

Chemical and Enzymatic Fiber Modification to Enhance the Mechanical Properties of CMC Composite Films

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Plant Fiber Separation
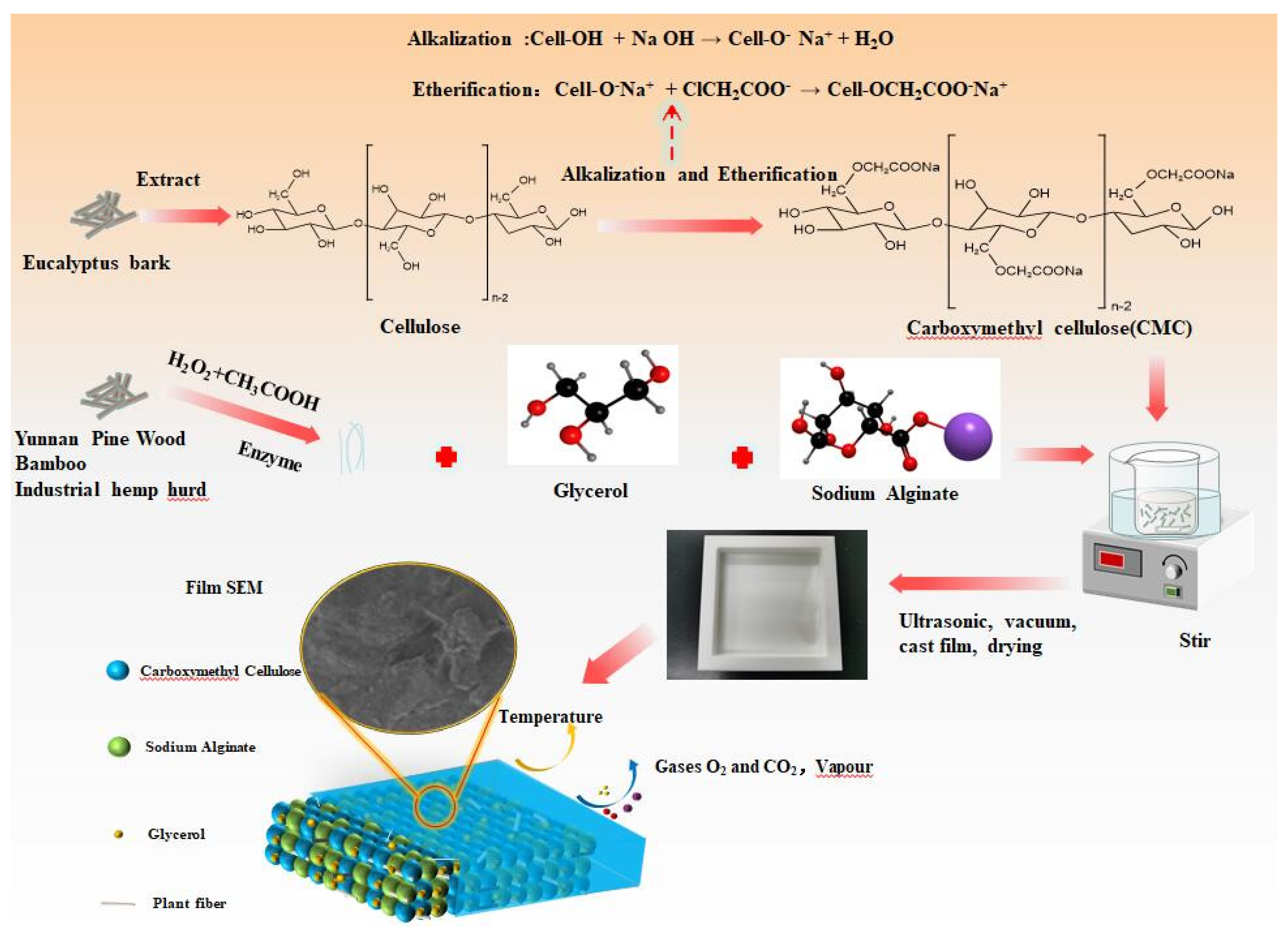
2.3. Preparation of Cellulose, CMC, and CMC Composite Films
2.4. Fiber and Composite Film Characterization
2.5. Statistical Analysis
3. Results and Discussion
3.1. Chemical Composition
3.2. Effects of Different Pretreatment Methods on Fiber Yield and Dimensions
3.3. CMC Characterization
3.4. Effects of Fiber Treatment Method and Addition of Composite Film Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Li, W.; Zhao, X.; Ji, Y.; Jia, J.; Zhao, W. Progresses in preparation and production technology for carboxymethylcellulose. China Pet. Process. Petrochem. Technol. 2013, 42, 693–702. [Google Scholar]
- Zhang, Y.; Huang, R.; Yu, J.; Jiang, X. Facile fabrication of sodium carboxymethyl cellulose/reduced graphene oxide composite hydrogel and its application for Pb(II) removal. Micro Nano Lett. 2021, 16, 30–38. [Google Scholar] [CrossRef]
- Kawasaki, T.; Nakaji-Hirabayashi, T.; Masuyama, K. Complex film of chitosan and carboxymethyl cellulose nanofibers. Colloids Surf. B 2016, 139, 95–99. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yao, Y.; Sun, Z.; Li, X.; Tang, Z.; Li, X. Effects of Raw Material Source on the Properties of CMC Composite Films. Polymers 2021, 14, 32. [Google Scholar] [CrossRef]
- Zhao, X.; Clifford, A.; Poon, R. Carboxymethyl cellulose and composite films prepared by electrophoretic deposition and liquid-liquid particle extraction. Colloid Polym. Sci. 2018, 296, 927–934. [Google Scholar] [CrossRef]
- Yao, Y.; Sun, Z.; Li, X.; Tang, Z.; Li, X. Research status of carboxymethyl cellulose composite film. Packag. Eng. (Chongqing, China) Pao Chuang Kung Ch’eng 2021, 9, 1–10. [Google Scholar]
- Nguyen-Sy, T.; Tran-Le, A.D.; Nguyen-Thoi, T.; Langlet, T. A multi-scale homogenization approach for the effective thermal conductivity of dry lime–hemp concrete. J. Build. Perform. Simul. 2018, 11, 179–189. [Google Scholar] [CrossRef]
- Casaburi, A.; Rojo, Ú.M.; Cerrutti, P. Carboxymethyl cellulose with tailored degree of substitution obtained from bacterial cellulose. Food Hydrocoll. 2018, 75, 147–156. [Google Scholar] [CrossRef]
