3.1. Green Parts Characterization
The green samples printed according to the configurations shown in
Table 3 were analyzed at first by observing the cross-sections of the cryo-fractured samples and evaluating the presence of voids and incomplete bonding between the layers. In
Figure 3 and
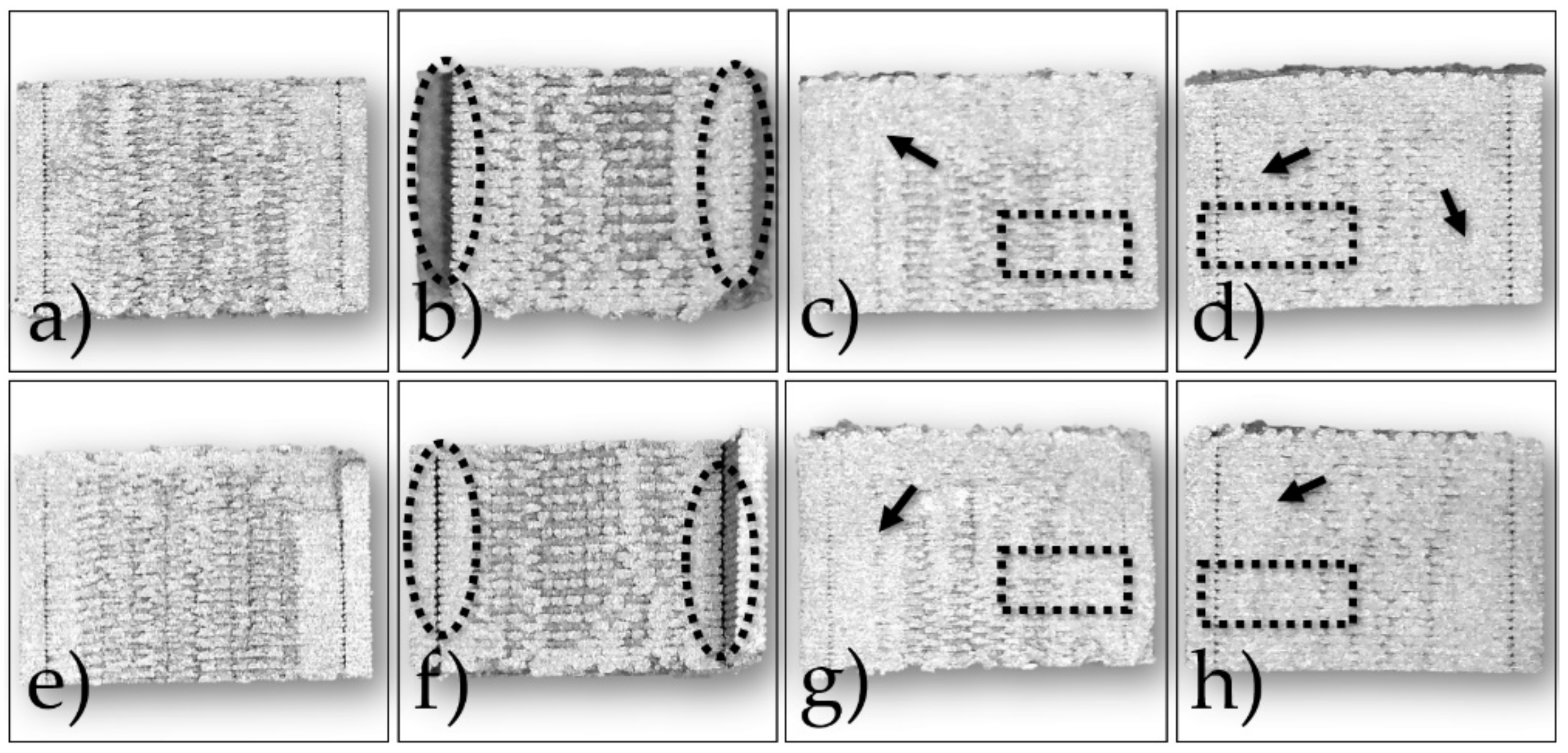
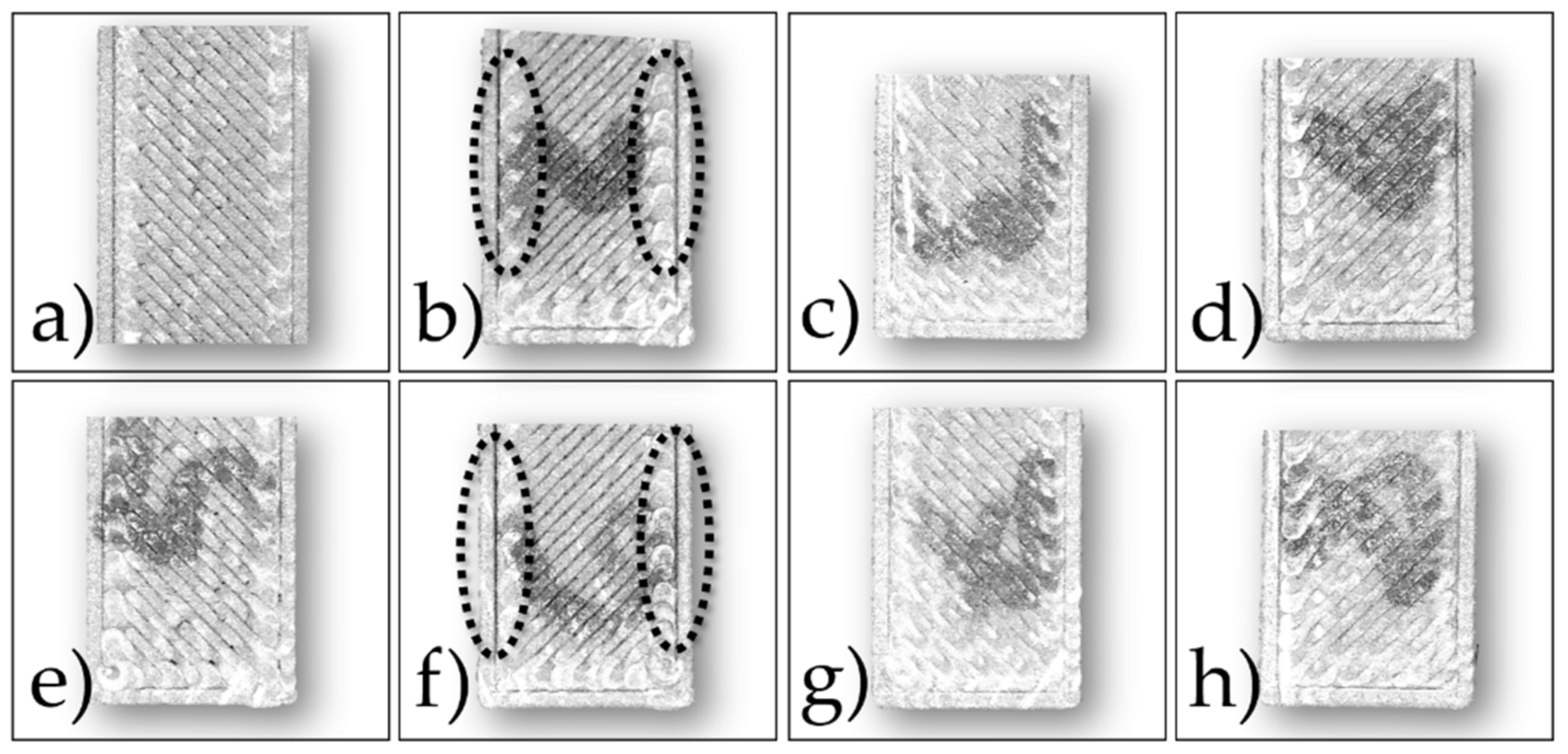
Figure 4 are shown the cross-sections and the top surfaces of the eight configurations studied by optical microscopy, respectively.
