
Thermal Stability, Mechanical Properties and Ceramization Mechanism of Epoxy Resin/Kaolin/Quartz Fiber Ceramifiable Composites


Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation
2.2.1. Preparation of Filler–Resin Castings
2.2.2. Preparation of EP/QF Ceramifiable Composites
2.2.3. Static Ablation in a Muffle Furnace
2.3. Characterization
3. Result and Discussion
3.1. Analysis of Thermal Stability
3.2. Analysis of the Phase Composition after Static Ablation
3.3. Bending Strength of Ceramifiable Composites
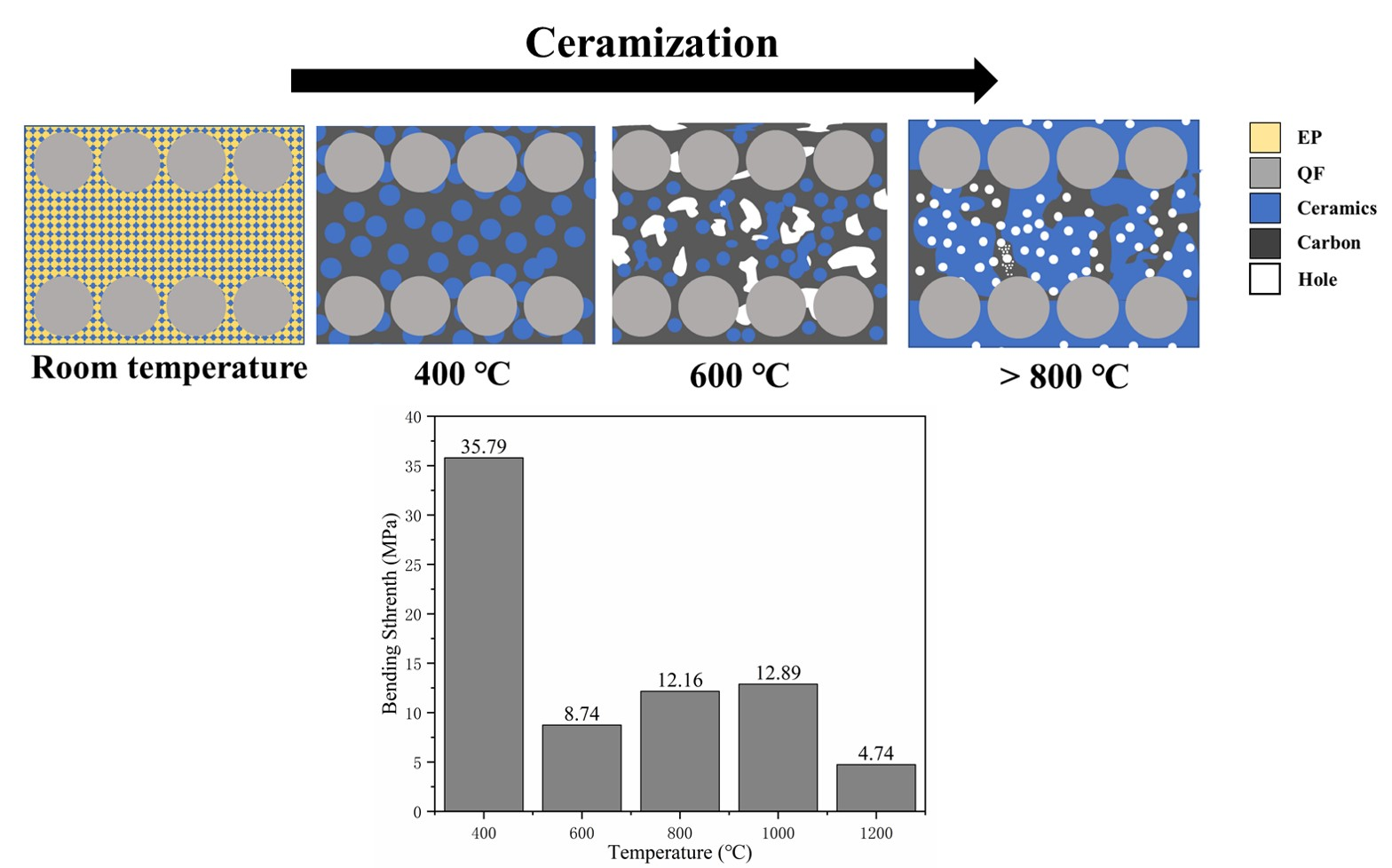
3.4. Analysis of the Ceramization Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Verma, A.; Baurai, K.; Sanjay, M.R.; Siengchin, S. Mechanical, microstructural, and thermal characterization insights of pyrolyzed carbon black from waste tires reinforced epoxy nanocomposites for coating application. Polym. Compos. 2019, 41, 338–349. [Google Scholar] [CrossRef]
- Ge, H.Y.; Wang, T.; Cheng, S.L. Si3N4@RGO Hybrids for Epoxy Coatings with Enhanced Anticorrosion Performance. Polym. Compos. 2019, 40, 2051–2060. [Google Scholar] [CrossRef]
- Zhang, J.; Yao, T.; Shahsavarian, T.; Li, C.; Lei, Z.; Zhang, Z.; Jia, R.; Diaham, S. Improvement in anti-static property and thermal conductivity of epoxy resin by doping graphene. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 542–548. [Google Scholar] [CrossRef]
- Liu, Y.D.; Wang, Z.G. Thermal and dielectric properties of nanocomposites prepared from reactive graphene oxide and silicon-containing cycloaliphatic diepoxide. Polym. Compos. 2020, 41, 871–878. [Google Scholar] [CrossRef]
- Kaya, G.; Soutis, C.; Potluri, P. Flexural Behaviour of Unreinforced and Z-Fibre Reinforced 3D Carbon/Epoxy Composites. Appl. Compos. Mater. 2022, 29, 387–404. [Google Scholar] [CrossRef]
- Yao, Y.H.; Cui, J.J.; Wang, S.L.; Xu, L.W.; Li, G.Y.; Pan, H.; Bai, X. Comparison of Tensile Properties of Carbon Fiber, Basalt Fiber and Hybrid Fiber Reinforced Composites under Various Strain Rates. Appl. Compos. Mater. 2022, 29, 1147–1165. [Google Scholar] [CrossRef]
- Liu, Y.J.; Xia, H.; Ni, Q.Q. Experimental Investigation on Low-Velocity Impact Performance of 3D Woven Textile Composites. Appl. Compos. Mater. 2022, 29, 121–146. [Google Scholar] [CrossRef]