- Rahman, M.; Hasan, M.; Nitai, A.S. Recent developments of carboxymethyl cellulose. Polymers 2021, 13, 1345. [Google Scholar] [CrossRef]
- Yadav, K.R.; Sharma, R.K.; Kothari, R.M. Bioconversion of eucalyptus bark waste into soil conditioner. Bioresour. Technol. 2002, 81, 163–165. [Google Scholar] [CrossRef]
- Tavares, K.M.; de Campos, A.; Luchesi, B.R. Effect of carboxymethyl cellulose concentration on mechanical and water vapor barrier properties of corn starch films. Carbohydr. Polym. 2020, 246, 116521. [Google Scholar] [CrossRef]
- Lan, W.; He, L.; Liu, Y. Preparation and properties of sodium carboxymethyl cellulose/sodium alginate/chitosan composite film. Coatings 2018, 8, 291. [Google Scholar] [CrossRef]
- Hazirah, M.N.; Isa, M.I.N.; Sarbon, N.M. Effect of xanthan gum on the physical and mechanical properties of gelatin-carboxymethyl cellulose film blends. Food Packag. Shelf Life 2016, 9, 55–63. [Google Scholar] [CrossRef]
- Bakry, N.F.; Isa, M.I.N.; Sarbon, N.M. Effect of sorbitol at different concentrations on the functional properties of gelatin/carboxymethyl cellulose (CMC)/chitosan composite films. Int. Food Res. J. 2017, 24, 1753–1762. [Google Scholar]
- Tong, Q.; Xiao, Q.; Lim, L.T. Effects of glycerol, sorbitol, xylitol and fructose plasticisers on mechanical and moisture barrier properties of pullulan–alginate–carboxymethylcellulose blend films. Int. J. Food Sci. Technol. 2013, 48, 870–878. [Google Scholar] [CrossRef]
- de Melo Fiori, A.P.S.; Camani, P.H.; dos Santos Rosa, D. Combined effects of clay minerals and polyethylene glycol in the mechanical and water barrier properties of carboxymethylcellulose films. Ind. Crops Prod. 2019, 140, 111644. [Google Scholar] [CrossRef]
- Guo, G.; Xiang, A.; Tian, H. Thermal and mechanical properties of eco-friendly poly (vinyl alcohol) films with surface treated bagasse fibers. J. Polym. Environ. 2018, 26, 3949–3956. [Google Scholar] [CrossRef]
- Zong, Q.; Hong, J.; Min, W.; Zhi, G.; Miao, Z. Effect of wheat bran fiber on the behaviors of maize starch based films. Starch-Stärke 2020, 72, 1900319. [Google Scholar]
- Carvalho, G.R.; Marques, G.S.; Matos Jorge, L.M. Cassava bagasse as a reinforcement agent in the polymeric blend of biodegradable films. J. Appl. Polym. Sci. 2019, 136, 47224. [Google Scholar] [CrossRef]