In all cases, internal voids were detected across the sections, but some configurations show also delamination after fracturing. In particular, configurations 4 and 8 display a poor overlap between infill and outer walls (dashed ellipses in
Figure 3b,f and
Figure 4b,f). A similar issue can be observed for configurations 5 and 7 (
Figure 3a,e and
Figure 4a,e), even if it appears to be less evident. This lack of strong bonding is due to the low Flow rate, i.e., 100%, and to the absence, in the slicing software, of printing parameters such as overlap and connections between raster that reduce the internal voids. On the contrary, samples printed with the highest flow rate, i.e., 110%, show better-fused regions within the cross-sections (arrows in
Figure 3c,d,g,h). However, some voids are still visible both in the internal and the outer areas (dashed rectangles in
Figure 3c,d,g,h). According to these outcomes, the eight configurations can be grouped in two classes with similar internal morphologies depending on the flow rate used. Considering the class printed with the lowest flow rate, i.e., 100%, the two configurations printed with the highest layer thickness of 140 µm, i.e., 4 and 8, show samples with more defects with respect to those obtained with the lowest layer thickness of 90 µm, i.e., 5 and 7. Concerning the group with the highest flow rate of 110%, the differences among the internal sections of the four printing configurations are less significant.
3.2. Density and Shrinkage Evaluation of Sintered Parts
The results reported in the previous section are confirmed by the density and shrinkage evaluation of the sintered samples. Considering that the metal FDM sintered specimens are characterized by the presence of internal porosity, the bulk densities,
ρb, of the 24 bending samples were compared with the density of monolithic AISI 316 L (
ρAISI = 8000 kg/m
3) to evaluate samples porosity,
p, according to Equation (6):
The bending specimens were weighed in air and then again in water. The bulk density of the sintered parts,
ρb, was calculated according to Equation (7):
where
ρb is the density of the sample,
wair is the weight of the sample in air,
wliq is the weight of the sample in water,
ρL is the density of water and
ρ0 is the density of air. Specimens were weighed by using an analytic balance characterized by a resolution of 0.1 mg. The average densities and the average porosity of the sintered samples for each printing configuration are reported in
Table 5.
Even in this case the configurations printed with the 100% flow rate, i.e., Nrs 4, 5, 7, 8, are characterized by the lowest density and the highest porosity whereas the 110% flow rate configurations display a porosity significantly lower than the 7.77% reported by Liu et al. [
20] and the 5% reported by Thompson et al. [
25] and by Quarto et al. [
34]. These results are quite promising considering the relative density values reported for stainless steel 316L printed by binder jetting, i.e., 94% [
35], 95–96% [
36] and 97% [
37], where powder bed packing fraction and homogeneity were deeply improved throughout the years by optimizing particles shape and distribution to achieve packing fraction higher than 70% [
38].
Table 6 summarizes the average dimensions of the bending sintered samples measured by a caliper with an accuracy to the second decimal place. The actual shrinkages after D&S are also included in
Table 6 next to each dimensional value. They were calculated according to Equation (8):
where
Sh is the shrinkage experienced by the specimen,
Ls and
Lg are the dimension of the sintered and green parts under consideration, respectively. All printing configurations display a shrinkage between 17% and 19% which is comparable with the 15–17% reported by Kurose et al. [
15] and the 17% reported by Liu et al. [
20] and is lower than the 20% reported by Thompson et al. [
25]. These results are also comparable with those reported by Lecis et al. [
39], i.e., 14.13–20.05%, who assessed the effect of different layer thickness and binder saturation values for a binder jetted 316L. The shrinkage observed does not differ much from the theoretical shrinkages expected in the slicing step at the time of choosing the oversizing factor (
OFS), which can be calculated according to Equation (9):
Indeed, the OFS values of the present work were set equal to 20% on the xy plane and to 24% on the z axis, and they correspond to the expected theoretical shrinkage values of 17% on the xy plane and of 19% on the z axis.
