3.1. Characterization of the CPAM
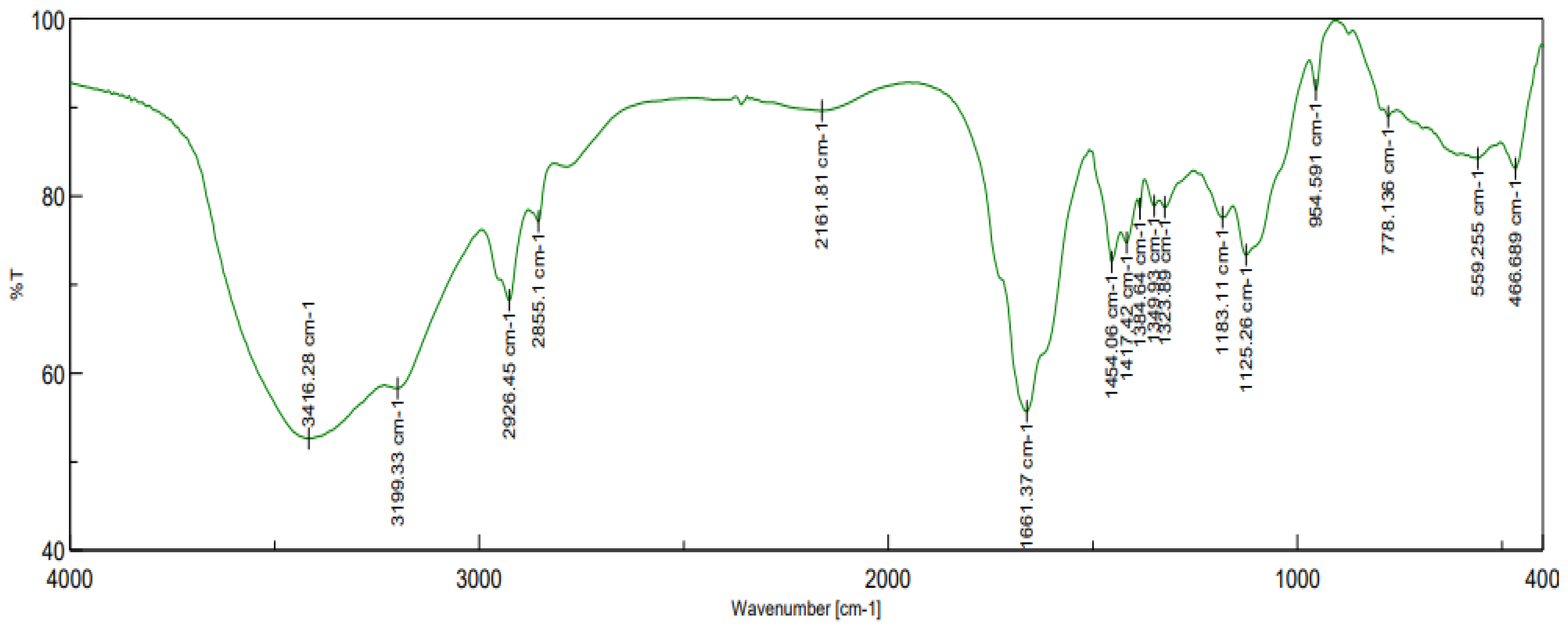
The main infrared absorption bands of the CPAM and the assignments are shown in
Figure 4. The bands with frequencies of 3416 cm
−1 and 1661 cm
−1 were assigned to stretching vibration of –NH
2 and C=O, respectively, in the amide groups [
21]. The asymmetric adsorption peak at 2926 cm
−1 was for –CH
3 and –CH2– [
34]. The adsorption peak at 1454 cm
−1 was for –CH2– flexural vibrations in –CH2–N
+ [
35]. The peak located at 1125 cm
−1 was attributed to the stretching vibration of C–O from the ester base. The 965 cm
−1 characteristic adsorption peak was for quaternary ammonium groups. The infrared spectroscopy indicated that the two monomers, AM and DMC, were copolymerized.
