
Mask-Point: Automatic 3D Surface Defects Detection Network for Fiber-Reinforced Resin Matrix Composites

 , ,
, ,
Abstract
:1. Introduction
2. Materials
2.1. The Manufacturing Process of FRRMC Products
2.2. Defects of FRRMCs
- (a)
- SDL, surface defect length. The maximum size of the surface defect measured parallel to the reference plane.
- (b)
- SDW, surface defect width. The maximum size of the surface defect measured parallel to the reference plane and perpendicular to the length of the surface defect.
- (c)
- SDD, surface defect depth. The distance between the reference surface and the lowest point in the surface defect measured vertically from the reference surface.
- (d)
- CSDA, surface defect area. Area of the surface defect.
- (e)
- SDV, surface defect volume. The volume of the surface defect envelope.
3. Methods
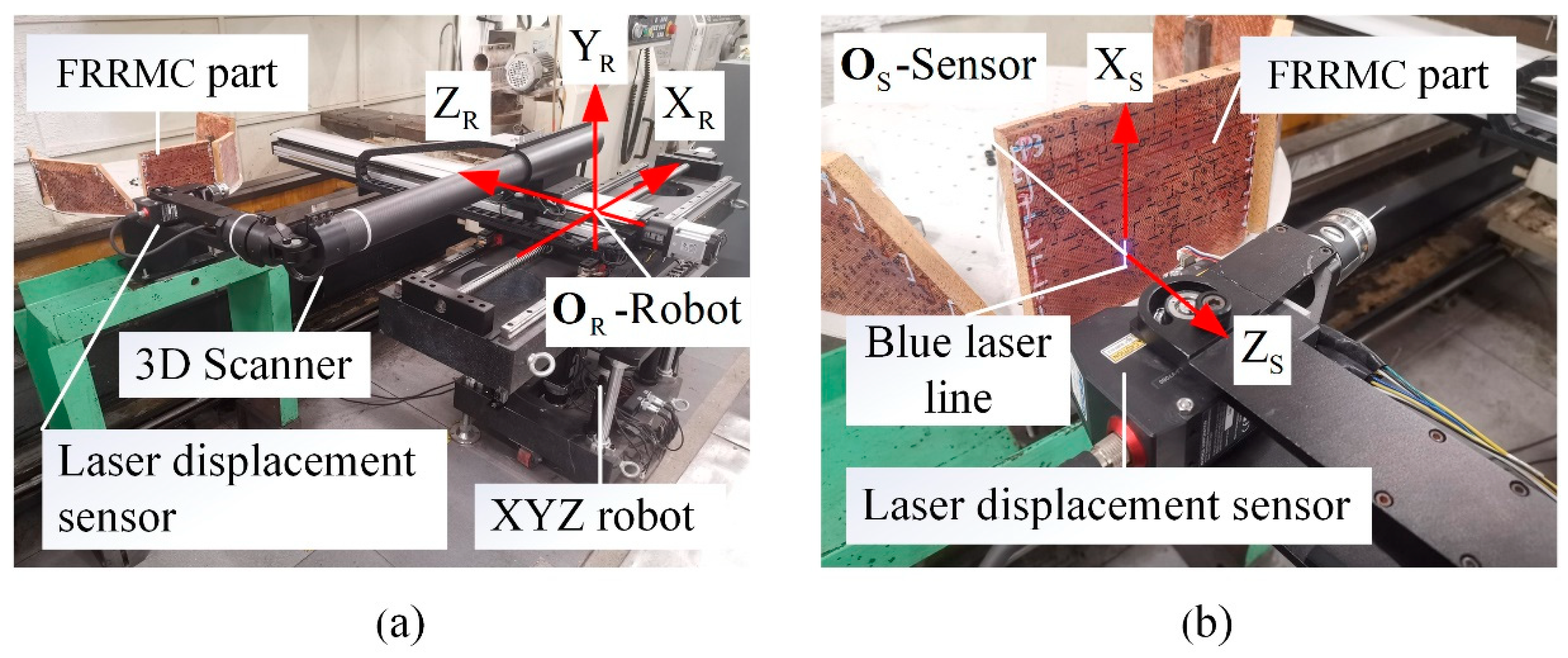
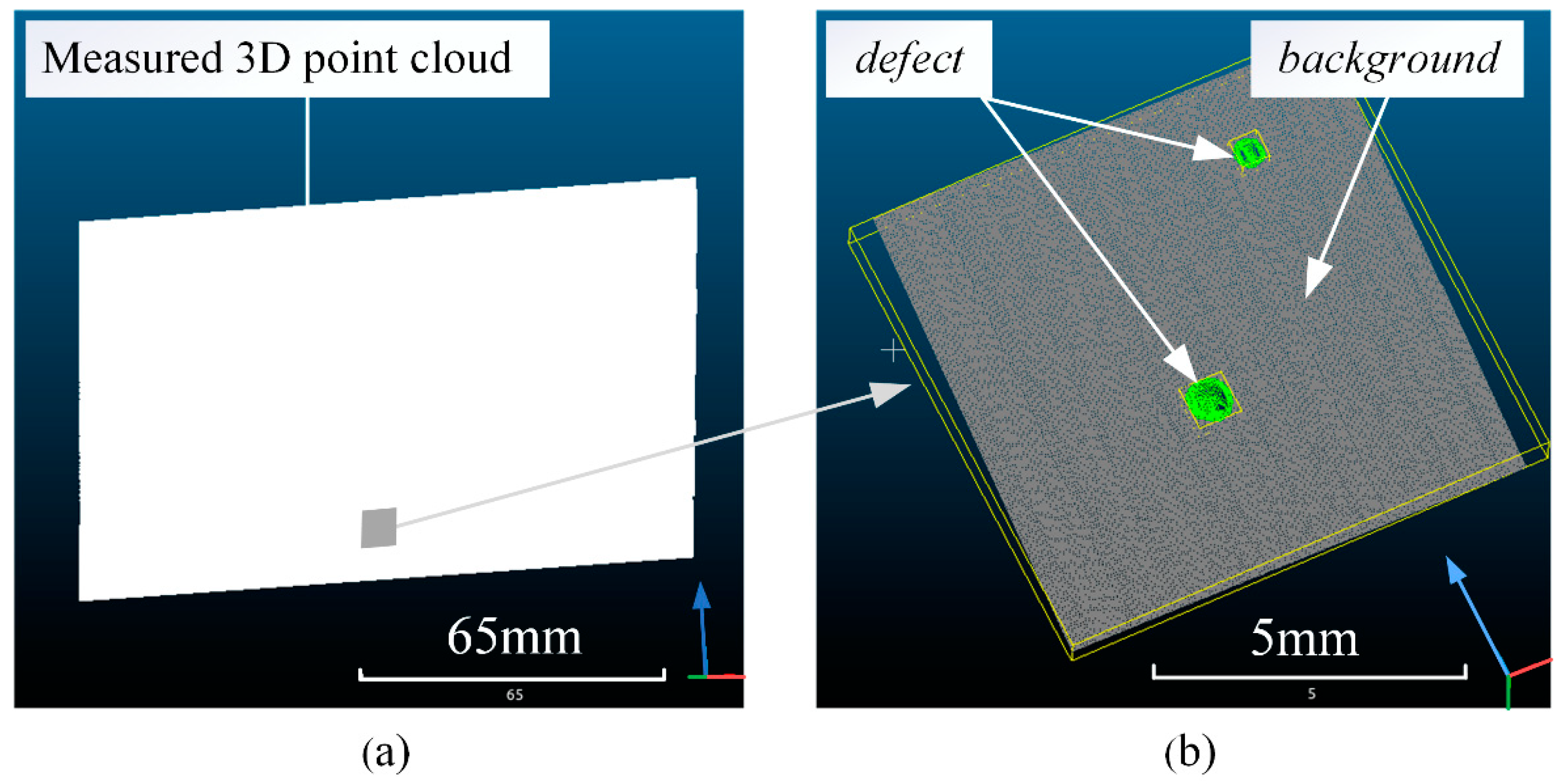
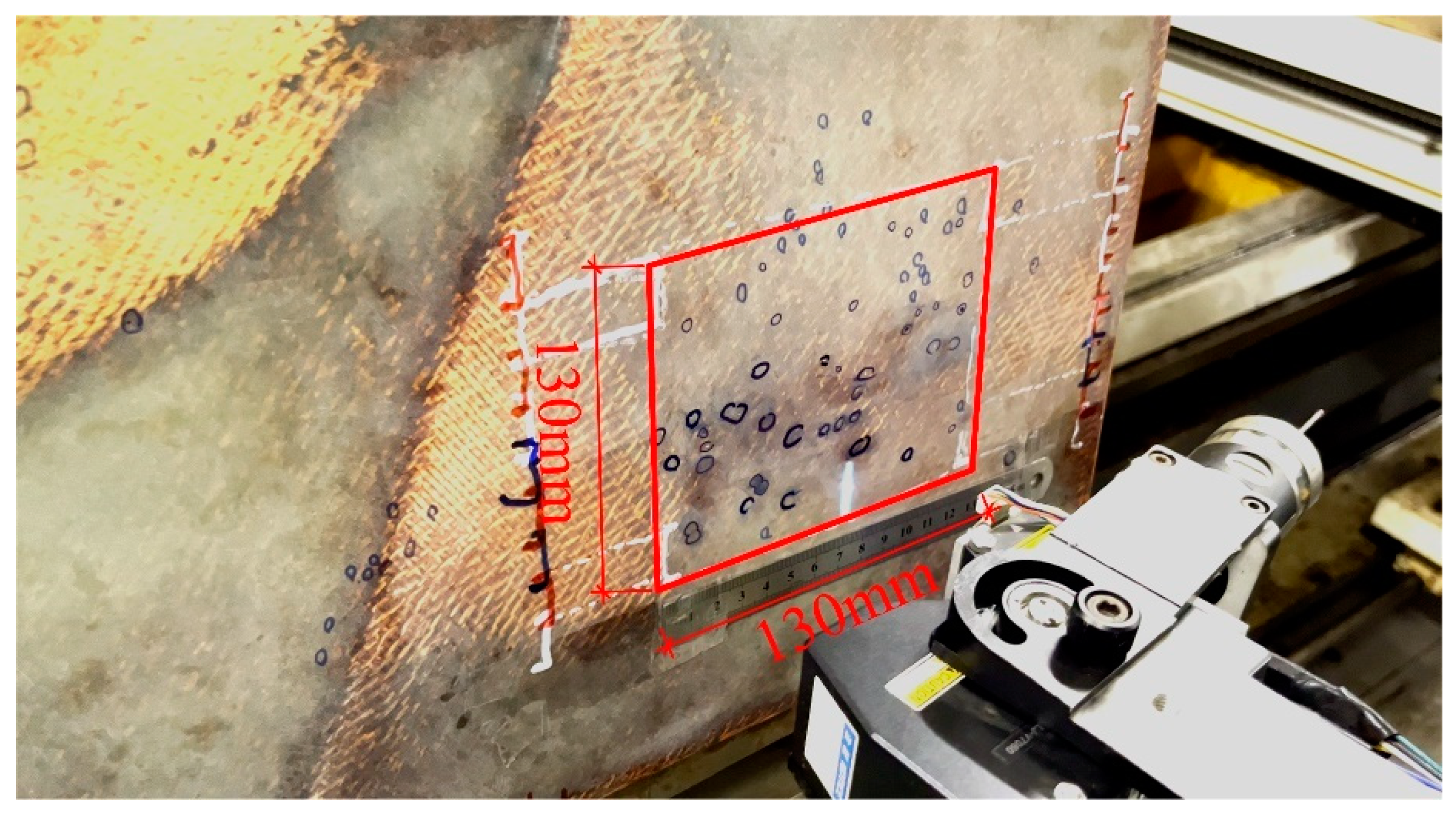
3.1. Data Acquisition