3.3. Green Size Analysis of Sintered Parts
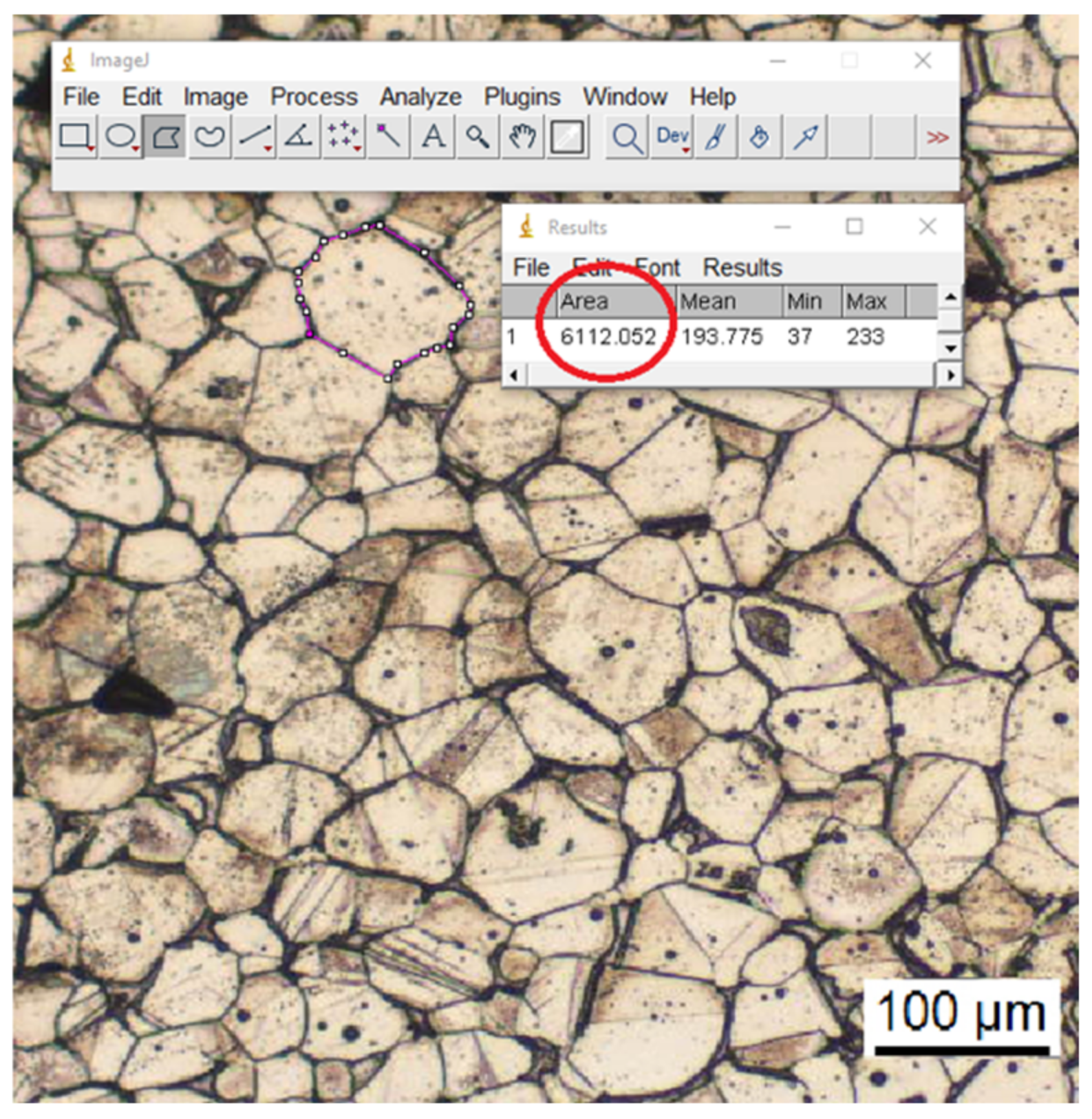
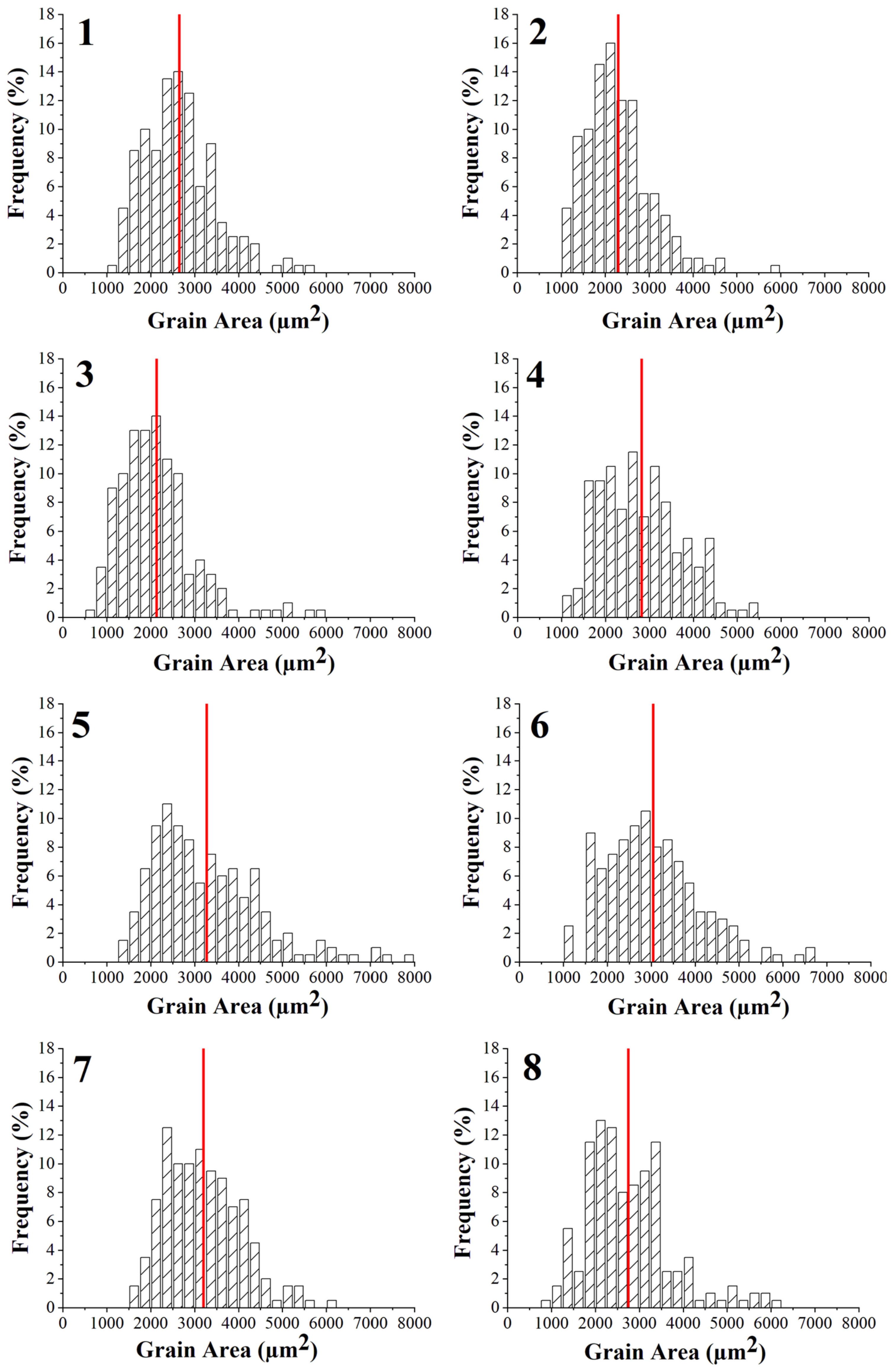
The grain size distributions of the eight printing configurations were evaluated and are reported in
Figure 5, while
Table 7 summarizes the average grain area of each group. All samples are characterized by equiaxed grains, as already acknowledged by Gong et al. [
21] for the same technique, but also by Nastac et al. [
37] for 316L produced by binder jetting. The equiaxed structure is the result of the low thermal gradients during the sintering process as also confirmed by Lee et al. [
40] and by Gockel and Beuth [
41] who were able to tailor the grain structure from a totally columnar to a totally equiaxed structure, by changing solidification rate and thermal gradient in an EBM process for an Inconel 718 alloy and of a Ti-6Al-4V, respectively. The specimens produced with the high-level flow rate, i.e., 110%, display a lower average grain area and a narrower distribution which tends to concentrate around the mean value. This can be ascribed to the higher amount of metal powder in the green sample, resulting from the higher flow rate, and therefore to the higher number of nucleation sites available. Another fundamental parameter is the layer thickness, in fact being equal the flow rate and the nozzle temperature, the specimens manufactured with the high-level thickness layer, i.e., 140 µm, are always characterized by an average grain area lower than the specimens produced with the 90 µm layer thickness, i.e., 2 < 1, 3 < 6, 4 < 5, 8 < 7. This can be ascribed to the fact that a lower layer thickness implies a higher number of discontinuities and therefore a higher surface area and a higher free energy of the system. To reduce system free energy, close the discontinuities and reach material densification, a major particle coalescence is required, thus determining an increase in the average grain area.
