
UV-Femtosecond-Laser Structuring of Cyclic Olefin Copolymer


Abstract
:1. Introduction
2. Materials and Methods
2.1. Design and Characterization of the Laser Machine
2.2. Implementation and Evaluation of the Ablation Studies
3. Results and Discussion
3.1. Ablation by Focussed UV Laser
3.2. Comparison of Infrared and Ultraviolet Laser Ablation
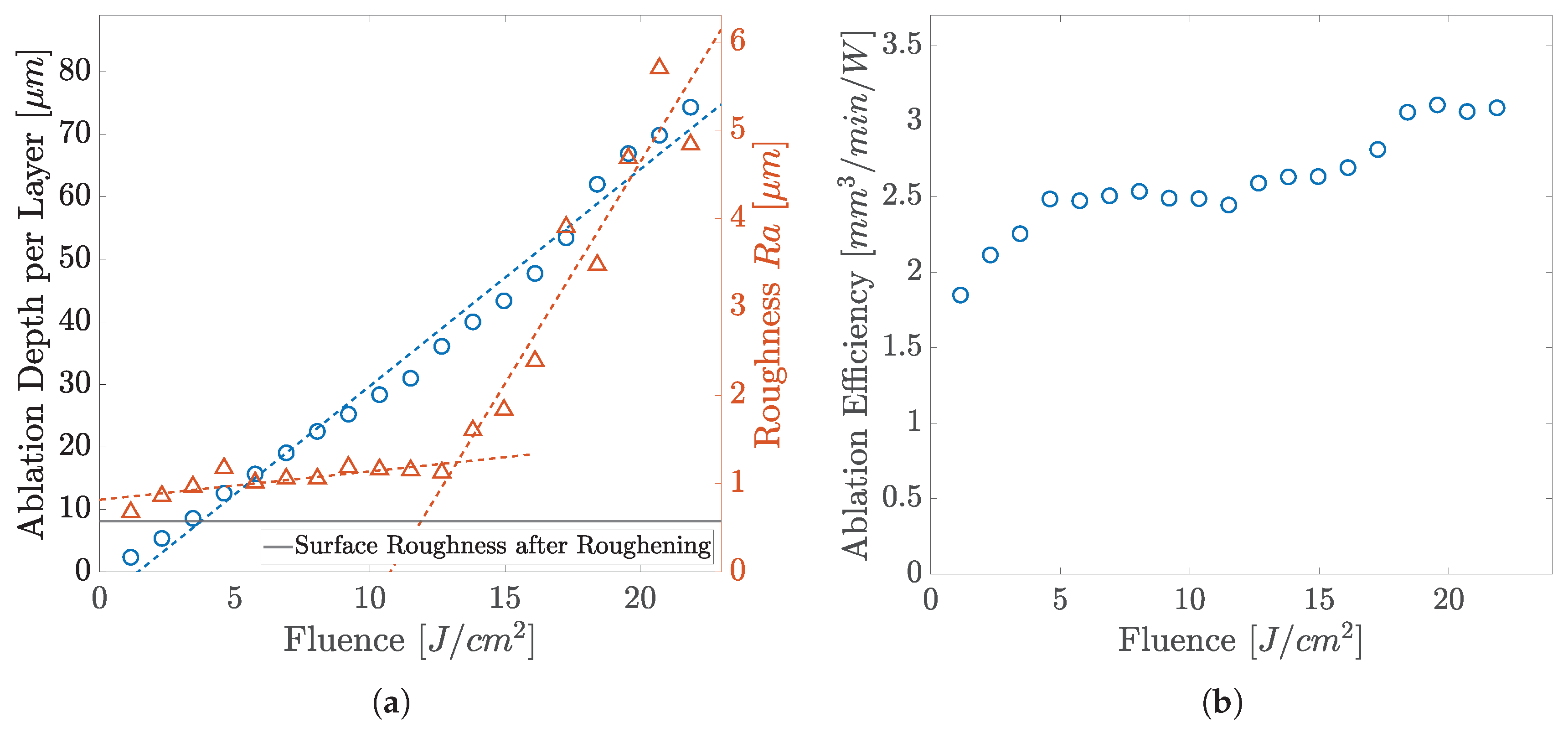
3.3. Ablation by Defocussed UV Laser
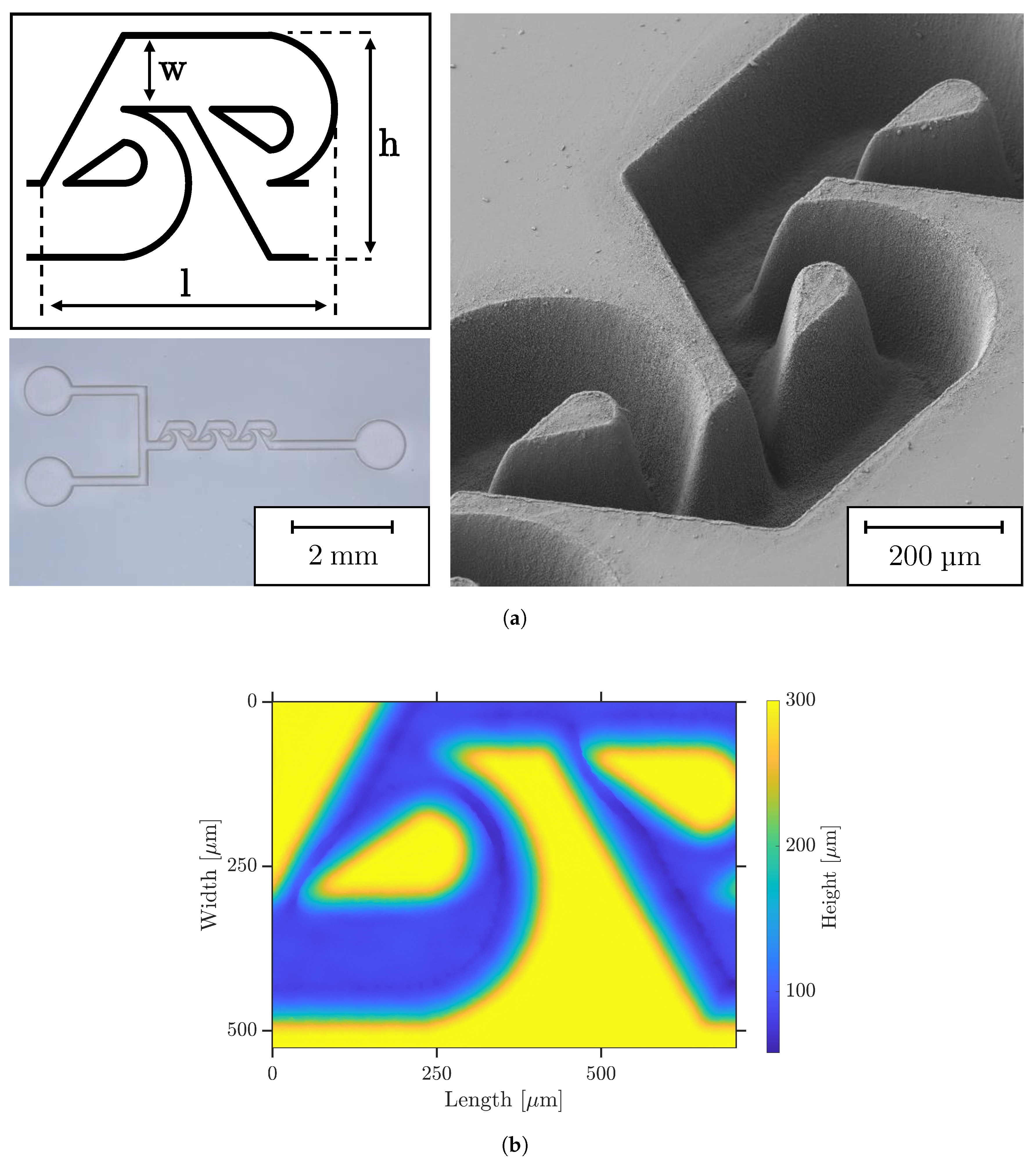
3.4. Exemple of a Microfluidic Structure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BET | beam expander telescope |
| COC | cyclic olefin copolymer |
| IR | infrared |
| LSM | laser scanning microscope |
| SEM | scanning electron microscope |
| THG | third-harmonic generation |
| USP | ultra short pulsed |
| UV | ultraviolet |
References
- Yamazaki, M. Industrialization and application development of cyclo-olefin polymer. J. Mol. Catal. A Chem. 2004, 213, 81–87. [Google Scholar] [CrossRef]
- Khanarian, G. Optical properties of cyclic olefin copolymers. Opt. Eng. 2001, 40, 1024. [Google Scholar] [CrossRef]
- Bundgaard, F.; Perozziello, G.; Geschke, O. Rapid prototyping tools and methods for all-Topas® cyclic olefin copolymer fluidic microsystems. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2006, 220, 1625–1632. [Google Scholar] [CrossRef]
- Hessler, S.; Rüth, M.; Sauvant, C.; Lemke, H.D.; Schmauss, B.; Hellmann, R. Hemocompatibility of EpoCore/EpoClad photoresists on COC substrate for optofluidic integrated Bragg sensors. Sens. Actuators B Chem. 2017, 239, 916–922. [Google Scholar] [CrossRef]
- Fredrickson, C.K.; Xia, Z.; Das, C.; Ferguson, R.; Tavares, F.T.; Fan, Z.H. Effects of Fabrication Process Parameters on the Properties of Cyclic Olefin Copolymer Microfluidic Devices. J. Microelectromech. Syst. 2006, 15, 1060–1068. [Google Scholar] [CrossRef]
- Nunes, P.S.; Ohlsson, P.D.; Ordeig, O.; Kutter, J.P. Cyclic olefin polymers: Emerging materials for lab-on-a-chip applications. Microfluid. Nanofluidics 2010, 9, 145–161. [Google Scholar] [CrossRef]