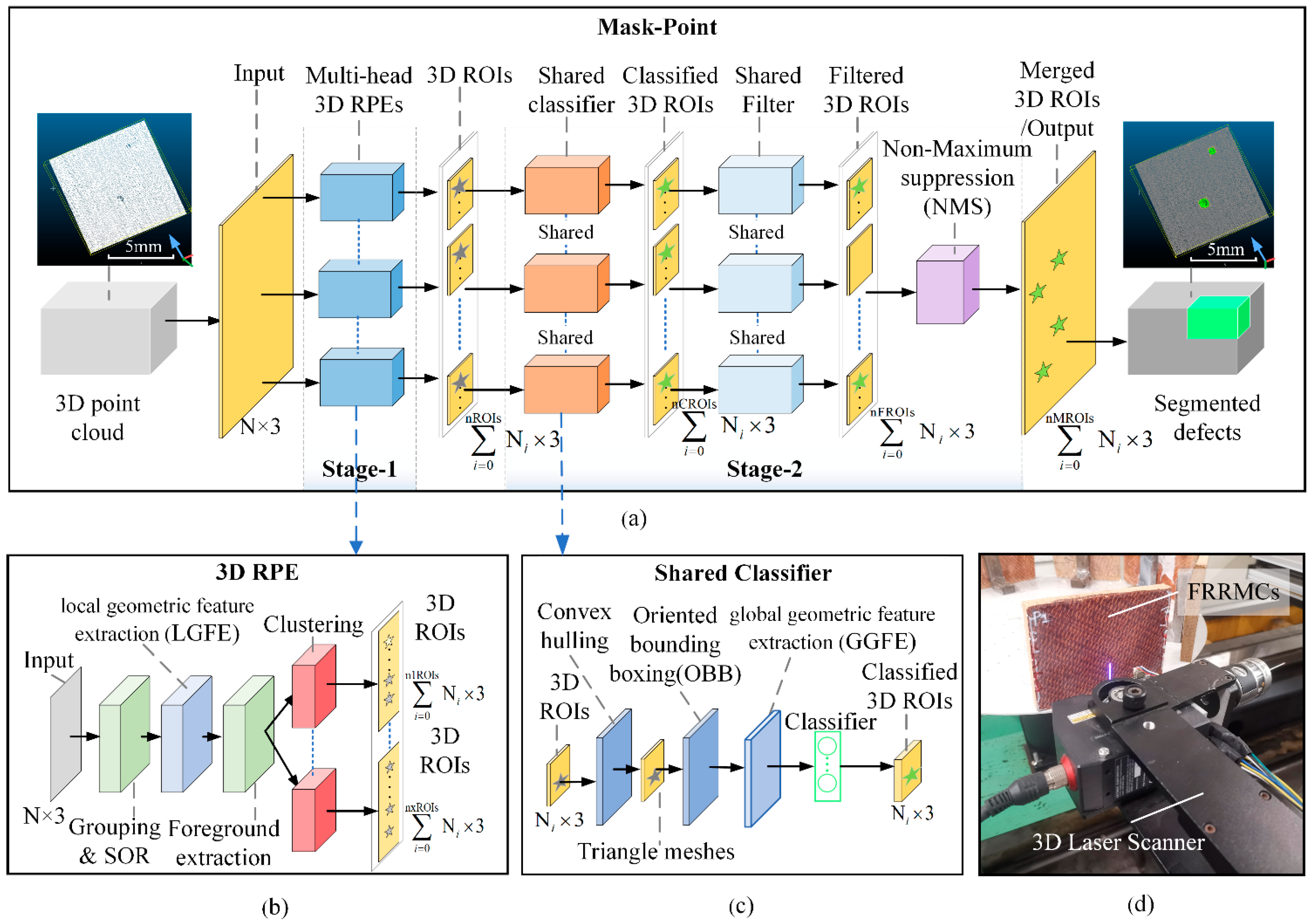
3.2. Mask-Point Based Defects Detection
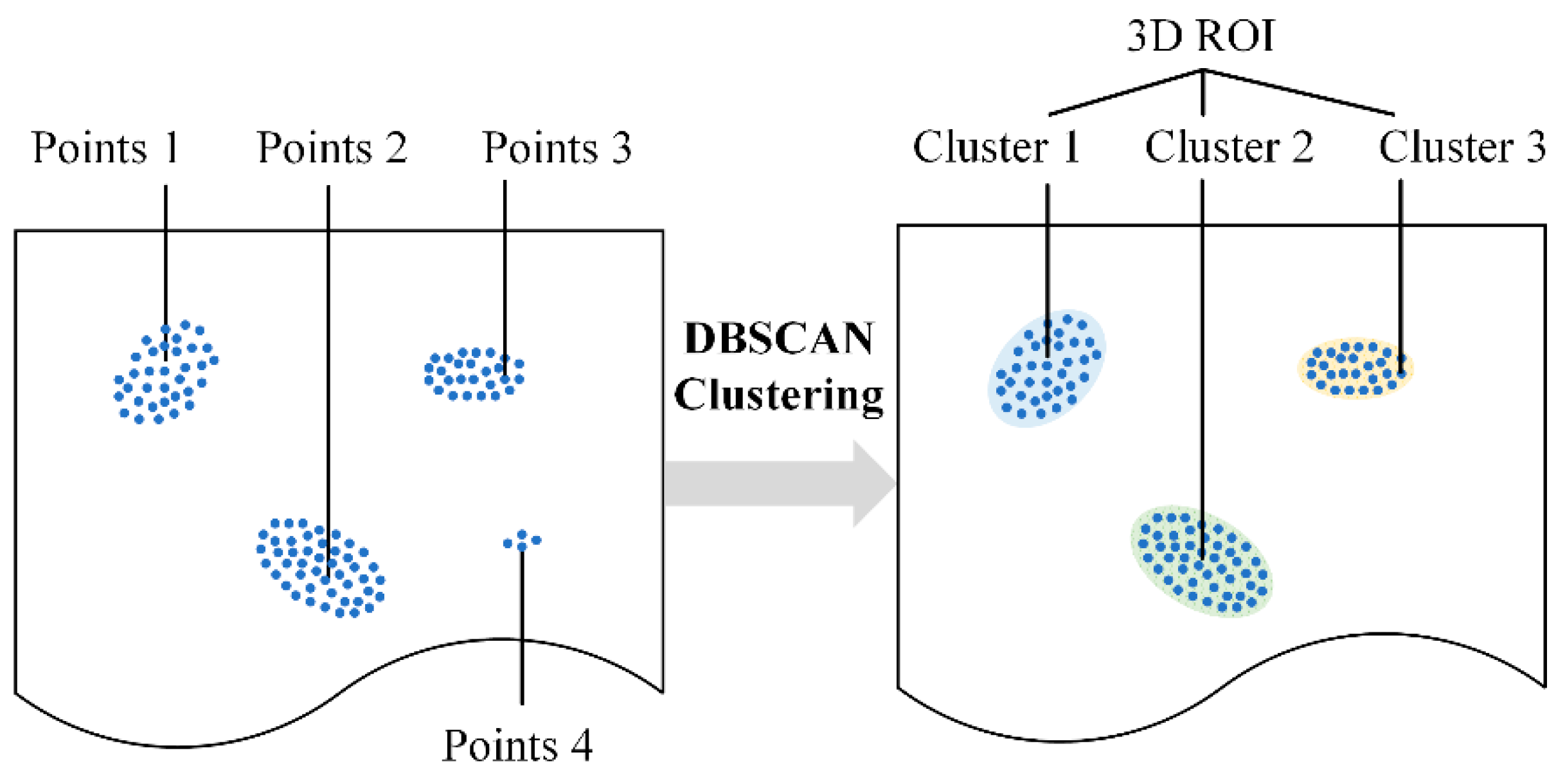
3.2.1. Stage 1 of Mask-Point: Multi-Head 3D RPEs
| Algorithm 1: DBSCAN clustering | |
| Input: eps, minpts, X Output: the set of clusters | |
| 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. | procedure DBSCAN(X, eps, minpts) for each point P ∈ X do if label(P) ≠ visited then label (P) ← visited N ← Neighbors (P, eps) if N < minpts then mark P as Noise` else C ← P for each point Pn∈N do N ← N\Pn if label (Pn) ≠ visited then label (Pn) ← visited Nn ← Neighbors(Pn, eps) if Nn ≥ minpts then N ← N ∪ Nn if Pn not a member of any cluster then C ← C ∪ Pn end if end if end if end for end if end if end for end procedure |
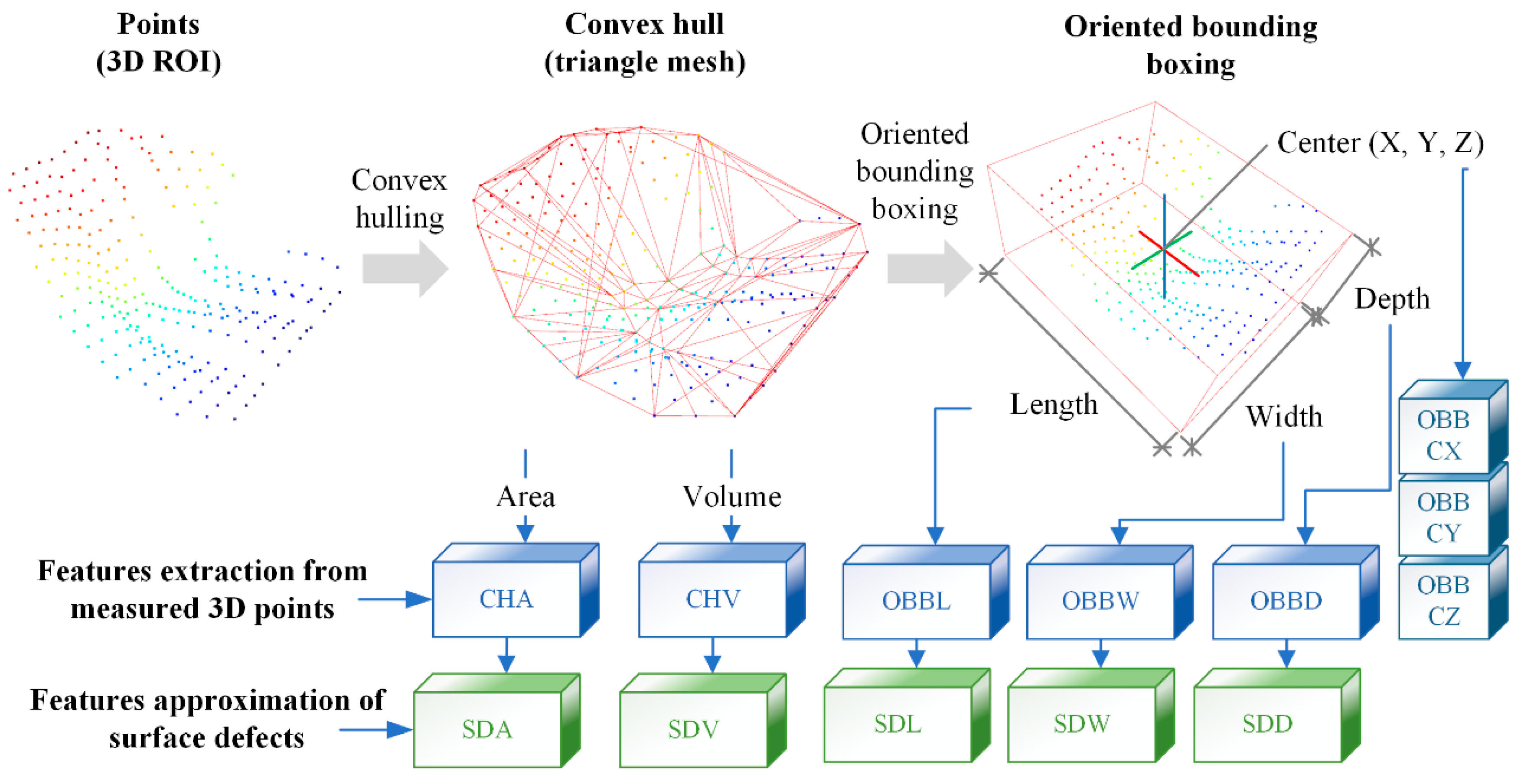
3.2.2. Stage 2 of Mask-Point: Aggregation Stage
| Algorithm 2: Quickhull algorithm for the convex hull | |
| Input: points Output: processed outside set (convex hull) | |
