
Influence of Viscose Fibre Geometry on the Structure–Property Relationships of High-Density Polyethylene Composites

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.2.1. Pelletising
2.2.2. Compounding
2.2.3. Injection Moulding
2.3. Characterisation
2.3.1. Optical Microscopy
2.3.2. Fibre Length
2.3.3. Differential Scanning Calorimetry
2.3.4. Tensile Tests
2.3.5. Charpy Impact Tests
2.3.6. Dynamic Mechanical Analysis
3. Results
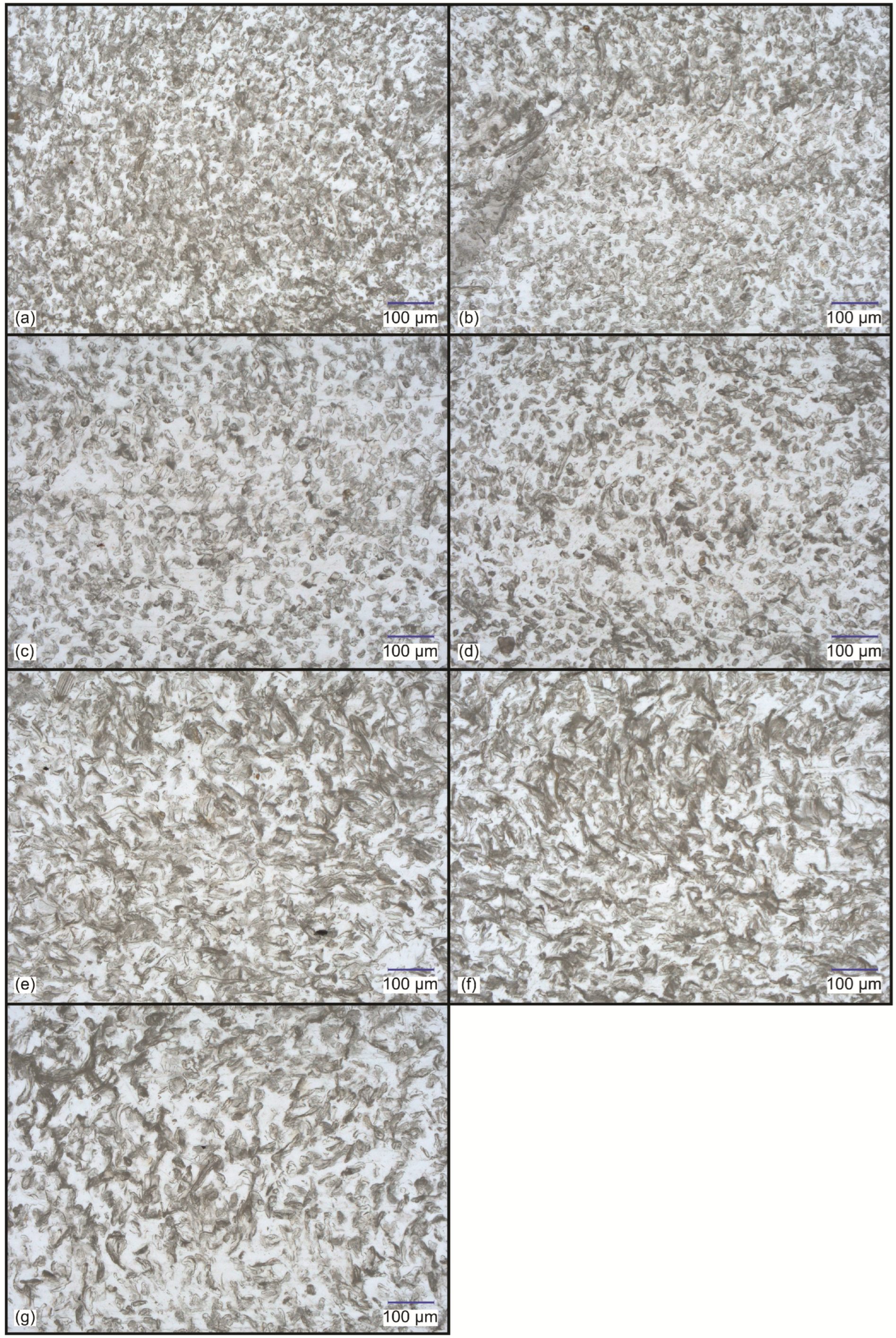
3.1. Optical Microscopy
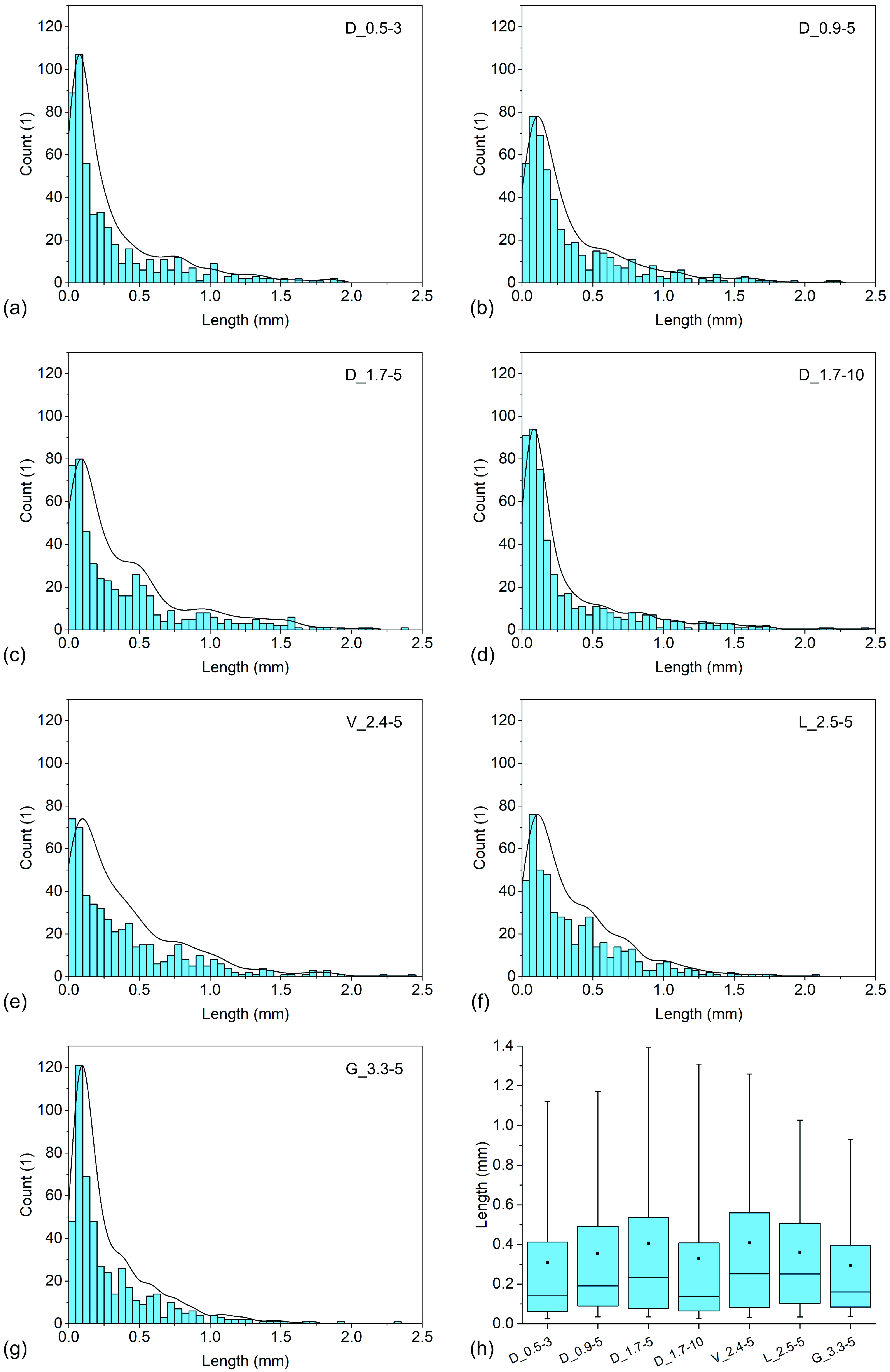
3.2. Fibre Length
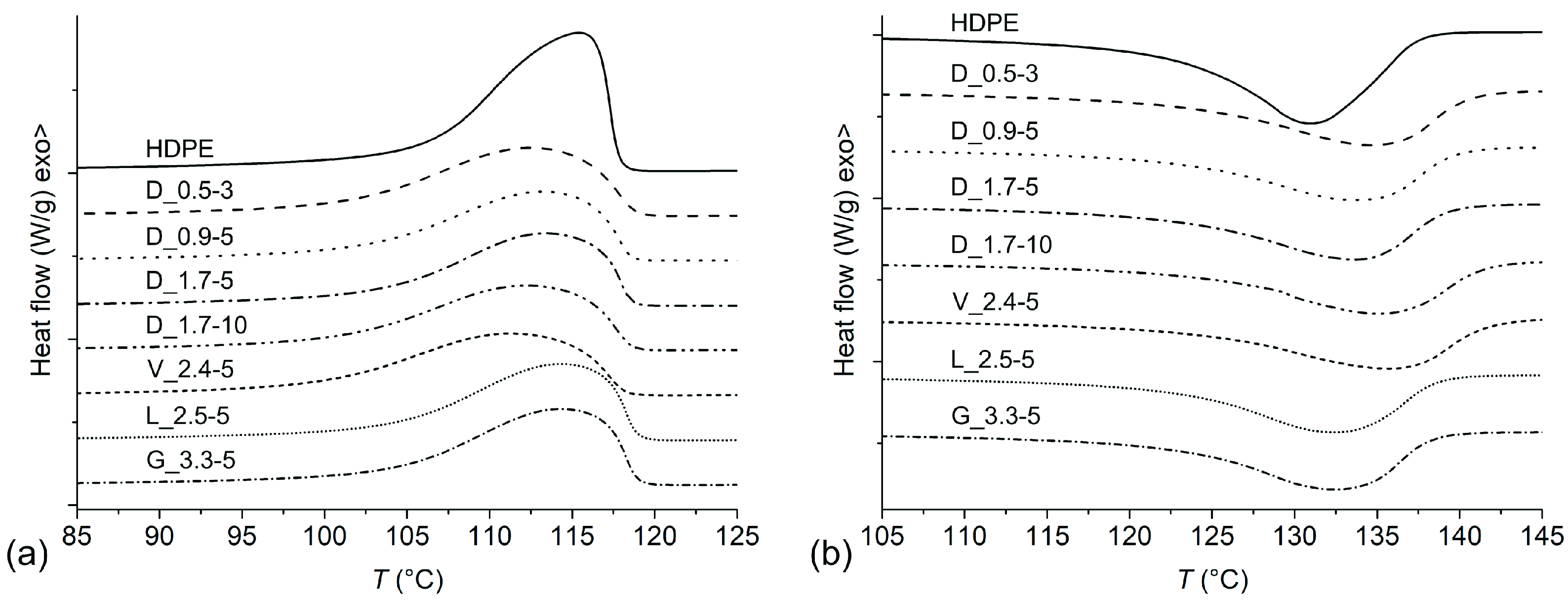
3.3. Differential Scanning Calorimetry
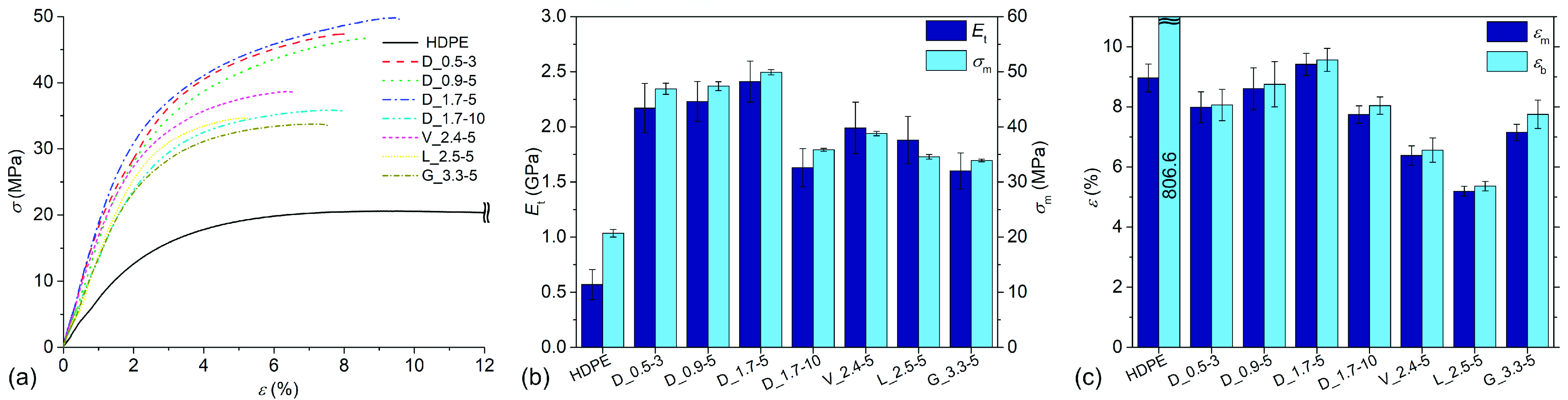
3.4. Tensile Tests
3.5. Charpy Impact Tests
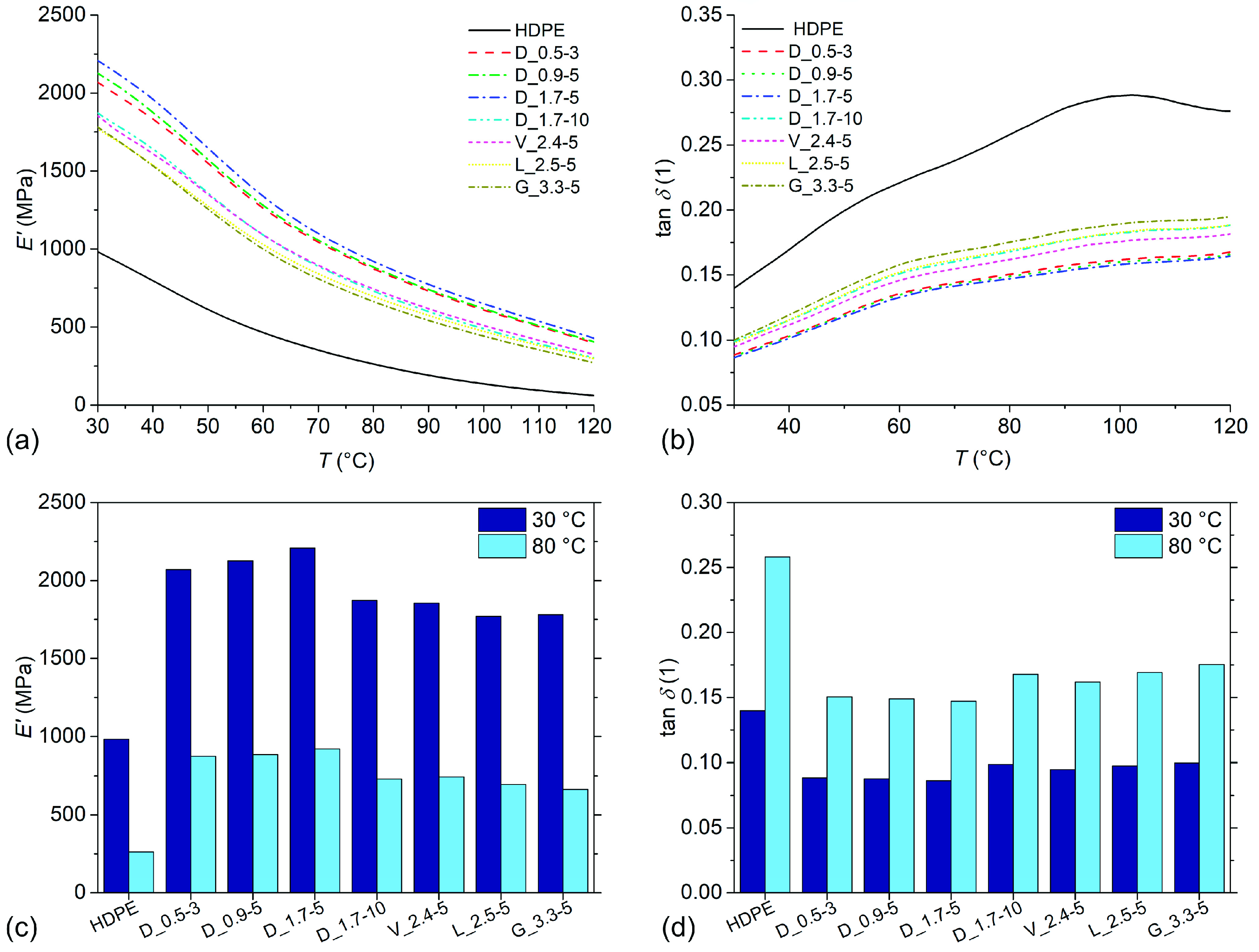
3.6. Dynamic Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2019, 34, 238–284. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Hietala, M.; Oksman, K. Pelletized cellulose fibres used in twin-screw extrusion for biocomposite manufacturing: Fibre breakage and dispersion. Compos. Part A Appl. Sci. Manuf. 2018, 109, 538–545. [Google Scholar] [CrossRef]
- Bari, E.; Sistani, A.; Morrell, J.J.; Pizzi, A.; Akbari, M.R.; Ribera, J. Current Strategies for the Production of Sustainable Biopolymer Composites. Polymers 2021, 13, 2878. [Google Scholar] [CrossRef]
- Sears, K.D.; Jacobson, R.; Caulfield, D.F.; Underwood, J. Reinforcement of Engineering Themoplastics with High Purity Wood Cellulose Fibers. In Proceedings of the Sixth International Conference on Woodfiber-Plastic Composites, Madison, WI, USA, 15–16 May 2001. [Google Scholar]
