
Effects of Fumed Silica on Thixotropic Behavior and Processing Window by UV-Assisted Direct Ink Writing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Ink Formulation
2.2. Preparation of UV Curing Ink
2.3. Rheological Properties Measurement
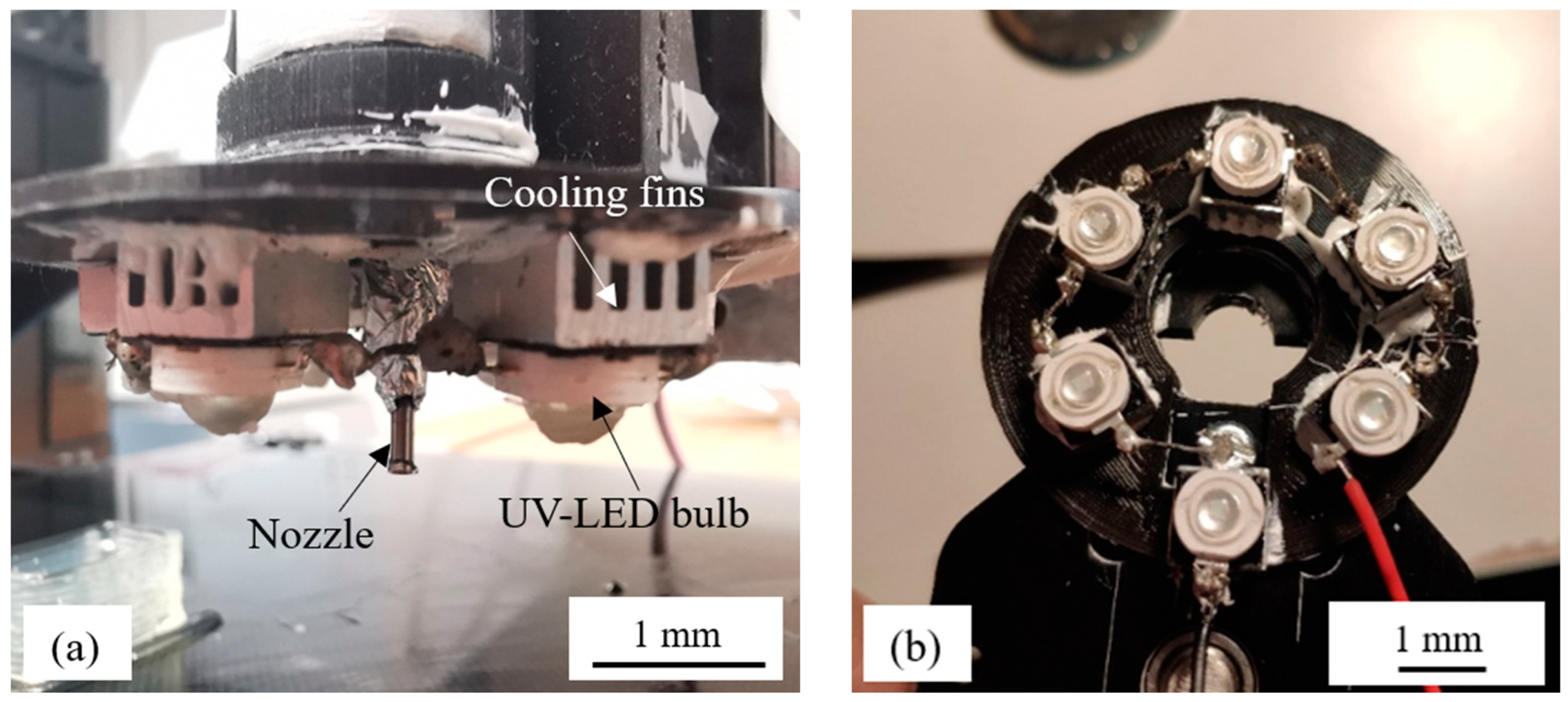
2.4. UV-Assisted Direct Writing Setup
2.5. Morphology
3. Results and Discussion
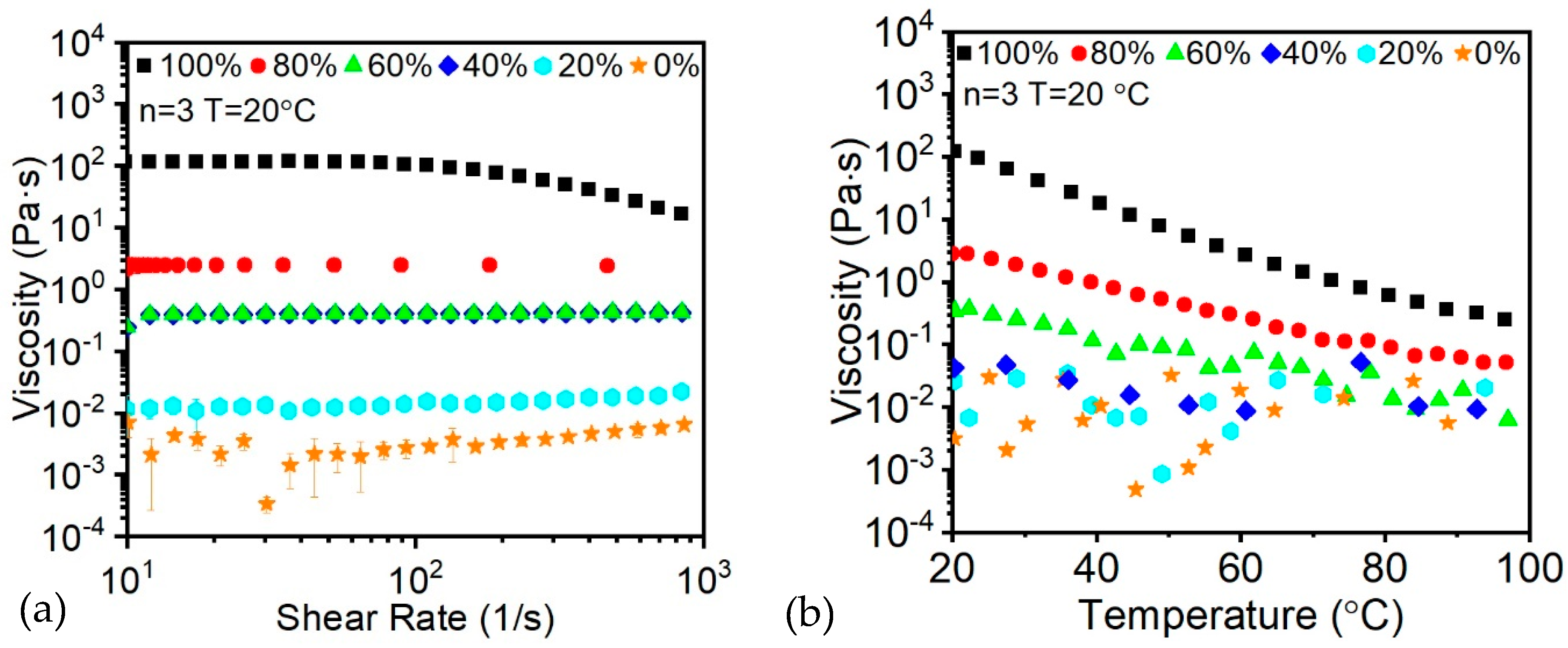
3.1. Rheological Behavior
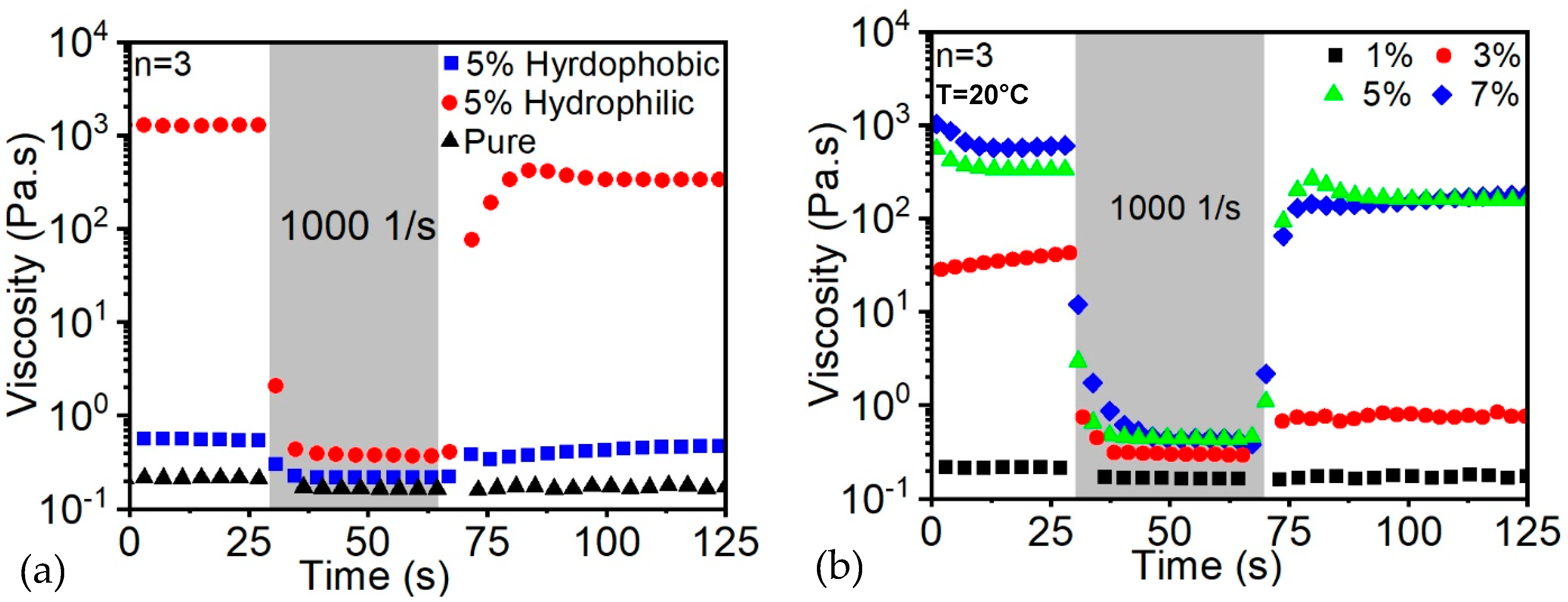
3.2. Thixotropic Properties
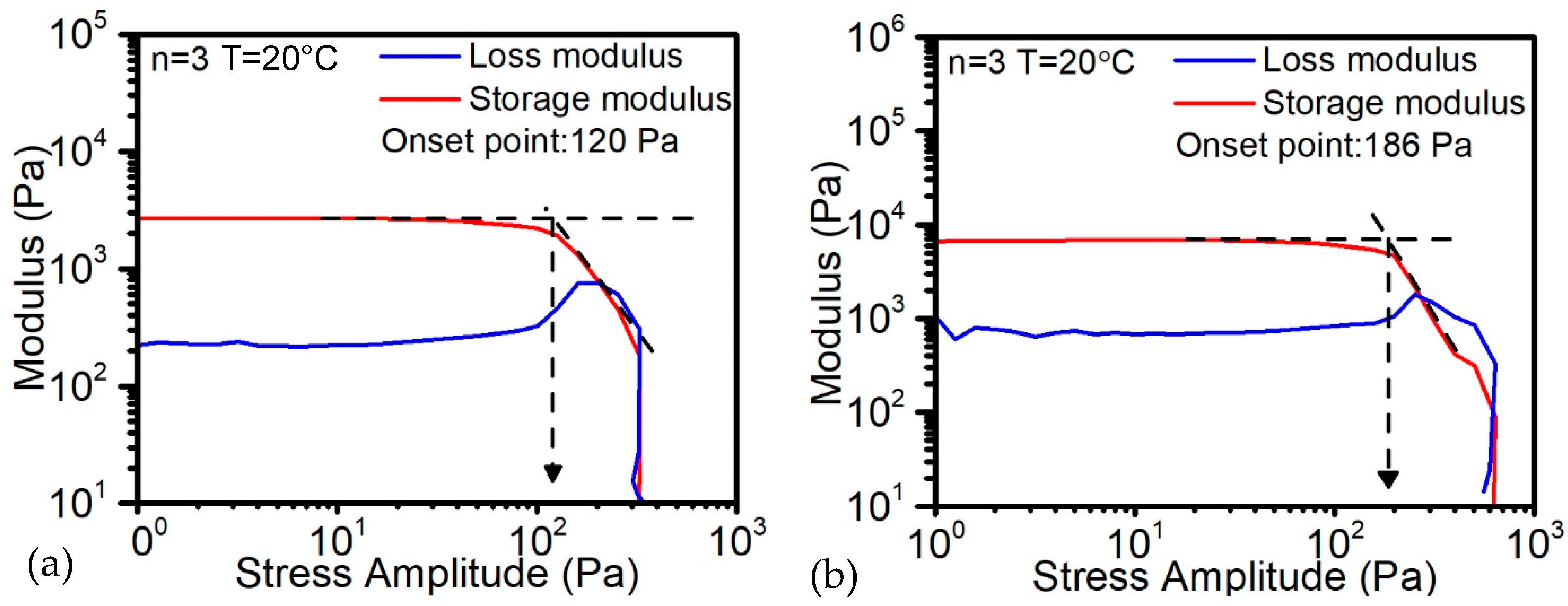
3.3. Yield Stress Behavior
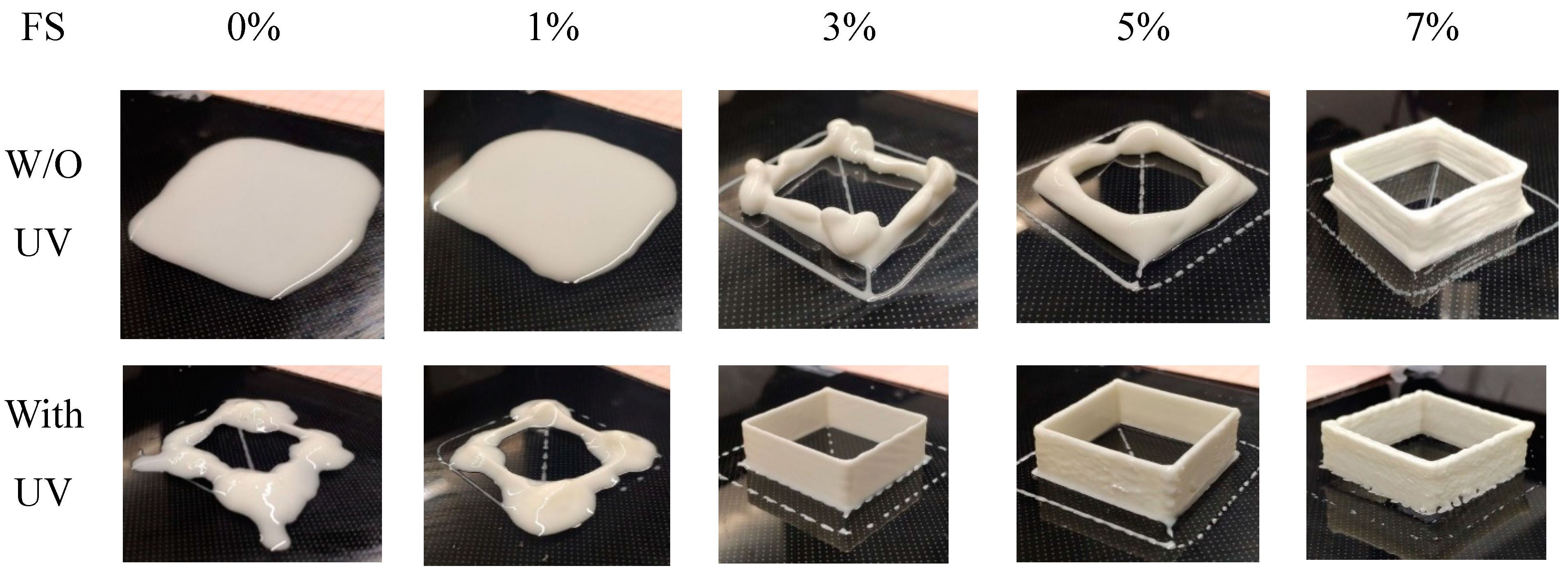
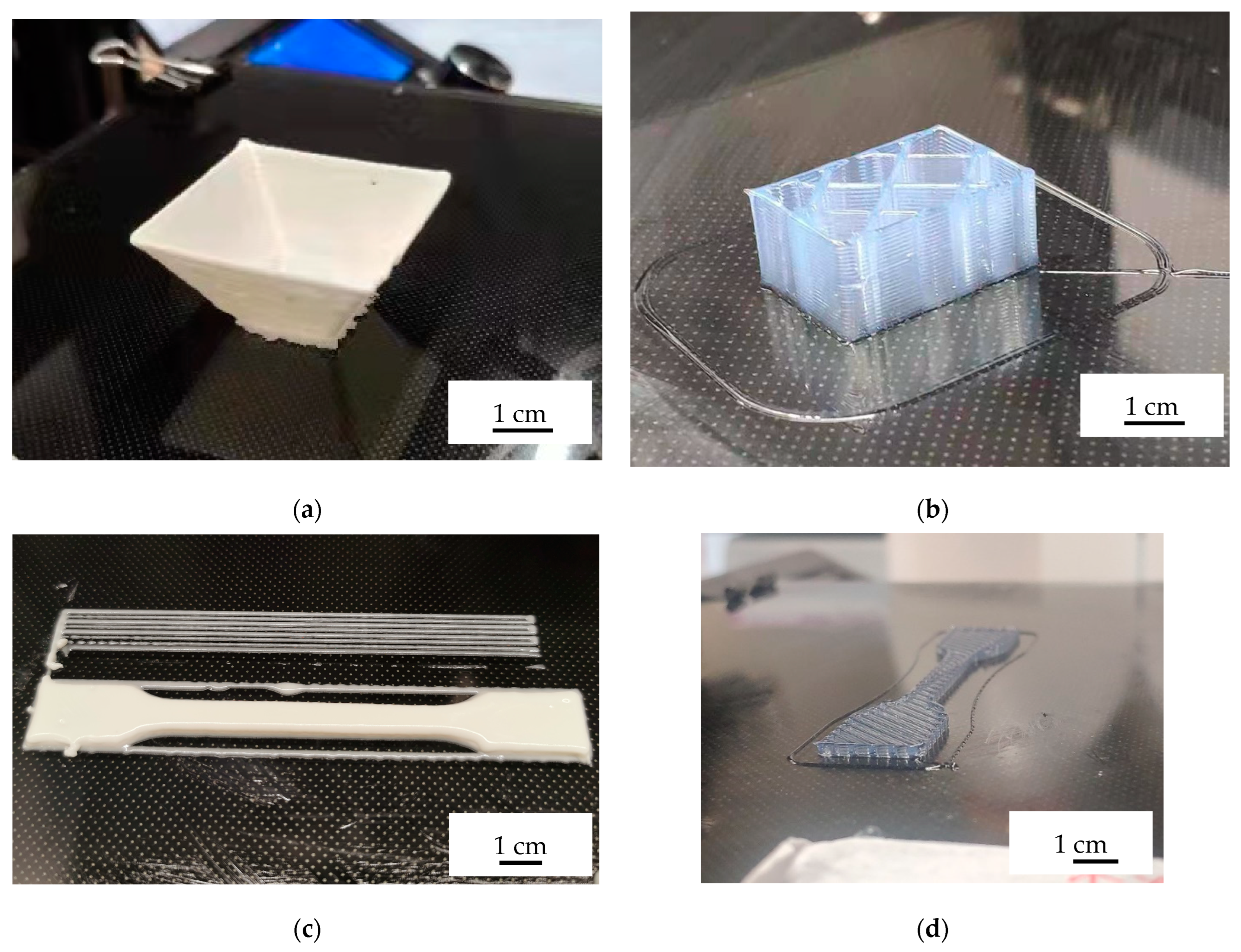
3.4. Ink Printability and Sample Stability
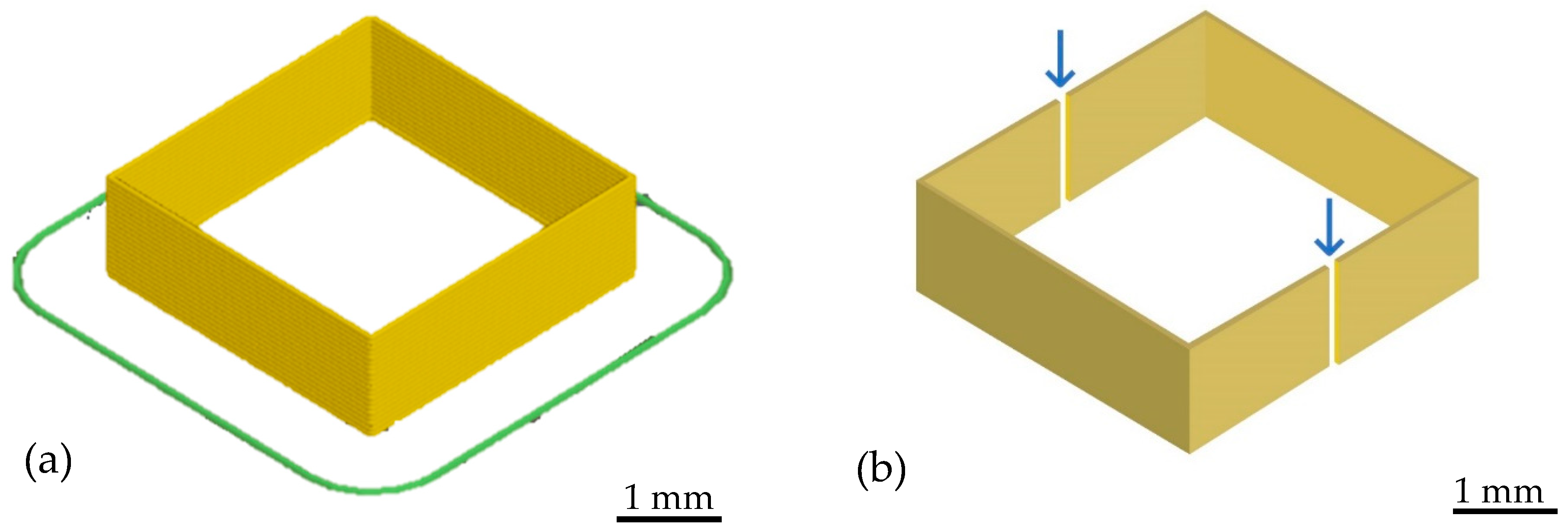
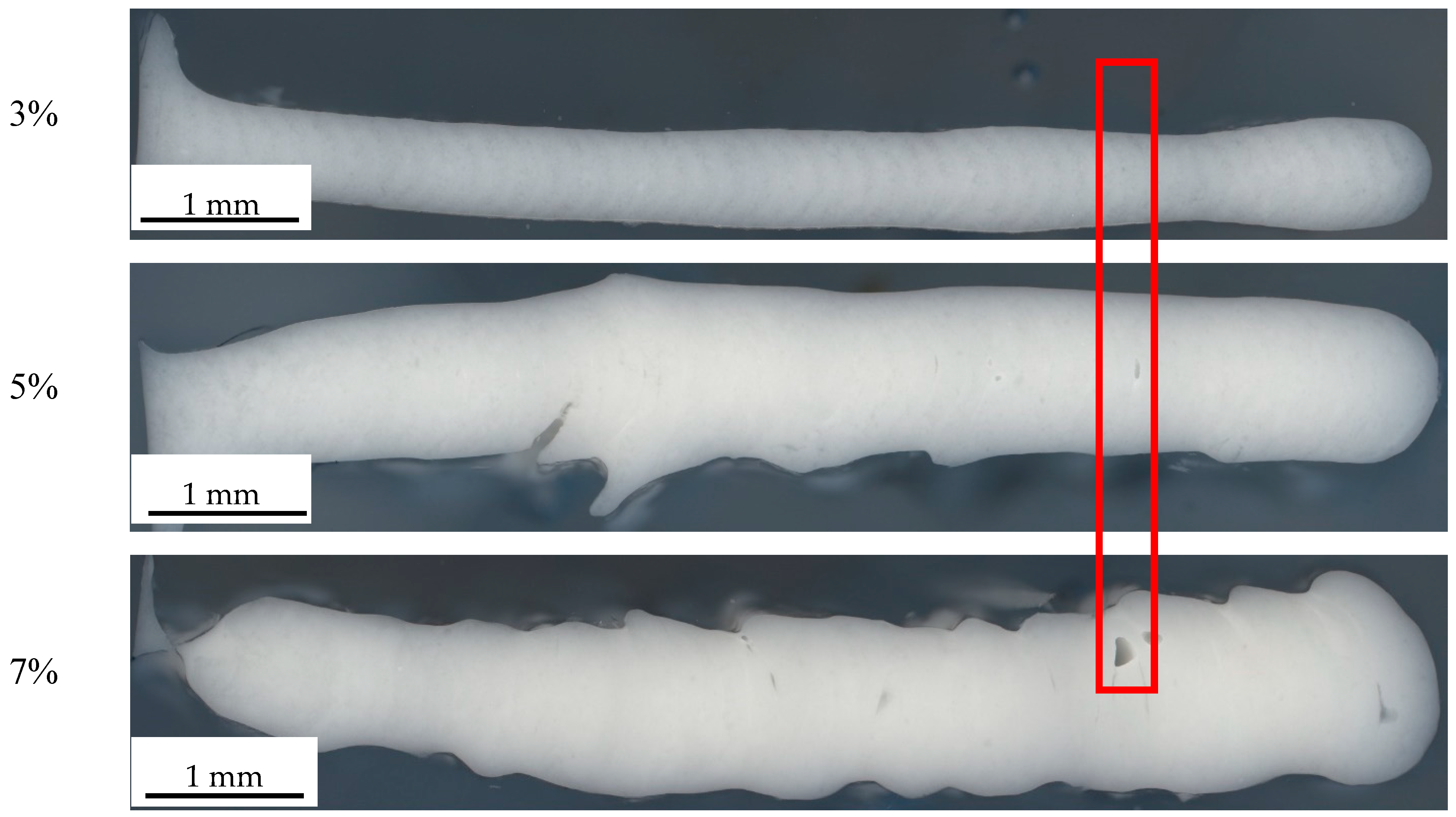
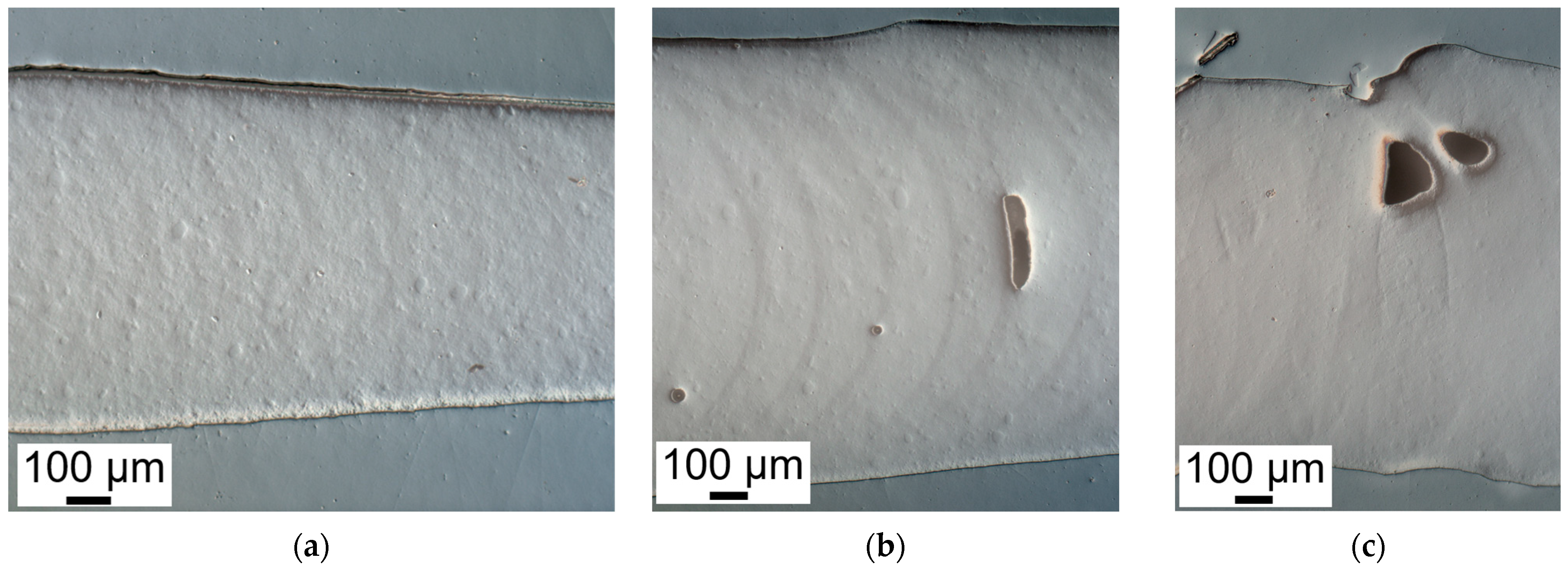
3.5. Morphology of the Cube Structure
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bártolo, P. (Ed.) Stereolithography: Materials, Processes and Applications; Springer: New York, NY, USA, 2011; ISBN 978-0-387-92903-3. [Google Scholar]