| 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. | procedure Quickhull(points) create a simplex of d + 1 points for each facet F do for each unassigned point p do if p is above F then assign p to outside set of F end if end for end for for each facet F with a non-empty outside set do select the furthest point p of F’s outside set initialize the visible set V to F for all unvisited neighbors N of facets in V if p is above N then add N to V end if end for the boundary of V is the set of horizon ridges H for each ridge R in H do create a new facet from R and p link the new facet to its neighbors end for for each new facet F’ do for each unassigned point q in an outside set of a facet in V do if g is above F’ then assign q to outside set of F’ end if end for end for delete the facets in V end for end procedure |
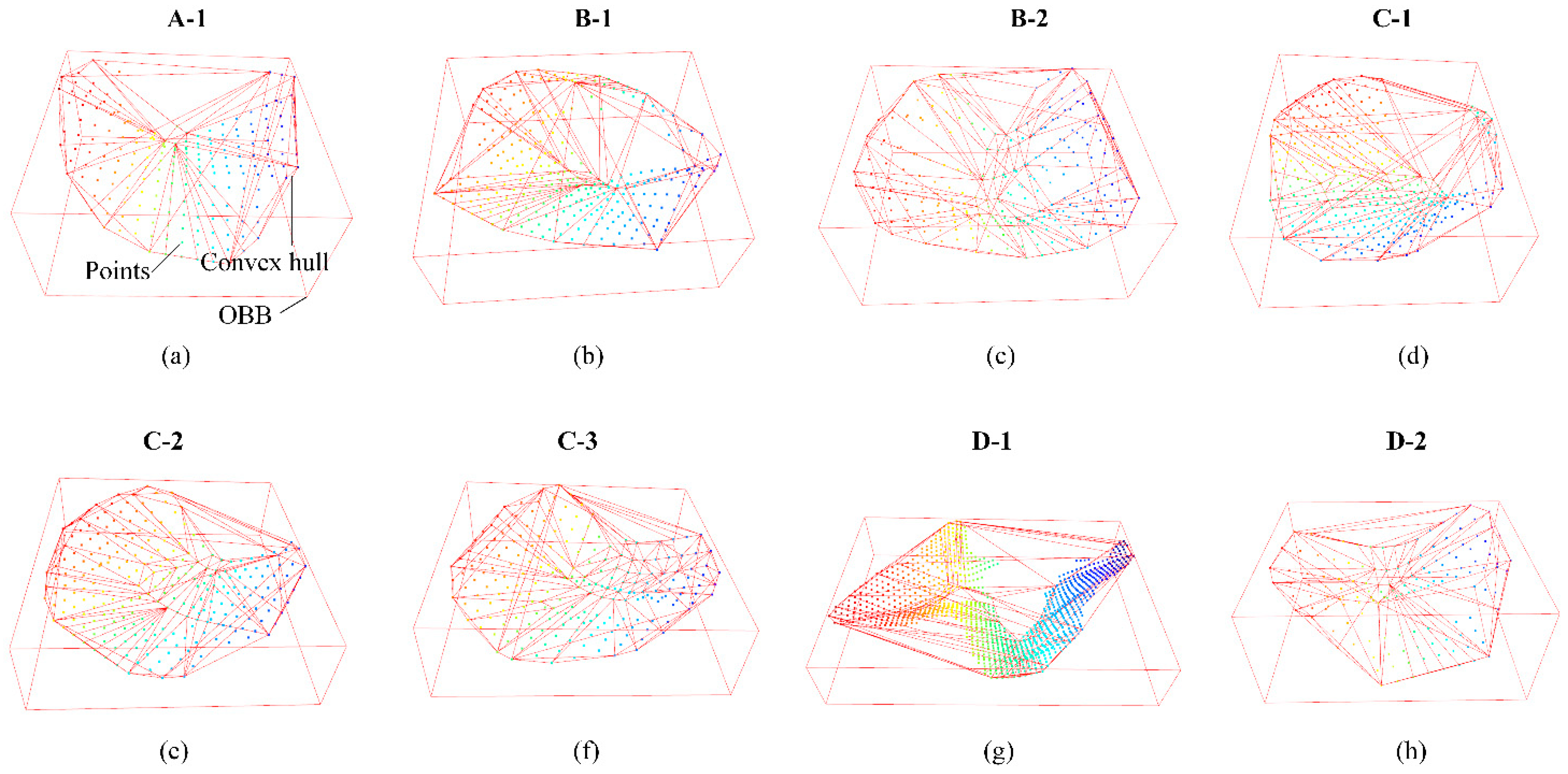
3.2.3. Outputs of Mask-Point
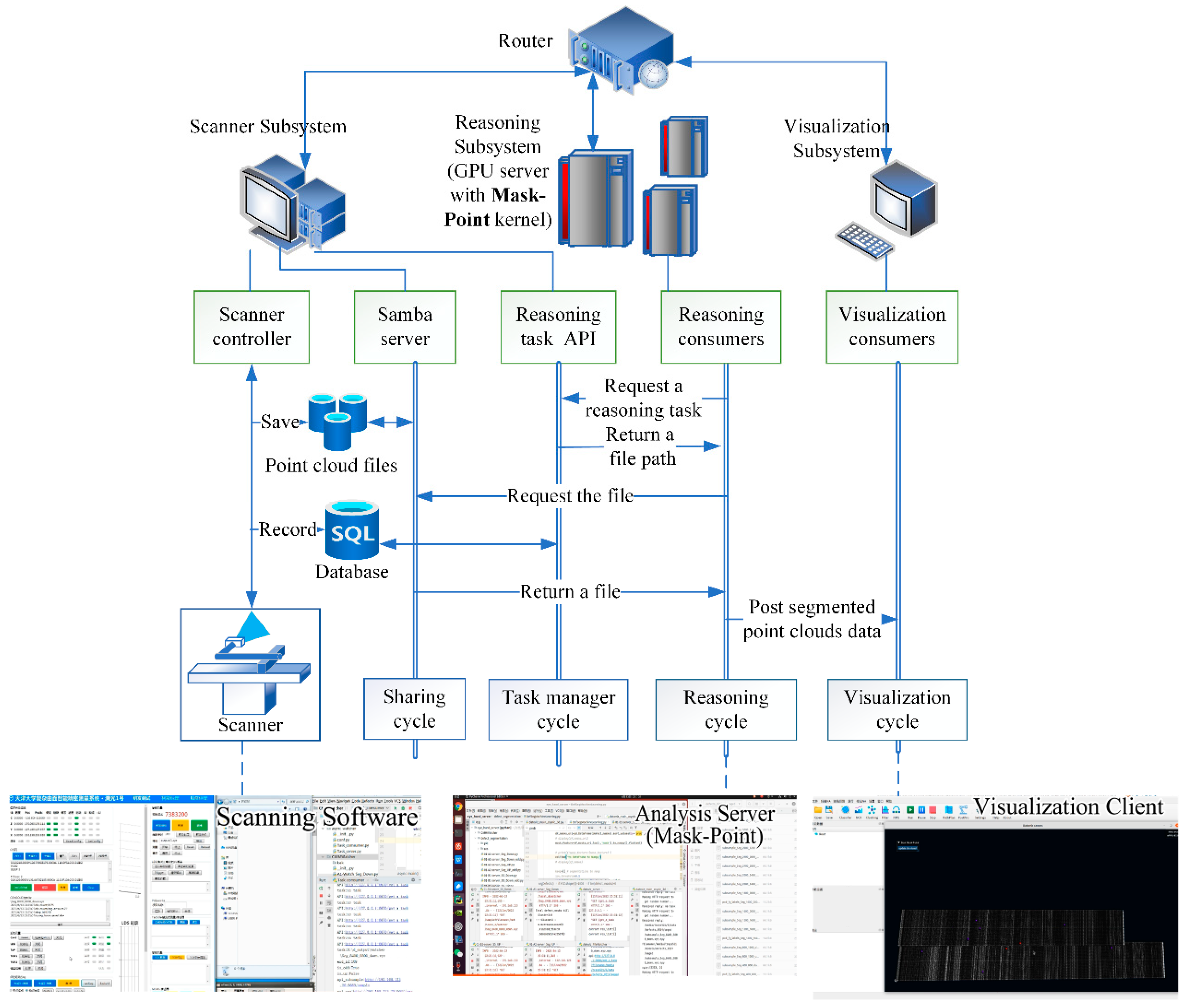
3.3. Distributed Surface Defects Detection System with Mask-Point
