
Utilization of Polymeric Materials toward Sustainable Biodiesel Industry: A Recent Review

Abstract
:1. Introduction
2. Polymeric Biodiesel
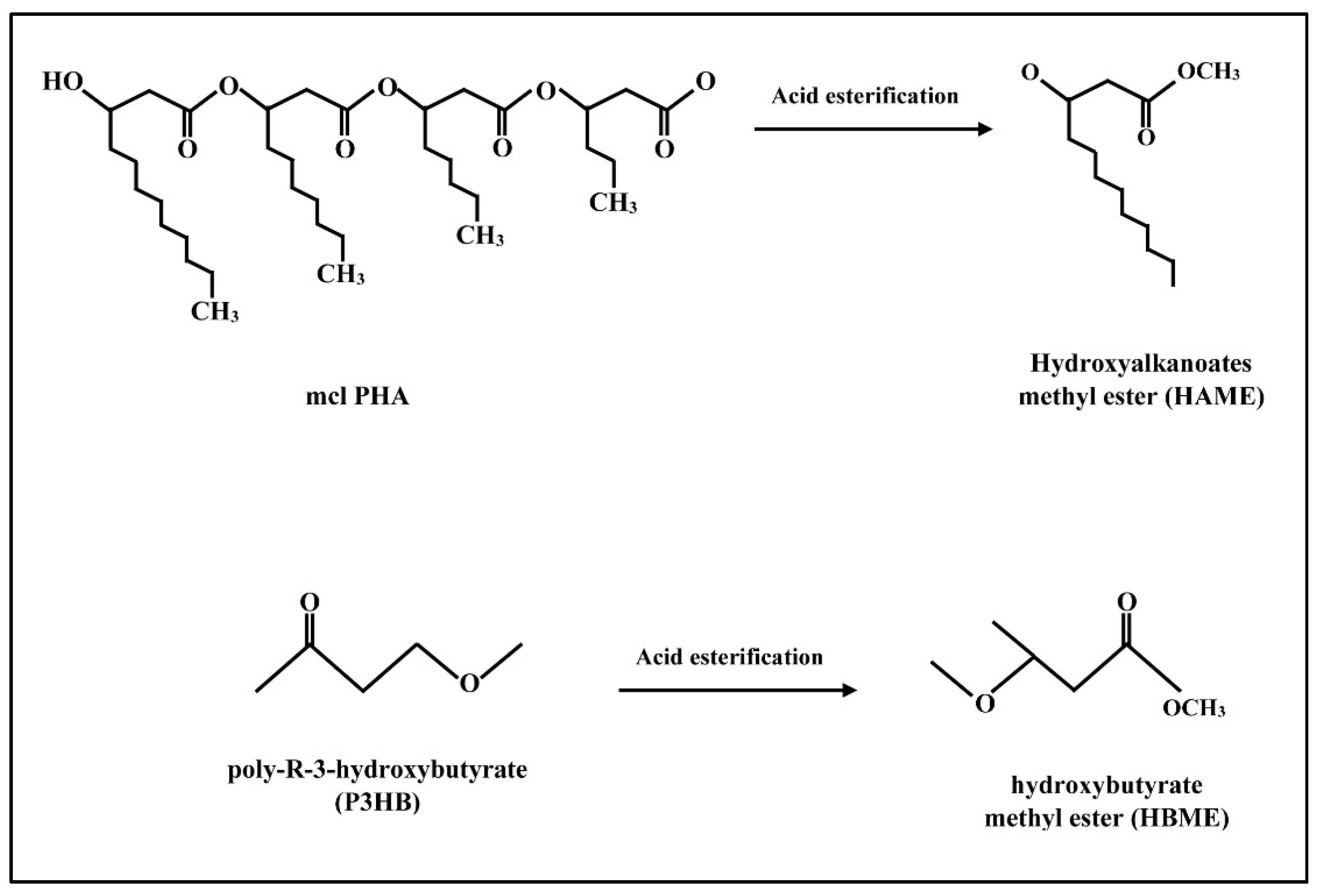
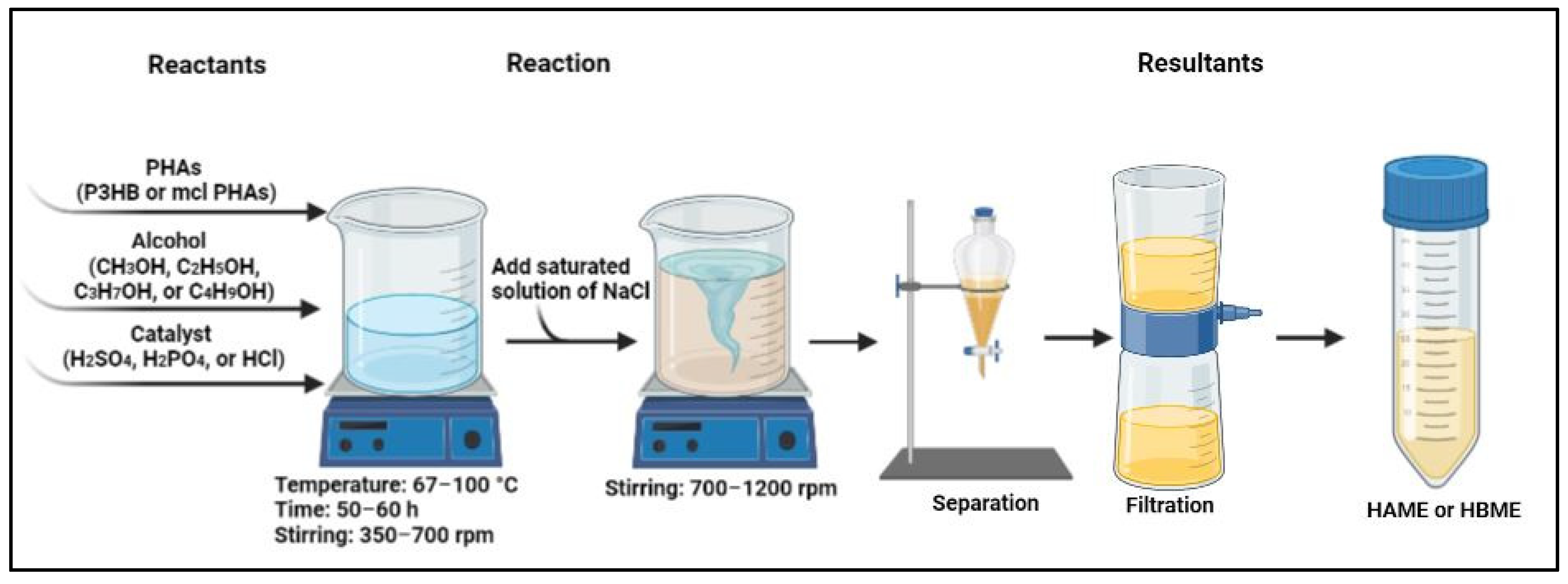
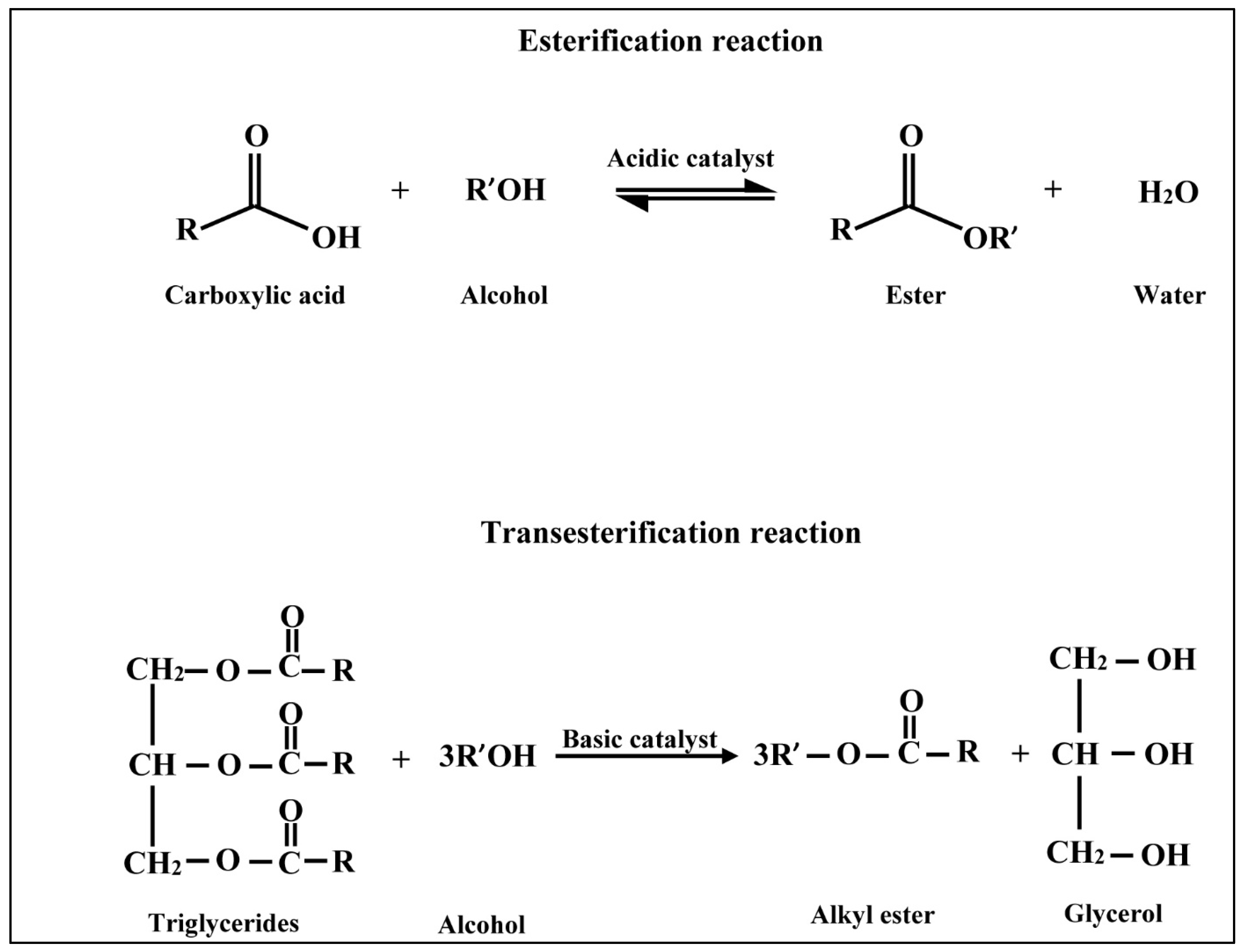
2.1. Production Techniques
2.2. Characteristics and Limitations
3. Polymeric Catalysts
3.1. Chemically Synthesized Polymeric Catalysts
3.2. Naturally Derived Polymeric Catalysts
3.3. Waste Derived Polymeric Catalysts
4. Cold-Flow Improvers
4.1. Polymeric CFIs for Pure Biodiesel
4.2. Polymeric CFIs for Blended Biodiesel/Diesel
5. Stabilized Exposure Materials
6. Economic Feasibility
7. Future Outlook
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mathew, G.M.; Raina, D.; Narisetty, V.; Kumar, V.; Saran, S.; Pugazhendi, A.; Sindhu, R.; Pandey, A.; Binod, P. Recent advances in biodiesel production: Challenges and solutions. Sci. Total Environ. 2021, 794, 148751. [Google Scholar] [CrossRef] [PubMed]
- International Energy Agency. Transport Biofuels. Available online: https://www.iea.org/reports/renewables-2020/transport-biofuels (accessed on 13 June 2022).
- Shaah, M.A.; Hossain, M.S.; Allafi, F.; Ab Kadir, M.O.; Ahmad, M.I. Biodiesel production from candlenut oil using a non-catalytic supercritical methanol transesterification process: Optimization, kinetics, and thermodynamic studies. RSC Adv. 2022, 12, 9845–9861. [Google Scholar] [CrossRef] [PubMed]
- Ang, J.H.; Yusup, Y.; Zaki, S.A.; Salehabadi, A.; Ahmad, M.I. Comprehensive Energy Consumption of Elevator Systems Based on Hybrid Approach of Measurement and Calculation in Low- and High-Rise Buildings of Tropical Climate towards Energy Efficiency. Sustainability 2022, 14, 4779. [Google Scholar] [CrossRef]
- Hiwot, T. Determination of oil and biodiesel content, physicochemical properties of the oil extracted from avocado seed (Persea Americana) grown in Wonago and Dilla (gedeo zone), southern Ethiopia. Chem. Int. 2017, 3, 311–319. [Google Scholar]
- Gupta, J.; Agarwal, M.; Dalai, A.K. Optimization of biodiesel production from mixture of edible and nonedible vegetable oils. Biocatal. Agric. Biotechnol. 2016, 8, 112–120. [Google Scholar] [CrossRef]
- Obi, C.; Ibezim-Ezeani, M.U.; Nwagbo, E.J. Production of biodiesel using novel C. lepodita oil in the presence of heterogeneous solid catalyst. Chem. Int. 2020, 6, 91–97. [Google Scholar]
- Abed, K.A.; Gad, M.S.; El Morsi, A.K.; Sayed, M.M.; Elyazeed, S.A. Effect of biodiesel fuels on diesel engine emissions. Egypt. J. Pet. 2019, 28, 183–188. [Google Scholar] [CrossRef]
- Vlnieska, V.; Muniz, A.S.; Oliveira, A.R.; César-Oliveira, M.A.; Kunka, D. Oligocat: Oligoesters as Pseudo-Homogenous Catalysts for Biodiesel Synthesis. Polymers 2022, 14, 210. [Google Scholar] [CrossRef]
- Vlnieska, V.; Muniz, A.S.; Oliveira, A.R.S.; César-Oliveira, M.A.F.; Kunka, D. Synthesis and Chemical Functionalization of Pseudo-Homogeneous Catalysts for Biodiesel Production—Oligocat. Polymers 2022, 14, 19. [Google Scholar] [CrossRef]
- Holmatov, B.; Hoekstra, A.Y.; Krol, M.S. Land, water and carbon footprints of circular bioenergy production systems. Renew. Sustain. Energy Rev. 2019, 111, 224–235. [Google Scholar] [CrossRef]
- Hajjari, M.; Tabatabaei, M.; Aghbashlo, M.; Ghanavati, H. A review on the prospects of sustainable biodiesel production: A global scenario with an emphasis on waste-oil biodiesel utilization. Renew. Sustain. Energy Rev. 2017, 72, 445–464. [Google Scholar] [CrossRef]
- Elshout, P.M.F.; Van Zelm, R.; Van der Velde, M.; Steinmann, Z.; Huijbregts, M.A.J. Global relative species loss due to first-generation biofuel production for the transport sector. GCB Bioenergy 2019, 11, 763–772. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- López-Fernández, J.; Dolors Benaiges, M.; Valero, F. Second- and third-generation biodiesel production with immobilised recombinant Rhizopus oryzae lipase: Influence of the support, substrate acidity and bioprocess scale-up. Bioresour. Technol. 2021, 334, 125233. [Google Scholar] [CrossRef]
- Chew, S.C.; Nyam, K.L. Refining of edible oils. In Lipids and Edible Oils Properties, Processing, and Applications, 1st ed.; Galanakis, C.M., Ed.; Elsevier Inc: Amsterdam, The Netherlands, 2020; Chapter 6; pp. 213–241. [Google Scholar]