- Udofia, E.N.; Zhou, W. Microextrusion Based 3D Printing—A Review. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium 2018: An Additive Manufacturing Conference, Austin, TX, USA, 13–15 August 2018; p. 28. [Google Scholar]
- Tan, L.J.; Zhu, W.; Zhou, K. Recent Progress on Polymer Materials for Additive Manufacturing. Adv. Funct. Mater. 2020, 30, 2003062. [Google Scholar] [CrossRef]
- Zhang, Y.; Dong, Z.; Li, C.; Du, H.; Fang, N.X.; Wu, L.; Song, Y. Continuous 3D Printing from One Single Droplet. Nat. Commun. 2020, 11, 4685. [Google Scholar] [CrossRef] [PubMed]
- Saha, S.K.; Wang, D.; Nguyen, V.H.; Chang, Y.; Oakdale, J.S.; Chen, S.-C. Scalable Submicrometer Additive Manufacturing. Science 2019, 366, 105–109. [Google Scholar] [CrossRef]
- Walker, D.A.; Hedrick, J.L.; Mirkin, C.A. Rapid, Large-Volume, Thermally Controlled 3D Printing Using a Mobile Liquid Interface. Science 2019, 366, 360–364. [Google Scholar] [CrossRef]
- Kotz, F.; Schneider, N.; Striegel, A.; Wolfschläger, A.; Keller, N.; Worgull, M.; Bauer, W.; Schild, D.; Milich, M.; Greiner, C.; et al. Glassomer-Processing Fused Silica Glass Like a Polymer. Adv. Mater. 2018, 30, 1707100. [Google Scholar] [CrossRef] [PubMed]