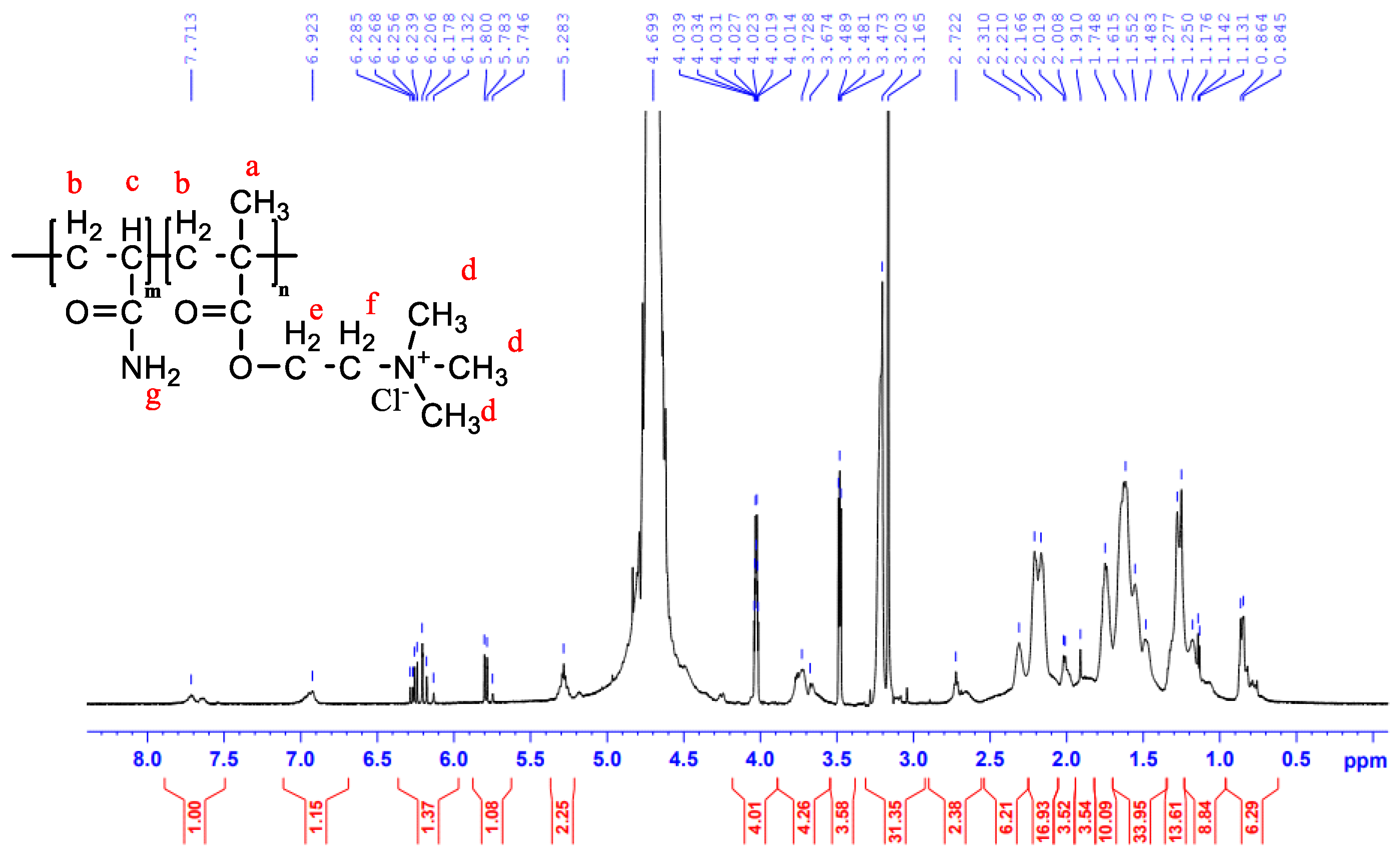
Figure 5 displays the
1H–NMR spectra of CPAM. The chemical shift of CPAM at about δ
H = 0.8545 ppm was ascribed to the protons of –CH
3– (H
a). The asymmetric peaks of CPAM at δ
H = 1.615 ppm and δ
H = 2.118 ppm were attributed to the protons of the backbone methylene and methine groups –CH2– (H
b) and –CH– (H
c), respectively. The sharp peak of CPAM at δ
H = 3.184 ppm was assigned to the protons of –N
+(CH
3)
3 (H
d). A peak at δ
H = 4.027 ppm was assigned to H
e of the O=C–O–CH
2+. The sharp peaks at δ
H = 4.69 ppm were assigned to the proton of –N
+CH
2– (H
f). Lastly, the chemical shift at about δ
H = 5.283 ppm was ascribed to the protons of O=C–NH
2 (H
g). Analysis of the
1H–NMR spectral data gave comparable results with the provided data [
36].