- Bengtsson, M.; Baillif, M.L.; Oksman, K. Extrusion and mechanical properties of highly filled cellulose fibre-polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1922–1931. [Google Scholar] [CrossRef]
- Le Baillif, M.; Echtermeyer, A. Effect of the preparation of cellulose pellets on the dispersion of cellulose fibers into polypropylene matrix during extrusion. J. Appl. Polym. Sci. 2010, 115, 2794–2805. [Google Scholar] [CrossRef]
- Haag, K.; Padovani, J.; Fita, S.; Trouvé, J.P.; Pineau, C.; Hawkins, S.; De Jong, H.; Deyholos, M.K.; Chabbert, B.; Müssig, J.; et al. Influence of flax fibre variety and year-to-year variability on composite properties. Ind. Crop. Prod. 2017, 98, 1–9. [Google Scholar] [CrossRef]
- Badji, C.; Beigbeder, J.; Garay, H.; Bergeret, A.; Bénézet, J.C.; Desauziers, V. Under glass weathering of hemp fibers reinforced polypropylene biocomposites: Impact of Volatile Organic Compounds emissions on indoor air quality. Polym. Degrad. Stab. 2018, 149, 85–95. [Google Scholar] [CrossRef]
- Woodings, C. Regenerated Cellulose Fibres; Woodhead Publishing Limited: Cambridge, UK, 2001; ISBN 978-1-85573-459-3. [Google Scholar]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the elastic modulus of natural fibre reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1660–1671. [Google Scholar] [CrossRef]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the tensile strength of natural fibre reinforced thermoplastics. Compos. Sci. Technol. 2007, 67, 2454–2466. [Google Scholar] [CrossRef]