- Duty, C.; Ajinjeru, C.; Kishore, V.; Compton, B.; Hmeidat, N.; Chen, X.; Liu, P.; Hassen, A.A.; Lindahl, J.; Kunc, V. What Makes a Material Printable? A Viscoelastic Model for Extrusion-Based 3D Printing of Polymers. J. Manuf. Process. 2018, 35, 526–537. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- Costanzo, A.; Spotorno, R.; Candal, M.V.; Fernández, M.M.; Müller, A.J.; Graham, R.S.; Cavallo, D.; McIlroy, C. Residual Alignment and Its Effect on Weld Strength in Material-Extrusion 3D-Printing of Polylactic Acid. Addit. Manuf. 2020, 36, 101415. [Google Scholar] [CrossRef]
- Romani, A.; Rognoli, V.; Levi, M. Design, Materials, and Extrusion-Based Additive Manufacturing in Circular Economy Contexts: From Waste to New Products. Sustainability 2021, 13, 7269. [Google Scholar] [CrossRef]
- Roy, M.; Tran, P.; Dickens, T.; Schrand, A. Composite Reinforcement Architectures: A Review of Field-Assisted Additive Manufacturing for Polymers. J. Compos. Sci. 2019, 4, 1. [Google Scholar] [CrossRef] [Green Version]
- Alkadi, F.; Lee, J.; Yeo, J.-S.; Hwang, S.-H.; Choi, J.-W. 3D Printing of Ground Tire Rubber Composites. Int. J. Precis. Eng. Manuf.-Green Tech. 2019, 6, 211–222. [Google Scholar] [CrossRef]