- Kumar, K.P.; Sekaran, A.S.J. Some natural fibers used in polymer composites and their extraction processes: A review. J. Reinf. Plast. Compos. 2014, 33, 1879–1892. [Google Scholar] [CrossRef]
- Hong, C.; Ge, W.; Hai-Tao, C. Properties of single bamboo fibers isolated by different chemical methods. Wood Fiber Sci. 2011, 43, 111–120. [Google Scholar]
- Tang, Z.; Yang, M.; Qiang, M. Preparation of cellulose nanoparticles from foliage by bio-enzyme methods. Materials 2021, 14, 4557. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Qiang, M.; Yang, M. Combining Fiber Enzymatic Pretreatments and Coupling Agents to Improve Physical and Mechanical Properties of Hemp Hurd/Wood/Polypropylene Composite. Materials 2021, 14, 6384. [Google Scholar] [CrossRef]
- Lynd, L.R.; Weimer, P.J.; Van, W.H. Microbial cellu-lose utilization: Fundamentals and biotechnology. Microbiol. Mol. Biol. Rev. 2002, 66, 506–577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ibarra, D.; Monte, M.C.; Blanco, A. Enzymatic deinking of secondary fibers: Cellulases/hemicellulases versus lac-case-mediator system. J. Ind. Microbiol. Biotechnol. 2012, 39, 1–9. [Google Scholar] [CrossRef]
- Periera, H.; Miranda, I. The chemical composition of wood and bark of fast-grown Eucalyptus globulus L. trees during the first 3 years. In Proceedings of the 6th International Conference on Biomass for Energy, Industry and Environment, Athens, Greece, 22–26 April 1991. [Google Scholar]
- Fu, J.; Nyanhongo, G.; Silva, C. Bamboo fibre processing: Insights into hemicellulase and cellulase substrate accessibility. Biocatal. Biotransform. 2012, 30, 27–37. [Google Scholar] [CrossRef] [Green Version]
- Wang, W. Preparation of carboxymethyl cellulose from straw of crop. Tianjin Huagong 2004, 18, 10–12. [Google Scholar]
- Dai, X.; Xue, Y.; Peng, W.; Liu, Z.; Ren, H. Synthesis and characterization of carboxymethylated cellulose from straw and reed. Guangzhou Chem. Ind. Technol. 2014, 42, 36–39. [Google Scholar]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues-wheat straw and soy hulls. Bioresour. Technol. 2008, 199, 1664–1671. [Google Scholar] [CrossRef]
- Lu, Q.; Lin, W.; Tang, L.; Wang, S.; Chen, X. A mechanochemical approach to manufacturing bamboo cellulose nanocrystals. J. Mater. Sci. 2015, 50, 611–619. [Google Scholar] [CrossRef]
