Comparison of mode shapes of carbon-fiber-reinforced plastic material considering carbon fiber direction. Crystals 2021, 11, 311. [Google Scholar] [CrossRef]
- Bozkurt, O.Y.; Bulut, M.; Özbek, Ö. Effect of fibre orientations on damping and vibration characteristics of basalt epoxy composite laminates. In Proceedings of the World Congress on Civil, Structural, and Environmental Engineering, Prague, Czech Republic, 30–31 March 2016. [Google Scholar] [CrossRef]
- Curtu, I.; Stanciu, M.D.; Ciofoaia, V. The modal analysis of plates made of woven composite materials. Buletinul. AGIR 2011, 8204, 2–5. [Google Scholar]
- Talekar, N.; Kotambkar, M. Modal Analysis of Four Layered Composite Cantilever Beam with Lay-Up Sequence and Length-To-Thickness Ratio. 2020. Available online: www.sciencedirect.comwww.materialstoday.com/proceedings2214-7853 (accessed on 20 October 2022).
- Shishir, M.A.R.; Zhang, Z.; Cai, D.; Wang, X.; Xu, Q. Free vibration analysis of polymer pin-reinforced foam core sandwich composite panels. J. Reinf. Plast. Compos 2022, 07316844221105287. [Google Scholar] [CrossRef]
- Handschke, A.; Mitzler, J. Injection molding-physical foaming made very easy. In Kunststoffe International; Carl-Hanser Verlag: Munich, Germany, 2012. [Google Scholar]
- Hou, J.; Zhao, G.; Wang, G.; Dong, G.; Xu, J. A novel gas-assisted microcellular injection molding method for preparing lightweight foams with superior surface appearance and enhanced mechanical performance. Mater. Des. 2017, 127, 115–125. [Google Scholar] [CrossRef]
- Yan, K.; Guo, W.; Mao, H.; Yang, Q.; Meng, Z. Investigation on foamed PP/nano-CaCO3 composites in a combined in-mold decoration and microcellular injection molding process. Polymers 2020, 12, 363. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vibration Source | Frequency [Hz] | Reference |
|---|---|---|
| Suspension and wheel | ~10 | [31,32] |
| Engine*° | <100 | [31] |
| Body | 25–40 | [32] |
| Driveline | 50–150 | [31,32] |
| Road defects | <200 | [30,32,33,34] |
| Door slam | <170 | [35] |
| Setting | Compact | Foamed |
|---|---|---|
| Nitrogen Gas pressure [MPa] | 0 | 2 |
| Melt Temperature [°C] | 245 | 245 |
| Mold Temperature [°C] | 50 | 85 |
| Back Pressure [MPa] | 11 | 8 |
| Injection Pressure [MPa] | 90 | 120 |
| Holding Pressure [MPa] | 27 | 27 |
| Holding Time [s] | 15 | 0 |
| Compact Panels | Foamed Panels | |||||
|---|---|---|---|---|---|---|
| Location | Axx | Ayy | Azz | Axx | Ayy | Azz |
| 1 Weld line | 0.22 | 0.75 | 0.03 | 0.28 | 0.68 | 0.04 |
| 2 Gate | 0.39 | 0.56 | 0.05 | 0.46 | 0.50 | 0.05 |
| 3 | 0.60 | 0.35 | 0.05 | 0.64 | 0.32 | 0.04 |
| 4 | 0.50 | 0.43 | 0.07 | 0.53 | 0.44 | 0.03 |
| 5 | 0.52 | 0.40 | 0.08 | 0.59 | 0.37 | 0.04 |
| 6 Rib | 0.05 | 0.26 | 0.69 | 0.04 | 0.19 | 0.77 |
| Specimen | Normalized Impact Force [kN/kg] | Normalized Equivalent Impact Stiffness [kN/mm/kg] | Normalized Absorbed Energy [J/kg] |
|---|---|---|---|
| compact | 13.25 | 2.19 | 141.01 |
| foamed | 13.01 ± 0.25 | 1.86 ± 0.003 | 187.63 ± 1.07 |
| Specimen | Crack Propagation Length [mm] | |
|---|---|---|
| Impact Side | Back Side | |
| compact | 15.15 | 21.10 |
| foamed | 7.58 ± 1.50 | 13.17 ± 1.45 |
| Frequency [Hz] | Damping Ratio [%] | Mode Description | |||
|---|---|---|---|---|---|
| Compact | Foamed | Compact | Foamed | ||
| Mode 1 | 36.73 | 36.37 | 2.95 | 1.99 | Plate Mode 1 |
| Mode 2 | 38.06 | 37.79 | 2.15 | 2.72 | Bending along -axis |
| Mode 3 | 73.65 | 72.67 | 1.98 | 1.92 | Plate Mode 2 |
| Mode 4 | 89.20 | 88.04 | 1.87 | 1.78 | Bending along -axis |
| Mode 5 | 127.62 | 124.67 | 2.44 | 2.64 | Plate Mode 3 |
| Mode 6 | 136.21 | 133.38 | 2.19 | 2.41 | Plate Mode 4 |
| Mode 7 | 142.36 | 141.03 | 2.11 | 2.00 | Bending along -axis |
| Mode 8 | 160.11 | 160.30 | 2.10 | 2.01 | Bending along -axis |
| Mode 9 | 168.60 | 170.90 | 2.15 | 2.00 | Bending along -axis |
| Frequency [Hz] | Damping Ratio [%] | Mode Description | |||
|---|---|---|---|---|---|
| Compact | Foamed | Compact | Foamed | ||
| Mode 1 | 72.98 | 69.41 | 2.80 | 3.01 | Bending Mode 1 |
| Mode 2 | 210.65 | 198.50 | 3.44 | 3.37 | Bending Mode 2 |
| Mode 3 | 395.70 | 370.83 | 5.94 | 6.51 | Bending Mode 3 |
| Compact [m2/s2] × 106 | Foamed [m2/s2] × 106 | |
|---|---|---|
| Mode 1 | 3.58 | 3.36 |
| Mode 2 | 3.93 | 3.61 |
| Mode 3 | 3.61 | 3.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Simon, S.A.; Hain, J.; Sracic, M.W.; Tewani, H.R.; Prabhakar, P.; Osswald, T.A. Mechanical Response of Fiber-Filled Automotive Body Panels Manufactured with the Ku-FizzTM Microcellular Injection Molding Process. Polymers 2022, 14, 4916. https://doi.org/10.3390/polym14224916
Simon SA, Hain J, Sracic MW, Tewani HR, Prabhakar P, Osswald TA. Mechanical Response of Fiber-Filled Automotive Body Panels Manufactured with the Ku-FizzTM Microcellular Injection Molding Process. Polymers. 2022; 14(22):4916. https://doi.org/10.3390/polym14224916
Chicago/Turabian StyleSimon, Sara Andrea, Jörg Hain, Michael W. Sracic, Hridyesh R. Tewani, Pavana Prabhakar, and Tim A. Osswald. 2022. "Mechanical Response of Fiber-Filled Automotive Body Panels Manufactured with the Ku-FizzTM Microcellular Injection Molding Process" Polymers 14, no. 22: 4916. https://doi.org/10.3390/polym14224916