In particular, grain diameters range between 52 μm and 65 μm and these values agree with those reported by Nastac et al. [
37] for 316L produced by binder jetting which ranged between 30 μm and 60 μm.
3.4. Mechanical Characterization and Statistical Analysis of Sintered Parts
The specimens produced with the eight printing configurations reported in
Table 3 were subjected to tensile and flexural tests to evaluate the effects of each printing parameter on the mechanical performance of the sintered samples.
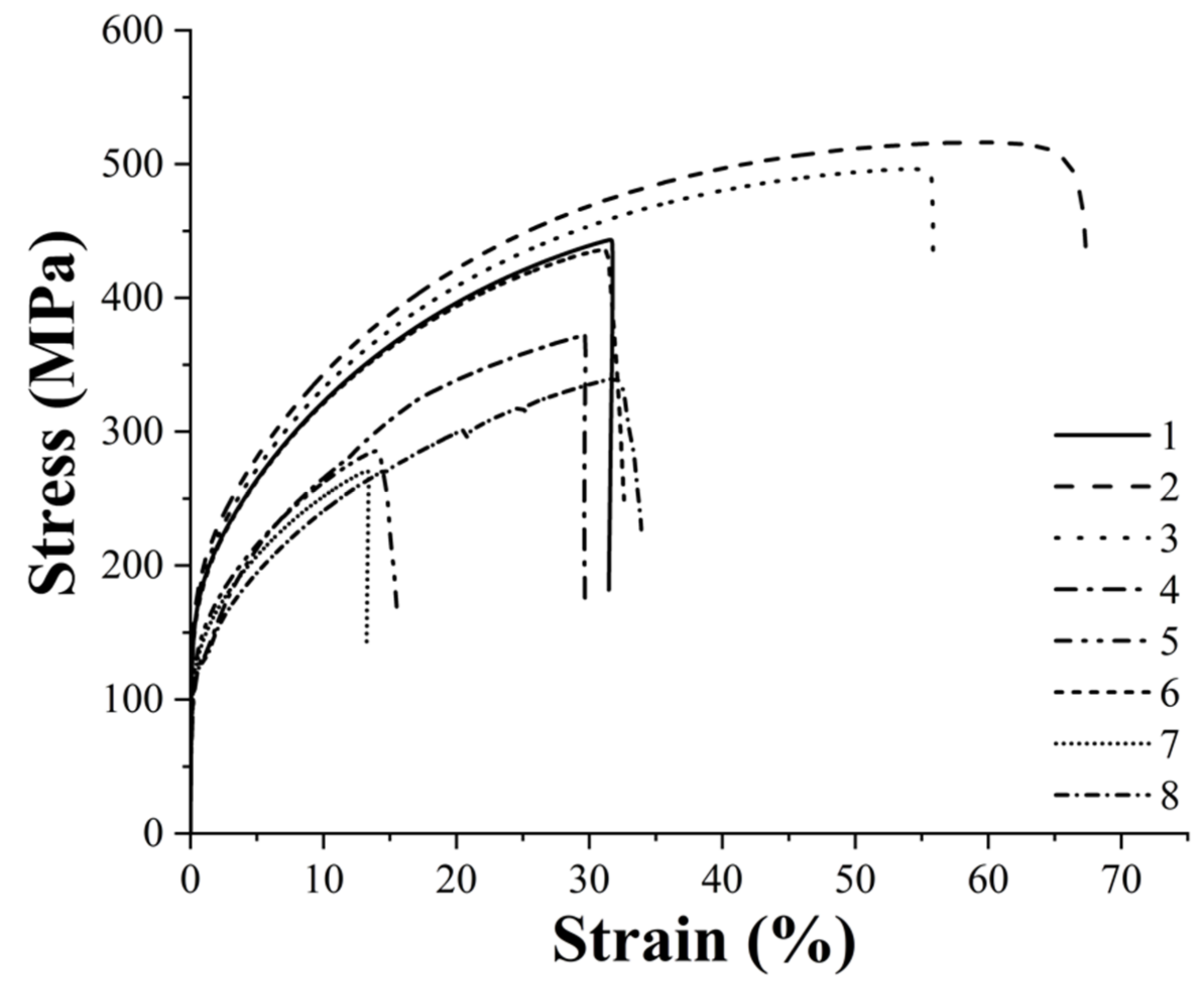