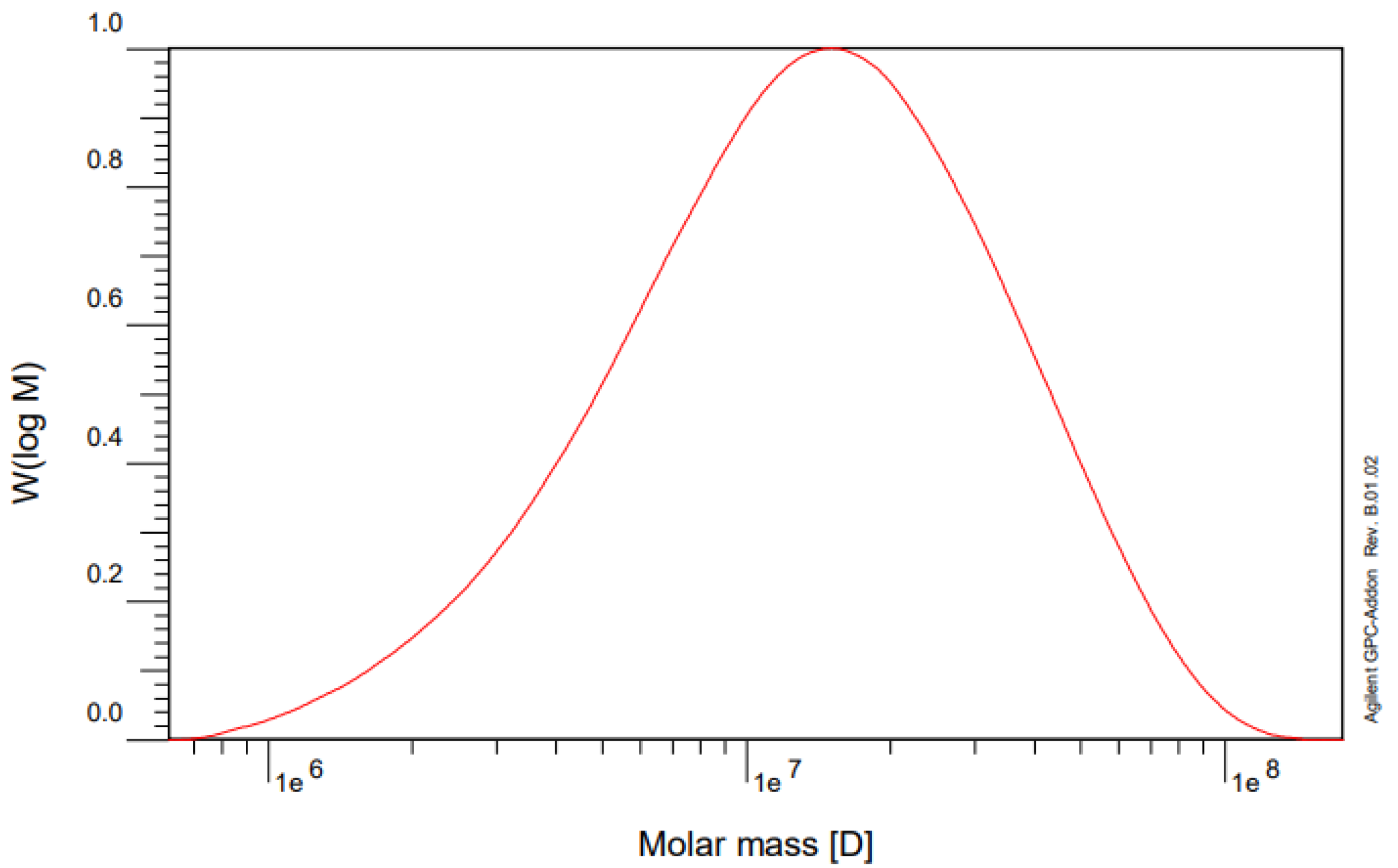
Figure 6 shows the molecular weight distribution of CPAM as determined by GPC. The results showed that the number–average molecular weight (M
n) and the weight–average molecular weight (M
w) of CPAM were about 8,518,300 g/mol and 19,035,000 g/mol, respectively. The molecular mass distribution was expressed as a polydispersity index (PDI). (M
w/M
n) = 2.23.
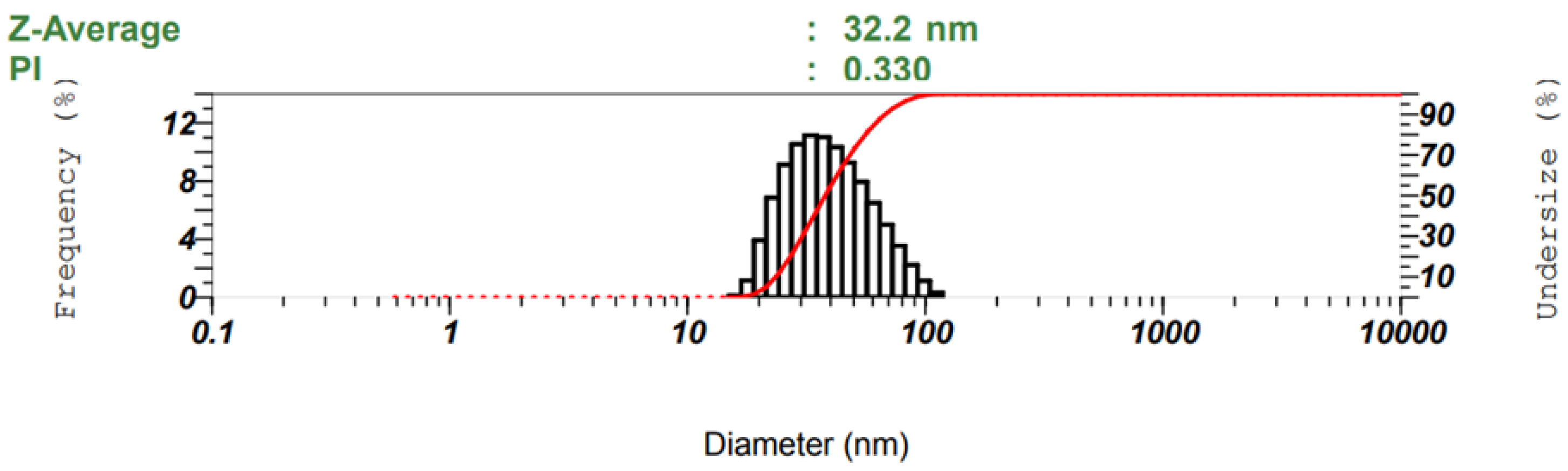
The results of the particle size distribution of the cationic polyacrylamide nanoparticles showed that the average diameter of the polymer particles was 32.2 nm, while the particle size distribution was from 25 to 200 nm (
Figure 7). The average diameter and polydispersity index (PI) of the fractionated particle size distribution were measured with a laser instrument under a scattering angle of 173° at an ambient temperature of 25 °C.
