
Density Gradients, Cellular Structure and Thermal Conductivity of High-Density Polyethylene Foams by Different Amounts of Chemical Blowing Agent

Abstract
:
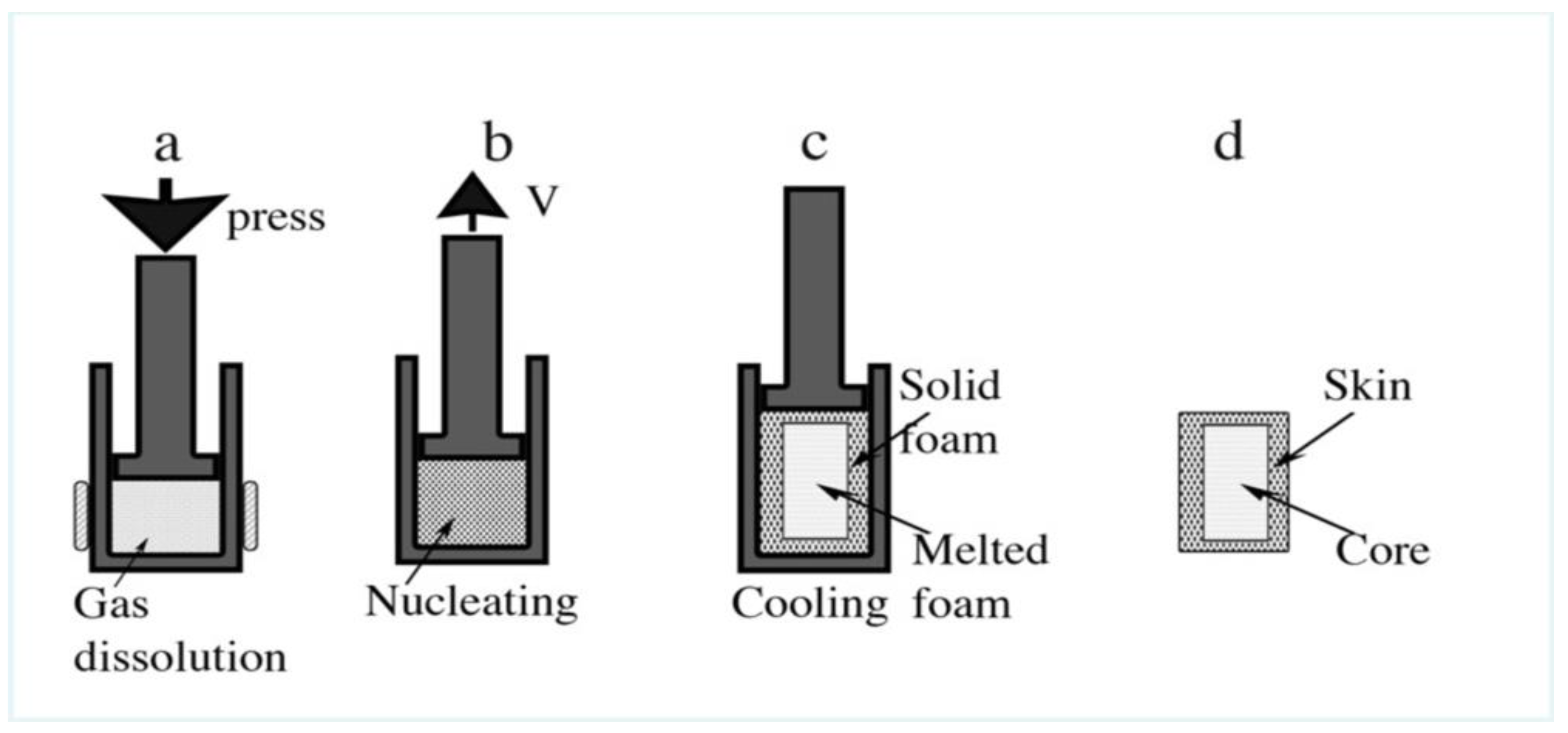
1. Introduction
2. Materials and Methods
- Low-density polyethylene (PE008) from Repsol, Quimica, Tarragona, Spain with a melting temperature of 110 °C, MFI = 4 g/10 min at 190 °C, density 923 Kg/m3.
- Azodicarbonamide (AZO) from Uquinsa Barcelona, Spain as the blowing agent, with an average particle size of 4.9 µm.