- Jeon, J.S.; Chung, S.; Kamm, R.D.; Charest, J.L. Hot embossing for fabrication of a microfluidic 3D cell culture platform. Biomed. Microdevices 2011, 13, 325–333. [Google Scholar] [CrossRef] [Green Version]
- Steigert, J.; Haeberle, S.; Brenner, T.; Müller, C.; Steinert, C.P.; Koltay, P.; Gottschlich, N.; Reinecke, H.; Rühe, J.; Zengerle, R.; et al. Rapid prototyping of microfluidic chips in COC. J. Micromech. Microeng. 2007, 17, 333–341. [Google Scholar] [CrossRef]
- Kefer, S.; Pape, D.; Roth, G.L.; Hessler, S.; Schmauss, B.; Hellmann, R. Micromilling-assisted fabrication of monolithic polymer ridge-type waveguides with integrated photonic sensing structures. Opt. Mater. Express 2021, 11, 2389. [Google Scholar] [CrossRef]
- Roth, G.L.; Esen, C.; Hellmann, R. Internal micro structuring of transparent optical polymers by fs laser. In Proceedings of the Laser-Based Micro- and Nanoprocessing XIV, San Francisco, CA, USA, 1–6 February 2020; Klotzbach, U., Kling, R., Watanabe, A., Eds.; SPIE: Bellingham, WA, USA, 2020; p. 58. [Google Scholar] [CrossRef]
- Cai, J.; Jiang, J.; Gao, F.; Jia, G.; Zhuang, J.; Tang, G.; Fan, Y. Rapid prototyping of cyclic olefin copolymer based microfluidic system with CO2 laser ablation. Microsyst. Technol. 2017, 23, 5063–5069. [Google Scholar] [CrossRef]
- Liu, S.; Fan, Y.; Gao, K.; Zhang, Y. Fabrication of Cyclo-olefin polymer-based microfluidic devices using CO2 laser ablation. Mater. Res. Express 2018, 5, 095305. [Google Scholar] [CrossRef]
- McCann, R.; Bagga, K.; Groarke, R.; Stalcup, A.; Vázquez, M.; Brabazon, D. Microchannel fabrication on cyclic olefin polymer substrates via 1064 nm Nd:YAG laser ablation. Appl. Surf. Sci. 2016, 387, 603–608. [Google Scholar] [CrossRef] [Green Version]
- Rosenberger, M.; Hessler, S.; Belle, S.; Schmauss, B.; Hellmann, R. Fabrication and characterization of planar Bragg gratings in TOPAS polymer substrates. Sens. Actuators A Phys. 2015, 221, 148–153. [Google Scholar] [CrossRef]