- Kokkinis, D.; Schaffner, M.; Studart, A.R. Multimaterial Magnetically Assisted 3D Printing of Composite Materials. Nat. Commun. 2015, 6, 8643. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rashid, A.A.; Koç, M. Fused Filament Fabrication Process: A Review of Numerical Simulation Techniques. Polymers 2021, 13, 3534. [Google Scholar] [CrossRef] [PubMed]
- Mader, M.; Hambitzer, L.; Schlautmann, P.; Jenne, S.; Greiner, C.; Hirth, F.; Helmer, D.; Kotz-Helmer, F.; Rapp, B.E. Melt-Extrusion-Based Additive Manufacturing of Transparent Fused Silica Glass. Adv. Sci. 2021, 8, 2103180. [Google Scholar] [CrossRef] [PubMed]
- Walker, S.; Lingle, E.; Troxler, N.; Wallin, T.; Healy, K.; Mengüç, Y.; Davidson, J.R. Predicting Interfacial Layer Adhesion Strength in 3D Printable Silicone. Addit. Manuf. 2021, 47, 102320. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A Review on 3D Micro-Additive Manufacturing Technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous Liquid Interface Production of 3D Objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef]
- Janusziewicz, R.; Tumbleston, J.R.; Quintanilla, A.L.; Mecham, S.J.; DeSimone, J.M. Layerless Fabrication with Continuous Liquid Interface Production. Proc. Natl. Acad. Sci. USA 2016, 113, 11703–11708. [Google Scholar] [CrossRef] [Green Version]
- Ye, Z.; Chu, C.; Zhang, D.; Ma, S.; Guo, J.; Cheng, Y.; Xu, G.; Li, Z.; Sun, A. Study on 3D-Direct Ink Writing Based on Adding Silica Submicron-Particles to Improve the Rheological Properties of Alumina Ceramic Ink. Mater. Today Commun. 2021, 28, 102534. [Google Scholar] [CrossRef]
- Wang, X.; Schmidt, F.; Hanaor, D.; Kamm, P.H.; Li, S.; Gurlo, A. Additive Manufacturing of Ceramics from Preceramic Polymers: A Versatile Stereolithographic Approach Assisted by Thiol-Ene Click Chemistry. Addit. Manuf. 2019, 27, 80–90. [Google Scholar] [CrossRef] [Green Version]
- Chartier, T.; Badev, A.; Abouliatim, Y.; Lebaudy, P.; Lecamp, L. Stereolithography Process: Influence of the Rheology of Silica Suspensions and of the Medium on Polymerization Kinetics—Cured Depth and Width. J. Eur. Ceram. Soc. 2012, 32, 1625–1634. [Google Scholar] [CrossRef]