- Zinc oxide, Silox Active grade from Safic Alcan, Barcelona, Spain as the catalyst for the chemical blowing agent.
- Stearic acid (Stearic Acid 301), supplied by Renichen, Barcelona, Spain is used as a processing aid.
3. Results
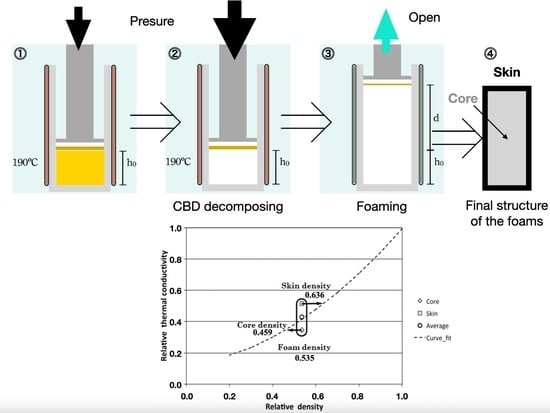
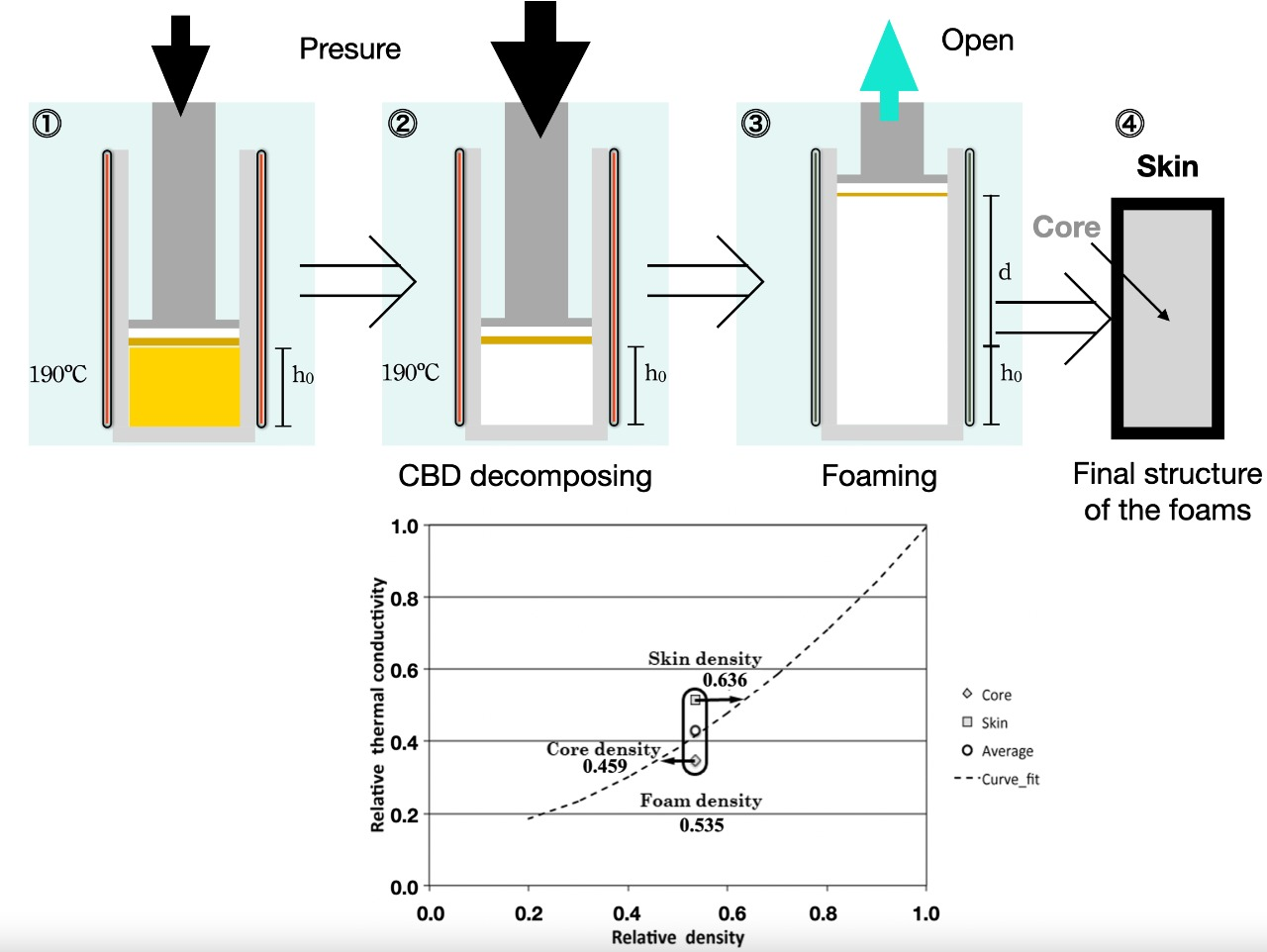
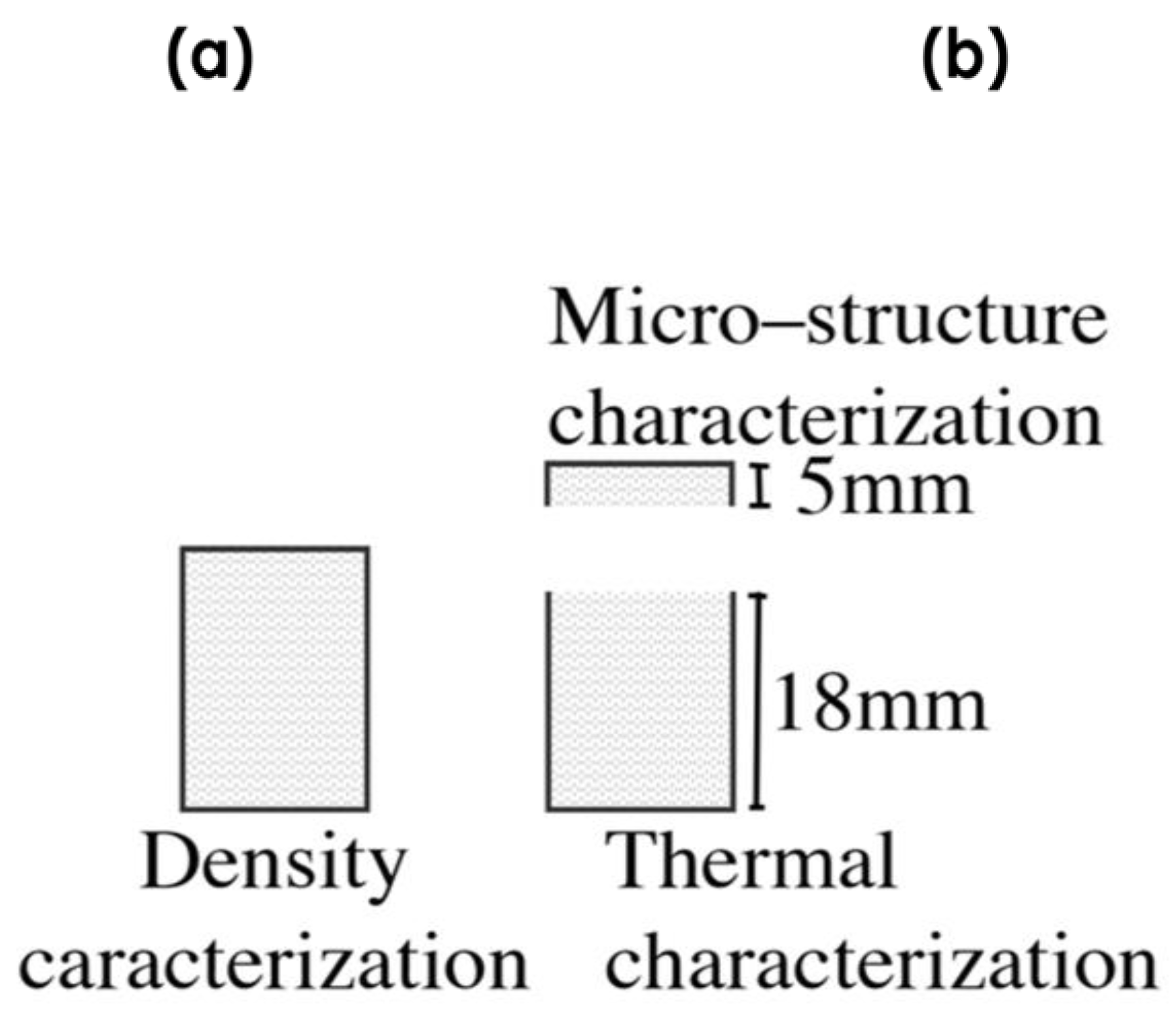
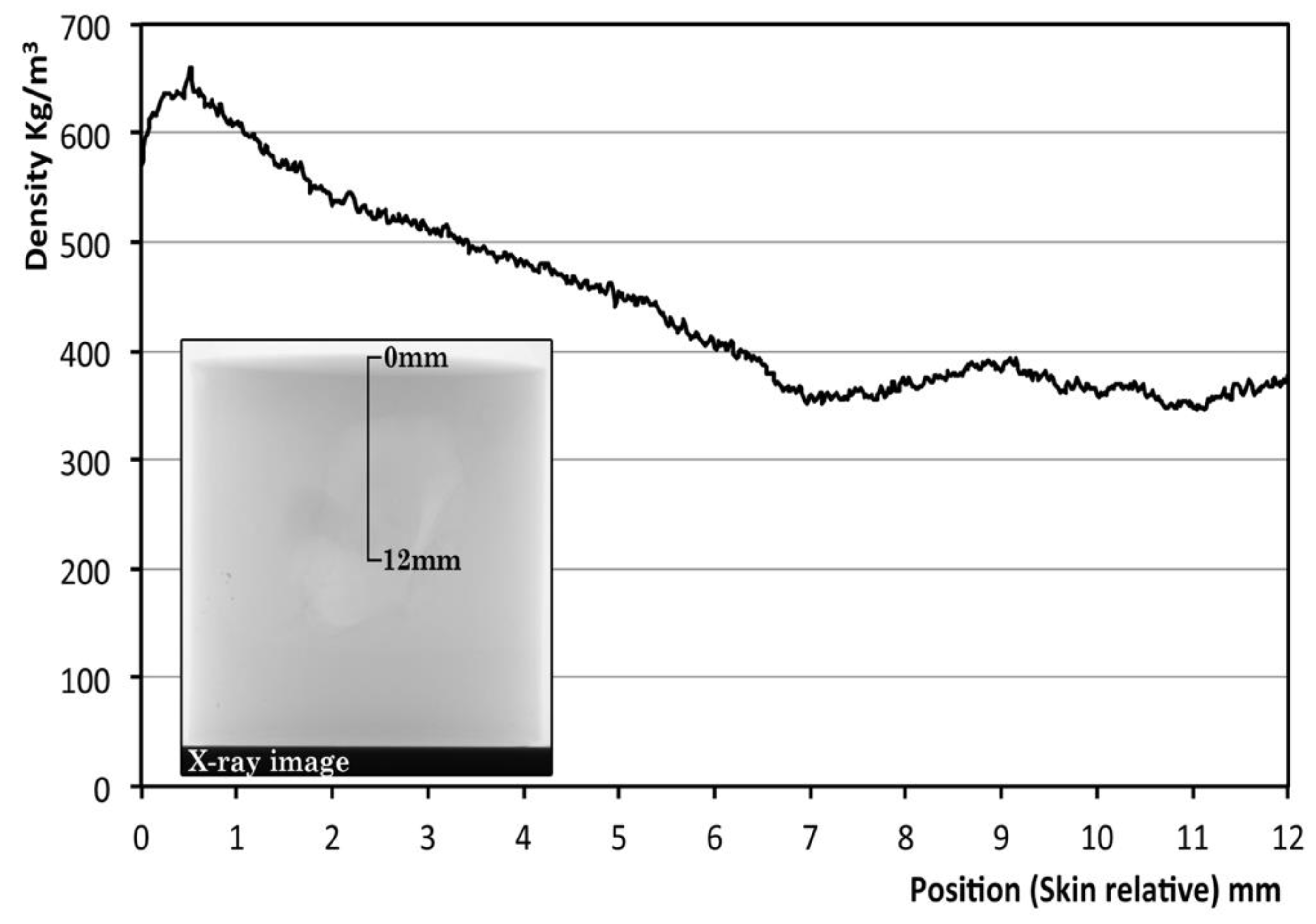
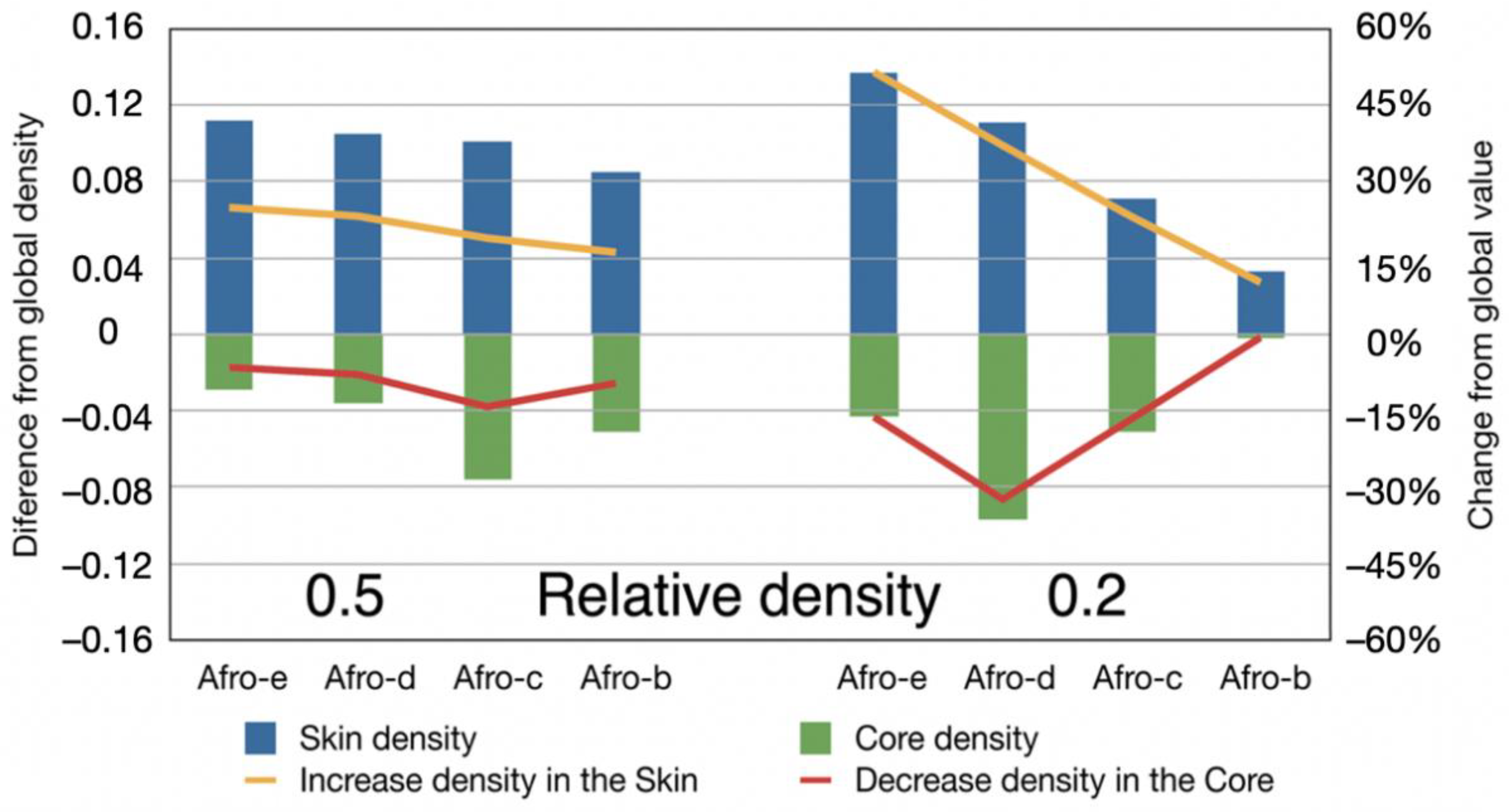
3.1. Density Gradients
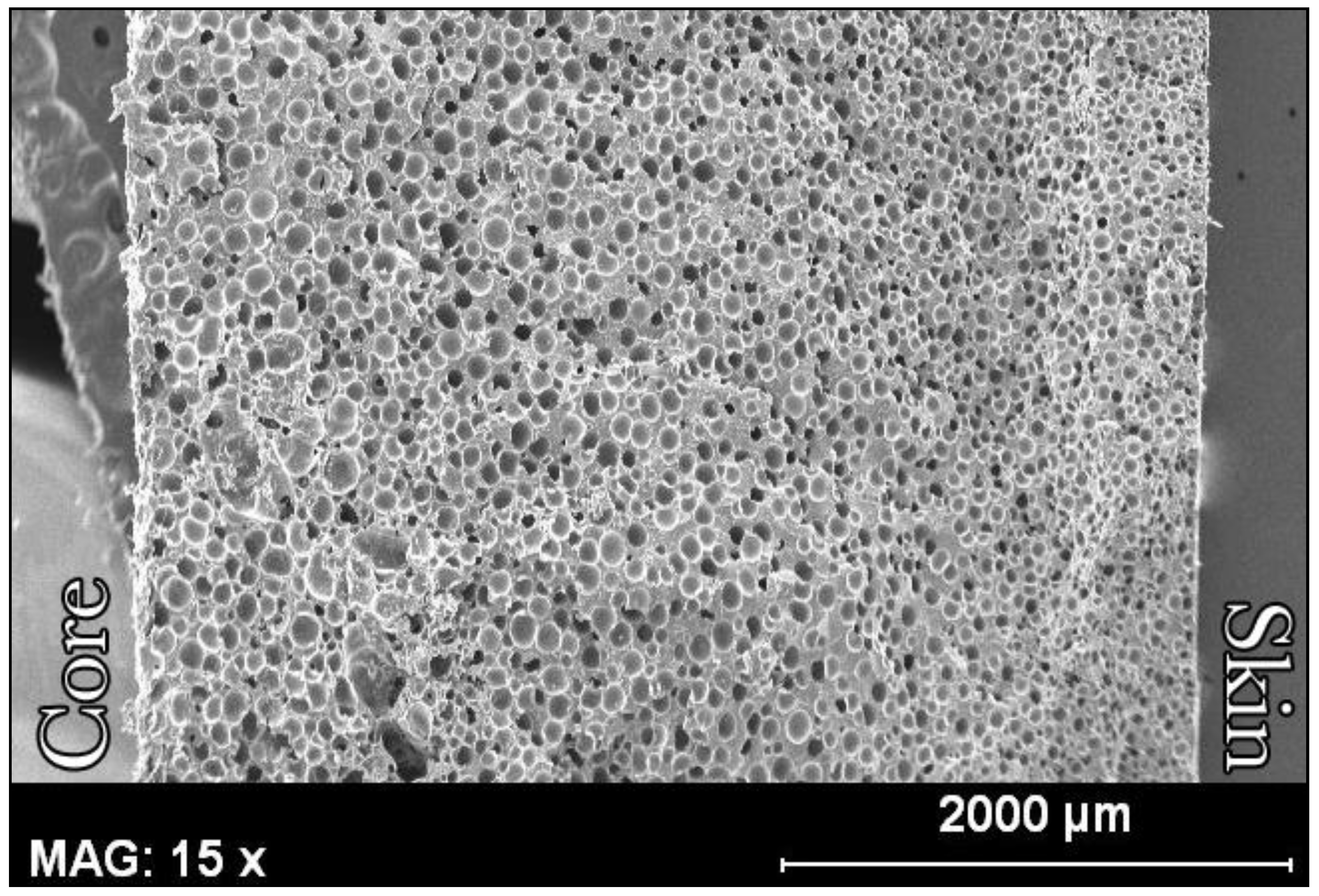
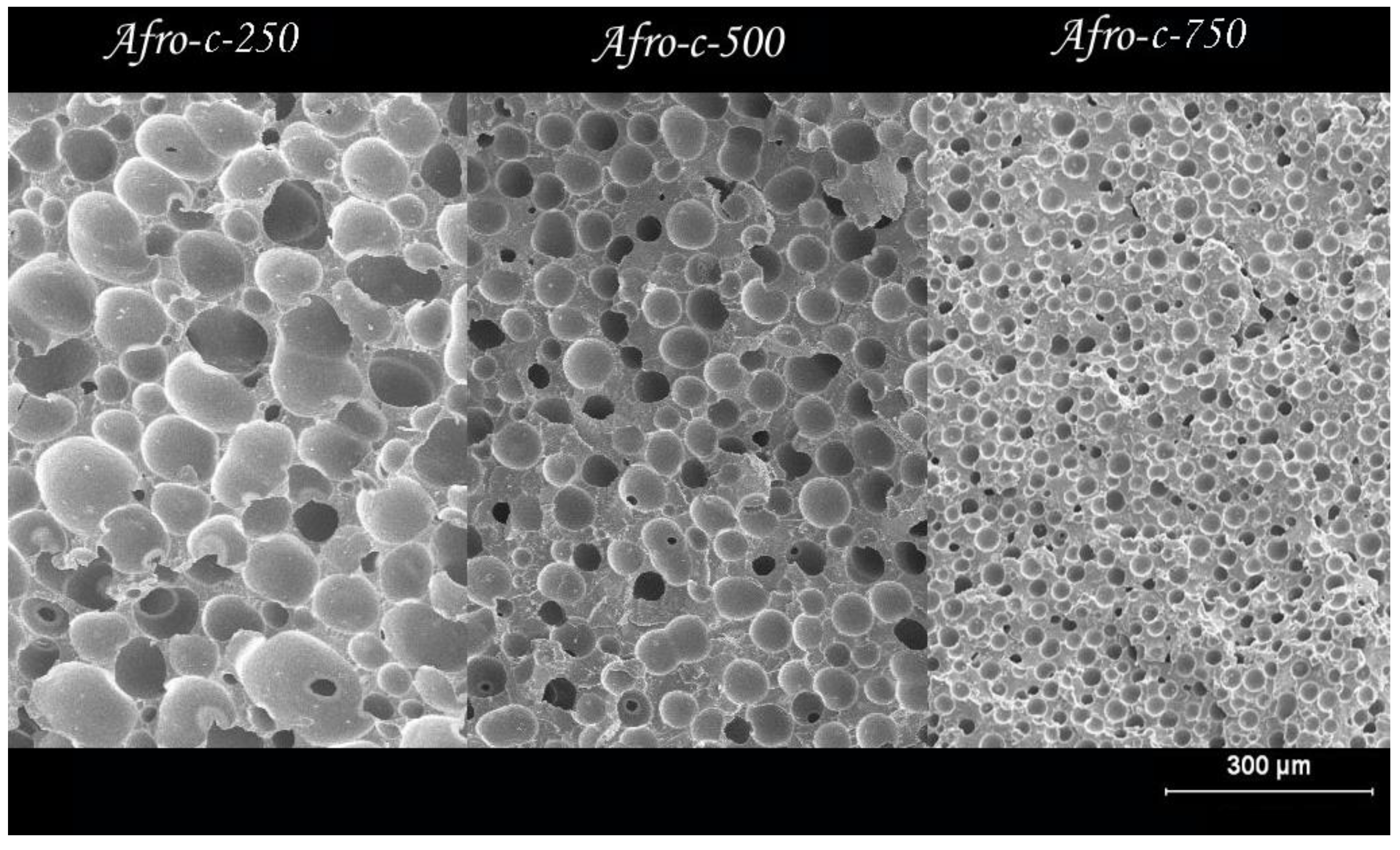