- Roth, G.L.; Hessler, S.; Kefer, S.; Girschikofskym, M.; Esen, C.; Hellmann, R. Femtosecond laser inscription of waveguides and Bragg gratings in transparent cyclic olefin copolymer. Opt. Express 2020, 28, 18077–18084. [Google Scholar] [CrossRef]
- Kefer, S.; Bischoff, K.; Roth, G.L.; Haubner, J.; Schmauss, B.; Hellmann, R. Tunable Bulk Polymer Planar Bragg Gratings Electrified via Femtosecond Laser Reductive Sintering of CuO Nanoparticles. Adv. Opt. Mater. 2021, 9, 2002203. [Google Scholar] [CrossRef]
- Roth, G.L.; Rung, S.; Hellmann, R. Ultrashort pulse laser micro-welding of cyclo-olefin copolymers. Opt. Lasers Eng. 2017, 93, 178–181. [Google Scholar] [CrossRef]
- Salahi, A.; Varhue, W.B.; Farmehini, V.; Hyler, A.R.; Schmelz, E.M.; Davalos, R.V.; Swami, N.S. Self-aligned microfluidic contactless dielectrophoresis device fabricated by single-layer imprinting on cyclic olefin copolymer. Anal. Bioanal. Chem. 2020, 412, 3881–3889. [Google Scholar] [CrossRef]
- Zhang, J.; Das, C.; Fan, Z.H. Dynamic coating for protein separation in cyclic olefin copolymer microfluidic devices. Microfluid. Nanofluidics 2008, 5, 327–335. [Google Scholar] [CrossRef]
- Kefer, S.; Dai, J.; Yang, M.; Schmauss, B.; Hellmann, R. Hypersensitive H2 sensor based on polymer planar Bragg gratings coated with Pt-loaded WO3-SiO2. Opt. Lett. 2020, 45, 3601–3604. [Google Scholar] [CrossRef]
- Nilsson, D.; Balslev, S.; Kristensen, A. A microfluidic dye laser fabricated by nanoimprint lithography in a highly transparent and chemically resistant cyclo-olefin copolymer (COC). J. Micromech. Microeng. 2005, 15, 296–300. [Google Scholar] [CrossRef]
- Teixidor, D.; Orozco, F.; Thepsonthi, T.; Ciurana, J.; Rodríguez, C.A.; Özel, T. Effect of process parameters in nanosecond pulsed laser micromachining of PMMA-based microchannels at near-infrared and ultraviolet wavelengths. Int. J. Adv. Manuf. Technol. 2013, 67, 1651–1664. [Google Scholar] [CrossRef]
- de Marco, C.; Eaton, S.M.; Suriano, R.; Turri, S.; Levi, M.; Ramponi, R.; Cerullo, G.; Osellame, R. Surface properties of femtosecond laser ablated PMMA. ACS Appl. Mater. Interfaces 2010, 2, 2377–2384. [Google Scholar] [CrossRef] [PubMed]