- Park, S.; Lee, S.; Kim, S. The use of a nanocellulose reinforced polyacrylonitrile precursor for the production of carbon fibers. J. Mater. Sci. 2013, 48, 6952–6959. [Google Scholar] [CrossRef]
- Troedec, M.; Sedan, D.; Peyratout, C.; Bonnet, J.; Smith, A. Influence of various chemical treatments on the composition and structure of hemp fibres. Compos. Part A 2008, 39, 514–522. [Google Scholar] [CrossRef]
- Garside, P.; Wyeth, P. Identification of cellulosic fibres by FTIR spectroscopy: Thread and single fibre analysis by attenuated total reflectance. Stud. Conserv. 2003, 48, 269–275. [Google Scholar] [CrossRef] [Green Version]
- Mihranyan, A.; Esmaeili, M.; Razaq, A.; Alexeichik, D. Influence of the nanocellulose raw material characteristics on the electrochemical and mechanical properties of conductive paper electrodes. J. Mater. Sci. 2011, 47, 4463–4472. [Google Scholar] [CrossRef]
- Kuo, C.H.; Lee, C. Enhancement of enzymatic saccharification of cellulose by cellulose dissolution pretreatments. Carbohydr. Polym. 2009, 77, 41–46. [Google Scholar] [CrossRef]
- Adsul, M.; Soni, S.; Bhargava, S. Facile approach for the dispersion of regenerated cellulose in aqueous system in the form of nanoparticles. Biomacromolecules 2012, 13, 2890–2895. [Google Scholar] [CrossRef]
- Schooneveld-Bergmans, M.; Beldman, G.; Voragen, A. Structural features of (glucurono) arabinoxylans extracted from wheat bran by barium hydroxide. J. Cereal Sci. 1999, 29, 63–75. [Google Scholar] [CrossRef]
- Besbes, I.; Vilar, M.; Boufi, S. Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: Effect of the carboxyl content. Carbohydr. Polym. 2011, 84, 975–983. [Google Scholar] [CrossRef]
- Liu, H.; Liu, D.; Yao, F.; Wu, Q. Fabrication and properties of transparent polymethylmethacrylate/cellulose nanocrystals composites. Bioresour. Technol. 2010, 101, 5685–5692. [Google Scholar] [CrossRef]
- Peter, Z. Order in cellulosics: Historical review of crystal structure research on cellulose. Bioresour. Technol. 2021, 254, 117417. [Google Scholar] [CrossRef]
- Lu, Q.L.; Wu, J.; Li, Y.; Huang, B. Isolation of thermostable cellulose II nanocrystals and their molecular bridging for electroresponsive and pH-sensitive bio-nanocomposite. Ind. Crops Prod. 2021, 173, 114127. [Google Scholar] [CrossRef]