- Gigante, V.; Aliotta, L.; Phuong, V.T.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Effects of waviness on fiber-length distribution and interfacial shear strength of natural fibers reinforced composites. Compos. Sci. Technol. 2017, 152, 129–138. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Jaafar, J.; Siregar, J.P.; Mohd Salleh, S.; Mohd Hamdan, M.H.; Cionita, T.; Rihayat, T. Important Considerations in Manufacturing of Natural Fiber Composites: A Review. Int. J. Precis. Eng. Manuf. Technol. 2019, 6, 647–664. [Google Scholar] [CrossRef]
- Gallos, A.; Paës, G.; Allais, F.; Beaugrand, J. Lignocellulosic fibers: A critical review of the extrusion process for enhancement of the properties of natural fiber composites. RSC Adv. 2017, 7, 34638–34654. [Google Scholar] [CrossRef]
- Ho, M.P.; Wang, H.; Lee, J.H.; Ho, C.K.; Lau, K.T.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Meincken, M.; Tyhoda, L. Natural Fibre Modification and Its Influence on Fibre-matrix Interfacial Properties in Biocomposite Materials. Fibers Polym. 2020, 21, 677–689. [Google Scholar] [CrossRef] [Green Version]
- Dhakal, H.N.; Ismail, S.O.; Zhang, Z.; Barber, A.; Welsh, E.; Maigret, J.E.; Beaugrand, J. Development of sustainable biodegradable lignocellulosic hemp fiber/polycaprolactone biocomposites for light weight applications. Compos. Part A Appl. Sci. Manuf. 2018, 113, 350–358. [Google Scholar] [CrossRef]