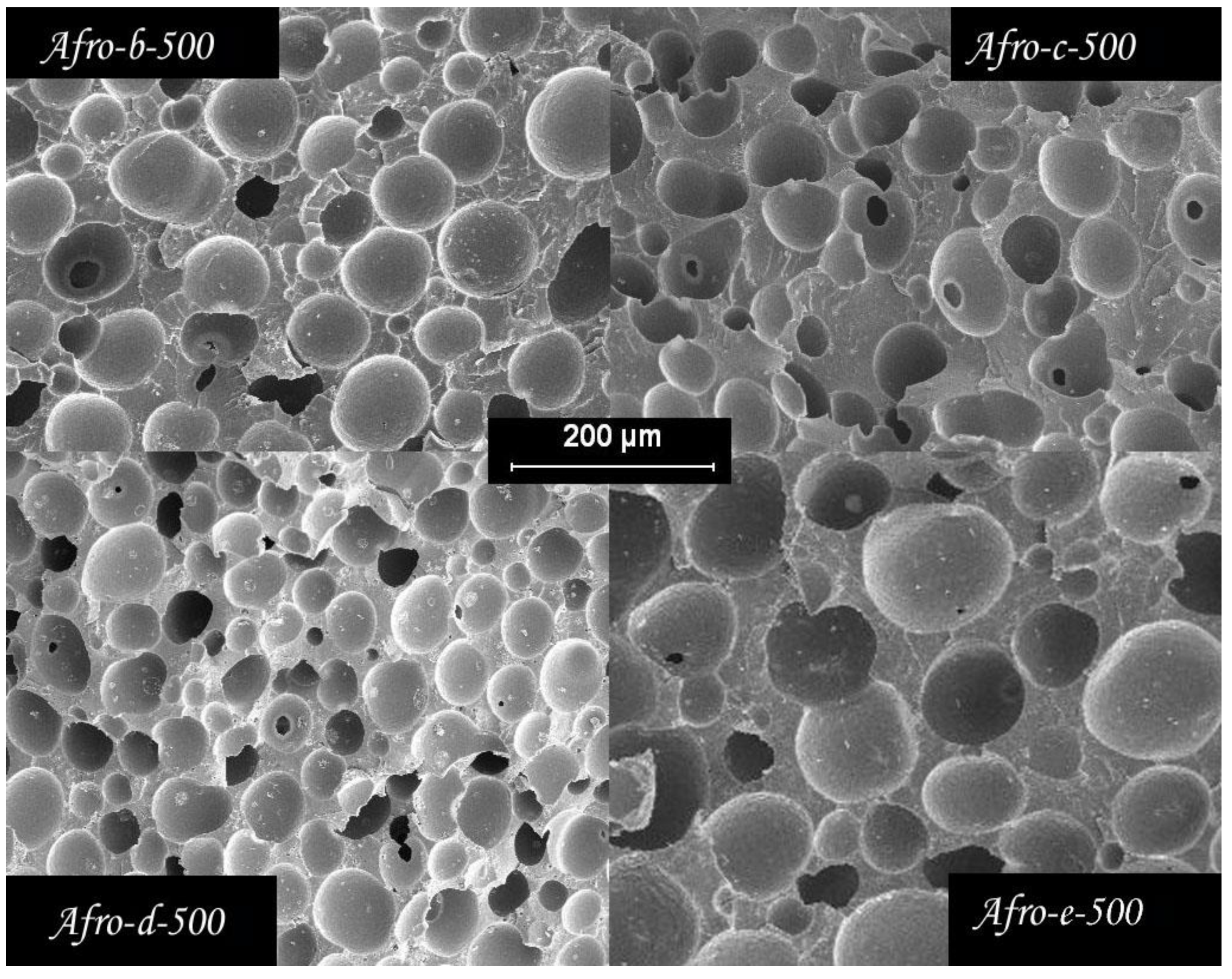
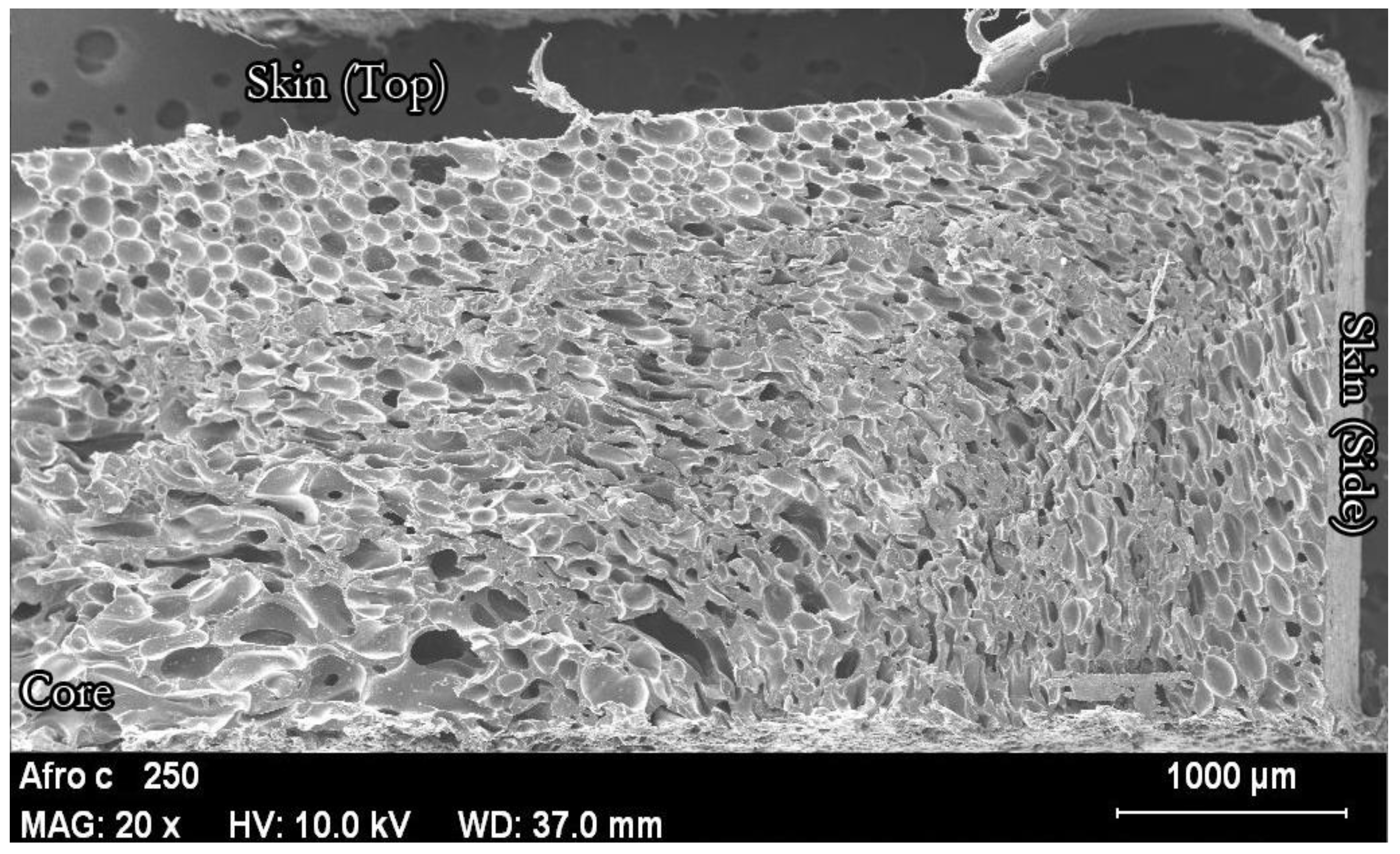
3.2. Cellular Structure
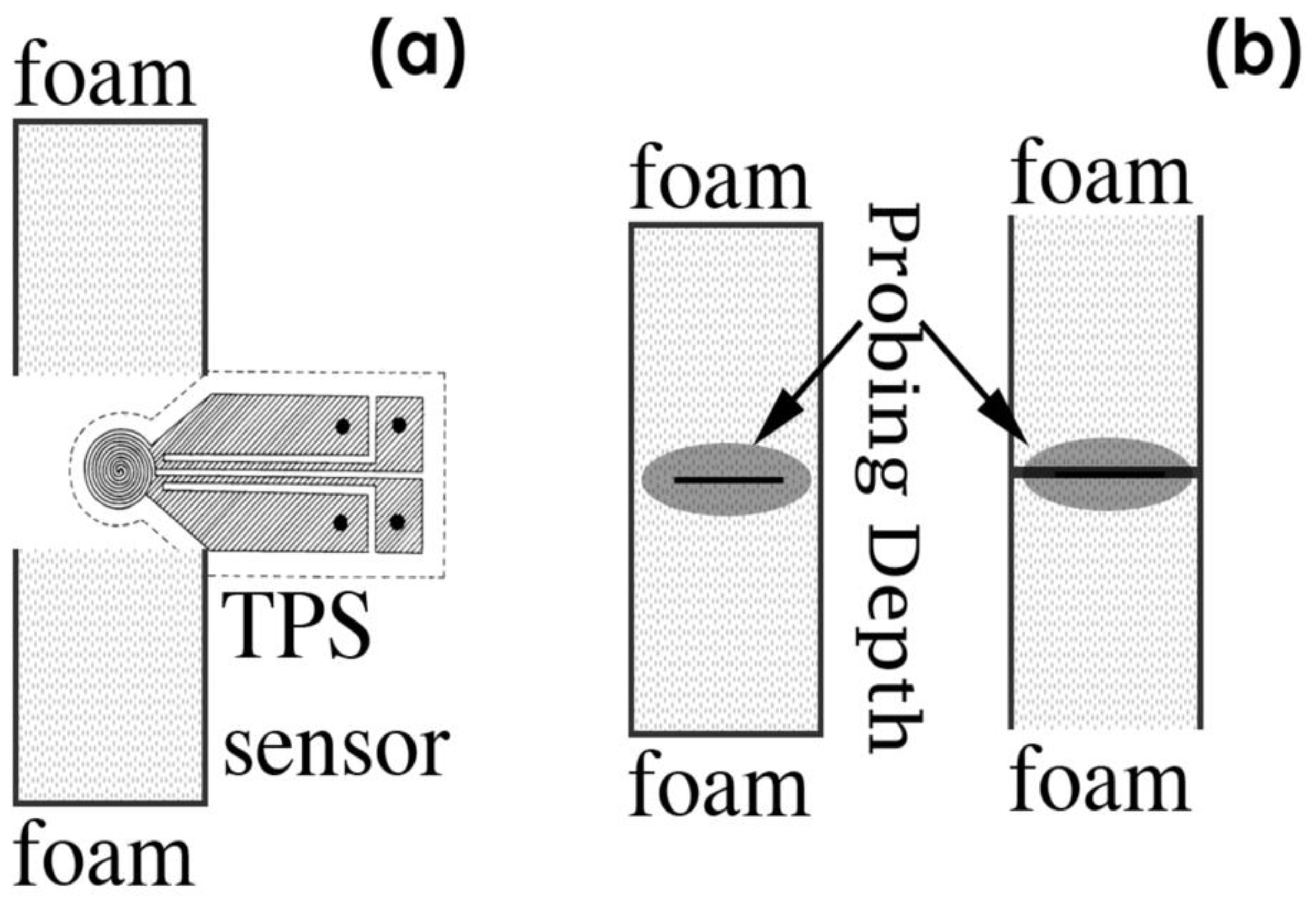
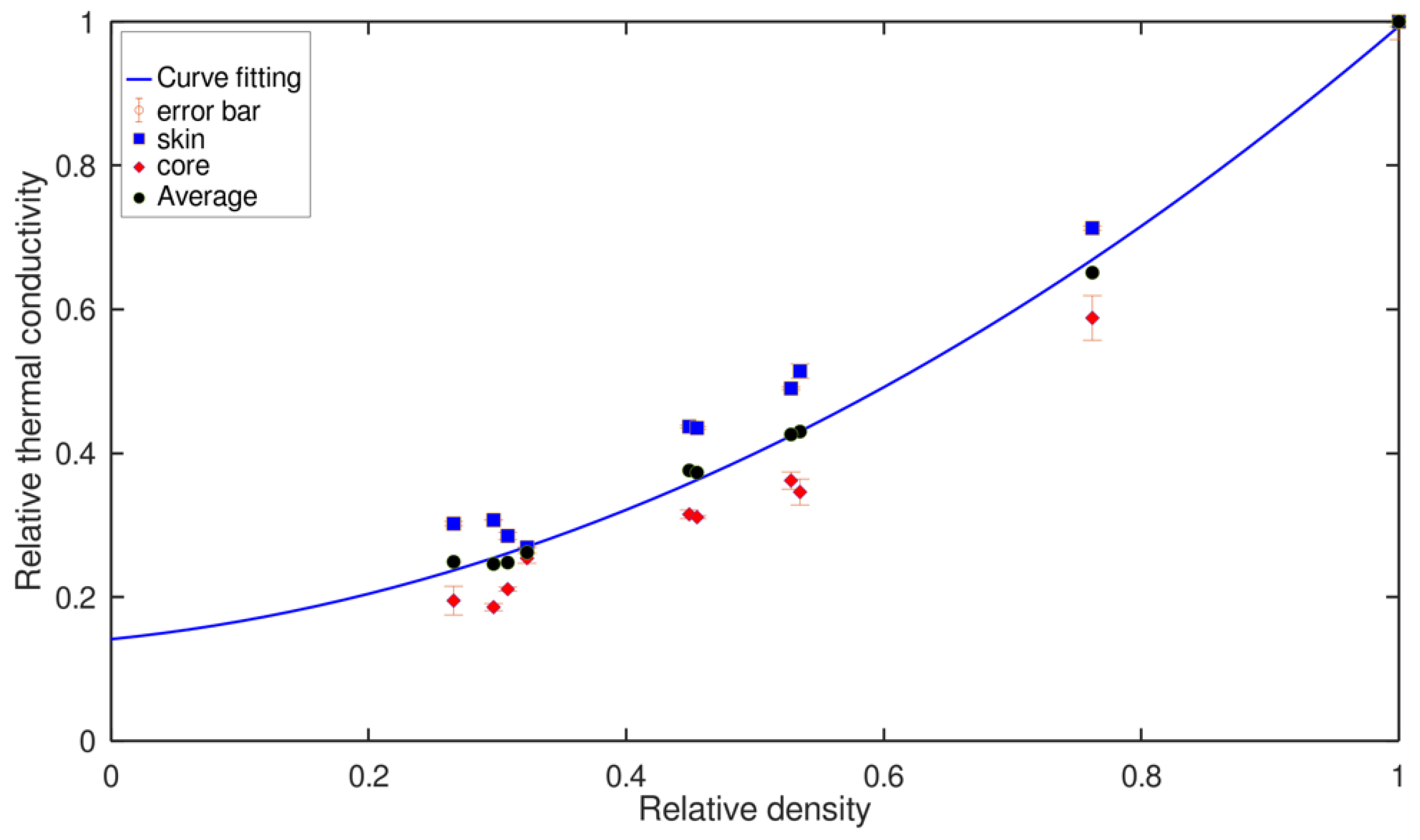
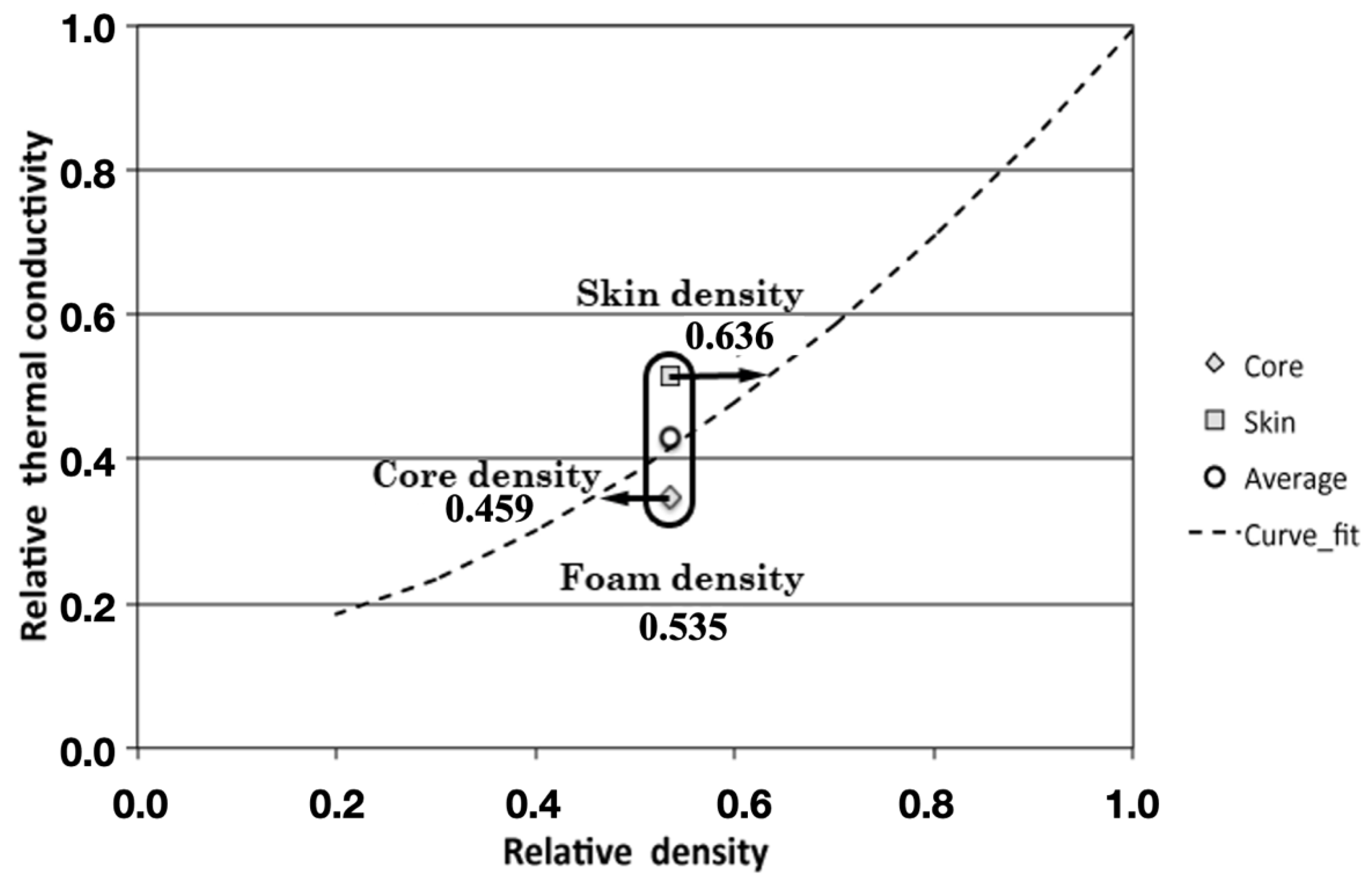
3.3. Thermal Conductivity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Rodriguez-Perez, M.A. Crosslinked polyolefin foams: Production, structure, properties, and applications. Adv. Polym. Sci. 2005, 184, 97–126. [Google Scholar] [CrossRef]
- Banerjee, R.; Ray, S.S. Foamability and Special Applications of Microcellular