- Morissette, S.L.; Lewis, J.A.; Clem, P.G.; Cesarano, J.; Dimos, D.B. Direct-Write Fabrication of Pb(Nb,Zr,Ti)O 3 Devices: Influence of Paste Rheology on Print Morphology and Component Properties. J. Am. Ceram. Soc. 2001, 84, 2462–2468. [Google Scholar] [CrossRef] [Green Version]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef] [Green Version]
- Fidan, I.; Imeri, A.; Gupta, A.; Hasanov, S.; Nasirov, A.; Elliott, A.; Alifui-Segbaya, F.; Nanami, N. The Trends and Challenges of Fiber Reinforced Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2019, 102, 1801–1818. [Google Scholar] [CrossRef]
- Wang, Z.; Smith, D.E. A Fully Coupled Simulation of Planar Deposition Flow and Fiber Orientation in Polymer Composites Additive Manufacturing. Materials 2021, 14, 2596. [Google Scholar] [CrossRef] [PubMed]
- Wei, H.; Wang, Z.; Zhang, H.; Huang, Y.; Wang, Z.; Zhou, Y.; Xu, B.B.; Halila, S.; Chen, J. Ultrastretchable, Highly Transparent, Self-Adhesive, and 3D-Printable Ionic Hydrogels for Multimode Tactical Sensing. Chem. Mater. 2021, 33, 6731–6742. [Google Scholar] [CrossRef]
- Zhao, M.; Geng, Y.; Fan, S.; Yao, X.; Zhu, M.; Zhang, Y. 3D-Printed Strong Hybrid Materials with Low Shrinkage for Dental Restoration. Compos. Sci. Technol. 2021, 213, 108902. [Google Scholar] [CrossRef]