Characterization by 1H–NMR, FTIR, GPC, and DLS confirmed that we successfully synthesized CPAM with the desired molecular weight by using our proposed response surface models.
3.2. Optimal Parameters Affecting Polymerization by Response Surface Methodology
The results of the actual trial synthesis are shown in
Table 1. Analysis of variance (ANOVA) was used to build and evaluate the compatibility of the achieved model (
Table 2). A model was considered statistically significant when (1) the
p-Values of the models < 0.05; (2) adequate precision was used to orient the design space greater than 4.0; (3) the lack–of–fit value reflecting the discreteness of the data was not statistically significant; and (4) the R
2 value was greater than 0.8. The quadratic model in this study has a model F-Value of 137.81, implying that the model is significant. The model
p-Value less than 0.0001 indicates that the model terms are significant. In this case, A, B, C, AB, AC, BC, A
2, B
2, and C
2 are significant model terms. The lack–of–fit
p-Value of 0.6754 implies that the lack of fit is not statistically significant [
37,
38].
The equation describing the dependence of molecular weight on factors such as stirring speed, temperature, and reaction time is a quadratic equation, as follows:
where A is the stirring rate (rpm), B is the reaction temperature (°C), and C is the reaction time (hours).
Statistical significance is a necessary but insufficient requirement for ensuring the data’s accuracy. R
2 and adequate precision values were computed to ensure a satisfactory fit of the data (
Table 3). The R
2 score for the present model was 0.996, indicating the best fit for the data. Its value also ranged from 0 to 1. The value of R
2 adjusted for the current model was 0.9888, which also indicates higher accuracy. Adequate precision measures the signal–to–noise ratio. A ratio greater than 4 is desirable [
39]; a ratio of 36.57 indicates an adequate signal.
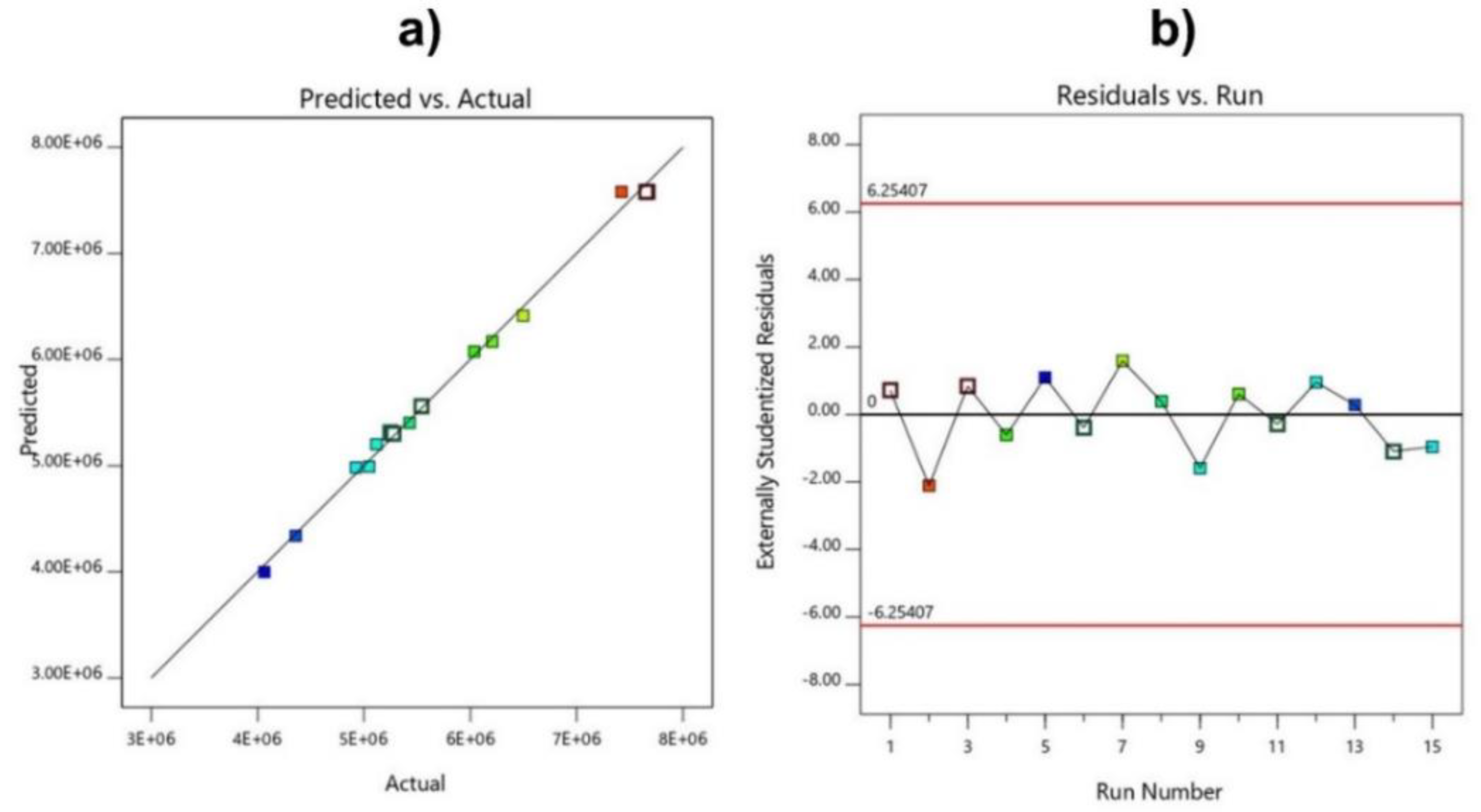
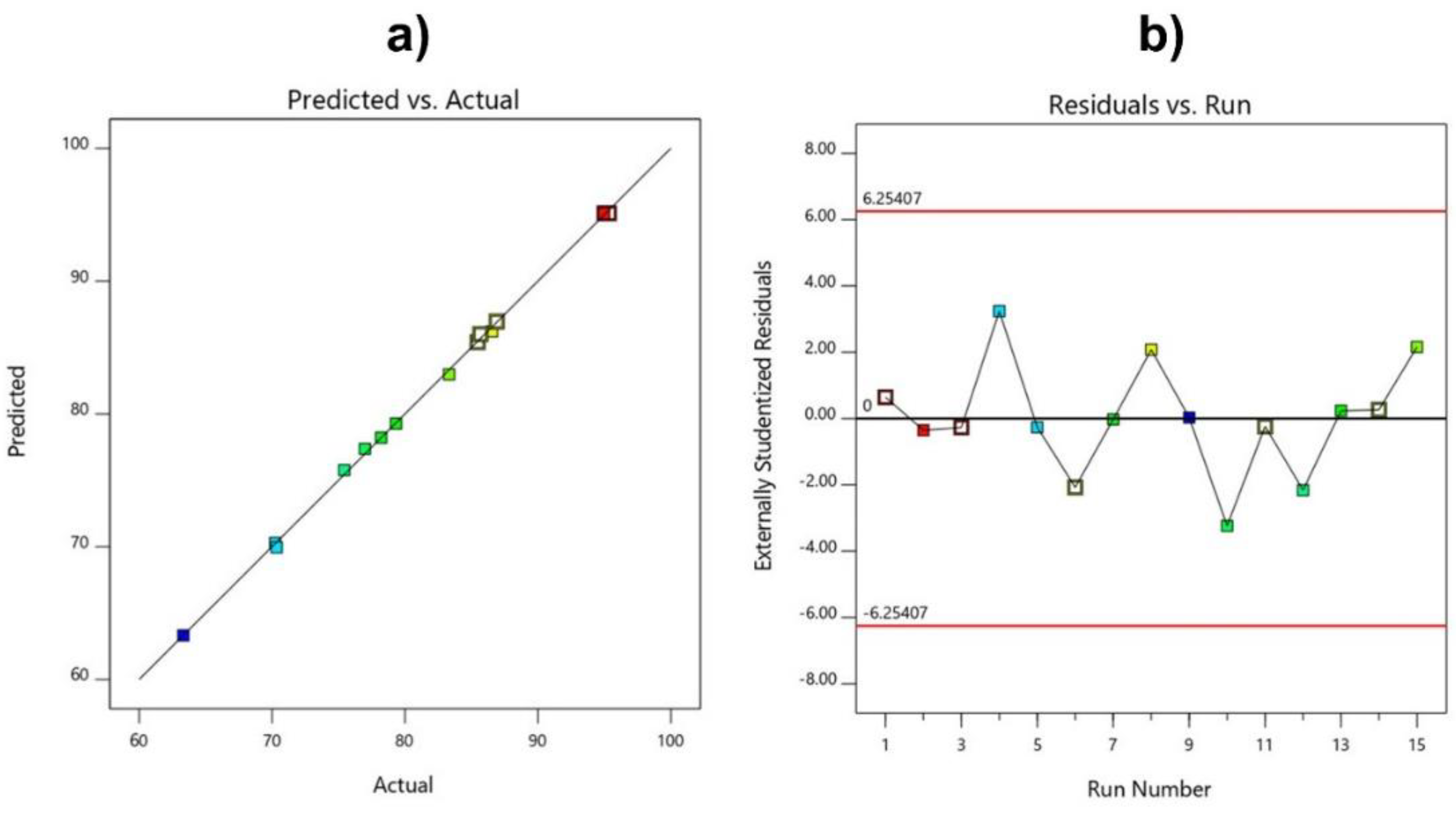
In addition, several other factors were used to evaluate whether or not the model was fully compatible with the experimental results, based on the predicted and actual value plots and graphs of the residuals versus runs models. The data in
Figure 8 also show that the model has a good correlation when the points are concentrated in a straight line, and the distribution of the experimental points is random, with the coefficient of variation CV% low at 2.08.