4. Results and Discussion
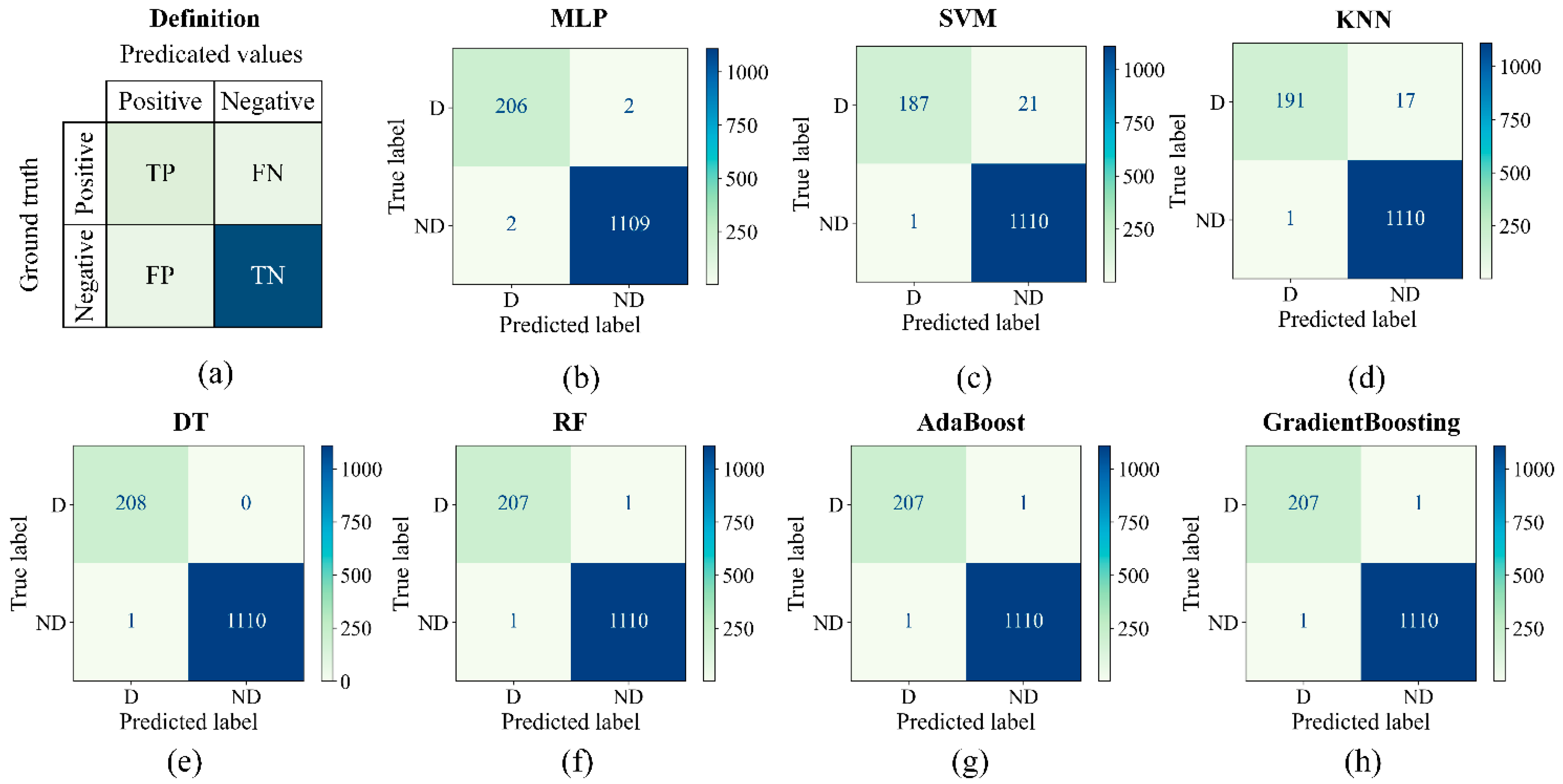
4.1. Training and Test Performance of Mask-Point
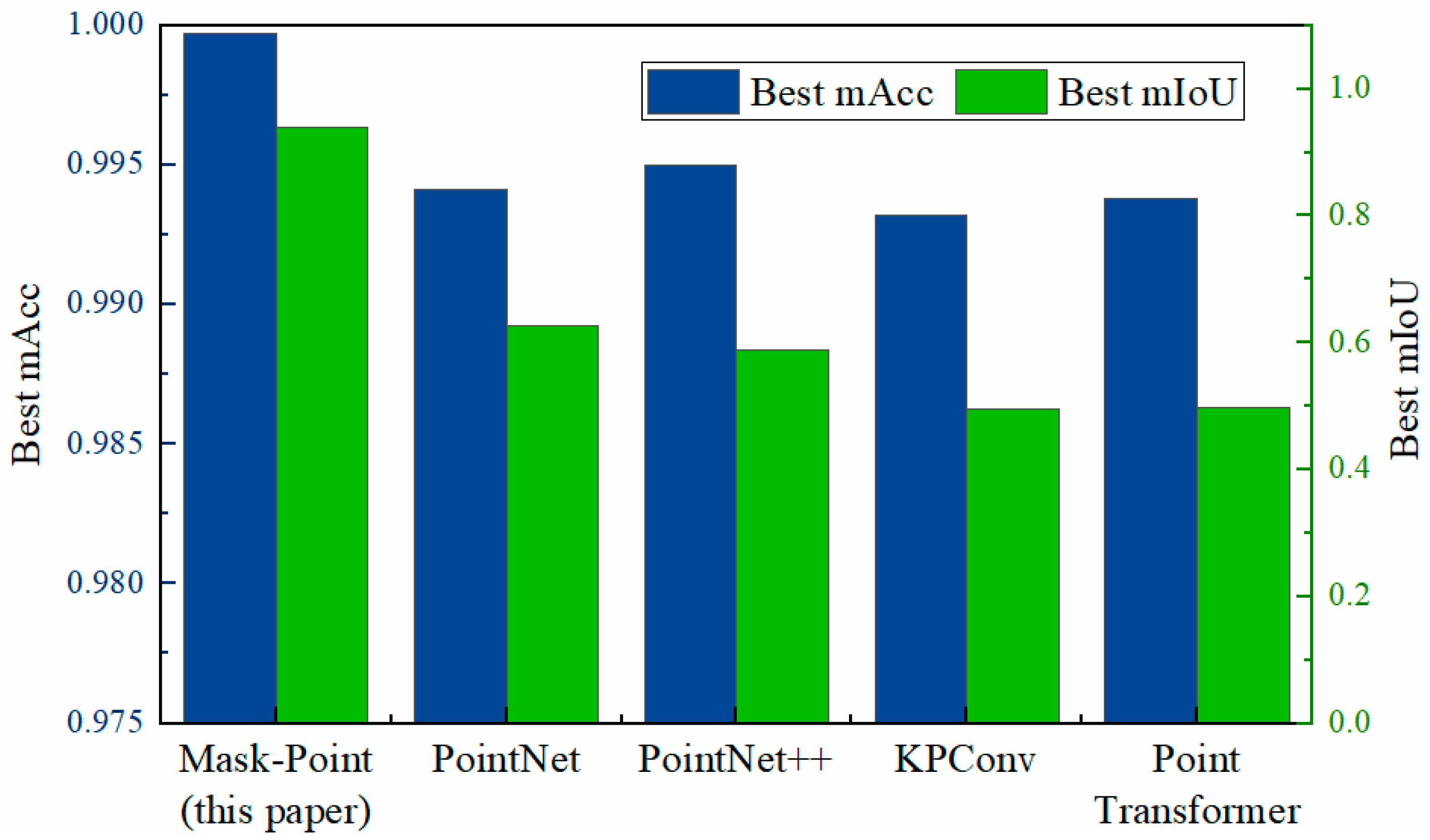
4.2. Comparison of Mask-Point and Typical 3D Semantic Segmentation Networks
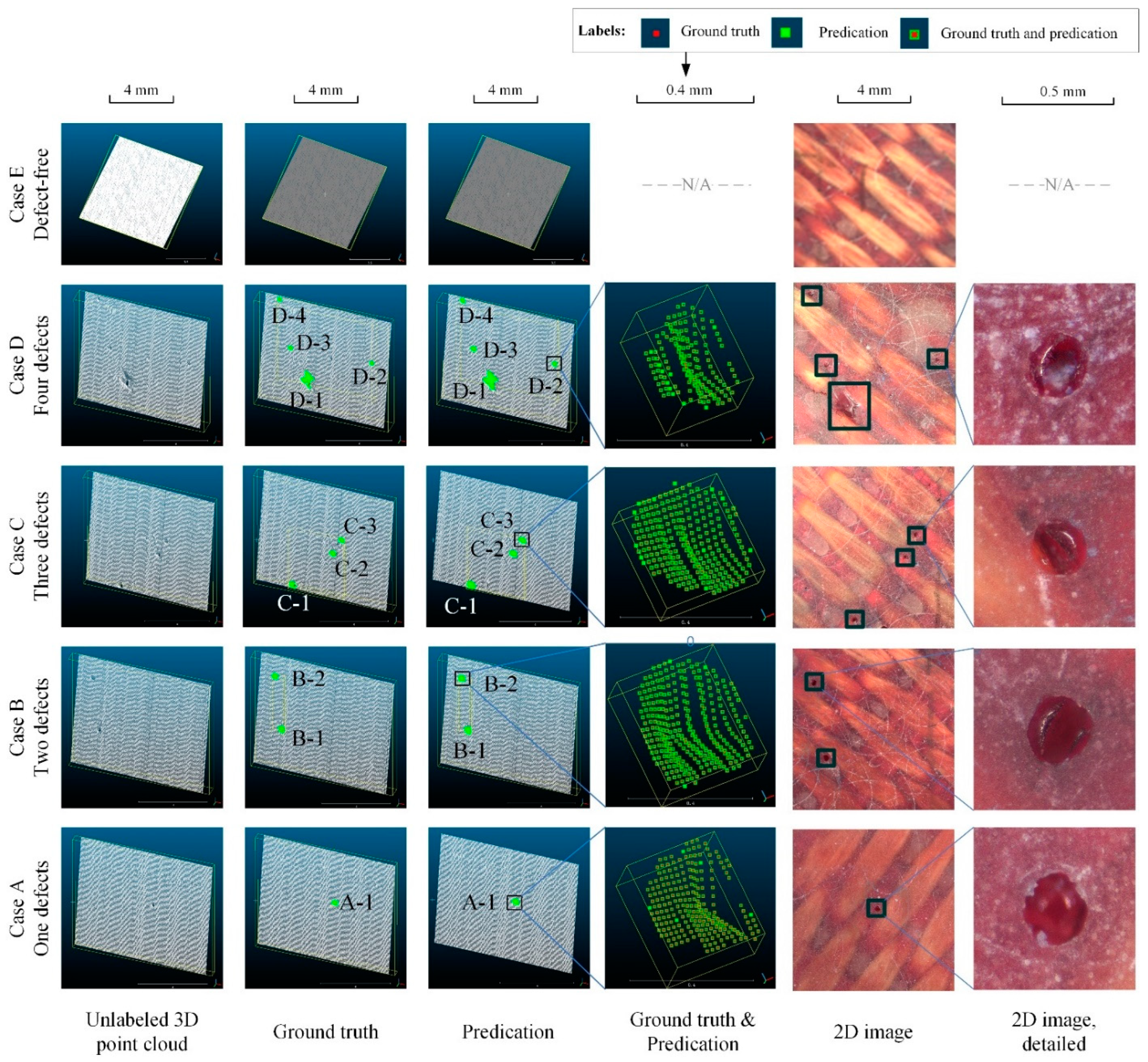
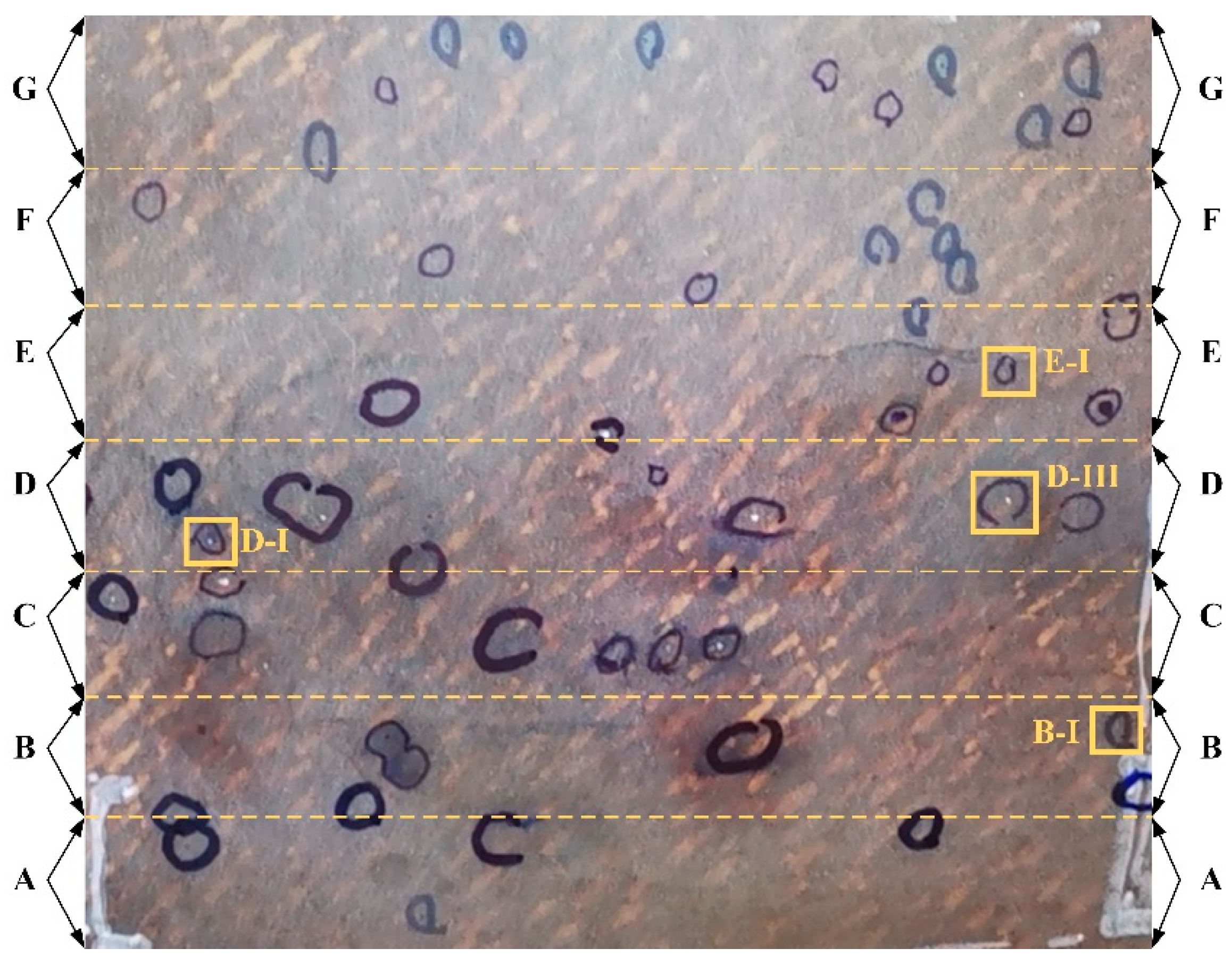
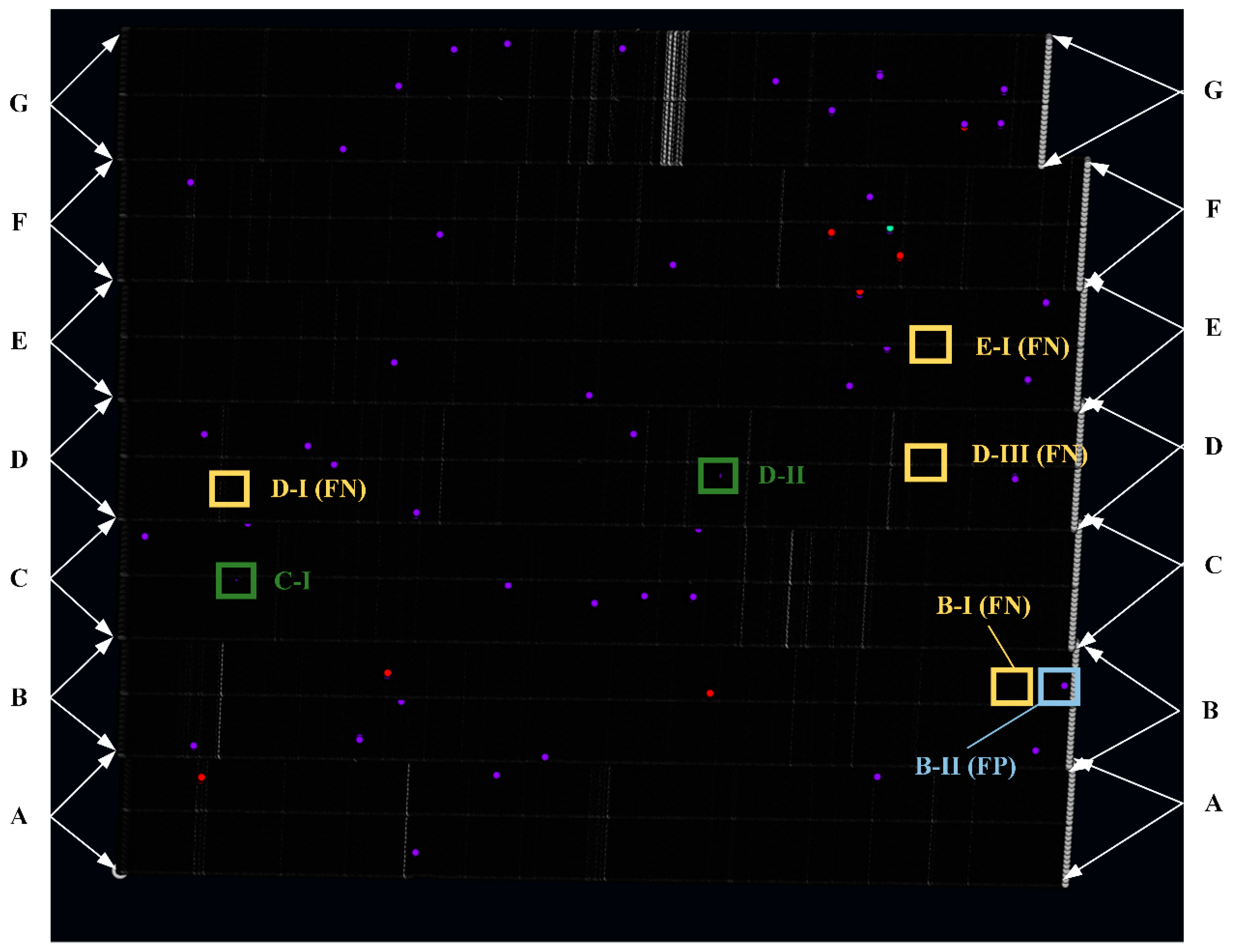
4.3. Verification of Mask-Point
4.4. Summary of Experiments
5. Conclusions
- (a)
- Multi-head 3D RPEs in Stage 1 make the Mask-Point can deal with multi-density data in engineering, overcome the sensitivity to hyperparameters, and facilitate parallel computing. The shared classifier in Stage 2 of Mask-Point with features CHA, CHV, OBBL, OBBW, and OBBD can effectively classify 3D ROIs.
- (b)
- Training and test experiments show that the accuracy and mIoU increase as the number of different 3D RPEs increases, but the inference speed becomes slower when the number increases. The Mask-Point with four 3D RPEs has the relatively