- El-Sheltawy, S.T.; Abadir, M.F.; Soliman, A.; Rene, E.R.; Ismail, I. Esterification of high FFA content waste cooking oil through different techniques including the utilization of cement kiln dust as a heterogeneous catalyst: A comparative study. Fuel 2020, 279, 118519. [Google Scholar]
- Baena, L.M.; Zuleta, E.C.; Calderón, J.A. Evaluation of the Stability of Polymeric Materials Exposed to Palm Biodiesel and Biodiesel–Organic Acid Blends. Polymers 2018, 10, 511. [Google Scholar] [CrossRef] [PubMed]
- Samadian, H.; Maleki, H.; Allahyari, Z.; Jaymand, M. Natural polymers-based light-induced hydrogels: Promising biomaterials for biomedical applications. Coord. Chem. Rev. 2020, 420, 213432. [Google Scholar] [CrossRef]
- Riaz, S.; Rhee, K.Y.; Park, S.J. Polyhydroxyalkanoates (PHAs): Biopolymers for Biofuel and Biorefineries. Polymers 2021, 13, 253. [Google Scholar] [CrossRef]
- Sangkharak, K.; Pichid, N.; Yunu, T.; Srinak, K.; Sornnum, S.; Prasertsan, P. Biofuel production, characterization and degradation of 3-hydroxybutyate methyl ester from polyhydroxybutyrate. Chiang Mai J. Sci 2016, 43, 808–817. [Google Scholar]
- Choonut, A.; Yunu, T.; Pichid, N.; Sangkharak, K. The Optimization Conditions of Polyhydroxybutyrate Methyl Ester from Polyhydroxybutyrate via Acid-Catalyst. Energy Procedia 2017, 138, 435–440. [Google Scholar] [CrossRef]
- Keunun, P.; Rakkarn, T.; Yunu, T.; Paichid, N.; Prasertsan, P.; Sangkharak, K. The Production of Polyhydroxybutyrate by Two-Step Fermentation and the Application of Polyhydroxybutyrate as a Novel Substrate for a Biolubricant. J. Polym. Environ. 2018, 26, 2459–2466. [Google Scholar] [CrossRef]
- Maafa, I.M. Biodiesel Synthesis from High Free-Fatty-Acid Chicken Fat using a Scrap-Tire Derived Solid Acid Catalyst and KOH. Polymers 2022, 14, 643. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Li, H.; Xu, C.C.; Yang, S. Heterogeneously Chemo/Enzyme-Functionalized Porous Polymeric Catalysts of High-Performance for Efficient Biodiesel Production. ACS Catal. 2019, 9, 10990–11029. [Google Scholar] [CrossRef]
- El-Nahas, A.M.; Salaheldin, T.A.; Zaki, T.; El-Maghrabi, H.H.; Marie, A.M.; Morsy, S.M.; Allam, N.K. Functionalized cellulose-magnetite nanocomposite catalysts for efficient biodiesel production. Chem. Eng. J. 2017, 322, 167–180. [Google Scholar] [CrossRef]
- Nifant’ev, I.; Ivchenko, P. Polymer Cold-Flow Improvers for Biodiesel. Polymers 2021, 13, 1580. [Google Scholar] [CrossRef] [PubMed]
- Nie, S.; Cao, L. Effect of Mixed Commercial Cold Flow Improvers on Flow Properties of Biodiesel from Waste Cooking Oil. Processes 2020, 8, 1094. [Google Scholar] [CrossRef]
- Maehling, F.-O.; Sondjaja, R.; Hess, B.; Couet, J.; Thong, D. Cold Flow Improver with Broad Applicability in Mineral Diesel, Biodiesel and Blends Thereof. CA2899444C, 31 March 2020. [Google Scholar]
- Muniz, A.S.; Vlnieska, V.; Ferraz, F.A.; Dos Santos Oliveira, A.R.; Ramos, L.P.; César-Oliveira, M.A.F. Polymer additives as cold flow improvers for palm oil methyl esters. Macromol. Symp. 2019, 383, 1800026. [Google Scholar] [CrossRef]
- Xue, Y.; Zhao, Z.; Xu, G.; Lian, X.; Yang, C.; Zhao, W.; Ma, P.; Lin, H.; Han, S. Effect of poly-alpha-olefin pour point depressant on cold flow properties of waste cooking oil biodiesel blends. Fuel 2016, 184, 110–117. [Google Scholar] [CrossRef]
- Haseeb, A.S.M.A.; Masjuki, H.H.; Siang, C.T.; Fazal, M.A. Compatibility of elastomers in palm biodiesel. Renew. Energy 2010, 35, 2356–2361. [Google Scholar]
- Haseeb, A.S.M.A.; Jun, T.S.; Fazal, M.A.; Masjuki, H.H. Degradation of physical properties of different elastomers upon exposure to palm biodiesel. Energy 2011, 36, 1814–1819. [Google Scholar] [CrossRef]
- Muneer, F.; Rasul, I.; Azeem, F.; Siddique, M.H.; Zubair, M.; Nadeem, H. Microbial Polyhydroxyalkanoates (PHAs): Efficient Replacement of Synthetic Polymers. J. Polym. Environ. 2020, 28, 2301–2323. [Google Scholar] [CrossRef]
- Adeleye, A.T.; Odoh, C.K.; Enudi, O.C.; Banjoko, O.O.; Osiboye, O.O.; Odediran, E.T.; Louis, H. Sustainable synthesis and applications of polyhydroxyalkanoates (PHAs) from biomass. Process Biochem. 2020, 96, 174–193. [Google Scholar] [CrossRef]
- Zhang, X.; Luo, R.; Wang, Z.; Deng, Y.; Chen, G.-Q. Application of (R)-3-Hydroxyalkanoate Methyl Esters Derived from Microbial Polyhydroxyalkanoates as Novel Biofuels. Biomacromolecules 2009, 10, 707–711. [Google Scholar] [CrossRef]
