
Infill Strategy in 3D Printed PLA Carbon Composites: Effect on Tensile Performance

Abstract
:1. Introduction
2. Experimental Layout
3. Modelling Technique
4. Results and Discussion
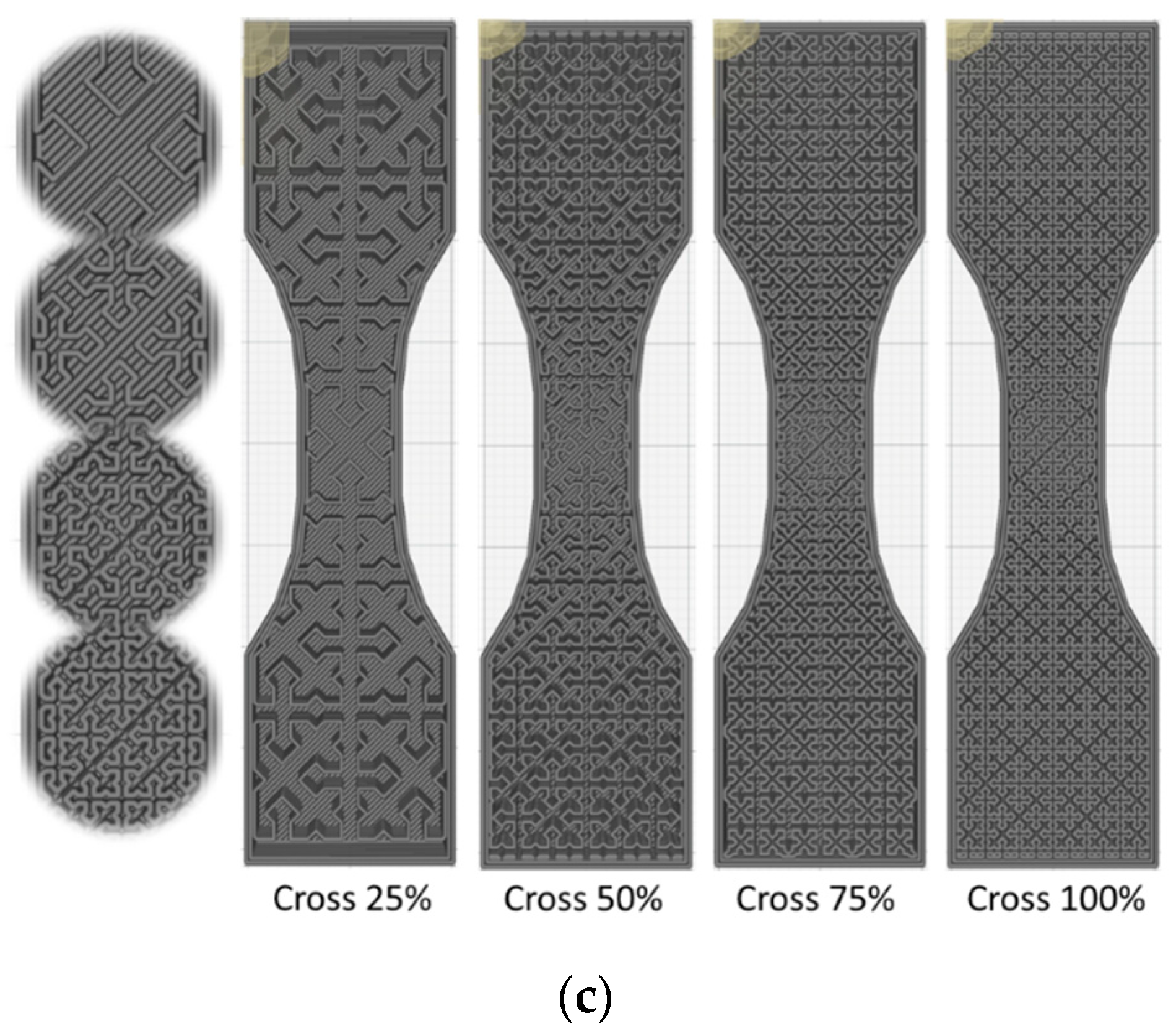
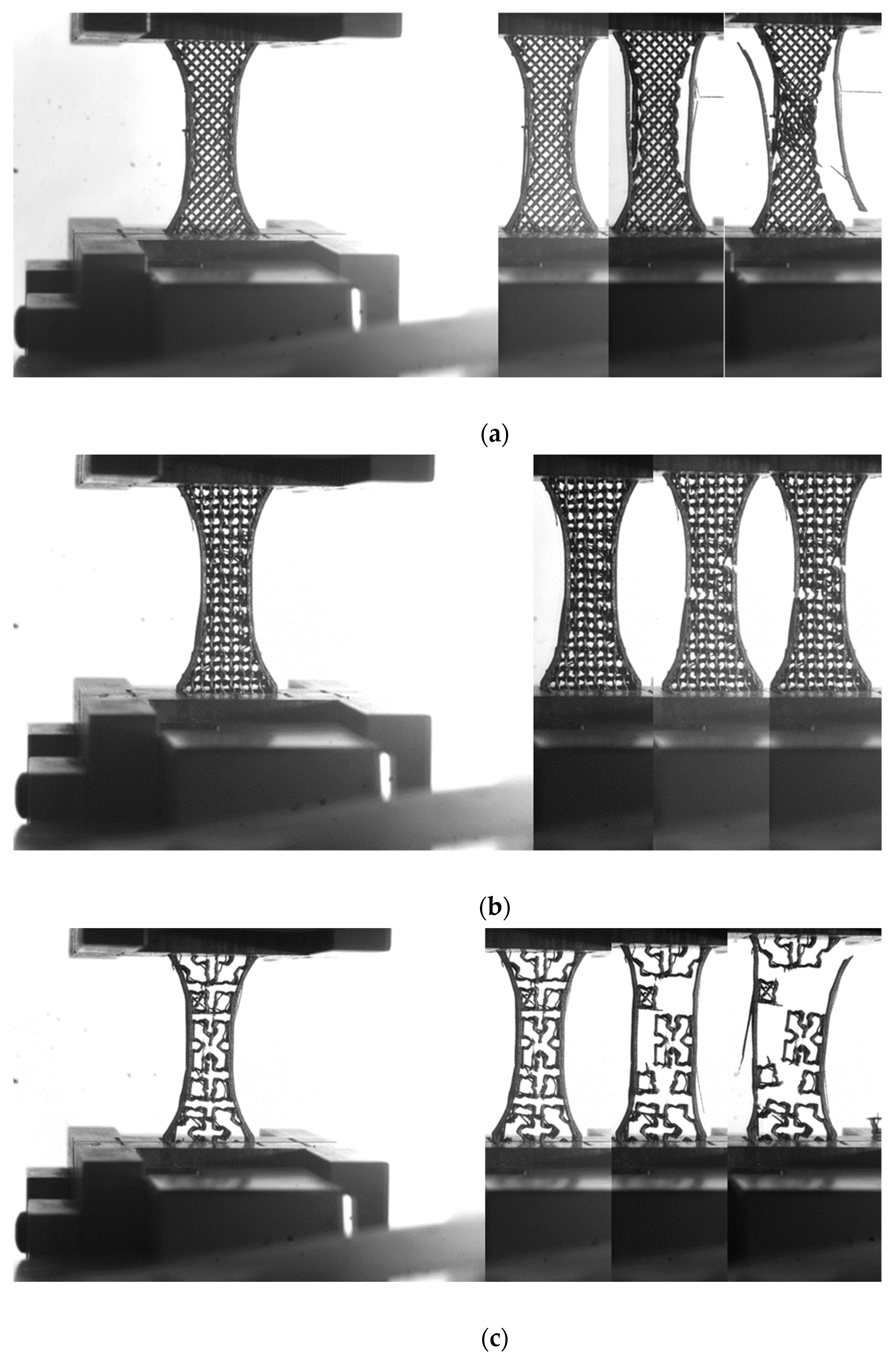
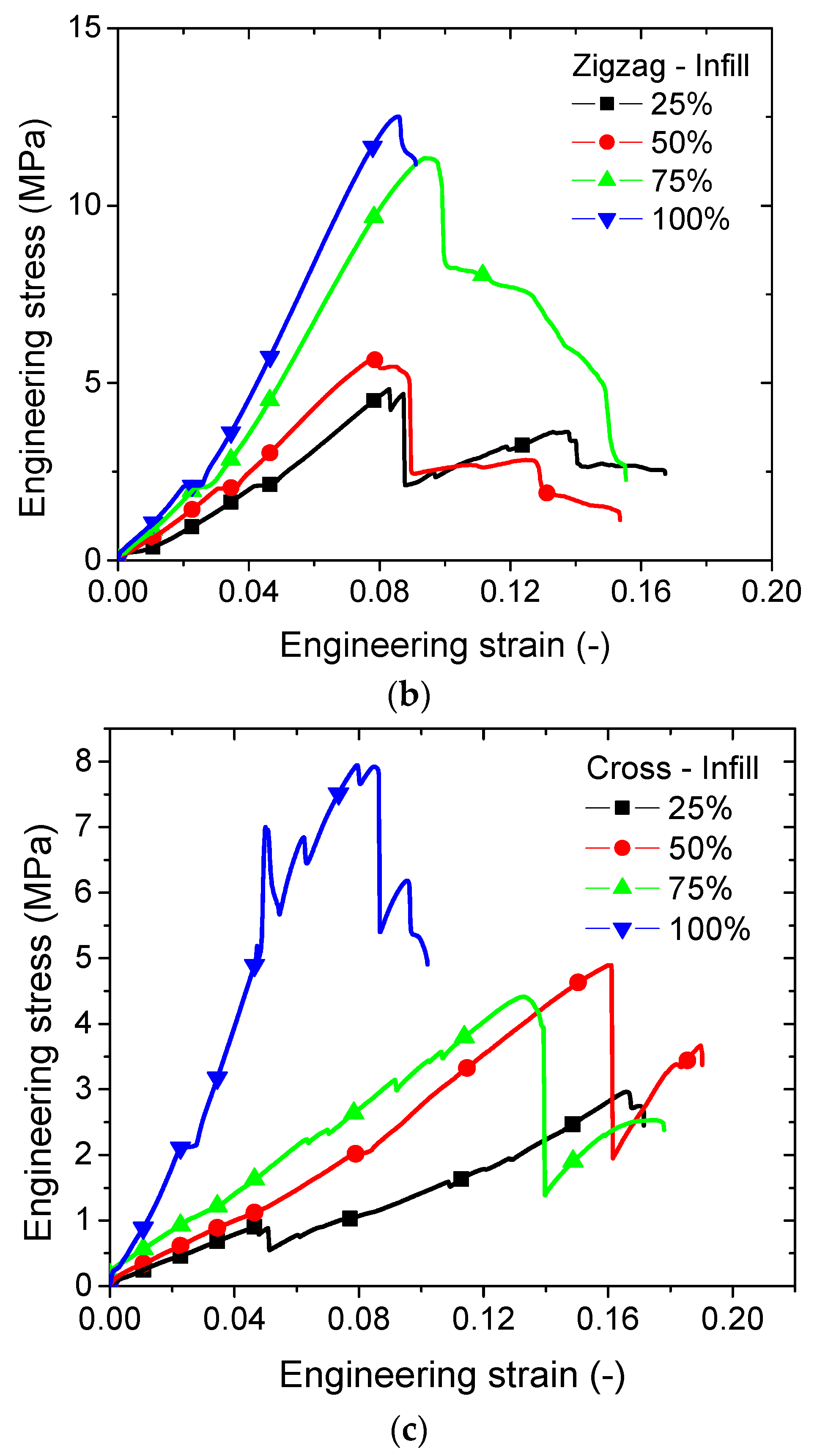
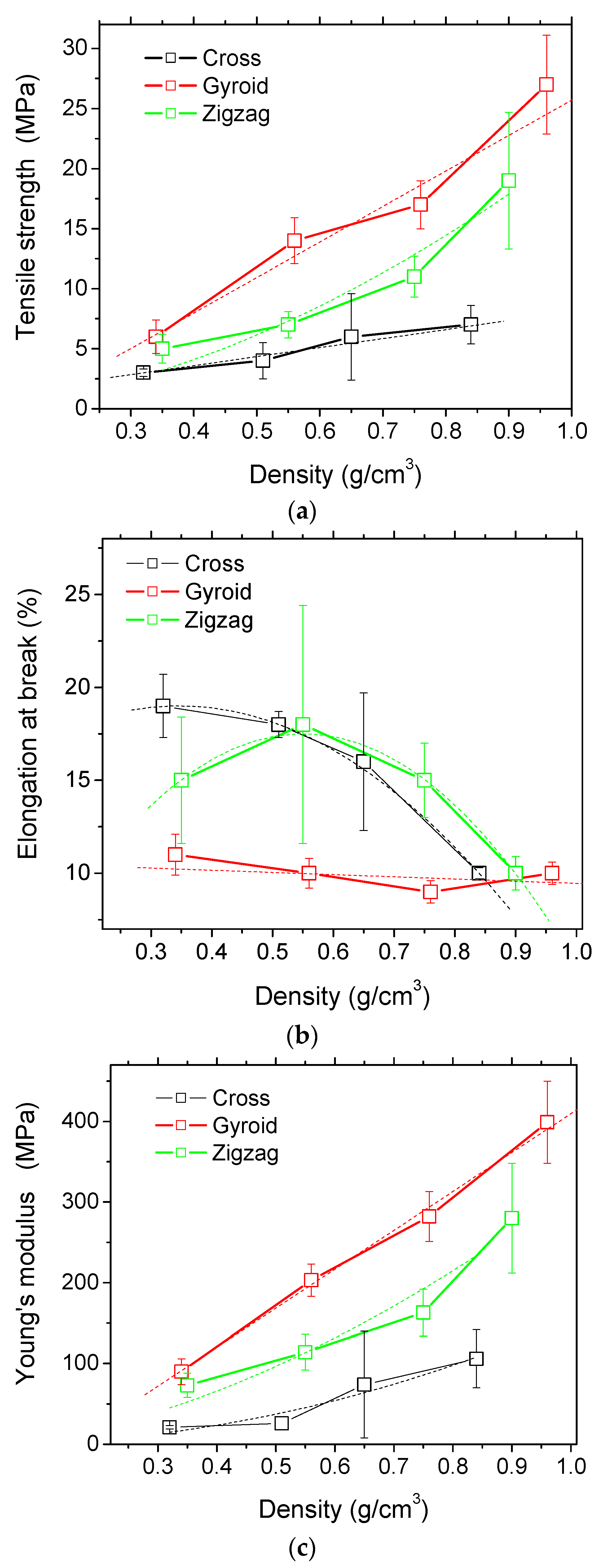
4.1. Experimental Evidence
4.2. Finite Element Predictions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Beaman, J.; Bourell, D.L.; Seepersad, C.; Kovar, D. Additive Manufacturing Review—Early Past to Current Practice. J. Manuf. Sci. Eng. 2020, 142, 1–50. [Google Scholar] [CrossRef]
- Hasanov, S.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Huseynov, O.; Fidan, I.; Alifui-Segbaya, F.; Rennie, A. Review on Additive Manufacturing of Multi-Material Parts: Progress and Challenges. J. Manuf. Mater. Process. 2021, 6, 4. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- El Magri, A.; Bencaid, S.E.; Vanaei, H.R.; Vaudreuil, S. Effects of Laser Power and Hatch Orientation on Final Properties of PA12 Parts Produced by Selective Laser Sintering. Polymers 2022, 14, 3674. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Ye, D.; Zou, J.; Chen, X.; Wang, Y.; Yuan, J.; Liang, H.; Qu, H.; Binner, J.; Bai, J. A review on additive manufacturing of ceramic matrix composites. J. Mater. Sci. Technol. 2022, in press. [Google Scholar] [CrossRef]
- Lizzul, L.; Sorgato, M.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Influence of additive manufacturing-induced anisotropy on tool wear in end milling of Ti6Al4V. Tribol. Int. 2020, 146, 106200. [Google Scholar] [CrossRef]
- Tao, Y.; Kong, F.; Li, Z.; Zhang, J.; Zhao, X.; Yin, Q.; Xing, D.; Li, P. A review on voids of 3D printed parts by fused filament fabrication. J. Mater. Res. Technol. 2021, 15, 4860–4879. [Google Scholar] [CrossRef]
- Lee, J.; Lee, H.; Cheon, K.H.; Park, C.; Jang, T.S.; Kim, H.E.; Jung, H.D. Fabrication of poly(lactic acid)/Ti composite scaffolds with enhanced mechanical properties and biocompatibility via fused filament fabrication (FFF)–based 3D printing. Addit. Manuf. 2019, 30, 100883. [Google Scholar] [CrossRef]
- Valvez, S.; dos Santos, P.S.P.; Parente, J.; Silva, M.; Reis, P. 3D printed continuous carbon fiber reinforced PLA composites: A short review. Procedia Struct. Integr. 2020, 25, 394–399. [Google Scholar] [CrossRef]