- Sun, H.; Kim, Y.; Kim, Y.C.; Park, I.K.; Suhr, J.; Byun, D.; Choi, H.R.; Kuk, K.; Baek, O.H.; Jung, Y.K.; et al. Self-Standing and Shape-Memorable UV-Curing Epoxy Polymers for Three-Dimensional (3D) Continuous-Filament Printing. J. Mater. Chem. C 2018, 6, 2996–3003. [Google Scholar] [CrossRef]
- Barthel, H.; Dreyer, M.; Gottschalk-Gaudig, T.; Litvinov, V.; Nikitina, E. Fumed Silica—Rheological Additive for Adhesives, Resins, and Paints. Macromol. Symp. 2002, 187, 573–584. [Google Scholar] [CrossRef]
- Luo, Y.; Luo, G.; Gelinsky, M.; Huang, P.; Ruan, C. 3D Bioprinting Scaffold Using Alginate/Polyvinyl Alcohol Bioinks. Mater. Lett. 2017, 189, 295–298. [Google Scholar] [CrossRef]
- Jiang, F.; Wörz, A.; Romeis, M.; Drummer, D. Analysis of UV-Assisted Direct Ink Writing Rheological Properties and Curing Degree. Polym. Test. 2022, 105, 107428. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FS Ratio | FS Weight (g) | Oligomer (g) | Monomer (g) | Photoinitiator (g) |
|---|---|---|---|---|
| 0% | 0 | 11.4 | 8 | 0.6 |
| 1% | 0.2 | |||
| 3% | 0.6 | |||