- David, Y.; Joo, J.C.; Yang, J.E.; Oh, Y.H.; Lee, S.Y.; Park, S.J. Biosynthesis of 2-Hydroxyacid-Containing Polyhydroxyalkanoates by Employing butyryl-CoA Transferases in Metabolically Engineered Escherichia coli. Biotechnol. J. 2017, 12, 1700116. [Google Scholar] [CrossRef]
- Cavalheiro, J.M.B.T.; De Almeida, M.C.M.D.; Grandfils, C.; Da Fonseca, M.M.R. Poly(3-hydroxybutyrate) production by Cupriavidus necator using waste glycerol. Process Biochem. 2009, 44, 509–515. [Google Scholar] [CrossRef]
- Oliveira, F.C.; Dias, M.L.; Castilho, L.R.; Freire, D.M.G. Characterization of poly(3-hydroxybutyrate) produced by Cupriavidus necator in solid-state fermentation. Bioresour. Technol. 2007, 98, 633–638. [Google Scholar] [CrossRef] [PubMed]
- Chanprateep, S.; Buasri, K.; Muangwong, A.; Utiswannakul, P. Biosynthesis and biocompatibility of biodegradable poly(3-hydroxybutyrate-co-4-hydroxybutyrate). Polym. Degrad. Stab. 2010, 95, 2003–2012. [Google Scholar] [CrossRef]
- Kahar, P.; Tsuge, T.; Taguchi, K.; Doi, Y. High yield production of polyhydroxyalkanoates from soybean oil by Ralstonia eutropha and its recombinant strain. Polym. Degrad. Stab. 2004, 83, 79–86. [Google Scholar] [CrossRef]
- Althuri, A.; Mathew, J.; Sindhu, R.; Banerjee, R.; Pandey, A.; Binod, P. Microbial synthesis of poly-3-hydroxybutyrate and its application as targeted drug delivery vehicle. Bioresour. Technol. 2013, 145, 290–296. [Google Scholar] [CrossRef]
- Kourmentza, C.; Costa, J.; Azevedo, Z.; Servin, C.; Grandfils, C.; De Freitas, V.; Reis, M.A.M. Burkholderia thailandensis as a microbial cell factory for the bioconversion of used cooking oil to polyhydroxyalkanoates and rhamnolipids. Bioresour. Technol. 2018, 247, 829–837. [Google Scholar] [CrossRef]
- Wang, H.; Li, X.; Chen, G.-Q. Production and characterization of homopolymer polyhydroxyheptanoate (P3HHp) by a fadBA knockout mutant Pseudomonas putida KTOY06 derived from P. putida KT2442. Process Biochem. 2009, 44, 106–111. [Google Scholar] [CrossRef]
- Shen, X.-W.; Yang, Y.; Jian, J.; Wu, Q.; Chen, G.-Q. Production and characterization of homopolymer poly(3-hydroxyvalerate) (PHV) accumulated by wild type and recombinant Aeromonas hydrophila strain 4AK4. Bioresour. Technol. 2009, 100, 4296–4299. [Google Scholar] [CrossRef] [PubMed]
- Hiroe, A.; Watanabe, S.; Kobayashi, M.; Nomura, C.T.; Tsuge, T. Increased synthesis of poly(3-hydroxydodecanoate) by random mutagenesis of polyhydroxyalkanoate synthase. Appl. Microbiol. Biotechnol. 2018, 102, 7927–7934. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Li, S.; Jia, X. Production of medium chain length polyhydroxyalkanoate from acetate by engineered Pseudomonas putida KT2440. J. Ind. Microbiol. Biotechnol. 2019, 46, 793–800. [Google Scholar] [CrossRef]
- Matsusaki, H.; Abe, H.; Taguchi, K.; Fukui, T.; Doi, Y. Biosynthesis of poly(3-hydroxybutyrate-co-3-hydroxyalkanoates) by recombinant bacteria expressing the PHA synthase gene phaC1 from Pseudomonas sp. 61-3. Appl. Microbiol. Biotechnol. 2000, 53, 401–409. [Google Scholar] [CrossRef] [PubMed]
- Kimura, H.; Ohura, T.; Takeishi, M.; Nakamura, S.; Doi, Y. Effective microbial production of poly (4-hydroxybutyrate) homopolymer by Ralstonia eutropha H16. Polym. Int. 1999, 48, 1073–1079. [Google Scholar] [CrossRef]
- Lee, S.H.; Oh, D.H.; Ahn, W.S.; Lee, Y.; Choi, J.; Lee, S.Y. Production of poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) by high-cell-density cultivation of Aeromonas hydrophila. Biotechnol. Bioeng. 2000, 67, 240–244. [Google Scholar] [CrossRef]
- Koller, M.; Bona, R.; Chiellini, E.; Fernandes, E.G.; Horvat, P.; Kutschera, C.; Hesse, P.; Braunegg, G. Polyhydroxyalkanoate production from whey by Pseudomonas hydrogenovora. Bioresour. Technol. 2008, 99, 4854–4863. [Google Scholar] [CrossRef]
- Zhao, W.; Chen, G.-Q. Production and characterization of terpolyester poly(3-hydroxybutyrate-co-3-hydroxyvalerate-co-3-hydroxyhexanoate) by recombinant Aeromonas hydrophila 4AK4 harboring genes phaAB. Process Biochem. 2007, 42, 1342–1347. [Google Scholar] [CrossRef]
- Meng, D.; Shi, Z.; Wu, L.; Zhou, Q.; Wu, Q.; Chen, J.; Chen, G. Production and characterization of poly(3-hydroxypropionate-co-4-hydroxybutyrate) with fully controllable structures by recombinant Escherichia coli containing an engineered pathway. Metab. Eng. 2012, 14, 317–324. [Google Scholar] [CrossRef]
- Anjum, A.; Zuber, M.; Zia, K.M.; Noreen, A.; Anjum, M.N.; Tabasum, S. Microbial production of polyhydroxyalkanoates (PHAs) and its copolymers: A review of recent advancements. Int. J. Biol. Macromol. 2016, 89, 161–174. [Google Scholar] [CrossRef]