- Jawad, Y.M.; Al-Kadhemy, M.F.H.; Salman, J.A.S. Synthesis, Structural and Optical Properties of CMC/MgO Nanocomposites. Mater. Sci. Forum. 2021, 1039, 104–114. [Google Scholar] [CrossRef]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Oun, A.; Rhim, J. Preparation and characterization of sodium carboxymethyl cellulose/cotton linter cellulose nanofibril composite films. Carbohydr. Polym. 2015, 127, 101–109. [Google Scholar] [CrossRef]
- Badry, R.; Ezzat, H.A.; El-Khodary, S.; Morsy, M.; Elhaes, H.; Nada, N.; Ibrahim, M. Spectroscopic and thermal analyses for the effect of acetic acid on the plasticized sodium carboxymethyl cellulose. J. Mol. Struct. 2021, 1224, 129013. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compound | Eucalyptus Bark | Yunnan Pine Wood | Bamboo Culms | Industrial Hemp Hurd |
|---|---|---|---|---|
| Phenyl alcohol extract (%) | 2.63 (0.31) | 4.79 (0.47) | 2.09 (0.53) | 3.83 (0.29) |
| Holo-cellulose (%) | 71.5 (0.16) | 62.5 (0.15) | 76.0 (0.05) | 75.5 (0.15) |
| Celluloses (%) | 44.9 (0.20) | 42.9 (0.06) | 55.9 (0.16) | 54.6 (0.19) |
| Hemicellulose (%) | 26.6 (0.12) | 19.5 (0.08) | 20.1 (0.06) | 20.9 (0.25) |
| Lignin (%) | 27.2 (0.05) | 32.4 (0.09) | 25.2 (0.31) | 21.1 (0.06) |
| Material | Degree of Fiber Separation (%) and Total Treatment Time (h) a | |||||||
|---|---|---|---|---|---|---|---|---|
| Chemical | Distilled Water | Pectinase | Pectinase and Hemicellulase | |||||
| Fiber Yield (%) | Total Time (h) | Fiber Yield (%) | Total Time (h) | Fiber Yield (%) | Total Time (h) | Fiber Yield (%) | Total Time (h) | |
| Yunnan pine wood | 100 | 10.0 | 10–20 | 12.0 | 90–95 | 8.0 | 90–95 | 8.5 |
| Bamboo culms | 100 | 10.0 | <5 | 12.0 | 90–95 | 6.0 | 90–95 | 5.5 |
| Industrial hemp hurd | 100 | 10.0 | <5 | 12.0 | 90–95 | 8.0 | 90–95 | 8.5 |
| Material | Pretreatment Method | Fiber Length (μm) | Fiber Width (μm) | Lumen Width (μm) | Cell Wall Thickness (μm) | Length:Width | Wall Thickness:Lumen Width |
|---|---|---|---|---|---|---|---|
| Yunnan pine wood | Chemical | 938.6 (463.6–2118.4) | 35.4 (20.4–58.5) | 20.6 (9.80–48.0) | 8.38 (3.61–13.2) | 27.4 (13.1–60.4) | 0.46 (0.10–0.79) |
| Pectinase | 667.6 (312.7–1537.3) | 31.7 (16.7–57.6) | 23.6 (9.25–35.4) | 12.3 (6.08–23.7) | 22.0 (9.94–48.1) | 0.57 (0.19–1.06) | |
| Pectinase + Hemicellulase | 741.9 (398.5–1507.1) | 35.8 (21.1–53.0) | 19.6 (9.10–32.0) | 9.64 (4.77–17.4) | 21.3 (10.3–45.8) | 0.53 (0.18–1.15) | |