- Devi, L.U.; Bhagawan, S.S.; Thomas, S. Mechanical properties of pineapple leaf fiber-reinforced polyester composites. J. Appl. Polym. Sci. 1997, 64, 1739–1748. [Google Scholar] [CrossRef]
- Sreekumar, P.A.; Joseph, K.; Unnikrishnan, G.; Thomas, S. A comparative study on mechanical properties of sisal-leaf fibre-reinforced polyester composites prepared by resin transfer and compression moulding techniques. Compos. Sci. Technol. 2007, 67, 453–461. [Google Scholar] [CrossRef]
- Duc, A.L.; Vergnes, B.; Budtova, T. Polypropylene/natural fibres composites: Analysis of fibre dimensions after compounding and observations of fibre rupture by rheo-optics. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1727–1737. [Google Scholar] [CrossRef]
- Deng, S.; Ye, L.; Mai, Y.W. Influence of fibre cross-sectional aspect ratio on mechanical properties of glass fibre/epoxy composites I. Tensile and flexure behaviour. Compos. Sci. Technol. 1999, 59, 1331–1339. [Google Scholar] [CrossRef]
- Deng, S.; Ye, L.; Mai, Y.W. Influence of fibre cross-sectional aspect ratio on mechanical properties of glass-fibre/epoxy composites II. Interlaminar fracture and impact behaviour. Compos. Sci. Technol. 1999, 59, 1725–1734. [Google Scholar] [CrossRef]
- Bond, I.; Hucker, M.; Weaver, P.; Bleay, S.; Haq, S. Mechanical behaviour of circular and triangular glass fibres and their composites. Compos. Sci. Technol. 2002, 62, 1051–1061. [Google Scholar] [CrossRef]
- Wunderlich, B.; Czornyj, G. A Study of Equilibrium Melting of Polyethylene. Macromolecules 1977, 10, 906–913. [Google Scholar] [CrossRef]