- Tanadchangsaeng, N.; Pattanasupong, A. Evaluation of Biodegradabilities of Biosynthetic Polyhydroxyalkanoates in Thailand Seawater and Toxicity Assessment of Environmental Safety Levels. Polymers 2022, 14, 428. [Google Scholar] [CrossRef] [PubMed]
- Farag, H.A.; El-Maghraby, A.; Taha, N.A. Optimization of factors affecting esterification of mixed oil with high percentage of free fatty acid. Fuel Process. Technol. 2011, 92, 507–510. [Google Scholar] [CrossRef]
- López-Cuellar, M.R.; Alba-Flores, J.; Rodríguez, J.N.G.; Pérez-Guevara, F. Production of polyhydroxyalkanoates (PHAs) with canola oil as carbon source. Int. J. Biol. Macromol. 2011, 48, 74–80. [Google Scholar] [CrossRef]
- Wang, S.Y.; Wang, Z.; Liu, M.M.; Xu, Y.; Zhang, X.J.; Chen, G. Properties of a new gasoline oxygenate blend component: 3-Hydroxybutyrate methyl ester produced from bacterial poly-3-hydroxybutyrate. Biomass Bioenergy 2010, 34, 1216–1222. [Google Scholar] [CrossRef]
- Gangadhara, R.; Prasad, N. Studies on optimization of transesterification of certain oils to produce biodiesel. Chem. Int. 2016, 2, 59. [Google Scholar]
- Hiwot, T. Mango (Magnifera indica) seed oil grown in Dilla town as potential raw material for biodiesel production using NaOH-a homogeneous catalyst. Chem. Int. 2018, 4, 198–205. [Google Scholar]
- Atadashi, I.M.; Aroua, M.K.; Abdul Aziz, A.R.; Sulaiman, N.M.N. The effects of catalysts in biodiesel production: A review. J. Ind. Eng. Chem. 2013, 19, 14–26. [Google Scholar] [CrossRef]
- Zailan, Z.; Tahir, M.; Jusoh, M.; Zakaria, Z.Y. A review of sulfonic group bearing porous carbon catalyst for biodiesel production. Renew. Energy 2021, 175, 430–452. [Google Scholar]
- Krishnan, S.G.; Pua, F.; Zhang, F. A review of magnetic solid catalyst development for sustainable biodiesel production. Biomass Bioenergy 2021, 149, 106099. [Google Scholar] [CrossRef]
- Fang, L.; Xing, R.; Wu, H.; Li, X.; Liu, Y.; Wu, P. Clean synthesis of biodiesel over solid acid catalysts of sulfonated mesopolymers. Sci. China Chem. 2010, 53, 1481–1486. [Google Scholar] [CrossRef]
- Liang, X. Synthesis of biodiesel from waste oil under mild conditions using novel acidic ionic liquid immobilization on poly divinylbenzene. Energy 2013, 63, 103–108. [Google Scholar] [CrossRef]
- Reddy, F.B.M.; Verkade, J.G. Polymer-Supported Azidoproazaphosphatrane: A Recyclable Catalyst for the Room-Temperature Transformation of Triglycerides to Biodiesel. Energy Fuels 2007, 21, 2466–2472. [Google Scholar] [CrossRef]
- Liang, X. Poly (butanesulfonic acid pyrrole) coated magnetic iron oxide. Mater. Lett. 2014, 137, 447–449. [Google Scholar] [CrossRef]
- Han, M.; Gu, Z.; Chen, C.; Wu, Z.; Que, Y.; Wang, Q.; Wan, H.; Guan, G. Efficient confinement of ionic liquids in MIL-100(Fe) frameworks by the ‘impregnation-reaction-encapsulation’ strategy for biodiesel production. RSC Adv. 2016, 6, 37110–37117. [Google Scholar] [CrossRef]
- Zhang, F.; Jin, Y.; Shi, J.; Zhong, Y.; Zhu, W.; El-Shall, M.S. Polyoxometalates confined in the mesoporous cages of metal-organic framework MIL-100(Fe): Efficient heterogeneous catalysts for esterification and acetalization reactions. Chem. Eng. J. 2015, 269, 236–244. [Google Scholar] [CrossRef]
- Xie, W.; Wan, F. Basic ionic liquid functionalized magnetically responsive Fe3O4@HKUST-1 composites used for biodiesel production. Fuel 2018, 220, 248–256. [Google Scholar] [CrossRef]
- Pramanik, M.; Nandi, M.; Uyama, H.; Bhaumik, A. Organic–inorganic hybrid porous sulfonated zinc phosphonate material: Efficient catalyst for biodiesel synthesis at room temperature. Green Chem. 2012, 14, 2273–2281. [Google Scholar] [CrossRef]
- Sapunov, V.N.; Stepacheva, A.; Sulman, E.M.; Wärnå, J.; Mäki-Arvela, P.; Sulman, M.G.; Sidorov, A.I.; Stein, B.D.; Murzin, D.Y.; Matveeva, V.G. Stearic acid hydrodeoxygenation over Pd nanoparticles embedded in mesoporous hypercrosslinked polystyrene. J. Ind. Eng. Chem. 2017, 46, 426–435. [Google Scholar] [CrossRef]
- Hajili, E.; Suo, Z.; Sugawara, A.; Asoh, T.; Uyama, H. Fabrication of chitin monoliths with controllable morphology by thermally induced phase separation of chemically modified chitin. Carbohydr. Polym. 2022, 275, 118680. [Google Scholar]