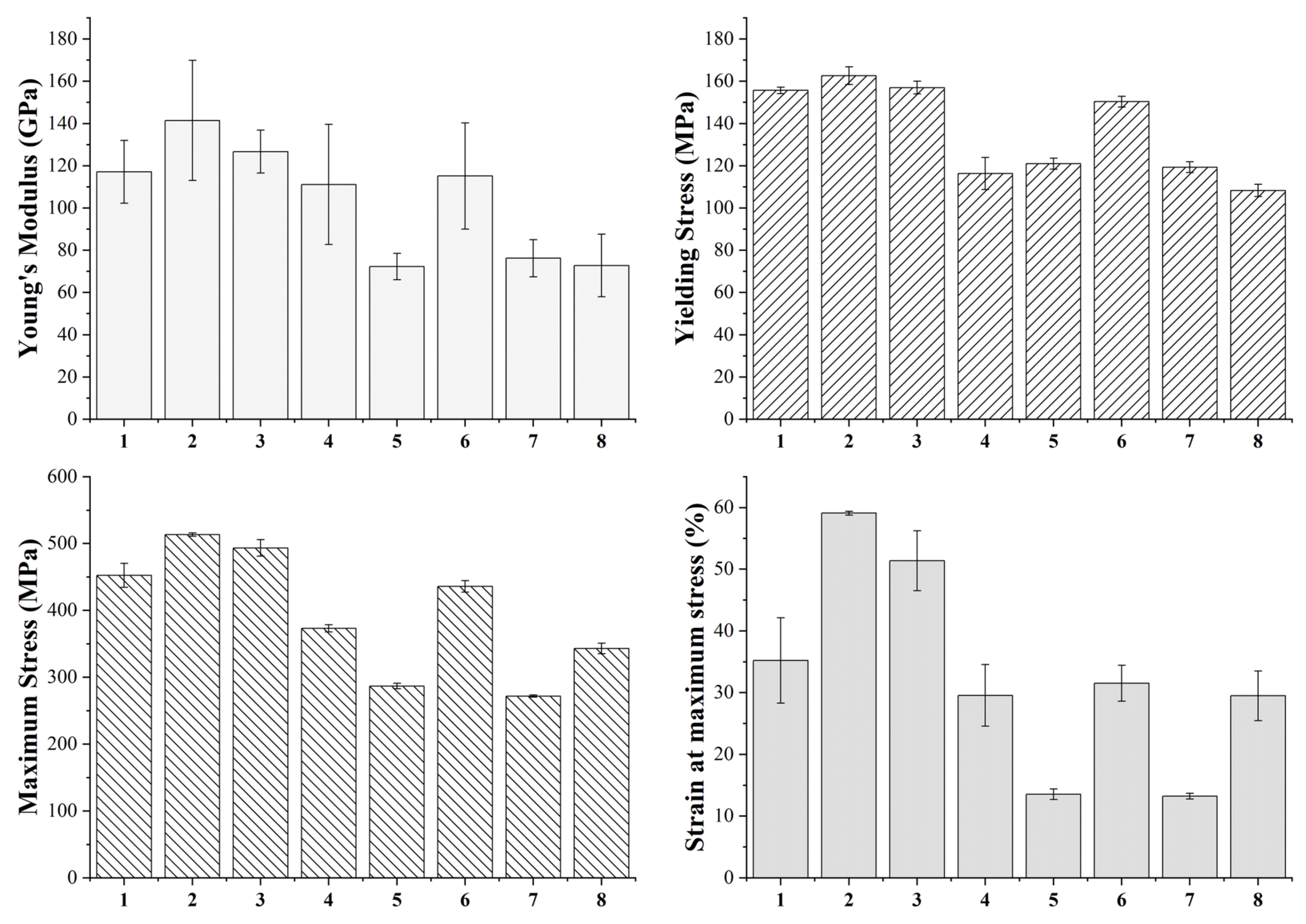
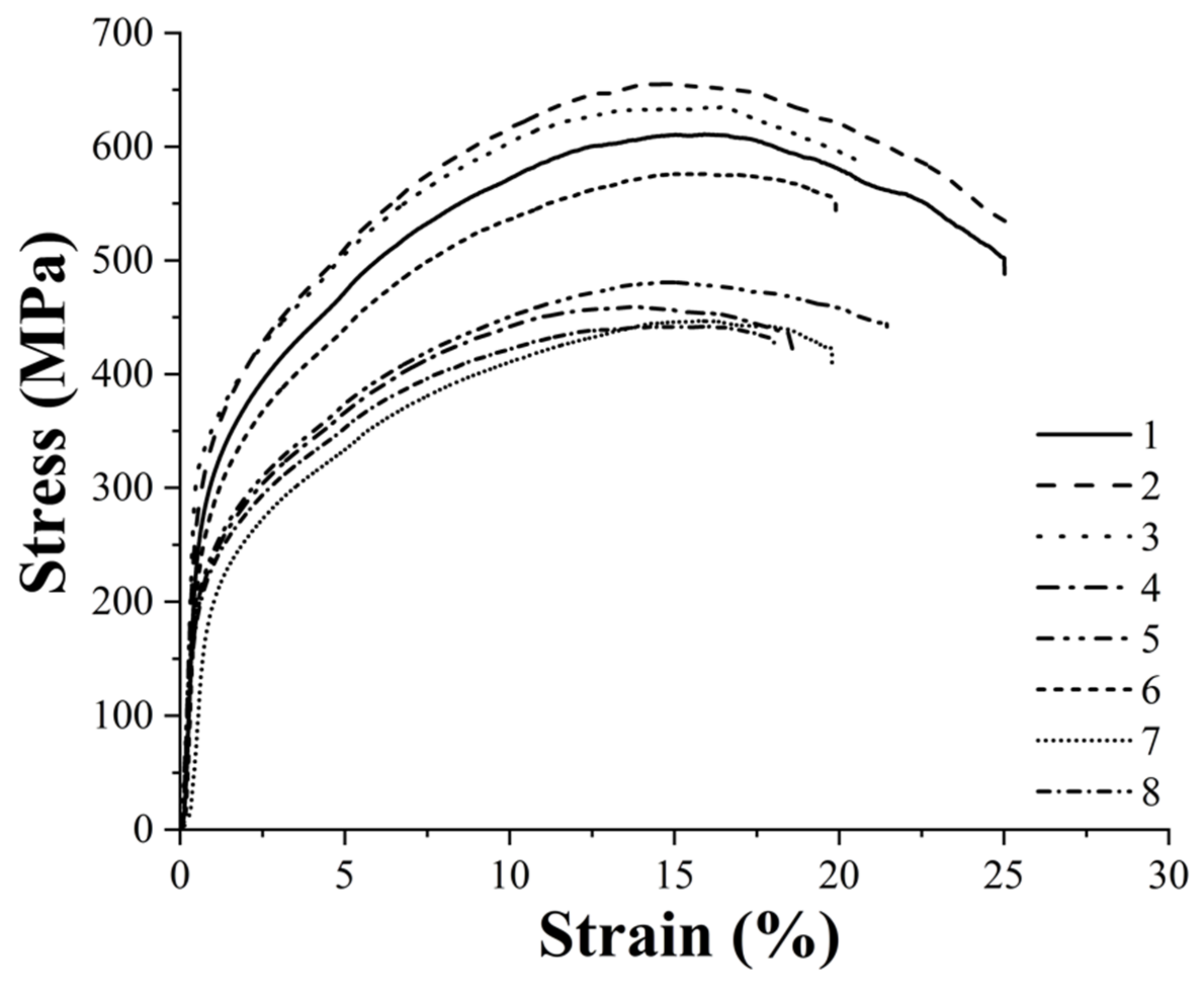
Figure 6 shows the typical tensile curves of each group and
Figure 7 summarizes the tensile modulus, yield and tensile strength and strain at maximum strength values of each class. Moreover, the statistical significance of the different parameters and of their interaction is also reported in
Table 8,
Table 9,
Table 10 and
Table 11 for tensile modulus, yield and tensile strength and strain at maximum strength values, respectively.