- Spyratou, E.; Makropoulou, M.; Serafetinides, A.A. Study of visible and mid-infrared laser ablation mechanism of PMMA and intraocular lenses: Experimental and theoretical results. Lasers Med. Sci. 2008, 23, 179–188. [Google Scholar] [CrossRef] [PubMed]
- Baudach, S.; Bonse, J.; Krüger, J.; Kautek, W. Ultrashort pulse laser ablation of polycarbonate and polymethylmethacrylate. Appl. Surf. Sci. 2000, 154-155, 555–560. [Google Scholar] [CrossRef]
- Sola, D.; de Aldana, J.R.V.; Artal, P. The Role of Thermal Accumulation on the Fabrication of Diffraction Gratings in Ophthalmic PHEMA by Ultrashort Laser Direct Writing. Polymers 2020, 12, 2965. [Google Scholar] [CrossRef]
- Li, Q.; Perrie, W.; Potter, R.; Allegre, O.; Li, Z.; Tang, Y.; Zhu, G.; Liu, D.; Chalker, P.; Ho, J.; et al. Femtosecond laser micro-structuring of amorphous polyether(ether)ketone at 775 nm and 387 nm. J. Phys. D Appl. Phys. 2020, 53, 365301. [Google Scholar] [CrossRef]
- Okoshi, M.; Inoue, N. Laser ablation of polymers using 395 nm and 790 nm femtosecond lasers. Appl. Phys. A 2004, 79, 841–844. [Google Scholar] [CrossRef]
- Sabbert, D.; Landsiedel, J.; Bauer, H.D.; Ehrfeld, W. ArF-excimer laser ablation experiments on Cycloolefin Copolymer (COC). Appl. Surf. Sci. 1999, 150, 185–189. [Google Scholar] [CrossRef]
- Wang, B.; Wang, X.; Zheng, H.; Lam, Y.C. Surface Wettability Modification of Cyclic Olefin Polymer by Direct Femtosecond Laser Irradiation. Nanomaterials 2015, 5, 1442–1453. [Google Scholar] [CrossRef] [Green Version]
- Suriano, R.; Kuznetsov, A.; Eaton, S.M.; Kiyan, R.; Cerullo, G.; Osellame, R.; Chichkov, B.N.; Levi, M.; Turri, S. Femtosecond laser ablation of polymeric substrates for the fabrication of microfluidic channels. Appl. Surf. Sci. 2011, 257, 6243–6250. [Google Scholar] [CrossRef]
- Krüger, J.; Kautek, W. Ultrashort Pulse Laser Interaction with Dielectrics and Polymers. In Polymers and Light; Lippert, T.K., Ed.; Springer: Berlin/Heidelberg, Germany, 2004; Volume 168, pp. 247–290. [Google Scholar] [CrossRef]