- Da Silva, R.B.; Neto, A.F.L.; Dos Santos, L.S.S.; De Oliveira Lima, J.R.; Chaves, M.H.; Dos Santos, J.R.; De Lima, G.M.; De Moura, E.M.; De Moura, C.V.R. Catalysts of Cu(II) and Co(II) ions adsorbed in chitosan used in transesterification of soy bean and babassu oils—A new route for biodiesel syntheses. Bioresour. Technol. 2008, 99, 6793–6798. [Google Scholar] [CrossRef]
- Fu, C.; Hung, T.; Su, C.; Suryani, D.; Wu, W.; Dai, W.; Yeh, Y. Immobilization of calcium oxide onto chitosan beads as a heterogeneous catalyst for biodiesel production. Polym. Int. 2011, 60, 957–962. [Google Scholar] [CrossRef]
- Caetano, C.S.; Caiado, M.; Farinha, J.; Fonseca, I.M.; Ramos, A.M.; Vital, J.; Castanheiro, J.E. Esterification of free fatty acids over chitosan with sulfonic acid groups. Chem. Eng. J. 2013, 230, 567–572. [Google Scholar] [CrossRef]
- Liang, M.; He, B.; Shao, Y.; Li, J.; Cheng, Y. Preparation and catalytic performance of N-[(2-Hydroxy-3-trimethylammonium) propyl] chitosan chloride /Na2SiO3 polymer-based catalyst for biodiesel production. Renew. Energy 2016, 88, 51–57. [Google Scholar] [CrossRef]
- Liu, J.; Yang, S.; Li, X.; Yan, Q.; Reaney, M.J.T.; Jiang, Z. Alginate oligosaccharides: Production, biological activities, and potential applications. Compr. Rev. Food Sci. Food Saf. 2019, 18, 1859–1881. [Google Scholar] [CrossRef] [PubMed]
- Boey, P.-L.; Ganesan, S.; Maniam, G.P.; Khairuddean, M.; Efendi, J. A new heterogeneous acid catalyst for esterification: Optimization using response surface methodology. Energy Convers. Manag. 2013, 65, 392–396. [Google Scholar] [CrossRef]
- Naz, S.; Kara, H.; Sherazi, S.T.H.; Aljabour, A.; Talpur, F.N. A green approach for the production of biodiesel from fatty acids of corn deodorizer distillate. RSC Adv. 2014, 4, 48419–48425. [Google Scholar] [CrossRef]
- Zhang, D.-Y.; Duan, M.-H.; Yao, X.-H.; Fu, Y.-J.; Zu, Y.-G. Preparation of a novel cellulose-based immobilized heteropoly acid system and its application on the biodiesel production. Fuel 2016, 172, 293–300. [Google Scholar] [CrossRef]
- Jegannathan, K.R.; Jun-Yee, L.; Chan, E.-S.; Ravindra, P. Production of biodiesel from palm oil using liquid core lipase encapsulated in κ-carrageenan. Fuel 2010, 89, 2272–2277. [Google Scholar] [CrossRef]
- Hu, Y.; Dai, L.; Liu, D.; Du, W. Rationally designing hydrophobic UiO-66 support for the enhanced enzymatic performance of immobilized lipase. Green Chem. 2018, 20, 4500–4506. [Google Scholar] [CrossRef]
- Caetano, C.S.; Guerreiro, L.; Fonseca, I.M.; Ramos, A.M.; Vital, J.; Castanheiro, J.E. Esterification of fatty acids to biodiesel over polymers with sulfonic acid groups. Appl. Catal. A Gen. 2009, 359, 41–46. [Google Scholar] [CrossRef]
- Andrijanto, E.; Dawson, E.A.; Brown, D.R. Hypercrosslinked polystyrene sulphonic acid catalysts for the esterification of free fatty acids in biodiesel synthesis. Appl. Catal. B Environ. 2012, 115–116, 261–268. [Google Scholar] [CrossRef]
- Suresh, R.; Antony, J.V.; Vengalil, R.; Kochimoolayil, G.E.; Joseph, R. Esterification of free fatty acids in non- edible oils using partially sulfonated polystyrene for biodiesel feedstock. Ind. Crops Prod. 2017, 95, 66–74. [Google Scholar] [CrossRef]
- Chang, Y.; Lee, C.; Bae, C. Polystyrene-based superacidic solid acid catalyst: Synthesis and its application in biodiesel production. RSC Adv. 2014, 4, 47448–47454. [Google Scholar] [CrossRef]
- Drelinkiewicz, A.; Kalemba-Jaje, Z.; Lalik, E.; Kosydar, R. Organo-sulfonic acids doped polyaniline—Based solid acid catalysts for the formation of bio-esters in transesterification and esterification reactions. Fuel 2014, 116, 760–771. [Google Scholar] [CrossRef]
- Niu, M.; Kong, X. Efficient biodiesel production from waste cooking oil using p-toluenesulfonic acid doped polyaniline as a catalyst. RSC Adv. 2015, 5, 27273–27277. [Google Scholar] [CrossRef]
- Oueda, N.; Bonzi-Coulibaly, Y.; Ouédraogo, I.W.K. Deactivation processes, regeneration conditions and reusability performance of CaO or MgO based catalysts used for biodiesel production—A review. Mater. Sci. Appl. 2016, 8, 94–122. [Google Scholar] [CrossRef]
- Dwivedi, G.; Sharma, M.P. Impact of cold flow properties of biodiesel on engine performance. Renew. Sustain. Energy Rev. 2014, 31, 650–656. [Google Scholar] [CrossRef]
- Knothe, G.; Razon, L.F. Biodiesel fuels. Prog. Energy Combust. Sci. 2017, 58, 36–59. [Google Scholar] [CrossRef]