The main parameter affecting the tensile properties of the printed specimens is the flow rate as also pointed out by the statistical analysis, which confirms the statistical significance of its effect for each property considered. In particular, all samples produced with the high-level flow rate of 110%, i.e., printing profiles nr. 1, 2, 3, 6, are characterized by a higher stiffness, a higher yield strength and a higher tensile strength. This must be ascribed to the higher density and the lower porosity of these sintered specimens, as confirmed by the data in
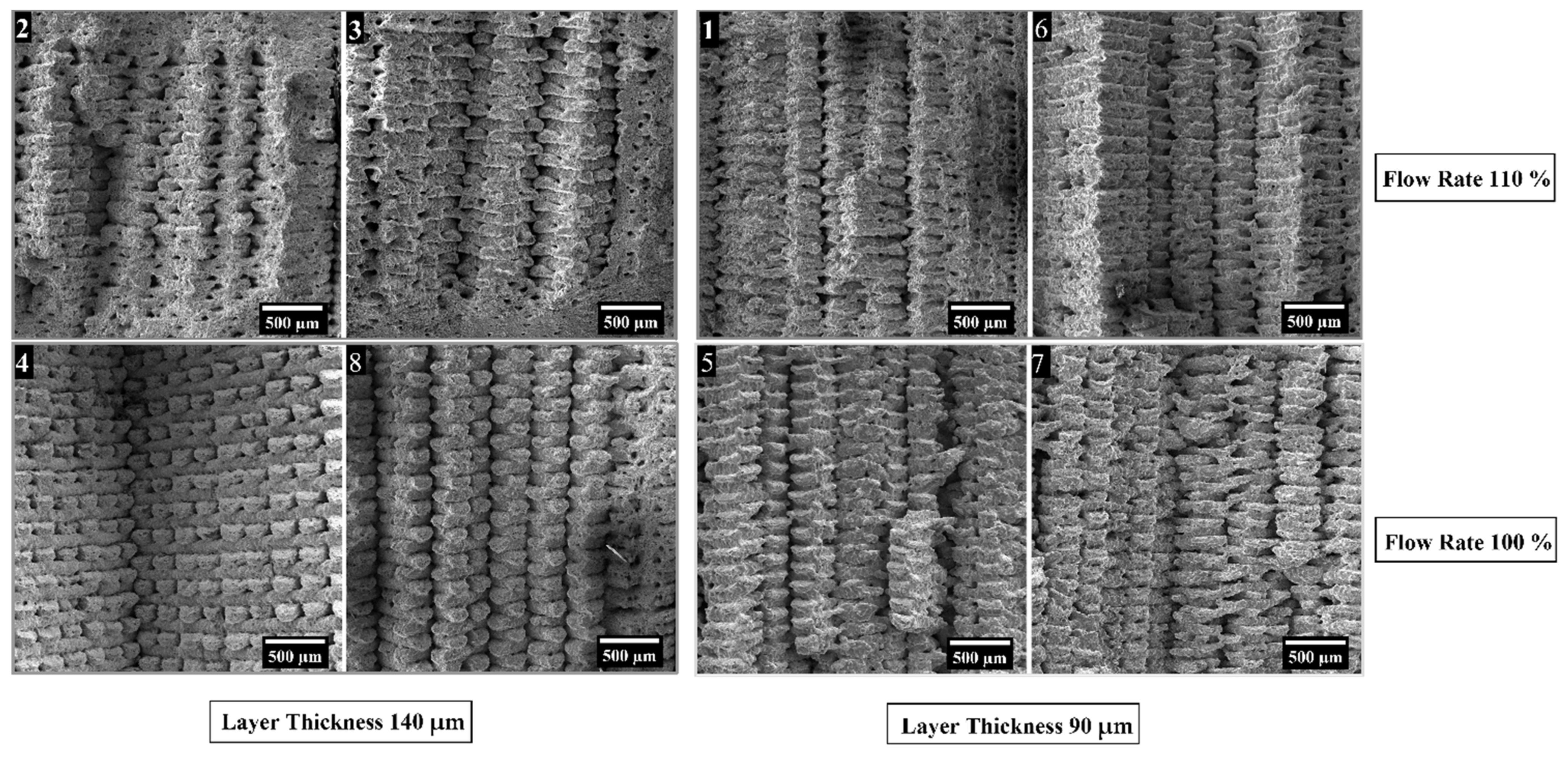
Table 5, which ensure a higher microstructural homogeneity. The higher degree of densification of the 110% flow rate samples can be also observed from the FE-SEM micrographs of the fracture surface reported in
Figure 8.
Concerning the other two printing parameters, the statistical significance of their effects is less pronounced with respect to flow rate, but they definitely play a significant role on the tensile strength of the material and some conclusions can be drawn. Focusing on the 110% flow rate specimens, it is possible to observe an increase in all tensile properties moving from the 90 µm layer thickness to the 140 µm one, in fact the printing profiles 2 and 3 display a better tensile response than 1 and 6. As a result of the lower number of printed layers, the 140 µm samples are characterized by a smaller number of discontinuities across the section of the specimen that must bear the tensile load as also confirmed by the micrographs in
Figure 8. Similar results were already acknowledged for the tensile properties of FDM 3D printed polymers such as ABS (acrylonitrile butadiene styrene) [
42], PLA [
42] and graphene reinforced PLA [
43]. Moreover, both the effects of flow rate and layer thickness observed in this work for the sintered parts are in perfect agreement with the results reported by Godec et al. [
24], who showed an increase in the tensile properties of the green samples of a 17-4 PH stainless steel for increasing flow rate and layer thickness.