| 5% | 1 | |||
| 7% | 1.4 |
| Program | Shear Rate (1/s) | Time (s) |
|---|---|---|
| Conditioning sample | 0 | 60 |
| Flow Peak | 0.1 | 5 |
| Flow Ramp | 0.1–1000 | 30 |
| Flow Peak Hold | 1000 | 5 |
| Flow Ramp | 1000–0.1 | 30 |
| Flow Peak Hold | 0.1 | 90 |
| FS Amount | Wall Thickness | Average | Ratio | ||
|---|---|---|---|---|---|
| 3% | 0.8 | 0.8 | 0.8 | 0.8 | −5% |
| 5% | 1.3 | 1.5 | 1.45 | 1.41 | +67% |
| 7% | 1.55 | 1.7 | 1.9 | 1.72 | +104% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, F.; Zhou, M.; Drummer, D. Effects of Fumed Silica on Thixotropic Behavior and Processing Window by UV-Assisted Direct Ink Writing. Polymers 2022, 14, 3107. https://doi.org/10.3390/polym14153107
Jiang F, Zhou M, Drummer D. Effects of Fumed Silica on Thixotropic Behavior and Processing Window by UV-Assisted Direct Ink Writing. Polymers. 2022; 14(15):3107. https://doi.org/10.3390/polym14153107
Chicago/Turabian StyleJiang, Fengze, Mingyong Zhou, and Dietmar Drummer. 2022. "Effects of Fumed Silica on Thixotropic Behavior and Processing Window by UV-Assisted Direct Ink Writing" Polymers 14, no. 15: 3107. https://doi.org/10.3390/polym14153107