- Raju, R.; Manikandan, N.; Binoj, J.; Palanisamy, D.; Arulkirubakaran, D.; Thejasree, P.; Kalyan, A.P.; Reddy, G.S. Optimization and performance evaluation of PLA polymer material in situ carbon particles on structural properties. Mater. Today Proc. 2021, 39, 223–229. [Google Scholar] [CrossRef]
- Aup-Ngoen, K.; Noipitak, M. Effect of carbon-rich biochar on mechanical properties of PLA-biochar composites. Sustain. Chem. Pharm. 2020, 15, 100204. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Yang, L.; Li, S.; Zhou, X.; Liu, J.; Li, Y.; Yang, M.; Yuan, Q.; Zhang, W. Effects of carbon nanotube on the thermal, mechanical, and electrical properties of PLA/CNT printed parts in the FDM process. Synth. Met. 2019, 253, 122–130. [Google Scholar] [CrossRef]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3741–3751. [Google Scholar] [CrossRef]
- Provaggi, E.; Capelli, C.; Rahmani, B.; Burriesci, G.; Kalaskar, D.M. 3D printing assisted finite element analysis for optimising the manufacturing parameters of a lumbar fusion cage. Mater. Des. 2018, 163, 107540. [Google Scholar] [CrossRef]
- Jin, Y.; He, Y.; Fu, G.; Zhang, A.; Du, J. A non-retraction path planning approach for extrusion-based additive manufacturing. Robot. Comput. Manuf. 2017, 48, 132–144. [Google Scholar] [CrossRef]
- Steuben, J.C.; Iliopoulos, A.P.; Michopoulos, J.G. Implicit Slicing for Functionally Tailored Additive Manufacturing. Comput.-Aided Des. 2016, 77, 107–119. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Understanding the microstructural role of bio-sourced 3D printed structures on the tensile performance. Polym. Test. 2019, 77, 105924. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Effect of printing temperature on microstructure, thermal behavior and tensile properties of 3D printed nylon using fused deposition modeling. J. Appl. Polym. Sci. 2020, 138, 50162. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pattern | Infill (%) | Density (g/cm3) | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (MPa) |
|---|---|---|---|---|---|
| Gyroid | 25 | 0.34 ± 0.03 | 6 ± 1.4 | 11 ± 1.1 | 90 ± 16 |
| 50 | 0.56 ± 0.04 | 14 ± 1.9 | 10 ± 0.8 | 203 ± 20 | |
| 75 | 0.76 ± 0.06 | 17 ± 2.0 | 9 ± 0.6 | 282 ± 31 | |