| Bamboo culms | Chemical | 1096.2 (357.7–2104.1) | 18.4 (5.76–40.2) | 10.9 (2.77–29.5) | 4.13 (1.17–9.11) | 69.4 (13.1–195.8) | 0.44 (0.09–0.97) |
| Pectinase | 984.6 (344.7–2090.7) | 18.5 (9.22–34.4) | 9.79 (2.88–22.6) | 5.26 (2.17–12.6) | 60.0 (19.3–177.4) | 0.63 (0.16–1.43) | |
| Pectinase + Hemicellulase | 590.9 (293.9–1657.2) | 18.8 (7.07–49.1) | 10.1 (2.53–37.0) | 4.96 (2.03–13.3) | 36.7 (9.63–81.9) | 0.62 (0.20–1.26) | |
| Industrial hemp hurd | Chemical | 1139.1 (537.3–1963.4) | 30.4 (14.2–47.3) | 21.6 (5.45–40.4) | 3.99 (0.98–11.0) | 38.0 (15.9–62.8) | 0.19 (0.05–0.56) |
| Pectinase | 514.7 (243.4–797.1) | 36.0 (16.6–54.1) | 24.9 (7.97–50.9) | 4.71 (0.31–11.9) | 15.2 (6.85–22.4) | 0.21 (0.02–0.53) | |
| Pectinase + Hemicellulase | 513.1 (257.7–968.6) | 35.5 (13.6–60.5) | 21.7 (7.61–45.4) | 4.64 (0.17–13.0) | 15.2 (7.68–28.4) | 0.28 (0.08–0.62) |
| Materials | Relative Crystallinity (%) | ||
|---|---|---|---|
| Yunnan Pine Wood | Bamboo Culms | Industrial Hemp Hurd | |
| Chemical treatment | 55.1 | 53.5 | 55.8 |
| Distilled water treatment | 45.1 | 53.5 | 51.7 |
| Pectinase treatment | 47.1 | 56.0 | 54.5 |
| Pectinase + hemicellulase treatment | 53.9 | 50.6 | 51.7 |
| Raw material | 38.8 | 49.1 | 47.4 |
| Material | Pretreatment Method | Plant Fiber (g) | Tensile Strength (MPa) | Elongation at Break (%) | Opacity (A/mm) | Water Vapor Transmission Coefficient (Pv) [g·cm/(cm2·s·Pa)] |
|---|---|---|---|---|---|---|
| Control | 0 | 26.2 (0.56) B | 7.35 (0.62) A | 7.55 (0.56) A | 0.20 (0.02) AB | |
| Yunnan pinewood | Chemical | 0.1 | 18.2 (3.68) BC | 2.87 (1.23) BCD | 8.06 (1.14) A | 0.23 (0.03) AB |
| 0.3 | 15.0 (5.89) BC | 1.29 (0.27) CD | 8.17 (0.31) A | - | ||
| 0.5 | 11.4 (3.13) BC | 1.32 (0.22) CD | 7.63 (0.28) AB | - | ||
| Pectinase | 0.1 | 14.4 (3.13) BC | 0.77 (0.34) CD | 6.51 (0.46) AB | - | |
| 0.3 | 36.6 (8.51) AB | 1.11 (0.15) CD | 7.14 (0.49) AB | - | ||
| 0.5 | 38.9 (6.53) AB | 0.96 (0.10) CD | 7.18 (0.79) AB | 0.24 (0.01) B | ||
| Pectinase + Hemicellulase | 0.1 | 25.0 (3.71) BC | 1.06 (0.29) CD | 7.30 (0.44) AB | - | |
| 0.3 | 25.5 (0.47) BC | 1.62 (0.03) CD | 7.51 (0.76) AB | - | ||
| 0.5 | 37.4 (4.09) A | 1.30 (0.30) CD | 6.75 (0.35) AB | 0.20 (0.03) BC | ||
| Bamboo culms | Chemical | 0.1 | 26.8 (3.89) B | 4.32 (0.41) B | 8.02 (1.02) AB | - |
| 0.3 | 28.1 (2.50) AB | 2.22 (0.38) CD | 6.82 (0.97) AB | 0.16 (0.03) AB | ||