- Ready, J.F. (Ed.) LIA Handbook of Laser Materials Processing, 1st ed.; Laser Institute of America and Magnolia Publ: Orlando, FL, USA, 2001. [Google Scholar]
- Tauc, J. Optical properties and electronic structure of amorphous Ge and Si. Mater. Res. Bull. 1968, 3, 37–46. [Google Scholar] [CrossRef]
- Schwarz, S.; Rung, S.; Esen, C.; Hellmann, R. Influence of Pulse Duration on High-Precision Manufacturing of 3D Geometries. J. Laser Micro/Nanoeng. 2018, 13, 292–295. [Google Scholar] [CrossRef]
- Loeschner, U.; Schille, J.; Streek, A.; Knebel, T.; Hartwig, L.; Hillmann, R.; Endisch, C. High-rate laser microprocessing using a polygon scanner system. J. Laser Appl. 2015, 27, 1–6. [Google Scholar] [CrossRef]
- Jäggi, B.; Förster, D.J.; Weber, R.; Neuenschwander, B. Residual heat during laser ablation of metals with bursts of ultra-short pulses. Adv. Opt. Technol. 2018, 7, 175–182. [Google Scholar] [CrossRef]
- Yang, T.C.K.; Lin, S.S.Y.; Chuang, T.H. Kinetic analysis of the thermal oxidation of metallocene cyclic olefin copolymer (mCOC)/TiO2 composites by FTIR microscopy and thermogravimetry (TG). Polym. Degrad. Stab. 2002, 78, 525–532. [Google Scholar] [CrossRef]
- Leech, P.W. Effect of norbornene content on laser ablation of cyclic olefin copolymers. Mater. Des. 2010, 31, 4858–4861. [Google Scholar] [CrossRef]
- Juodkazis, S.; Misawa, H.; Maksimov, I. Thermal accumulation effect in three-dimensional recording by picosecond pulses. Appl. Phys. Lett. 2004, 85, 5239–5241. [Google Scholar] [CrossRef]
- Benayas, A.; Silva, W.F.; Ródenas, A.; Jacinto, C.; Vázquez de Aldana, J.; Chen, F.; Tan, Y.; Thomsom, R.R.; Psaila, N.D.; Reid, D.T.; et al. Ultrafast laser writing of optical waveguides in ceramic Yb:YAG: A study of thermal and non-thermal regimes. Appl. Phys. A 2011, 104, 301–309. [Google Scholar] [CrossRef]
- Weikert, M. Oberflächenstrukturieren mit ultrakurzen Laserpulsen: Oberflächenstrukturieren mit Ultrakurzen. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2005. [Google Scholar]