Considering the 110% flow rate samples and comparing those with the same layer thickness, it is possible to observe that even nozzle temperature has a non-negligible effect on the tensile properties. In particular, a decrease in the printing temperature leads to an increase in the tensile properties, in fact samples belonging to configuration 2 display higher tensile performance than those of configuration 3 as it happens also comparing configuration 1 with configuration 6. These results contrast with those reported by Godec et al. [
24], who found out a decrease in the tensile properties for decreasing printing temperatures. This can be explained considering that Godec and co-authors worked on green parts whereas in this work sintered samples were considered. For green specimens, a decrease in temperature can increase air gaps and can affect negatively the bond between two subsequent layers, but when working with sintered samples the lower printing temperature can induce higher shear stress during the extrusion process, as also reported by Ahn et al. [
44] for stainless steel powder injection molding, and these residual stresses can act as a driving force during the sintering process.
Moving to the 100% flow rate samples, the trend reported for the 110% samples is confirmed, as the highest tensile properties are achieved with configuration 4 which is the one characterized by the high-level thickness layer and by the low-level nozzle temperature. Configuration 8 ranks just after configuration 4 displaying a tensile modulus and a yield strength comparable with configurations 5 and 7, but a much higher tensile strength and ductility. Even in this case the higher layer thickness plays a major role endowing configurations 4 and 8 with a much higher tensile strength with respect to configurations 5 and 7.
A higher flow rate and layer thickness not only allow us to improve specimen density and to reduce discontinuities, but they also ensure a lower grain size fundamental to improve material mechanical properties according to Hall-Petch equation, as also confirmed by Feaugas and Haddou [
45], who validated the feasibility of this relationship for AISI 316L and Nickel fcc polycrystalline metals. This explains why configurations 2 and 3, which are characterized by the lowest average grain size as shown in
Section 3.3, display also the best tensile properties.
The results obtained are quite promising considering that the best tensile properties achieved, i.e., tensile strength of 513.3 MPa and maximum strain of 59.9%, are significantly higher than those reported by Gong et al. [
21] and by Kurose et al. [
18], display an improved ductility with respect to the results reported by Damon et al. [
23] and are perfectly comparable with those reported by Sadaf et al. [
46], as confirmed by the data summarized in
Table 12. Moreover, these tensile properties compare favorably with those reported by Optimim [
47] for their optimized Metal Injection Molded (MIM) 316L and with those always reported for MIM by Yoon et al. [
48], by Zhang et al. [
49] and by Afian Omar et al. [
50], as shown in
Table 12.
The same analysis performed in tensile loading was also carried out in bending.
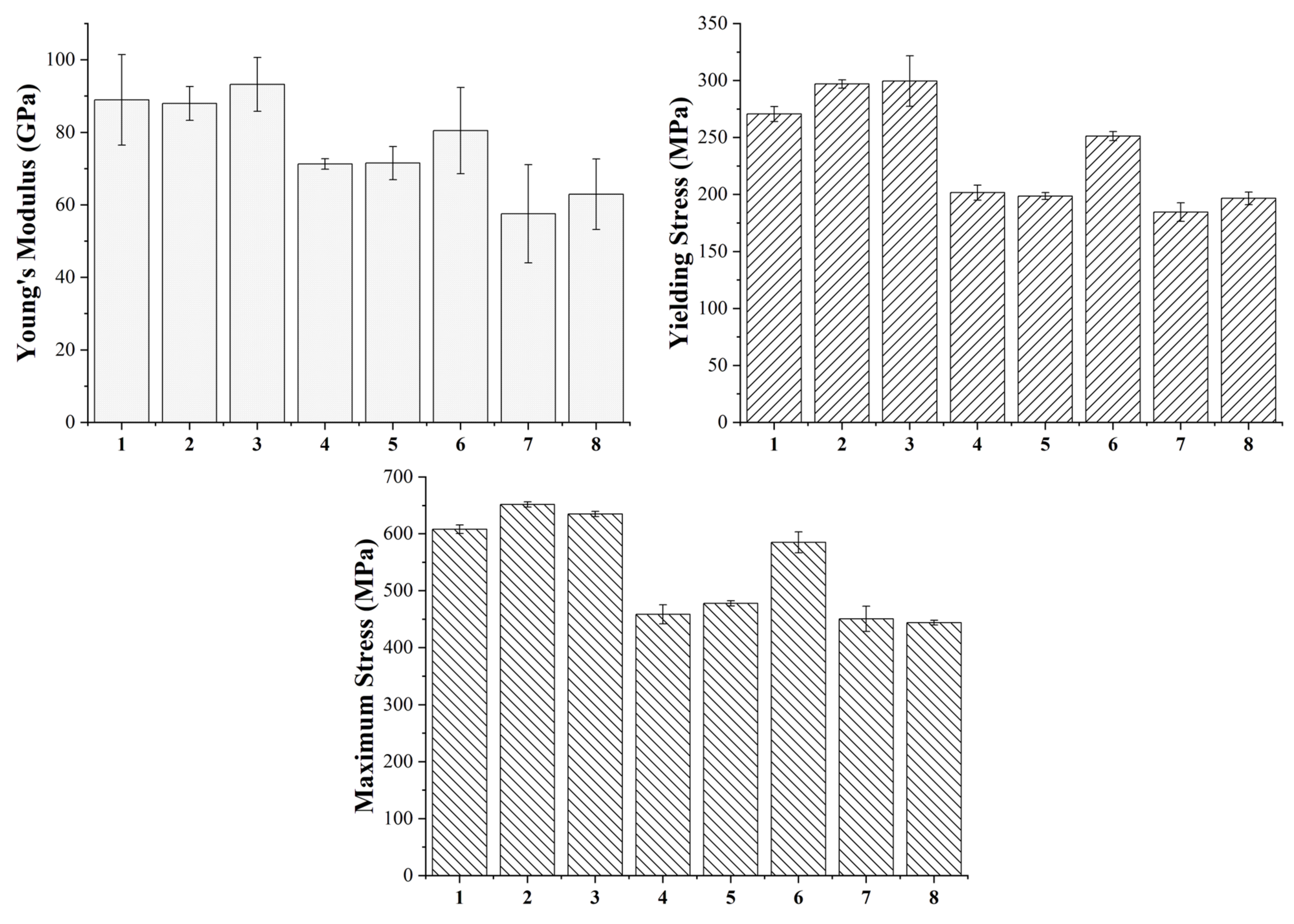
Figure 9 shows the typical flexural curves of each group and
Figure 10 summarizes the flexural modulus, yield and flexural strength values of each class. Even in this case, the statistical significance of the different parameters and of their interaction was evaluated and the results are reported in
Table 13,
Table 14 and
Table 15 for the flexural modulus, yield and flexural strength values, respectively. As already acknowledged in tensile tests, flow rate is the most influential parameter in defining the bending properties of the samples, always exhibiting a strong statistical significance.