| 0.5 | 23.6 (4.62) BC | 2.23 (0.55) CD | 7.80 (1.51) AB | - | ||
| Pectinase | 0.1 | 23.3 (5.08) BC | 1.13 (0.48) CD | 6.78 (0.36) AB | - | |
| 0.3 | 36.6 (5.14) AB | 1.64 (0.37) CD | 7.50 (0.41) AB | - | ||
| 0.5 | 45.8 (0.41) A | 1.34 (0.02) CD | 7.47 (0.22) AB | 0.31 (0.02) A | ||
| Pectinase + Hemicellulase | 0.1 | 25.3 (4.99) B | 2.01 (0.64) CD | 8.11 (0.65) A | - | |
| 0.3 | 29.1 (6.39) AB | 3.68 (0.53) BC | 7.97 (1.07) A | - | ||
| 0.5 | 38.0 (4.66) AB | 2.95 (0.61) BC | 6.63 (0.34) AB | 0.20 (0.02) C | ||
| Industrial hemp hurd | Chemical | 0.1 | 26.4 (4.30) B | 3.18 (0.95) BC | 7.64 (0.03) AB | - |
| 0.3 | 32.9 (4.93) AB | 1.09 (0.23) CD | 7.60 (0.67) AB | - | ||
| 0.5 | 35.9 (7.18) AB | 1.61 (0.28) CD | 6.09 (2.10) AB | 0.25 (0.03) B | ||
| Pectinase | 0.1 | 21.0 (2.40) BC | 1.71 (0.30) CD | 8.55 (0.65) A | - | |
| 0.3 | 27.2 (8.86) AB | 1.58 (0.34) CD | 7.67 (0.21) AB | - | ||
| 0.5 | 41.3 (3.25) A | 1.76 (0.28) CD | 7.73 (0.72) AB | 0.24 (0.01) BC | ||
| Pectinase + Hemicellulase | 0.1 | 23.6 (0.69) BC | 3.84 (1.48) BC | 7.57 (0.49) AB | - | |
| 0.3 | 38.9 (4.69) AB | 4.27 (0.35) B | 7.24 (0.88) AB | - | ||
| 0.5 | 45.2 (3.66) A | 4.18 (0.43) B | 6.30 (0.57) AB | 0.24 (0.04) B |
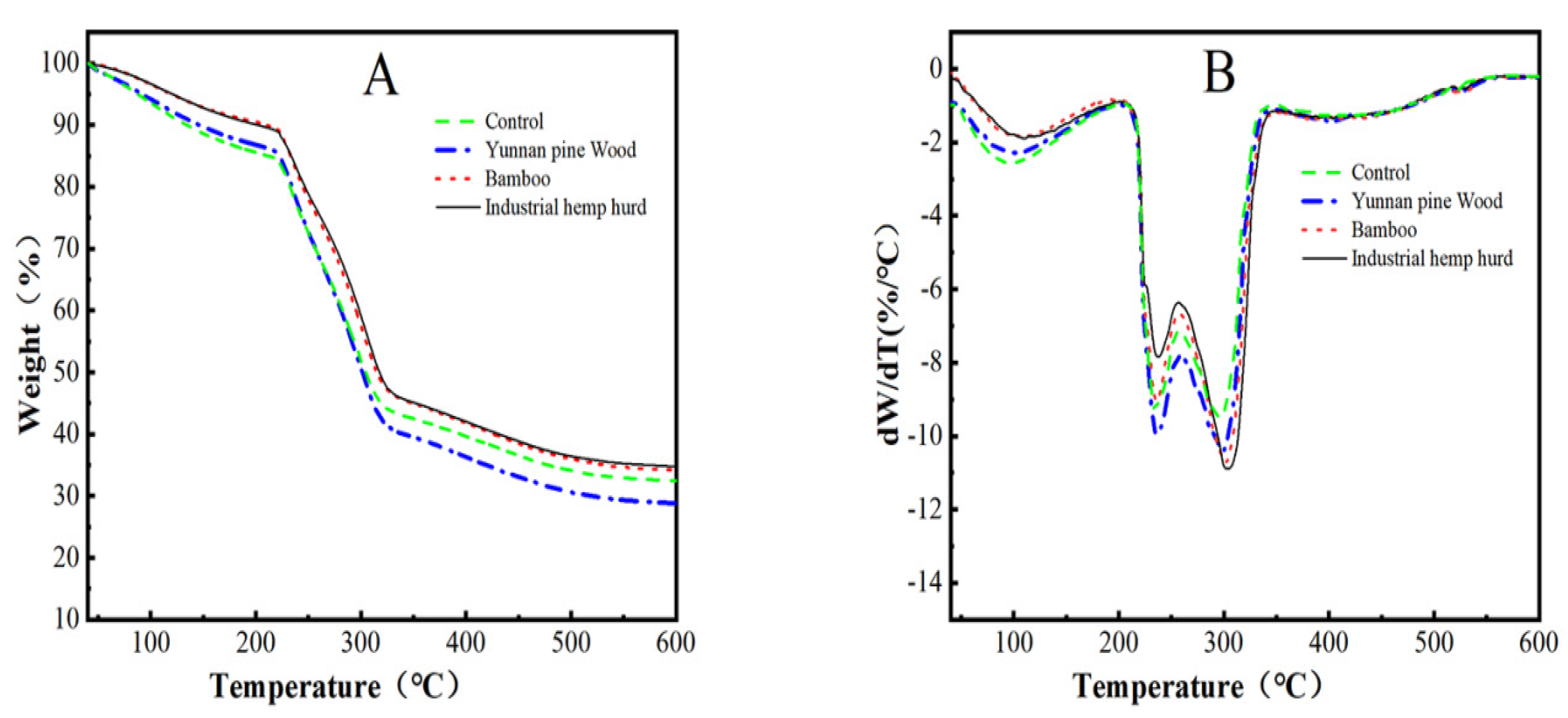
| Sample | Decomposition Peak (°C) | Mass Loss (%) | Decomposition Peak (°C) | Mass Loss (%) |
|---|---|---|---|---|
| Control | 231 | 16 | 296 | 52 |
| Yunnan pine wood | 236 | 11 | 300 | 57 |
| Bamboo culms | 236 | 11 | 303 | 54 |
| Industrial hemp hurd | 235 | 15 | 295 | 57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Tang, Z.; Sun, Z.; Simonsen, J.; Luo, Z.; Li, X.; Morrell, J.J. Chemical and Enzymatic Fiber Modification to Enhance the Mechanical Properties of CMC Composite Films. Polymers 2022, 14, 4127. https://doi.org/10.3390/polym14194127
Li X, Tang Z, Sun Z, Simonsen J, Luo Z, Li X, Morrell JJ. Chemical and Enzymatic Fiber Modification to Enhance the Mechanical Properties of CMC Composite Films. Polymers. 2022; 14(19):4127. https://doi.org/10.3390/polym14194127
Chicago/Turabian StyleLi, Xiaobao, Zhengjie Tang, Zhenbing Sun, John Simonsen, Zhinan Luo, Xiaoping Li, and Jeffery J. Morrell. 2022. "Chemical and Enzymatic Fiber Modification to Enhance the Mechanical Properties of CMC Composite Films" Polymers 14, no. 19: 4127. https://doi.org/10.3390/polym14194127