Thermoplastic Polymers: A Review on Recent Advances and Future Direction. Macromol. Mater. Eng. 2020, 305, 2000366. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure & Properties; Pergamon Press: Oxford, UK, 1988; p. 357 + ix. ISBN 0-08-036607-4. [Google Scholar] [CrossRef]
- Gendrom, R. (Ed.) Thermoplastic Foam Processing. In Principles and Development; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Klempner, D.; Sendijarevic, V. Handbook of Polymeric Foams and Foam Technology, 2nd ed.; Hanser Publishers: Munich, Germany, 2004. [Google Scholar]
- Spalding, M.A.; Chatterjee, A.M. (Eds.) Handbook of Industrial Polyethylene and Technology:Definitive Guide to Manufacturing, Properties, Processing, Applications and Markets; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Eaves, D. Handbook of Polymeric Foams; Rapra Technology: Shropshire, UK, 2004. [Google Scholar]
- Yang, Y. Thermal Conductivity. In Physical Properties of Polymers Handbook; Springer: New York, NY, USA, 2007; pp. 155–163. [Google Scholar] [CrossRef]
- Gong, P.; Wang, G.; Tran, M.-P.; Buahom, P.; Zhai, S.; Li, G.; Park, C.B. Advanced bimodal polystyrene/multi-walled carbon nanotube nanocomposite foams for thermal insulation. Carbon 2017, 120, 1–10. [Google Scholar] [CrossRef]
- Hou, J.; Zhao, G.; Wang, G.; Zhang, L.; Dong, G.; Bo, L. Ultra-high expansion linear polypropylene foams prepared in a semi-molten state under supercritical CO2. J. Supercrit. Fluids 2018, 145, 140–150. [Google Scholar] [CrossRef]
- Hasanzadeh, R.; Azdast, T.; Doniavi, A. Thermal Conductivity of Low-Density Polyethylene Foams Part II: Deep Investigation using Response Surface Methodology. J. Therm. Sci. 2019, 29, 159–168. [Google Scholar] [CrossRef]
- Perez, M.A.R.; Lobos, J.; Perez-Muñoz, C.; de Saja, J. Mechanical Response of Polyethylene Foams with High Densities and Cell Sizes in the Microcellular Range. J. Cell. Plast. 2009, 45, 389–403. [Google Scholar] [CrossRef]
- Del Carpio Conde, B.; Fernando, J.; Diaz, L.J.A.; De Saja Saez, M.A. Rodriguez Perez, WO2008046938A1. Available online: https://patents.google.com/patent/WO2008046938A1/es (accessed on 14 July 2022).