best segmentation performance; the corresponding accuracy, mIoU, and inference speed achieve 0.9997, 0.9402, and 320,000 points/s on a single NVIDIA RTX3090, respectively.
- (c)
- Preliminary comparison experiments also indicate that Mask-Point offers relatively best segmentation performance compared with several other typical networks. The mIoU of Mask-Point is about 30% ahead of the sub-optimal 3D semantic segmentation network PointNet.
- (d)
- A Mask-Point-based distributed surface defect detection system is developed. The system is applied to scan real FRRMC products and detect their surface defects. It achieves the relatively best precision, accuracy, f1 score, and recall values of 0.9630, 0.9643, 0.9811, and 0.6939 in competitions with skilled human workers within limited five minutes. Mask-Point is generally 1% to 3% ahead of the skilled human workers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hasan, K.M.F.; Horváth, P.G.; Alpár, T. Potential Natural Fiber Polymeric Nanobiocomposites: A Review. Polymers 2020, 12, 1072. [Google Scholar] [CrossRef] [PubMed]
- Atmakuri, A.; Palevicius, A.; Vilkauskas, A.; Janusas, G. Numerical and Experimental Analysis of Mechanical Properties of Natural-Fiber-Reinforced Hybrid Polymer Composites and the Effect on Matrix Material. Polymers 2022, 14, 2612. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Wu, X.; He, Y.; Yang, S.; Chen, S.; Zhang, S.; Zhou, D. CFRP barely visible impact damage inspection based on an ultrasound wave distortion indicator. Compos. Part B Eng. 2019, 168, 152–158. [Google Scholar] [CrossRef]
- Wanhill, R.; Molent, L.; Barter, S.; Amsterdam, E. Milestone Case Histories in Aircraft Structural Integrity; National Aerospace Laboratory: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Cai, D. Boeing Recalls Eight 787 Dreamliners due to Structural Problems. Available online: https://new.qq.com/omn/20200828/20200828A0OM3C00.html?pc (accessed on 8 August 2020).