- Guo, Y.; Wassgren, C.; Ketterhagen, W.; Hancock, B.; Curtis, J. Discrete element simulation studies of angles of repose and shear flow of wet, flexible fibers. Soft Matter. 2018, 14, 2923–2937. [Google Scholar] [CrossRef]
- Lindström, T.; Wågberg, L.; Larsson, T. On the nature of joint strength in paper—A review of dry and wet strength resins used in paper manufacturing. In Proceedings of the 13th Fundamental Research Symposium, Cambridge, UK, 11–16 September 2005; Volume 32, pp. 457–562. [Google Scholar]
- Piorkowska, E. Crystallization in Polymer Composites and Nanocomposites. In Handbook of Polymer Crystallization; Piorkowska, E., Rutledge, G.C., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 379–398. ISBN 9781118541838. [Google Scholar]
- Zhu, C.; Zhang, Y.; Zhou, X.; Kong, F.; Jiang, G. Influence of the amphiphilic molecule on high-density polyethylene crystallization. J. Therm. Anal. Calorim. 2022, 147, 4151–4164. [Google Scholar] [CrossRef]
- Pöllänen, M.; Suvanto, M.; Pakkanen, T.T. Cellulose reinforced high density polyethylene composites—Morphology, Mechanical and thermal expansion properties. Compos. Sci. Technol. 2013, 76, 21–28. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene: 5. Injection moulded long and short fibre PP. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1641–1652. [Google Scholar] [CrossRef]
- Stachurski, Z.H.; Ward, I.M. Mechanical Relaxations in Polyethylene. J. Macromol. Sci. Part B 1969, 3, 445–494. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Commercial Name | Cross-Section Shape | Linear Density (dtex) | Length (L) (mm) | Diameter/Thickness (µm) | Width (µm) | DEQ (µm) | L/DEQ (1) | Abbreviation of Composite |