- Knothe, G.; Dunn, R.O. A comprehensive evaluation of the melting points of fatty acids and esters determined by differential scanning calorimetry. J. Am. Oil Chem. Soc. 2009, 86, 843–856. [Google Scholar] [CrossRef]
- Lacoste, F.; Dejean, F.; Griffon, H.; Rouquette, C. Quantification of free and esterified steryl glucosides in vegetable oils and biodiesel. Eur. J. Lipid Sci. Technol. 2009, 111, 822–828. [Google Scholar] [CrossRef]
- Chupka, G.M.; Yanowitz, J.; Chiu, G.; Alleman, T.L.; McCormick, R.L. Effect of saturated monoglyceride polymorphism on low-temperature performance of biodiesel. Energy Fuels 2011, 25, 398–405. [Google Scholar] [CrossRef]
- Dwivedi, G.; Sharma, M.P. Cold flow behavior of biodiesel-A review. Int. J. Renew. Energy Res. 2013, 3, 827–836. [Google Scholar]
- Binhweel, F.; Bahadi, M.; Pyar, H.; Alsaedi, A.; Hossain, M.S.; Ahmad, M.I. A comparative review of some physicochemical properties of biodiesels synthesized from different generations of vegetative oils. J. Phys. Conf. Ser. 2021, 1900, 12009. [Google Scholar] [CrossRef]
- Banković-Ilić, I.B.; Stojković, I.J.; Stamenković, O.S.; Veljkovic, V.B.; Hung, Y.-T. Waste animal fats as feedstocks for biodiesel production. Renew. Sustain. Energy Rev. 2014, 32, 238–254. [Google Scholar] [CrossRef]
- Vijayan, S.K.; Victor, M.N.; Sudharsanam, A.; Chinnaraj, V.K.; Nagarajan, V. Winterization studies of different vegetable oil biodiesel. Bioresour. Technol. Rep. 2018, 1, 50–55. [Google Scholar] [CrossRef]
- Hosseinzadeh-Bandbafha, H.; Tabatabaei, M.; Aghbashlo, M.; Khanali, M.; Demirbas, A. A comprehensive review on the environmental impacts of diesel/biodiesel additives. Energy Convers. Manag. 2018, 174, 579–614. [Google Scholar] [CrossRef]
- Aboulrous, A.A.; Haddad, A.S.; Rafati, R.; Boyou, N.V.; Alsabagh, A.M. Review of synthesis, characteristics and technical challenges of biodiesel based drilling fluids. J. Clean. Prod. 2022, 336, 130344. [Google Scholar] [CrossRef]
- Echim, C.; Maes, J.; De Greyt, W. Improvement of cold filter plugging point of biodiesel from alternative feedstocks. Fuel 2012, 93, 642–648. [Google Scholar] [CrossRef]
- Wang, J.; Cao, L.; Han, S. Effect of polymeric cold flow improvers on flow properties of biodiesel from waste cooking oil. Fuel 2014, 117, 876–881. [Google Scholar] [CrossRef]
- Cao, L.; Wang, J.; Liu, C.; Chen, Y.; Liu, K.; Han, S. Ethylene vinyl acetate copolymer: A bio-based cold flow improver for waste cooking oil derived biodiesel blends. Appl. Energy 2014, 132, 163–167. [Google Scholar] [CrossRef]
- Boshui, C.; Yuqiu, S.; Jianhua, F.; Jiu, W.; Jiang, W. Effect of cold flow improvers on flow properties of soybean biodiesel. Biomass Bioenergy 2010, 34, 1309–1313. [Google Scholar] [CrossRef]
- Chastek, T.Q. Improving cold flow properties of canola-based biodiesel. Biomass Bioenergy 2011, 35, 600–607. [Google Scholar] [CrossRef]
- Sern, C.H.; May, C.Y.; Zakaria, Z.; Daik, R.; Foon, C.S. The effect of polymers and surfactants on the pour point of palm oil methyl esters. Eur. J. Lipid Sci. Technol. 2007, 109, 440–444. [Google Scholar] [CrossRef]
- Usta, N.; Aydoğan, B.; Çon, A.H.; Uğuzdoğan, E.; Özkal, S.G. Properties and quality verification of biodiesel produced from tobacco seed oil. Energy Convers. Manag. 2011, 52, 2031–2039. [Google Scholar] [CrossRef]
- Brian, B.W.D.; Kenneth, W.L.; Alessandro, A.L. Oil Additives and Compositions. U.S. Patent 5,743,923, 28 April 1998. [Google Scholar]
- Monirul, I.M.; Kalam, M.A.; Masjuki, H.H.; Zulkifli, N.W.M.; Shahir, S.A.; Mosarof, M.H.; Ruhul, A.M. Influence of poly (methyl acrylate) additive on cold flow properties of coconut biodiesel blends and exhaust gas emissions. Renew. Energy 2017, 101, 702–712. [Google Scholar] [CrossRef]
- Karavalakis, G.; Stournas, S.; Karonis, D. Evaluation of the oxidation stability of diesel/biodiesel blends. Fuel 2010, 89, 2483–2489. [Google Scholar] [CrossRef]
- Zuleta, E.C.; Rios, L.A.; Benjumea, P.N. Oxidative stability and cold flow behavior of palm, sacha-inchi, jatropha and castor oil biodiesel blends. Fuel Process. Technol. 2012, 102, 96–101. [Google Scholar] [CrossRef]
- Thomas, E.W.; Fuller, R.E.; Terauchi, K. Fluoroelastomer compatibility with biodiesel fuels. SAE Trans. 2007, 116, 947–956. [Google Scholar]
- Maru, M.; Lucchese, M.; Legnani, C.; Quirino, W.; Balbo, A.; Aranha, I.; Costa, L.; Vilani, C.; De Sena, L.; Damasceno, J.; et al. Biodiesel compatibility with carbon steel and HDPE parts. Fuel Process. Technol. 2009, 90, 1175–1182. [Google Scholar] [CrossRef]