The four configurations with a 100% flow rate, i.e., 1, 2, 3 and 6, are characterized by the highest flexural stiffness and by the highest yield and flexural strength. Concerning the other two printing parameters, their significance is evident with regard to the strength values. In particular, the samples with a flow rate of 110% show the same trend as a function of layer thickness and nozzle temperature already acknowledged in tensile tests. Some variations with respect to the tensile behavior, however, can be noted for samples with 100% flow rate. In this case, layer thickness appears as a less influential parameter than nozzle temperature, in fact the samples printed at 240 °C, i.e., configurations 4 and 5, are characterized by a flexural strength and a flexural modulus that are higher than printing profiles 7 and 8. Therefore, also in this case, a decrease in printing temperature seems to play a favorable role in the mechanical properties.
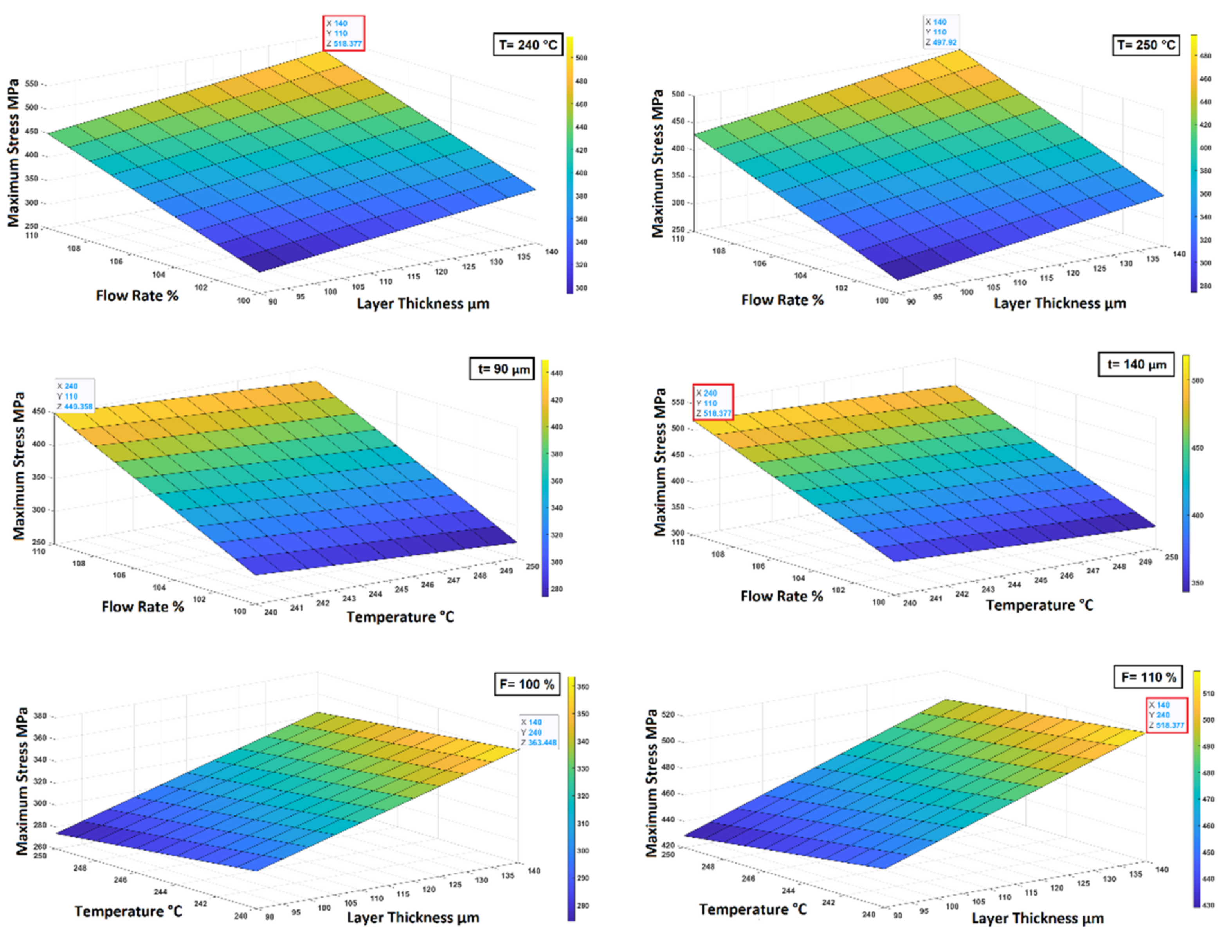
Based upon all the results obtained and the analysis performed, the optimization process was concluded with the study and the evaluation of the surface response which allows us to correlate how the mechanical property under study varies as a function of the printing parameters. At first a quadratic approximation function was considered in the study to obtain the best possible fitting, but it was found out that the quadratic terms were null, so a linear approximation function was employed. Considering that the statistical significance of parameters interactions is negligible in most cases, a linear approximation function without interaction was considered. The surface response of each mechanical property was evaluated and was plotted by setting constant one of the parameters as shown in
Figure 11 for the tensile strength.
Since the surface response tends to increase or decrease linearly with the printing parameters considered, the optimized configuration will be found in one of the extremes of the ranges considered. In particular, the best mechanical properties are achieved for a flow rate of 110%, a layer thickness of 140 µm and a nozzle temperature of 240 °C. These parameters coincide with the printing configuration 2 which is actually characterized by the highest tensile and bending properties, by the second highest density and the second lowest grain size area.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