- Fu, Y.; Yao, X. A review on manufacturing defects and their detection of fiber reinforced resin matrix composites. Compos. Part C Open Access 2022, 8, 100276. [Google Scholar] [CrossRef]
- Hamidi, Y.K.; Aktas, L.; Altan, M.C. Formation of microscopic voids in resin transfer molded composites. J. Eng. Mater. Technol. 2004, 126, 420–426. [Google Scholar] [CrossRef]
- Li, W.; Wang, Z.; Deng, J.; Wu, S. Detection and Localization of Small Defects in Large Glass-ceramics by Hybrid Macro and Micro Vision. Sens. Mater. 2022, 34, 1539–1547. [Google Scholar] [CrossRef]
- Zong, Y.; Liang, J.; Wang, H.; Ren, M.; Zhang, M.; Li, W.; Lu, W.; Ye, M. An intelligent and automated 3D surface defect detection system for quantitative 3D estimation and feature classification of material surface defects. Opt. Lasers Eng. 2021, 144, 106633. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Gao, Y.; Wang, L.; Gao, L. A new Feature-Fusion method based on training dataset prototype for surface defect recognition. Adv. Eng. Inform. 2021, 50, 101392. [Google Scholar] [CrossRef]
- Chen, L.Q.; Yao, X.L.; Xu, P.; Moon, S.K.; Bi, G.J. Rapid surface defect identification for additive manufacturing with in-situ point cloud processing and machine learning. Virtual Phys. Prototyp. 2021, 16, 50–67. [Google Scholar] [CrossRef]
- Wood, R.L.; Mohammadi, M.E. Feature-based point cloud-based assessment of heritage structures for nondestructive and noncontact surface damage detection. Heritage 2021, 4, 775–793. [Google Scholar] [CrossRef]
- Guldur Erkal, B.; Hajjar, J.F. Laser-based surface damage detection and quantification using predicted surface properties. Autom. Constr. 2017, 83, 285–302. [Google Scholar] [CrossRef]
- Qi, C.R.; Su, H.; Mo, K.; Guibas, L.J. PointNet: Deep learning on point sets for 3D classification and segmentation. In Proceedings of the 30th IEEE Conference on Computer Vision and Pattern Recognition, CVPR 2017, Honolulu, HI, USA, 21–26 July 2017; pp. 77–85. [Google Scholar]
- Qi, C.R.; Yi, L.; Su, H.; Guibas, L.J. Pointnet++: Deep hierarchical feature learning on point sets in a metric space. Adv. Neural Inf. Process. Syst. 2017, 30. [Google Scholar] [CrossRef]
- Zhao, H.; Jiang, L.; Jia, J.; Torr, P.H.; Koltun, V. Point transformer. In Proceedings of the IEEE/CVF International Conference on Computer Vision, Montreal, QC, Canada, 10–17 October 2021; pp. 16259–16268. [Google Scholar]
- Paperswithcode. S3DIS Benchmark (Semantic Segmentation). Papers with Code. Available online: https://paperswithcode.com/sota/semantic-segmentation-on-s3dis (accessed on 8 July 2022).
- Fu, H.; Qin, Y.; He, X.; Meng, X.; Zhong, Y.; Zou, Z. Effect of curing degree on mechanical and thermal properties of 2.5D quartz fiber reinforced boron phenolic composites. e-Polymers 2019, 19, 462–469. [Google Scholar] [CrossRef]
- Park, C.H.; Woo, L. Modeling void formation and unsaturated flow in liquid composite molding processes: A survey and review. J. Reinf. Plast. Compos. 2011, 30, 957–977. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Rab, S.; Suman, R. Exploring impact and features of machine vision for progressive industry 4.0 culture. Sens. Int. 2022, 3, 100132. [Google Scholar] [CrossRef]
- Zhou, L.; Wang, F. Edge computing and machinery automation application for intelligent manufacturing equipment. Microprocess. Microsyst. 2021, 87, 104389. [Google Scholar] [CrossRef]
- Coskun, H.; Yiğit, T.; Üncü, İ.S. Integration of digital quality control for intelligent manufacturing of industrial ceramic tiles. Ceram. Int. 2022. [Google Scholar] [CrossRef]
- Yousef, N.; Parmar, C.; Sata, A. Intelligent inspection of surface defects in metal castings using machine learning. Mater. Today Proc. 2022. [Google Scholar] [CrossRef]
- ISO 8785:1998; Geometrical Product Specification (GPS)—Surface Imperfections—Terms, Definitions and Parameters, 20. International Organization for Standardization: Geneva, Switzerland, 1998.
- Keyence Corporation of America. Sensor Head—LJ-V7060. Available online: https://www.keyence.com/products/measure/laser-2d/lj-v/models/lj-v7060/ (accessed on 7 July 2022).
- Girardeau-Montaut, D. CloudCompare. Fr. EDF RD Telecom ParisTech 2016, 25–28. Available online: http://pcp2019.ifp.uni-stuttgart.de/presentations/04-CloudCompare_PCP_2019_public.pdf (accessed on 16 July 2022).
- Patwary, M.M.A.; Palsetia, D.; Agrawal, A.; Liao, W.-K.; Manne, F.; Choudhary, A. A new scalable parallel DBSCAN algorithm using the disjoint-set data structure. In Proceedings of the SC’12: Proceedings of the International Conference on High Performance Computing, Networking, Storage and Analysis, Salt Lake City, UT, USA, 10–16 November 2012; pp. 1–11. [Google Scholar]
- Khan, K.; Rehman, S.U.; Aziz, K.; Fong, S.; Sarasvady, S. DBSCAN: Past, present and future. In Proceedings of the Fifth International Conference on the Applications of Digital Information and Web Technologies (ICADIWT 2014), Bangalore, India, 17–19 February 2014; pp. 232–238. [Google Scholar]
- Huang, T.-Q.; Yu, Y.-Q.; Li, K.; Zeng, W.-f. Reckon the parameter of DBSCAN for multi-density data sets with constraints. In Proceedings of the 2009 International Conference on Artificial Intelligence and Computational Intelligence, Shanghai, China, 7–8 November 2009; pp. 375–379. [Google Scholar]
- Kim, J.-H.; Choi, J.-H.; Yoo, K.-H.; Nasridinov, A. AA-DBSCAN: An approximate adaptive DBSCAN for finding clusters with varying densities. J. Supercomput. 2019, 75, 142–169. [Google Scholar] [CrossRef]
- Barber, C.B.; Dobkin, D.P.; Huhdanpaa, H. The quickhull algorithm for convex hulls. ACM Trans. Math. Softw. 1996, 22, 469–483. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Zhou, L.; Lu, X.; Wang, C. Intersection Detection Algorithm Based on Hybrid Bounding Box for Geological Modeling with Faults. IEEE Access 2020, 8, 29538–29546. [Google Scholar] [CrossRef]
- Riedmiller, M.; Lernen, A. Multi layer perceptron. In Machine Learning Lab Special Lecture; University of Freiburg: Freiburg, Germany, 2014; pp. 7–24. [Google Scholar]
- Pisner, D.A.; Schnyer, D.M. Support vector machine. In Machine Learning; Elsevier: Amsterdam, The Netherlands, 2020; pp. 101–121. [Google Scholar]
- Kramer, O. K-nearest neighbors. In Dimensionality Reduction with Unsupervised Nearest Neighbors; Springer: Berlin/Heidelberg, Germany, 2013; pp. 13–23. [Google Scholar]
- Priyanka; Kumar, D. Decision tree classifier: A detailed survey. Int. J. Inf. Decis. Sci. 2020, 12, 246–269. [Google Scholar] [CrossRef]
- Kulkarni, V.Y.; Sinha, P.K. Pruning of random forest classifiers: A survey and future directions. In Proceedings of the 2012 International Conference on Data Science & Engineering (ICDSE), Cochin, India, 18–20 July 2012; pp. 64–68. [Google Scholar]
- Cao, Y.; Mao, Q.-G.; Liu, J.-C.; Gao, L. Advance and prospects of AdaBoost algorithm. Acta Autom. Sin. 2013, 39, 745–758. [Google Scholar] [CrossRef]
- Bentéjac, C.; Csörgő, A.; Martínez-Muñoz, G. A comparative analysis of gradient boosting algorithms. Artif. Intell. Rev. 2021, 54, 1937–1967. [Google Scholar] [CrossRef]
- Engelmann, F.; Bokeloh, M.; Fathi, A.; Leibe, B.; Nießner, M. 3d-mpa: Multi-Proposal aggregation for 3D semantic instance segmentation. In Proceedings of the IEEE/CVF Conference on Computer Vision and Pattern Recognition, Online, 14–19 June 2020; pp. 9031–9040. [Google Scholar]
- Huili, Z. Realization of Files Sharing between Linux and Windows Based on Samba. In Proceedings of the 2008 International Seminar on Future BioMedical Information Engineering, Wuhan, China, 18 December 2008; pp. 418–420. [Google Scholar]
- Ozvoldik, K.; Stockner, T.; Rammner, B.; Krieger, E. Assembly of Biomolecular Gigastructures and Visualization with the Vulkan Graphics API. J. Chem. Inf. Modeling 2021, 61, 5293–5303. [Google Scholar] [CrossRef]
- Kramer, O. Scikit-learn. In Machine Learning for Evolution Strategies; Springer: Berlin/Heidelberg, Germany, 2016; pp. 45–53. [Google Scholar]
- Chicco, D.; Jurman, G. The advantages of the Matthews correlation coefficient (MCC) over F1 score and accuracy in binary classification evaluation. BMC Genom. 2020, 21, 6. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Tian, W.; Cheng, H. Pyramid Bayesian Method for Model Uncertainty Evaluation of Semantic Segmentation in Autonomous Driving. Automot. Innov. 2022, 5, 70–78. [Google Scholar] [CrossRef]
- Thomas, H.; Qi, C.R.; Deschaud, J.-E.; Marcotegui, B.; Goulette, F.; Guibas, L.J. Kpconv: Flexible and deformable convolution for point clouds. In Proceedings of the IEEE/CVF International Conference on Computer Vision, Seoul, Korea, 27 October–2 November 2019; pp. 6411–6420. [Google Scholar]
- Yan, X. Pointnet/Pointnet++ Pytorch. Available online: https://github.com/yanx27/Pointnet_Pointnet2_pytorch (accessed on 16 July 2022).