- Zinth, W.; Aumüller, U. Optik: Lichtstrahlen—Wellen—Photonen; Oldenbourg: München, Germany, 2005. [Google Scholar]
- Küper, S.; Stuke, M. Femtosecond UV excimer laser ablation. Appl. Phys. B Photophysics Laser Chem. 1987, 44, 199–204. [Google Scholar] [CrossRef]
- Serafetinides, A.A.; Skordoulis, C.D.; Makropoulou, M.I.; Kar, A.K. Picosecond and subpicosecond visible laser ablation of optically transparent polymers. Appl. Surf. Sci. 1998, 135, 276–284. [Google Scholar] [CrossRef]
- Hong, C.C.; Choi, J.W.; Ahn, C.H. A novel in-plane passive microfluidic mixer with modified Tesla structures. Lab A Chip 2004, 4, 109–113. [Google Scholar] [CrossRef] [PubMed]
- Bayareh, M.; Ashani, M.N.; Usefian, A. Active and passive micromixers: A comprehensive review. Chem. Eng. Process.—Process Intensif. 2020, 147, 107771. [Google Scholar] [CrossRef]
- Hossain, S.; Ansari, M.A.; Husain, A.; Kim, K.Y. Analysis and optimization of a micromixer with a modified Tesla structure. Chem. Eng. J. 2010, 158, 305–314. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | IR | UV | Unit |
|---|---|---|---|
| Wavelength | 1030 | 343 | |
| Power | 2.4 | 2.1 | |
| Repetition rate | 50 | ||
| Pulse width | 220 | ||
| Beam quality (M) | 1.06 | 1.40 | - |
| Raw beam diameter | 10.5 | 4 | |
| Focal length | 100 | ||
| Focal diameter X | 14.6 | 14.1 | m |
| Focal diameter Y | 14.4 | 14.9 | m |
| Rayleigh length | 180 | 500 | m |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bischoff, K.; Mücke, D.; Roth, G.-L.; Esen, C.; Hellmann, R. UV-Femtosecond-Laser Structuring of Cyclic Olefin Copolymer. Polymers 2022, 14, 2962. https://doi.org/10.3390/polym14142962
Bischoff K, Mücke D, Roth G-L, Esen C, Hellmann R. UV-Femtosecond-Laser Structuring of Cyclic Olefin Copolymer. Polymers. 2022; 14(14):2962. https://doi.org/10.3390/polym14142962
Chicago/Turabian StyleBischoff, Kay, Dominik Mücke, Gian-Luca Roth, Cemal Esen, and Ralf Hellmann. 2022. "UV-Femtosecond-Laser Structuring of Cyclic Olefin Copolymer" Polymers 14, no. 14: 2962. https://doi.org/10.3390/polym14142962