|---|---|---|---|---|---|---|---|---|
| Danufil® | Circular | 0.5 | 3 | 6.47 a | / | 6.47 | 464 | D_0.5-3 |
| Danufil® | Circular | 0.9 | 5 | 8.68 a | / | 8.68 | 576 | D_0.9-5 |
| Danufil® | Circular | 1.7 | 5 | 11.93 a | / | 11.93 | 419 | D_1.7-5 |
| Danufil® | Circular | 1.7 | 10 | 11.93 a | / | 11.93 | 838 | D_1.7-10 |
| Viloft® | Rectangular | 2.4 | 5 | 4 b | 40 b | 14.18 | 353 | V_2.4-5 |
| Leonardo® | Rectangular | 2.5 | 5 | 3 b | 60 b | 14.47 | 346 | L_2.5-5 |
| Galaxy® | Trilobal | 3.3 | 5 | 6 b | 14 c | 16.63 | 301 | G_3.3-5 |
| Component | Content (wt.%) |
|---|---|
| HDPE | 63.82 |
| VF | 30.00 |
| HDPE-g-MA | 4.00 |
| Slip agent | 1.80 |
| Antioxidant | 0.38 |
| Zone | Die | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 165 | 165 | 160 | 160 | 165 | 165 | 160 | 155 | 145 | 140 | 135 |
| Processing Parameter | Values and Units |
|---|---|
| Barrel temperature—hopper to nozzle | 145 °C, 150 °C, 155 °C, 160 °C, 160 °C |
| Injection velocity profile | 50 mm/s, 5 mm/s last 3 mm |
| Switch-over point | 6.5 mm |
| Packing pressure profile | 70 MPa (1 s), 120 MPa (10 s), 30 MPa (2 s) |
| Metering stroke | 20 mm |
| Decompression | 5 mm |
| Screw angular velocity | 175 min−1 |
| Backpressure | 19.5 MPa |
| Mould temperature | 45 °C |
| Rest cooling time | 9 s |
| Sample | Tc,onset (°C) | Tc (°C) | Tc,width (K) | ΔHc (J/g) | Tm (°C) | Tm,width (K) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|---|---|---|