- Zhou, Q.-Y.; Park, J.; Koltun, V. Open3D: A modern library for 3D data processing. arXiv 2018, arXiv:1801.09847. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Range | X: 0–1000 mm, Y: 0–550 mm; Z: 0–300 mm |
| Repeatability | X, Y, and Z: ±3 µm/m (Linear encoders) |
| Model | LJ-V7060 | ||
|---|---|---|---|
| Reference distance | 60 mm | ||
| Measurement range | z-axis (height) | ±8 mm (F.S. = 16 mm) | |
| x-axis (width) | NEAR side | 13.5 mm | |
| Reference distance | 15 mm | ||
| Far side | |||
| Repeatability | z-axis (height) | 0.4 µm | |
| x-axis (width) | 5 µm | ||
| Linearity | z-axis (height) | ±0.1% of F.S. | |
| Profile data interval | x-axis (width) | 20 µm | |
| Sampling cycle (trigger interval) | Top speed: 16 µs (high-speed mode) | ||
| Model | Parameters |
|---|---|
| MLP | MLPClassifier(hidden_layer_sizes = (32.64), max_iter = 500) |
| SVM | svm.SVC (probability = True) |
| KNN | neighbors.KNeighborsClassifier() |
| DT | tree.DecisionTreeClassifier() |
| RF | RandomForestClassifier(n_estimators = 50) |
| AdaBoost | AdaBoostClassifier(n_estimators = 50) |
| GradientBoosting | GradientBoostingClassifier(n_estimators = 50, learning_rate = 1.0, max_depth = 1) |
| Metric | Accuracy | Precision | Recall/Sensitivity | F1 Score | Matthews Correlation Coefficient (MCC) |
|---|---|---|---|---|---|
| ACC = (TP + TN)/(P + N) | PPV = TP/(TP + FP) | TPR = TP/(TP + FN) | F1 = 2TP (2TP + FP + FN) | MCC = TP × TN − FP × FN/sqrt((TP + FP) × (TP + FN) × (TN + FP) × (TN + FN)) | |
| MLP | 0.9970 | 0.9904 | 0.9904 | 0.9904 | 0.9886 |
| SVM | 0.9833 | 0.9947 | 0.8990 | 0.9444 | 0.9363 |
| KNN | 0.9864 | 0.9948 | 0.9183 | 0.9550 | 0.9482 |
| DT | 0.9992 | 0.9952 | 1.000 | 0.9976 | 0.9972 |
| RF/ AdaBoost/GradientBoost | 0.9985 | 0.9952 | 0.9952 | 0.9952 | 0.9943 |
| Number of Different 3D RPEs | mAcc | mIoU | Inference Speed (Points/s) |
|---|---|---|---|
| 1 | 0.9462 | 0.6328 | 410,000 |
| 2 | 0.9698 | 0.8269 | 350,000 |
| 4 | 0.9997 | 0.9402 | 320,000 |
| Name | Number | OBBCX /mm | OBBCY /mm | OBBCZ /mm | OBBD /mm | OBBW /mm | OBBL /mm | CHV /mm3 | CHA /mm2 |
|---|---|---|---|---|---|---|---|---|---|
| A-1 | 233 | 78.2883 | 19.3031 | 58.5207 | 0.1893 | 0.3693 | 0.3837 | 0.2767 | 0.2488 |
| B-1 | 314 | 79.0784 | 13.1296 | 59.8993 | 0.3081 | 0.4613 | 0.4873 | 0.1825 | 0.4077 |
| B-2 | 304 | 78.6286 | 12.9802 | 63.6387 | 0.1778 | 0.3877 | 0.4217 | 0.4421 | 0.2763 |
| C-1 | 396 | 30.6412 | 10.8558 | 57.2657 | 0.2017 | 0.4417 | 0.4574 | 0.7670 | 0.3830 |
| C-2 | 283 | 33.1384 | 10.8632 | 60.2893 | 0.1934 | 0.3885 | 0.4177 | 0.5223 | 0.2905 |
| C-3 | 255 | 33.6745 | 10.8470 | 61.4207 | 0.1149 | 0.3422 | 0.3908 | 0.0837 | 0.2144 |
| D-1 | 1147 | 48.2271 | 11.4217 | 67.1759 | 0.3800 | 0.8790 | 1.3698 | 5.1993 | 1.7152 |
| D-2 | 164 | 52.4099 | 11.4485 | 69.5911 | 0.1621 | 0.2424 | 0.3141 | 0.2983 | 0.1773 |
| D-3 | 197 | 47.0998 | 11.2117 | 69.2650 | 0.1640 | 0.2799 | 0.3125 | 0.3461 | 0.2125 |
| D-4 | 165 | 46.3314 | 11.0236 | 72.7422 | 0.1351 | 0.2483 | 0.3471 | 0.0515 | 0.1475 |
| Name | Number | OBBCX /mm | OBBCY /mm | OBBCZ /mm | OBBD /mm | OBBW /mm | OBBL /mm | CHV /mm3 | CHA /mm2 |
|---|---|---|---|---|---|---|---|---|---|
| A-1 | 228 | 78.2882 | 19.3035 | 58.5199 | 0.1888 | 0.3333 | 0.3842 | 0.1558 | 0.2483 |
| B-1 | 305 | 79.0781 | 13.1304 | 59.8964 | 0.2992 | 0.4532 | 0.4631 | 0.0616 | 0.3969 |
| B-2 | 301 | 78.6285 | 12.9807 | 63.6382 | 0.1760 | 0.3381 | 0.4053 | 0.4940 | 0.2746 |
| C-1 | 391 | 30.6416 | 10.8565 | 57.2661 | 0.2023 | 0.4420 | 0.4628 | 0.5529 | 0.3784 |
| C-2 | 271 | 33.1422 | 10.8642 | 60.2898 | 0.1939 | 0.3795 | 0.4147 | 0.1628 | 0.2837 |
| C-3 | 243 | 33.6756 | 10.8483 | 61.4182 | 0.1088 | 0.3420 | 0.3807 | 0.1361 | 0.2059 |
| D-1 | 1037 | 48.2236 | 11.4240 | 67.1782 | 0.3947 | 0.8316 | 1.2739 | 3.6478 | 1.6350 |
| D-2 | 154 | 52.4138 | 11.4492 | 69.5929 | 0.1577 | 0.2347 | 0.3181 | 0.3031 | 0.1754 |
| D-3 | 185 | 47.1024 | 11.2122 | 69.2642 | 0.1705 | 0.2865 | 0.2947 | 0.2356 | 0.2049 |
| D-4 | 158 | 46.3312 | 11.0248 | 72.7408 | 0.1345 | 0.2440 | 0.3235 | 0.0519 | 0.1431 |
| Model | Mask-Point (This Paper) | PointNet | PointNet++ | KPConv | PointTransformer |
|---|---|---|---|---|---|
| Best mAcc | 0.9997 | 0.9941 | 0.9950 | 0.9932 | 0.9938 |
| Best mIoU | 0.9402 | 0.6272 | 0.5881 | 0.4953 | 0.4983 |
| Region/Metric | Ground Truth | Human Worker 1 | Human Worker 2 | Mask-Point | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| TP | FN | FP | TP | FN | FP | TP | FN | FP | ||
| A | 4 | 4 | 0 | 0 | 4 | 0 | 0 | 4 | 0 | 0 |
| B | 7 | 6 | 1 | 0 | 7 | 0 | 0 | 6 | 1 | 1 |
| C | 8 | 6 | 2 | 0 | 7 | 1 | 0 | 8 | 0 | 0 |
| D | 9 | 7 | 2 | 0 | 7 | 2 | 0 | 7 | 2 | 0 |
| E | 8 | 8 | 0 | 0 | 8 | 0 | 0 | 7 | 1 | 0 |
| F | 7 | 6 | 1 | 0 | 7 | 0 | 0 | 7 | 0 | 0 |
| G | 11 | 10 | 1 | 0 | 8 | 3 | 0 | 11 | 0 | 0 |
| In total | 54 | 47 | 7 | 0 | 48 | 6 | 0 | 50 | 4 | 1 |
| Precision | - | 1.000 | 1.000 | 0.9804 | ||||||
| Accuracy | 0.8704 | 0.8889 | 0.9091 | |||||||
| F1 Score | 0.9307 | 0.9412 | 0.9524 | |||||||
| Recall | 0.8704 | 0.8889 | 0.9259 | |||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Lin, B.; Zhang, C.; Xu, L.; Sui, T.; Wang, Y.; Hao, X.; Lou, D.; Li, H. Mask-Point: Automatic 3D Surface Defects Detection Network for Fiber-Reinforced Resin Matrix Composites. Polymers 2022, 14, 3390. https://doi.org/10.3390/polym14163390
Li H, Lin B, Zhang C, Xu L, Sui T, Wang Y, Hao X, Lou D, Li H. Mask-Point: Automatic 3D Surface Defects Detection Network for Fiber-Reinforced Resin Matrix Composites. Polymers. 2022; 14(16):3390. https://doi.org/10.3390/polym14163390
Chicago/Turabian StyleLi, Helin, Bin Lin, Chen Zhang, Liang Xu, Tianyi Sui, Yang Wang, Xinquan Hao, Deyu Lou, and Hongyu Li. 2022. "Mask-Point: Automatic 3D Surface Defects Detection Network for Fiber-Reinforced Resin Matrix Composites" Polymers 14, no. 16: 3390. https://doi.org/10.3390/polym14163390