- Bao, X.; Wu, F.; Wang, J. Thermal Degradation Behavior of Epoxy Resin Containing Modified Carbon Nanotubes. Polymers 2021, 13, 3332. [Google Scholar] [CrossRef]
- Awad, S.A.; Fellows, C.M.; Mahini, S.S. Effects of accelerated weathering on the chemical, mechanical, thermal and morphological properties of an epoxy/multi-walled carbon nanotube composite. Polym. Test. 2018, 66, 70–77. [Google Scholar] [CrossRef]
- Awad, S.A.; Fellows, C.M.; Mahini, S.S. Evaluation of bisphenol A-based epoxy resin containing multiwalled carbon nanotubes to improve resistance to degradation. J. Compos. Mater. 2019, 53, 2981–2991. [Google Scholar] [CrossRef]
- Al-Yami, A.; Wagle, V.; Jimenez, W.C.; Jones, P. Evaluation of Epoxy Resin Thermal Degradation and its Effect on Preventing Sustained Casing Pressure in Oil and Gas Wells. Arabian J. Sci. Eng. 2019, 44, 6109–6118. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, Y.; Chen, X.; Wen, H.; Xiao, S. Theoretical Study on Decomposition Mechanism of Insulating Epoxy Resin Cured by Anhydride. Polymers 2017, 9, 341. [Google Scholar] [CrossRef] [PubMed]
- Ling, Y.; Zhang, X.; Yan, L.; Zhang, H.; Wang, Y.; Ge, Y.; Chen, Z.; Chen, Y.; Zou, H.; Liang, M. Silicone-grafted epoxy/carbon fiber composites with superior mechanical/ablation performance. Mater. Chem. Phys. 2022, 275, 125283. [Google Scholar] [CrossRef]
- Li, B.; He, C.; Lu, W.; Wang, J.; Zeng, Y.; Gao, B. Synthesis of highly branched polymethylphenylsiloxane grafted epoxy resin copolymer for high efficiency ablation thermal protection coating. Prog. Org. Coat. 2019, 126, 178–186. [Google Scholar] [CrossRef]
- Cui, M.; Zhang, L.; Lou, P.; Zhang, X.; Han, X.; Zhang, Z.; Zhu, S. Study on thermal degradation mechanism of heat-resistant epoxy resin modified with carboranes. Polym. Degrad. Stab. 2020, 176, 109143. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, Z.W.; Ma, J.P.; Song, L.X.; Yang, G.R.; Ao, Y.H.; Shang, L.; Li, M. Imidazole substituted benzothiadiazole derivatives as latent curing agent for epoxy thermosetting resin. J. Appl. Polym. Sci. 2022, 139, 52263. [Google Scholar] [CrossRef]
- Li, J.L.; Wang, H.Y.; Li, S.C. Thermal stability and flame retardancy of an epoxy resin modified with phosphoric triamide and glycidyl POSS. High Perform. Polym. 2019, 31, 1217–1225. [Google Scholar] [CrossRef]