| HDPE | 118.0 | 115.4 | 7.7 | 177.5 | 131.0 | 9.3 | 177.5 | 60.6 |
| D_0.5-3 | 118.9 | 112.4 | 11.8 | 125.4 | 134.8 | 11.5 | 125.4 | 63.1 |
| D_0.9-5 | 118.7 | 113.1 | 10.9 | 121.7 | 133.8 | 11.4 | 121.7 | 61.3 |
| D_1.7-5 | 118.7 | 113.4 | 10.5 | 120.7 | 133.7 | 10.8 | 120.7 | 60.7 |
| D_1.7-10 | 118.7 | 112.3 | 12.1 | 122.2 | 135.1 | 11.2 | 122.2 | 61.5 |
| V_2.4-5 | 118.3 | 111.2 | 12.7 | 121.0 | 135.6 | 12.0 | 121.0 | 60.9 |
| L_2.5-5 | 119.1 | 114.3 | 10.1 | 123.9 | 132.5 | 10.7 | 123.9 | 62.4 |
| G_3.3-5 | 118.6 | 113.9 | 9.7 | 123.0 | 132.4 | 10.5 | 123.0 | 61.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slapnik, J.; Kraft, G.; Wilhelm, T.; Hribernik, M.; Švab, I.; Lucyshyn, T.; Pinter, G. Influence of Viscose Fibre Geometry on the Structure–Property Relationships of High-Density Polyethylene Composites. Polymers 2022, 14, 4389. https://doi.org/10.3390/polym14204389
Slapnik J, Kraft G, Wilhelm T, Hribernik M, Švab I, Lucyshyn T, Pinter G. Influence of Viscose Fibre Geometry on the Structure–Property Relationships of High-Density Polyethylene Composites. Polymers. 2022; 14(20):4389. https://doi.org/10.3390/polym14204389
Chicago/Turabian StyleSlapnik, Janez, Gregor Kraft, Thomas Wilhelm, Marcel Hribernik, Iztok Švab, Thomas Lucyshyn, and Gerald Pinter. 2022. "Influence of Viscose Fibre Geometry on the Structure–Property Relationships of High-Density Polyethylene Composites" Polymers 14, no. 20: 4389. https://doi.org/10.3390/polym14204389