As shown in
Table 4 and
Table 5, considering the above criteria, the quadratic model in this study satisfied all four criteria with the model
p-Value < 0.0001, AP = 94.6566, LOF = 0.1381, and R
2 = 0.9993 indicating a suitable model. The data in
Figure 9 also show good correlation between the predicted and experimental values of the conversions.
For given values of each element, the equation in terms of real factors may be used to create predictions about the response, as follows:
where A is the stirring rate (rpm), B is the reaction temperature (°C), and C is the reaction time (h).
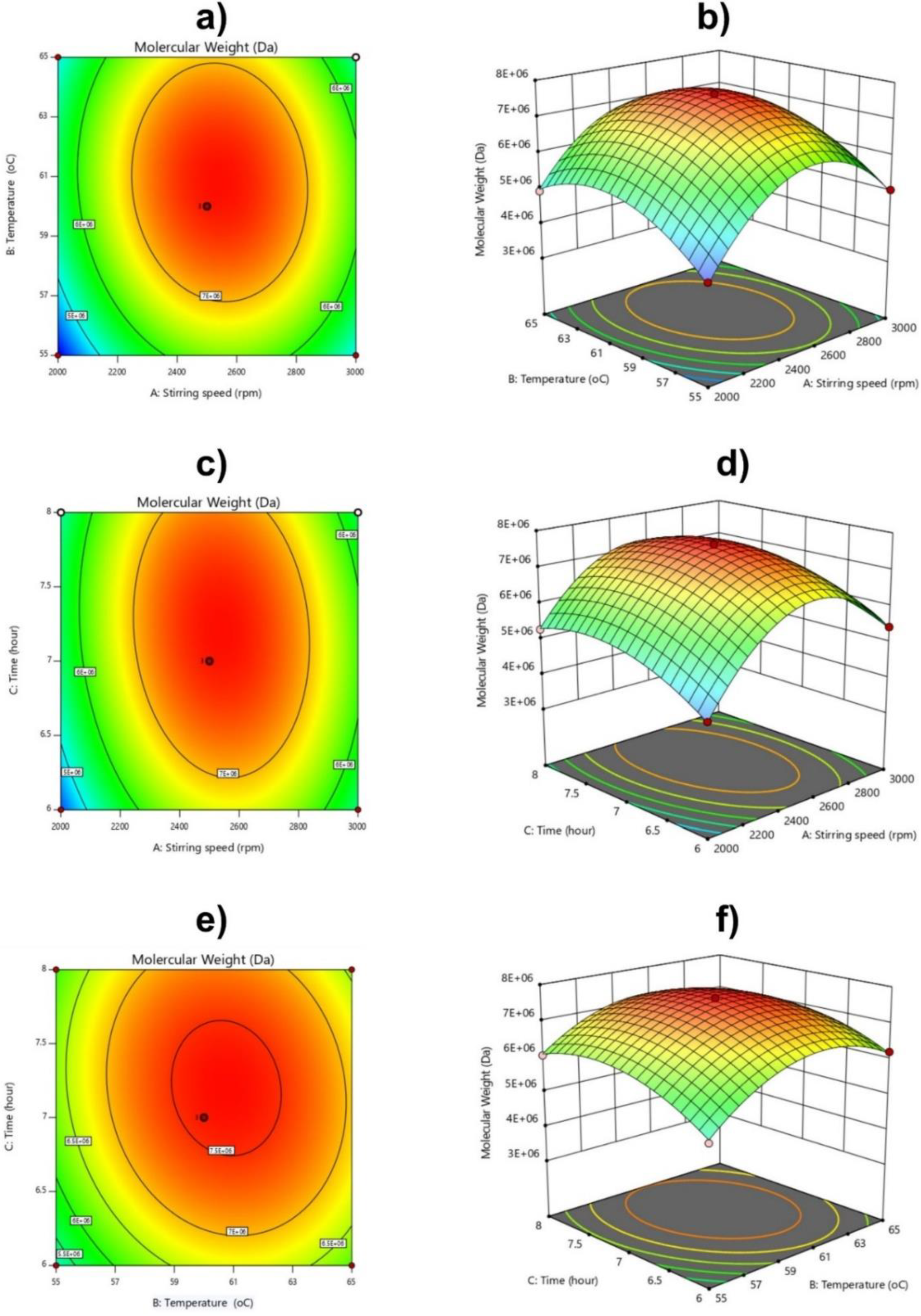
The molecular weight and conversion of the polymer affected by the difference in the independent variables is visualized through a three–dimensional image of the reaction surface plot (
Figure 10 and
Figure 11). The plots are represented as a function of two factors at a time, keeping the other factors at fixed levels.