- Zou, Z.; Qin, Y.; Fu, H.; Zhu, D.; Li, Z.; Huang, Z. ZrO2f-coated Cf hybrid fibrous reinforcements and properties of their reinforced ceramicizable phenolic resin matrix composites. J. Eur. Ceram. Soc. 2021, 41, 1810–1816. [Google Scholar] [CrossRef]
- Song, J.Q.; Huang, Z.X.; Qin, Y.; Wang, H.H.; Shi, M.X. Effects of Zirconium Silicide on the Vulcanization, Mechanical and Ablation Resistance Properties of Ceramifiable Silicone Rubber Composites. Polymers 2020, 12, 496. [Google Scholar] [CrossRef]
- Li, Z.; Zou, Z.; Qin, Y.; Qi, M.; Ren, J.; Peng, Z. The effect of fibre content on properties of ceramifiable composites. Plast. Rubber Compos. 2020, 49, 230–236. [Google Scholar] [CrossRef]
- Li, Y.M.; Hu, S.L.; Wang, D.Y. Polymer-based ceramifiable composites for flame retardant applications: A review. Compos. Commun. 2020, 21, 100405. [Google Scholar] [CrossRef]
- Zou, Z.; Qin, Y.; Xue, C.; Zhu, D.; Fu, H.; Deng, Z.; Huang, Z. Thermal properties, oxidation corrosion behavior, and the in situ ceramization mechanism of SiB6@BPR/HF composites under high-temperature corrosion. Corros. Sci. 2021, 193, 109913. [Google Scholar] [CrossRef]
- Luo, B.C.; Wang, X.H.; Zhao, Q.C.; Li, L.T. Synthesis, characterization and dielectric properties of surface functionalized ferroelectric ceramic/epoxy resin composites with high dielectric permittivity. Compos. Sci. Technol. 2015, 112, 1–7. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Khalid, S.S.; Mallinatha, V.; Kumar, S.J.A. Dry sliding wear behavior of SiC/Al2O3 filled jute/epoxy composites. Mater. Des. 2012, 36, 306–315. [Google Scholar] [CrossRef]
- Zhao, D.; Liu, W.; Shen, Y.C.; Wang, T.W. A novel ceramifiable epoxy composite with enhanced fire resistance and fame retardance. J. Therm. Anal. Calorim. 2022, 147, 181–193. [Google Scholar] [CrossRef]
- Zhao, Y.; Drummer, D. Influence of Filler Content and Filler Size on the Curing Kinetics of an Epoxy Resin. Polymers 2019, 11, 1797. [Google Scholar] [CrossRef]
- Chen, C.Y.; Tuan, W.H. Evolution of Mullite Texture on Firing Tape-Cast Kaolin Bodies. J. Am. Ceram. Soc. 2002, 85, 1121–1126. [Google Scholar] [CrossRef]