- Zhang, X.; Li, L.; Wu, Z.; Hu, Z.; Zhou, Y. Material Compatibilities of Biodiesels with Elastomers, Metals and Plastics in a Diesel Engine; SAE Technical Paper 2009-01-2799; SAE International: Warrendale, PA, USA; Vancouver, BC, Canada, 2009. [Google Scholar] [CrossRef]
- Bessee, G.B.; Fey, J.P. Compatibility of elastomers and metals in biodiesel fuel blends. SAE Trans. J. Fuel Lubr. 1997, 106, 650–661. [Google Scholar]
- Cao, Y.; Doustgani, A.; Salehi, M.; Ghasemi, A.; Koohshekan, O. The economic evaluation of establishing a plant for producing biodiesel from edible oil wastes in oil-rich countries: Case study Iran. Energy 2020, 213, 118760. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Polymer | Type of PHAs | Source of Carbon | Synthesis Microbe | References |
|---|---|---|---|---|
| Homopolymer | P3HB | Waste glycerol | C. necator DSM 545 | [37] |
| Soy cake and molasses | [38] | |||
| Sugar of coconut, palm, rock, and toddy | C. necator strain A-04 | [39] | ||
| Soybean oil | R. eutropha H16 | [40] | ||
| Pineapple crude glycerol | Bacillus firmus NII 0830 | [41] | ||
| Cooking oil | Burkholderia thailandensis | [42] | ||
| PHHp | Heptanoate | P. putida KTOY06 | [43] | |
| PHV | Undecanoic acid | hydrophila 4AK4 | [44] | |
| PHDD | Sodium dodecanoate | P. putida KT2440 | [45] | |
| PHO | Glycerol and sodium octanoate | P. putida ATCC47054 | [46] | |
| Copolymer | P3HB-co-HA | Gluconate alkanoates | Pseudomonas sp. 61-3 | [47] |
| P3HB-co-P4HB | n-alkanoic acids | R. eutropha H16 | [48] | |
| P3HB-co-HHx | Lauric acid, and oleic acid | A. hydrophila | [49] | |
| P3HB-co-P3HV | Lactose, glucose and galactose | P. hydrogenovora | [50] | |
| P3HB-co-P3HV-co-P3HHx | Dodecanoic acid and propionic acid | Recombinant A. hydrophila 4AK4 | [51] | |
| P(3HP-co-4HB | Glycerol | Recombinant E. coli | [52] |
| Polymeric Biodiesel | Polymers Source | Reaction Parameters | Yield (%) | References | ||||
|---|---|---|---|---|---|---|---|---|
| Alcohol | Catalyst | Ratio % (C in A) * | Temperature (°C) | Time (h) | ||||
| HAME | mcl PHA | Methanol | H2SO4 | 15 | 100 | 60 | 65 | [35] |
| HAME | mcl PHA | Methanol | H2SO4 | 10 | 67 | 60 | 68 | [20] |
| HBME | P3HB | Methanol | H2SO4 | 15 | 100 | 60 | 52 | [35] |
| HBME | P3HB | Methanol | H2SO4 | 10 | 67 | 60 | 40 | [57] |
| HBME | P3HB | Methanol | H2SO4 | 10 | 67 | 50 | 70.7 | [21] |
| HBME | P3HB | Methanol | H2SO4 | 10 | 67 | 60 | 65 | [22] |
| Physicochemical Properties | Unit | Value |
|---|---|---|
| Density at 20 °C | Kg/m3 | 900 |
| Viscosity 20 °C | mm2/s | 4 |
| Pour point | °C | 1 |
| Flash point | °C | 68.5 |
| Heating value | MJ/kg | 25.1 |
| Cetane number | - | <1 |
| Octane number (RON) | - | 62.2 |
| Oxygen content | %wt | 41 |
| Oxidative stability at 100 °C | h | 8.13 |
| Polymeric Catalyst | Biodiesel Feedstock | Yield (%) | Reusability | Reference | |
|---|---|---|---|---|---|
| Number of Cycles | Yield (%) | ||||
| FDU-15-SO3H | Soybean oil | 99.0 | 4 | 90 | [63] |
| PDVB-IL | Waste oils | 99.0 | 6 | 89 | [64] |
| Resin-N3=P(MeNCH2-CH2)3N | Soybean oil | 100 | 5 | 90 | [65] |
| Poly (butanesulfonic acid pyrrole) coated magnetic iron oxide | Waste oils | 98.1 | 10 | 97.5 | [66] |
| MIL-100(Fe)@DAILs | Oleic acid | 93.5 | 6 | 86 | [67] |
| HPW@MIL-100(Fe) | Acetic acid | 96.3 | 5 | 95.5 | [68] |
| Fe3O4@HKUST-1-ABILs | Soybean oil | 92.3 | 5 | 85 | [69] |
| HZnPS-1 | Oleic acid | 90 | 5 | 80 | [70] |
| Oligocat | Swine tallow | 96.5 | 3 | 96.5 | [9,10] |
| Pd/HPS * | stearic acid | 97 | - | - | [71] |
| Polymeric Catalyst | Biodiesel Feedstock | Yield (%) | Reusability | Reference | |
|---|---|---|---|---|---|
| Number of Cycles | Yield (%) | ||||
| CCu | Babassu oil | 76.8 | - | - | [73] |
| Chitosan immobilized with CaO | Soybean oil | 97 | - | - | [74] |
| Chitosan with sulfonic acid groups | Palmitic acid | 89 | 4 | 80 | [75] |
| HTCC/Na2SiO3/ECH | Soybean oil | 97 | 7 | 83 | [76] |
| Ferric alginate | Lauric acid | 99 | - | - | [78] |
| Tin (Sn2+) alginate | Oleic acid | 98.7 | 8 | 97.6 | [79] |
| CB-(AST-HPW) | Yellow horn oil | 96 | 7 | 70 | [80] |
| MSNC | Oleic acid | 96 | 5 | 95 | [25] |
| Lipase PS enzyme encapsulated with biopolymer κ-carrageenan | palm oil | 100 | 5 | 82 | [81] |
| ANL/UiO-66-PDMS-6 h | Soybean oil | 88 | 10 | 83 | [82] |