The change in stirring speed caused a significant change in the molecular mass of the polymer produced, as seen in
Figure 10. The molecular weight of CPAM drastically increased when the stirring speed increased from 2000 to 2400 rpm, and reached a maximum at a stirring speed of 2400–2600 rpm (
Figure 10a–d). When the stirring speed exceeded 3000 rpm, the molecular weight of the CPAM decreased (
Figure 10a–d). This could be explained as follows: When increasing the stirring speed, the emulsion was mixed evenly, and the monomer droplets were small and evenly dispersed in the oil phase, increasing the contact between monomer molecules and free radicals, and reducing the steric hindrance of newly formed polymers to monomers and free radicals [
40]. As the rate of polymerization increased, the circuit developed rapidly. However, when the stirring speed was too large, the emulsion was strongly agitated, and the contact time of the free radicals with the monomer drops was very short, preventing free radicals from diffusing into the monomer droplets, stimulating the reaction. The polymerization was slowed down, leading to excess monomer, and the molecular weight was reduced.
Based on the response surface methodology in
Figure 10a,b,e,f, when the reaction temperature increased from 55 °C to 60 °C, the molecular weight of polyacrylamide cations increased rapidly, and reached its maximum at 60–62 °C. When the temperature continued to increase to 65 °C, the molecular weight of the polymer tended to decrease. Higher temperature was responsible for imidization of the amide groups, resulting in breakage of the imide/amide groups and backbone chain scission, thus decreasing the molecular weight [
24,
40,
41,
42,
43].
Similarly, in
Figure 11c–f, when the reaction time increased from 6 to 7 h, the molecular weight of the polymer increased rapidly. From 7 to 7.5 h, this phase mainly developed polymer chains, and the obtained CPAM had the maximum mass. When we further increased the reaction time to 8 h, the polymer tended to decrease, and the CPAM’s molecular weight decreased.
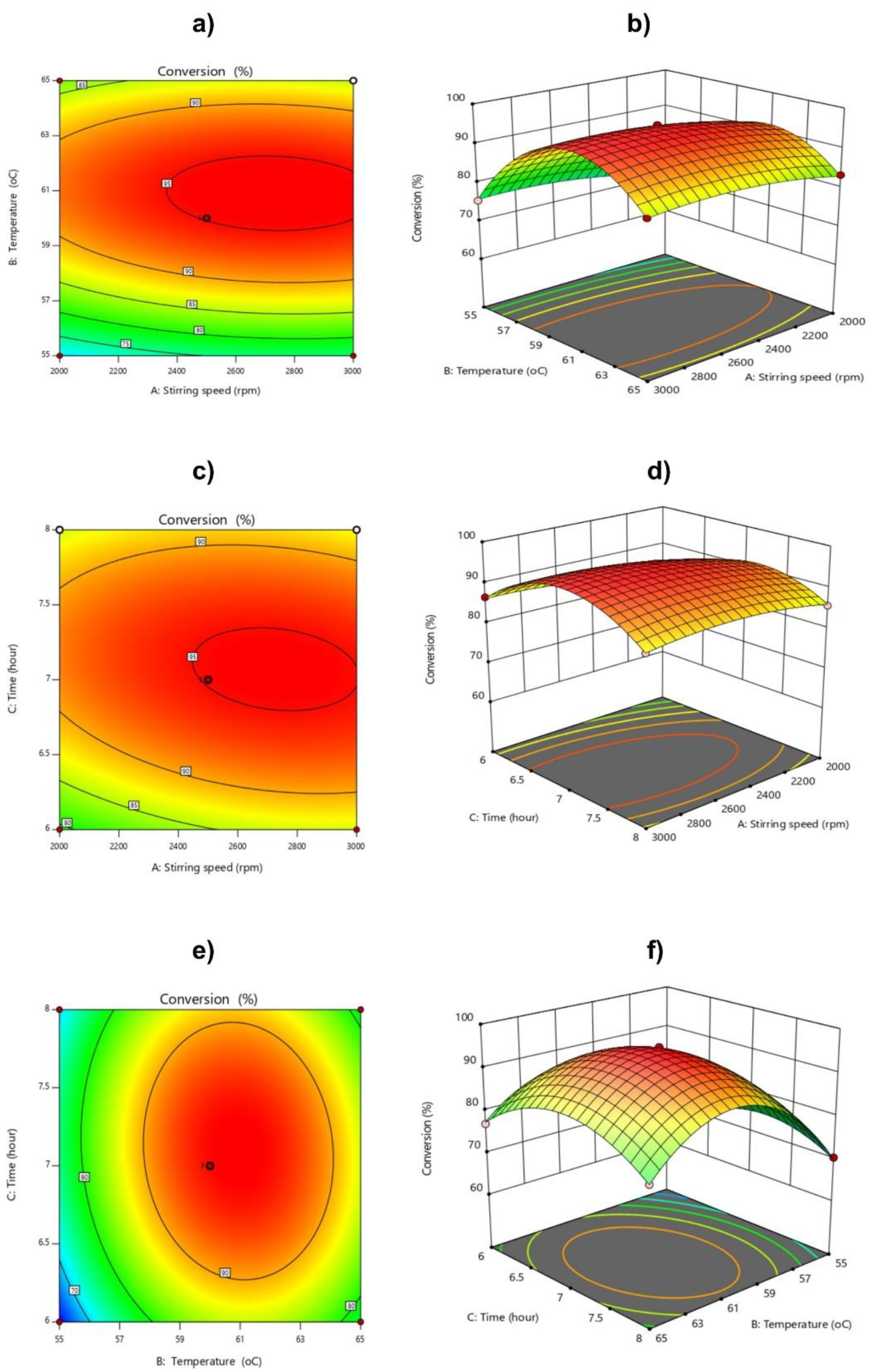
For conversion efficiency, the effects of stirring speed, temperature, and reaction time are shown in
Figure 11. The response surface methodology in
Figure 11a,b shows the conversion of the reaction at different stirring speeds from 2000 to 3000 rpm. A stirring speed of 2000–2600 rpm led to a slow increase in the conversion. When the temperature increased from 55 to 61 °C, the reaction efficiency increased very quickly. At 61 °C, the reaction efficiency reached its maximum. If the temperature continued to increase to 65 °C, the reaction efficiency decreased. In general, all polymerization reactions are exothermic [