- Rizvi, A.; Tabatabaei, A.; Vahedi, P.; Mahmood, S.H.; Park, C.B. Non-crosslinked thermoplastic reticulated polymer foams from crystallization-induced structural heterogeneities. Polymer 2018, 135, 185–192. [Google Scholar] [CrossRef]
- Laguna-Gutierrez, E.; Saiz-Arroyo, C.; Velasco, J.I.; Rodriguez-Perez, M.A. Low density polyethylene/silica nanocomposite foams. Relationship between chemical composition, particle dispersion, cellular structure and physical properties. Eur. Polym. J. 2016, 81, 173–185. [Google Scholar] [CrossRef]
- Cardoso EC, L.; Scagliusi, S.R.; Parra, D.F.; Lugão, A.B. Gamma-irradiated cross-linked LDPE foams: Characteristics and properties. Radiat. Phys. Chem. 2013, 84, 170–175. [Google Scholar] [CrossRef]
- Rahman, M.R. (Ed.) Silica and Clay Dispersed Polymer Nanocomposites: Preparation, Properties and Applications; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Pinto, J.; Escudero, J.; Solorzano, E.; Rodriguez-Perez, M.A. A novel route to produce structural polymer foams with a controlled solid skin-porous core structure based on gas diffusion mechanisms. J. Sandw. Struct. Mater. 2020, 22, 822–832. [Google Scholar] [CrossRef]
- Krutko, I.; Danylo, I.; Kaulin, V. Kinetics of azodicarbonamide decomposition in the presence of an initiator for obtaining solid foams. Bonpocoы xuмuu u xuмuчecкoй meхнoлoгuu 2019, 1, 26–34. [Google Scholar]
- Kumar, A.; Patham, B.; Mohanty, S.; Nayak, S.K. Polypropylene–nano-silica nanocomposite foams: Mechanisms underlying foamability, and foam microstructure, crystallinity and mechanical properties. Polym. Int. 2019, 69, 373–386. [Google Scholar] [CrossRef]
- Afrinaldi, B.; Vicarneltor, D.N.; Rudianto, R.P.; Hakim, A.R.; Muslim, O.F. Influence of Zinc Oxide Addition on Azodicarbonamide Thermal Decomposition in the Polyethylene/Ethylene Vinyl Acetate Foaming Release. Mater. Sci. Forum 2021, 1028, 234–239. [Google Scholar] [CrossRef]
- Zhou, H.; Wang, Z.; Xu, G.; Wang, X.; Wen, B.; Jin, S. Preparation of Crosslinked High-density Polyethylene Foam Using Supercritical CO2 as Blowing Agent. Cell. Polym. 2017, 36, 167–182. [Google Scholar] [CrossRef]
- Park. Polyolefin Foams. In Handbook of Polymeric Foams and Foam Technology; Klempner, D., Frisch, K.C., Eds.; Hanser: Munich, Germany, 1991. [Google Scholar]
- Exelby, J.H.; Puri, R.R.; Henshaw, D.M.; Grossman, R.F. Formulating Expanded Products. In Handbook of Vinyl Formulating, 2nd ed.; Grossman, R.F., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007. [Google Scholar]
- Gustavsson, S.E. Transient plane source techniques for thermal conductivity and thermal diffusivity measurements of solid materials. Rev. Sci. Instrum. 1991, 62, 797–804. [Google Scholar] [CrossRef]
- Gustavsson, M.; Karawacki, E.; Gustavsson, S.E. Thermal conductivity, thermal diffusivity, and specific heat of thin samples from transient measurements with hot disk sensors. Rev. Sci. Instrum. 1994, 65, 3856–3859. [Google Scholar] [CrossRef]
- Hidalgo, F. Design of the Optimized Parameters for the Production Process of Crosslinked Polyolefin Foams by Compression Molding. Ph.D. Thesis, University of Valladolid, Valladolid, Spain, 2008. (In Spanish). [Google Scholar]
- Unicell Foaming Agents; Dongjin Semichem Co., Ltd.: Seoul, Korea, 2003.
- Santiago-Calvo, M.; Pérez-Tamarit, S.; Cimavilla-Román, P.; Blasco, V.; Ruiz, C.; París, R.; Villafañe, F.; Rodríguez-Pérez, M.A. X-ray radioscopy validation of a polyol functionalized with graphene oxide for producing rigid polyurethane foams with improved cellular structures. Eur. Polym. J. 2019, 118, 404–411. [Google Scholar] [CrossRef]
- Dou, Y.; Rodrigue, D. Morphological, thermal and mechanical properties of recycled HDPE foams via rotational molding. J. Cell. Plastics 2022, 58, 305–323. [Google Scholar] [CrossRef] [PubMed]
- Tammaro, D.; Di Maio, E. Early bubble coalescence in thermoplastic foaming. Mater. Lett. 2018, 228, 459–462. [Google Scholar] [CrossRef]
- Colton, J.J.S.; Suh, N.P. The nucleation of microcellular thermoplastic foam with additives: Part II: Experimental results and discussion. Polym. Eng. Sci. 1987, 27, 493–499. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Afro-A | Afro-b | Afro-c | Afro-d | Afro-e | Afroc + R | |
|---|---|---|---|---|---|---|
| PE | 98.6% | 94.4% | 89.3% | 84.2% | 79.3% | 82.5% |
| AZO | 1.2% | 5.8% | 10.5% | 15.6% | 20.5% | 10.5% |
| AZO residue | - | - | - | - | - | 6.6% |
| Octadecanoic acid | 0.15% | 0.15% | 0.15% | 0.15% | 0.15% | 0.15% |
| ZnO | 0.05% | 0.05% | 0.05% | 0.05% | 0.05% | 0.05% |
| Residues of azodicarbonamide in the polymer in the final foam | ||||||
| Afro-A | Afro-b | Afro-c | Afro-d | Afro-e | Afroc + R | |
| 0.8% | 3.7% | 6.8% | 10.1% | 13.2% | 13.4% | |
| Afro-c | CBA Content | ρ (Relative) | Cell Size (µm) | Cell Density/cm3 | N-P/cm3 | N-P/Cell |
|---|---|---|---|---|---|---|
| (250) | 10.5% | 0.29 | 88.77 | 6.70 × 10+06 | 1.01 × 10+09 | 150.1 |
| (500) | 10.5% | 0.51 | 38.60 | 4.91 × 10+07 | 1.01 × 10+09 | 20.1 |
| (750) | 10.5% | 0.73 | 21.94 | 1.86 × 10+08 | 1.01 × 10+09 | 5.4 |
| (500) | CBA Content | ρ (Relative) | Cell Size (µm) | Cell Density/cm3 | N-P/cm3 | N-P/Cell |
|---|---|---|---|---|---|---|
| Afro-a | 1.2% | 0.61 | 100.9 | 5.98 × 10+05 | 1.15 × 10+08 | 192.2 |
| Afro-b | 5.8% | 0.53 | 79.4 | 5.43 × 10+06 | 5.56 × 10+09 | 102.4 |
| Afro-c | 10.5% | 0.51 | 38.6 | 4.91 × 10+07 | 1.01 × 10+09 | 20.1 |
| Afro-d | 15.6% | 0.46 | 45.5 | 3.32 × 10+07 | 1.49 × 10+09 | 45.0 |
| Afro-e | 20.5% | 0.45 | 64.1 | 1.21 × 10+07 | 1.96 × 10+09 | 162.0 |
| Afro-c + R | 2 × 10.5% | 0.56 | 29.0 | 1.05 × 10+08 | 1.72 × 10+09 | 19.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lobos, J.; Thirumuruganandham, S.P.; Rodríguez-Pérez, M.A. Density Gradients, Cellular Structure and Thermal Conductivity of High-Density Polyethylene Foams by Different Amounts of Chemical Blowing Agent. Polymers 2022, 14, 4082. https://doi.org/10.3390/polym14194082
Lobos J, Thirumuruganandham SP, Rodríguez-Pérez MA. Density Gradients, Cellular Structure and Thermal Conductivity of High-Density Polyethylene Foams by Different Amounts of Chemical Blowing Agent. Polymers. 2022; 14(19):4082. https://doi.org/10.3390/polym14194082
Chicago/Turabian StyleLobos, Juan, Saravana Prakash Thirumuruganandham, and Miguel Angel Rodríguez-Pérez. 2022. "Density Gradients, Cellular Structure and Thermal Conductivity of High-Density Polyethylene Foams by Different Amounts of Chemical Blowing Agent" Polymers 14, no. 19: 4082. https://doi.org/10.3390/polym14194082