| 100 | 0.96 ± 0.07 | 27 ± 4.1 | 10 ± 0.6 | 399 ± 51 | |
| Zigzag | 25 | 0.35 ± 0.03 | 5 ± 1.2 | 15 ± 3.4 | 73 ± 15 |
| 50 | 0.55 ± 0.05 | 7 ± 1.1 | 18 ± 6.4 | 114 ± 22 | |
| 75 | 0.75 ± 0.07 | 11 ± 1.7 | 15 ± 2.0 | 163 ± 29 | |
| 100 | 0.90 ± 0.09 | 19 ± 0.3 | 10 ± 0.9 | 280 ± 68 | |
| Cross | 25 | 0.32 ± 0.04 | 3 ± 0.5 | 25 ± 1.7 | 21 ± 2 |
| 50 | 0.51 ± 0.05 | 4 ± 1.5 | 18 ± 0.7 | 26 ± 8 | |
| 75 | 0.65 ± 0.06 | 6 ± 3.6 | 16 ± 3.7 | 74 ± 66 | |
| 100 | 0.84 ± 0.07 | 7 ± 1.6 | 10 ± 0.3 | 106 ± 36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guessasma, S.; Belhabib, S. Infill Strategy in 3D Printed PLA Carbon Composites: Effect on Tensile Performance. Polymers 2022, 14, 4221. https://doi.org/10.3390/polym14194221
Guessasma S, Belhabib S. Infill Strategy in 3D Printed PLA Carbon Composites: Effect on Tensile Performance. Polymers. 2022; 14(19):4221. https://doi.org/10.3390/polym14194221
Chicago/Turabian StyleGuessasma, Sofiane, and Sofiane Belhabib. 2022. "Infill Strategy in 3D Printed PLA Carbon Composites: Effect on Tensile Performance" Polymers 14, no. 19: 4221. https://doi.org/10.3390/polym14194221