44]. The conversion of polymers strongly depends on the reaction temperature, because it determines the half–life of the initiator. The increase in reaction temperature leads to the formation of active centers, and the reaction process is oriented to form large chains. When the reaction temperature is higher than the decomposition temperature of the initiator, large polymer chains are formed that interfere with the interaction between monomers and free radicals, so the conversion attains lower values. Similar to the reaction temperature, it was found that when increasing the reaction time, the efficiency of the reaction increased, and was the highest when the reaction time was 6.5–7.5 h. If the reaction time continued to increase, the conversion efficiency decreased.
From the response surface models, we found that the optimal parameters for the reaction were a stirring speed of about 2400–2600 rpm, reaction temperature of 60–62 °C, and reaction time of about 6.5–7.5 h.
3.4. Application of Response Surface Models
Depending on the needs of the customers, CPAM with different molecular weights is required for mass production. Our response surface models can help to find optimal conditions of temperature, stirring speed, and reaction time for the synthesis of desired–molecular–weight CPAM. CPAM with different molecular weights might have different costs of production. For example, wastewater with a high concentration of organic matter would require high–molecular–weight CPAM. In that case, a combination of temperature, reaction time, and stirring speed is required to synthesize high–molecular–weight CPAM. Our models are able to provide that set of parameters more quickly than the traditional approach. As shown in this study, we applied our models to obtain CPAM with an average molecular weight of about 8,518,300 g/mol. On the other hand, wastewater with a low concentration of organic compounds would require low–molecular–weight CPAM. We could apply the models used in this study to find the optimal conditions to produce low–molecular–weight CPAM. This would save time and costs for mass production.
Previous response surface models were used by Kim to study the pretreatment of paper wastewater with derivatives of polyacrylamide, as the flocculant in the coagulation–flocculation process [
31]. Quadratic models were used to correlate dose and pH with chemical oxygen demand, total suspended solids, and sludge volume index [
31]. Our models in this study could be combined with those previous models for controlling both synthesis and usage of CPAM in wastewater treatment.
Although our models might help in finding the optimal conditions for CPAM synthesis, the models might have limitations in the case of changes in the monomers’ composition, or if a different molecular weight of CPAM is required. In that case, new models developed using response surface methodology would be required.


 and
and 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}