- Shi, M.X.; Chen, X.; Fan, S.S.; Shen, S.; Liu, T.X.; Huang, Z.X. Fluxing Agents on Ceramification of Composites of MgO-Al2O3-SiO2/Boron Phenolic Resin. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2018, 33, 381–388. [Google Scholar] [CrossRef]
- Ondro, T.; Al-Shantir, O.; Csaki, S.; Lukac, F.; Trnik, A. Kinetic analysis of sinter-crystallization of mullite and cristobalite from kaolinite. Thermochim. Acta 2019, 678, 178312. [Google Scholar] [CrossRef]
- Tang, K.H.; Yu, Y.; Xu, G.Q.; Tang, X.J.; Zhang, A.L.; Ge, T.J.; Li, Y. Preparation of a Ceramifiable Phenolic Foam and Its Ceramization Behavior. Polymers 2022, 14, 1591. [Google Scholar] [CrossRef]
- Yang, J.; Xu, Y.Y.; Jiang, W.H.; Jiang, B.; Huang, Y.D. The thermal transformation process and mechanical strength evolution of ceramifiable silicone composites. Ceram. Int. 2021, 47, 21276–21284. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | EP (phr) | AC (phr) | DDS (phr) | Kaolinite (phr) | GF Powder (phr) | LMGP (phr) |
|---|---|---|---|---|---|---|
| C1/R1 | 100 | 50 | 30 | 55 | 27.5 | 27.5 |
| C2/R2 | 100 | 50 | 30 | 70 | 35 | 35 |
| C3/R3 | 100 | 50 | 30 | 85 | 42.5 | 42.5 |
| C4/R4 | 100 | 50 | 30 | 100 | 50 | 50 |
| Sample | Tmax1 (°C) | Tmax2 (°C) | Residue Rate (%) |
|---|---|---|---|
| C1 | 329.8 | 518.0 | 45.81 |
| C2 | 328.9 | 513.0 | 54.17 |
| C3 | 328.8 | 517.7 | 56.80 |
| C4 | 326.8 | 510.3 | 61.08 |
| EP | 412.2 | – | 3.15 |
| Sample | Bending Strength (MPa) |
|---|---|
| R1 | 268.29 |
| R2 | 223.05 |
| R3 | 201.86 |
| R4 | 175.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, C.; Qin, Y.; Fu, H.; Fan, J. Thermal Stability, Mechanical Properties and Ceramization Mechanism of Epoxy Resin/Kaolin/Quartz Fiber Ceramifiable Composites. Polymers 2022, 14, 3372. https://doi.org/10.3390/polym14163372
Xue C, Qin Y, Fu H, Fan J. Thermal Stability, Mechanical Properties and Ceramization Mechanism of Epoxy Resin/Kaolin/Quartz Fiber Ceramifiable Composites. Polymers. 2022; 14(16):3372. https://doi.org/10.3390/polym14163372
Chicago/Turabian StyleXue, Chenyi, Yan Qin, Huadong Fu, and Jiamin Fan. 2022. "Thermal Stability, Mechanical Properties and Ceramization Mechanism of Epoxy Resin/Kaolin/Quartz Fiber Ceramifiable Composites" Polymers 14, no. 16: 3372. https://doi.org/10.3390/polym14163372