| Polymeric Catalyst | Biodiesel Feedstock | Yield (%) | Reusability | Reference | |
|---|---|---|---|---|---|
| Number of Cycles | Yield (%) | ||||
| D50w2 | Palmitic acid | 76.8 | 7 | 59.8 | [83] |
| D5081 | Oleic acid | 97 | 4 | 92 | [84] |
| PSS | Oleic acid | 53.4 | 3 | 35.1 | [85] |
| sPS-S | Dodecanoic acid | 100 | 10 | 88 | [86] |
| MSA-Pani | Ricinoleic acid | 92 | 2 | 89 | [87] |
| p-TSA–PANI | Waste cooking oil | 97.1 | 10 | 94.3 | [88] |
| TPC-SO3H | Chicken fat | 98.8 | 7 | 48 | [23] |
| Polymeric CFIs | Biodiesel | Concentration (wt%) | The Effect | Reference | ||
|---|---|---|---|---|---|---|
| Property | Reduced Value (°C) | |||||
| Polyolefins | T803 | Waste cooking oil | 0.04 | CP | 1 | [102] |
| T803 | 0.04 | CFPP | 1 | |||
| P388 | Waste cooking oil | 0.1 | CFPP | 2 | [27] | |
| A134 | 0.1 | CFPP | 2 | |||
| T803 | 0.1 | CFPP | 2 | |||
| IX-248 | 0.1 | CFPP | 3 | |||
| LZ-7749 | 0.1 | CFPP | 2 | |||
| CS-1 | 0.1 | CFPP | 2 | |||
| V-385 | 0.1 | CFPP | 2 | |||
| Ethylene/vinyl acetate copolymers | EVA | Waste cooking oil | 0.02–0.08 | CFPP | 2 | [102] |
| PP | 6 | |||||
| Soybean | 0.01 | PP | 2 | [104] | ||
| Waste cooking oil | 0.02–0.08 | PP | 3 | [103] | ||
| Canola | 1 | PP | 11 | [105] | ||
| Keroflux (BASF), ethylene/vinyl acetate/acrylate | Blended rapeseed and soybean oil | 0.3 | CP | 2 | [28] | |
| CFPP | 9 | |||||
| Polyacrylates and related copolymers | Poly(dodecyl methacrylate) | Canola | 1 | PP | −46 * | [105] |
| Poly(hexadecyl methacrylate) | Canola | 1 | PP | −20 * | ||
| polymethyl acrylate | Waste cooking oil | 0.02–0.08 | PP | 8 | [102] | |
| Maleic anhydride copolymers and their derivatives | Poly(MA-alt-1-octadecene) | Palm oil | 2 | PP | 6 | [106] |
| poly(MA-alt-1-octadecene) | Tobacco seed oil | 1 | CFPP | 7 | [107] | |
| octadecyl vinyl ether | Canola | 1 | PP | 3 | [105] | |
| Polymeric CFIs | Biodiesel/Diesel Blend | Concentration (wt%) | Effect | Reference | |
|---|---|---|---|---|---|
| Property | Reduced Value (°C) | ||||
| Polyolefin (copolymers of C9–C22 α-olefins) | Waste cooking oil/diesel | 0.04 | CP | 8 | [30] |
| PP | 7 | ||||
| EVA copolymer | Waste cooking oil/diesel (B20) | 0.08 | CP | 8 | [103] |
| CFPP | 11 | ||||
| PP | 10 | ||||
| Rapeseed oil/diesel (B50) | 320 ppm | CFPP | 17 | [108] | |
| Poly(methyl acrylate) | Coconut/diesel (B20) | 0.03 | PP | 9 | [109] |
| CP | 3 | ||||
| CFPP | 8 | ||||
| Poly(acrylic acid) and poly(tetradecyl methacrylate) | Palm oil/diesel (B20) | 0.1 | PP | 7 | [29] |
| Polymers | Biodiesel | Temperature (°C) | Time (Day) | Effect | Reference |
|---|---|---|---|---|---|
| HDPE | Soybean and sunflower biodiesel | 60 | 125 | Increase 5% weight | [113] |
| HDPE | Palm biodiesel and acidic-biodiesel blends. | 55 | 98 | Increase 5% weight | [17] |
| PA66 | Palm biodiesel and acidic-biodiesel blends. | 55 | 98 | Decrease 2% weight | [17] |
| PE and POM | Biodiesel of palm, canola, soybean, and cotton | Room temperature | 28 | Decrease 1% weight | [114] |
| PTFE | Palm biodiesel and diesel | 25 | 41.67 | Decrease weight and volume | [32] |
| EPDM | Palm biodiesel and diesel | 25 | 41.67 | Weakness in hardness and tensile stress. | [32] |
| Nylon 6/6. Nitrile rubber. High-density polypropylene. | Biodiesel blends | 51.7 | 28.92 | Recorded effect in the physical properties. | [115] |
| Polymers | Biodiesel | Temperature (°C) | Time (Day) | Effect | Reference |
|---|---|---|---|---|---|
| Teflon, Viton A401-C. Viton GFLT | Biodiesel blends | 51.7 | 29 | Insignificant change | [115] |
| Nitrile rubber. Polychloroprene, and fluoro-Viton A | Palm biodiesel | 50 | 20.83 | Insignificant change | [31] |
| POM | Palm biodiesel and acidic-biodiesel blends | 55 | 98 | Insignificant change | [17] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Binhweel, F.; Ahmad, M.I.; Zaki, S.A. Utilization of Polymeric Materials toward Sustainable Biodiesel Industry: A Recent Review. Polymers 2022, 14, 3950. https://doi.org/10.3390/polym14193950
Binhweel F, Ahmad MI, Zaki SA. Utilization of Polymeric Materials toward Sustainable Biodiesel Industry: A Recent Review. Polymers. 2022; 14(19):3950. https://doi.org/10.3390/polym14193950
Chicago/Turabian StyleBinhweel, Fozy, Mardiana Idayu Ahmad, and Sheikh Ahmad Zaki. 2022. "Utilization of Polymeric Materials toward Sustainable Biodiesel Industry: A Recent Review" Polymers 14, no. 19: 3950. https://doi.org/10.3390/polym14193950