
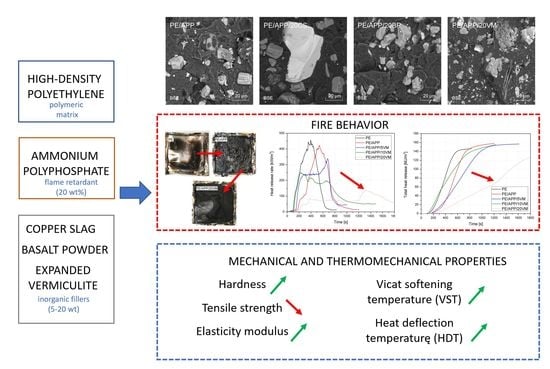
Thermomechanical and Fire Properties of Polyethylene-Composite-Filled Ammonium Polyphosphate and Inorganic Fillers: An Evaluation of Their Modification Efficiency

 , ,
, ,  , , , and
, , , and 
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Methods
3. Results and Discussion
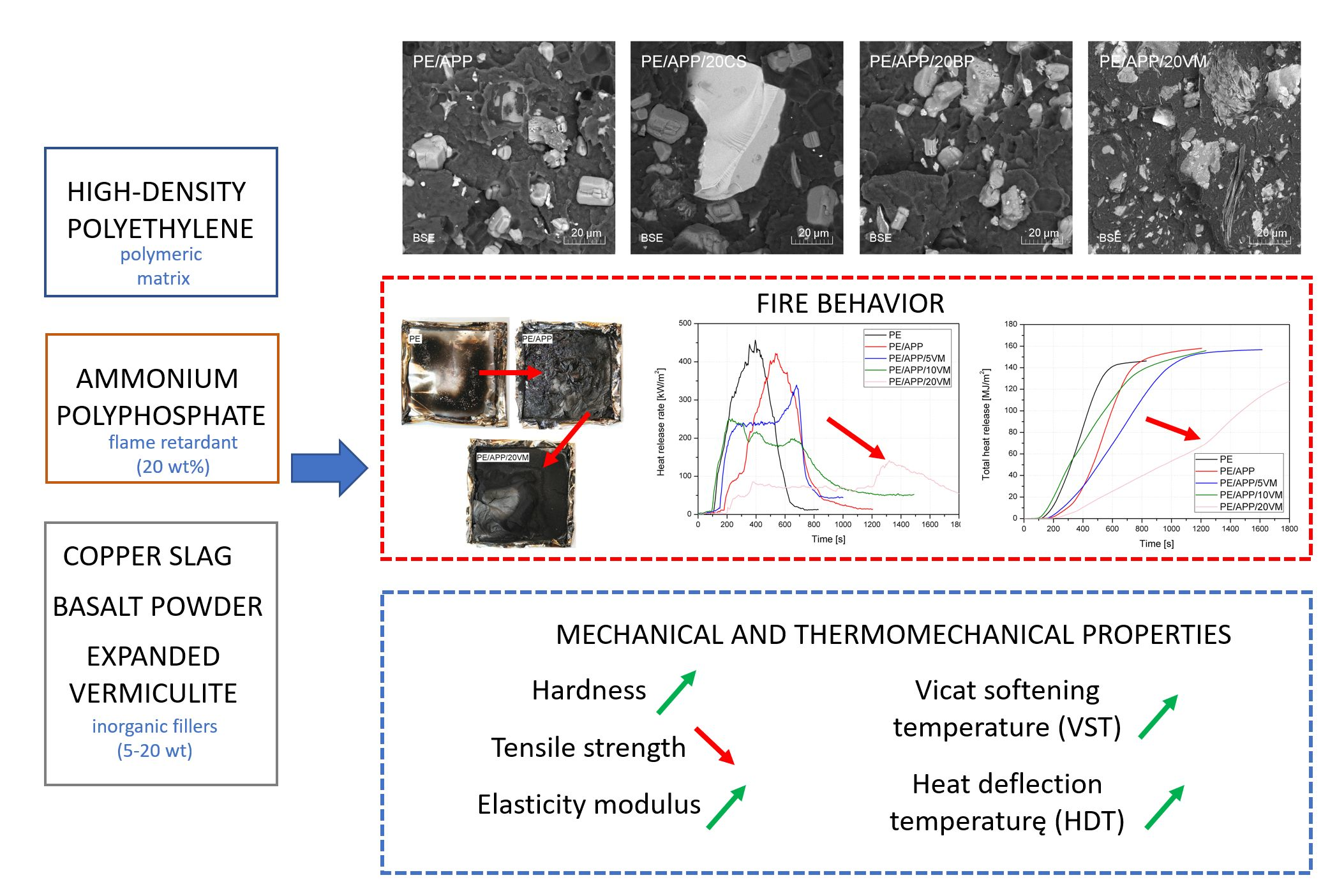
3.1. Fillers’ Characterization
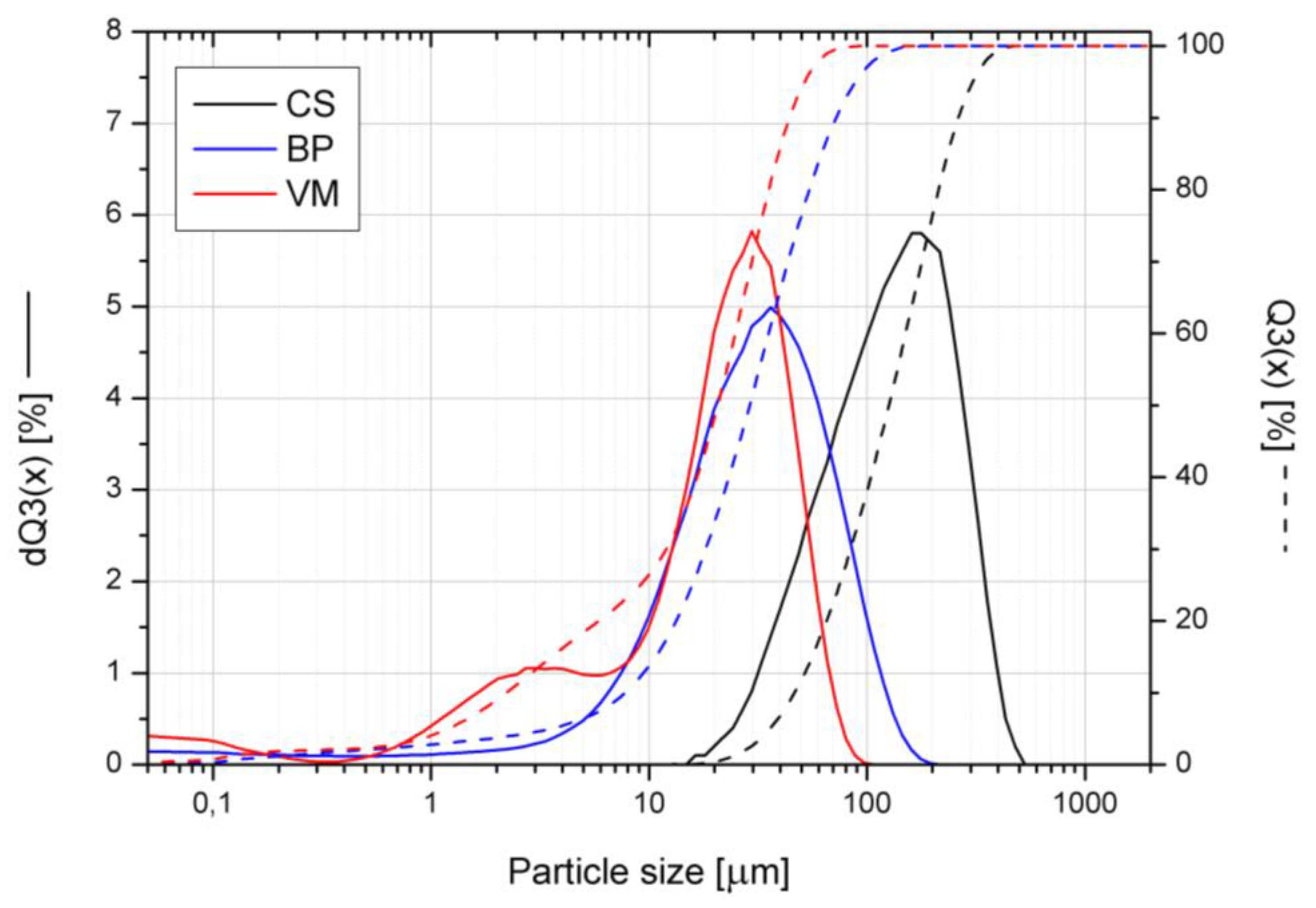
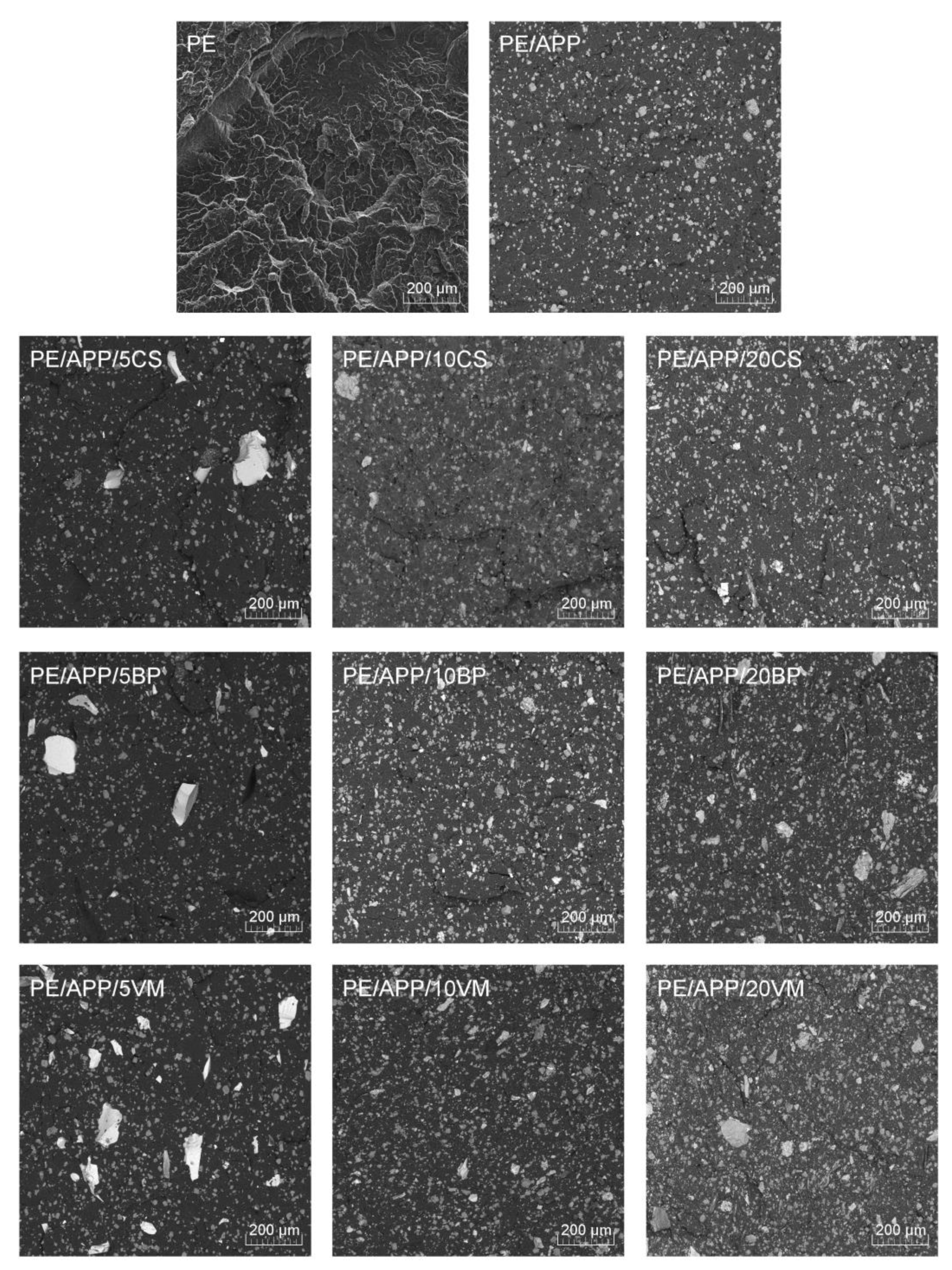
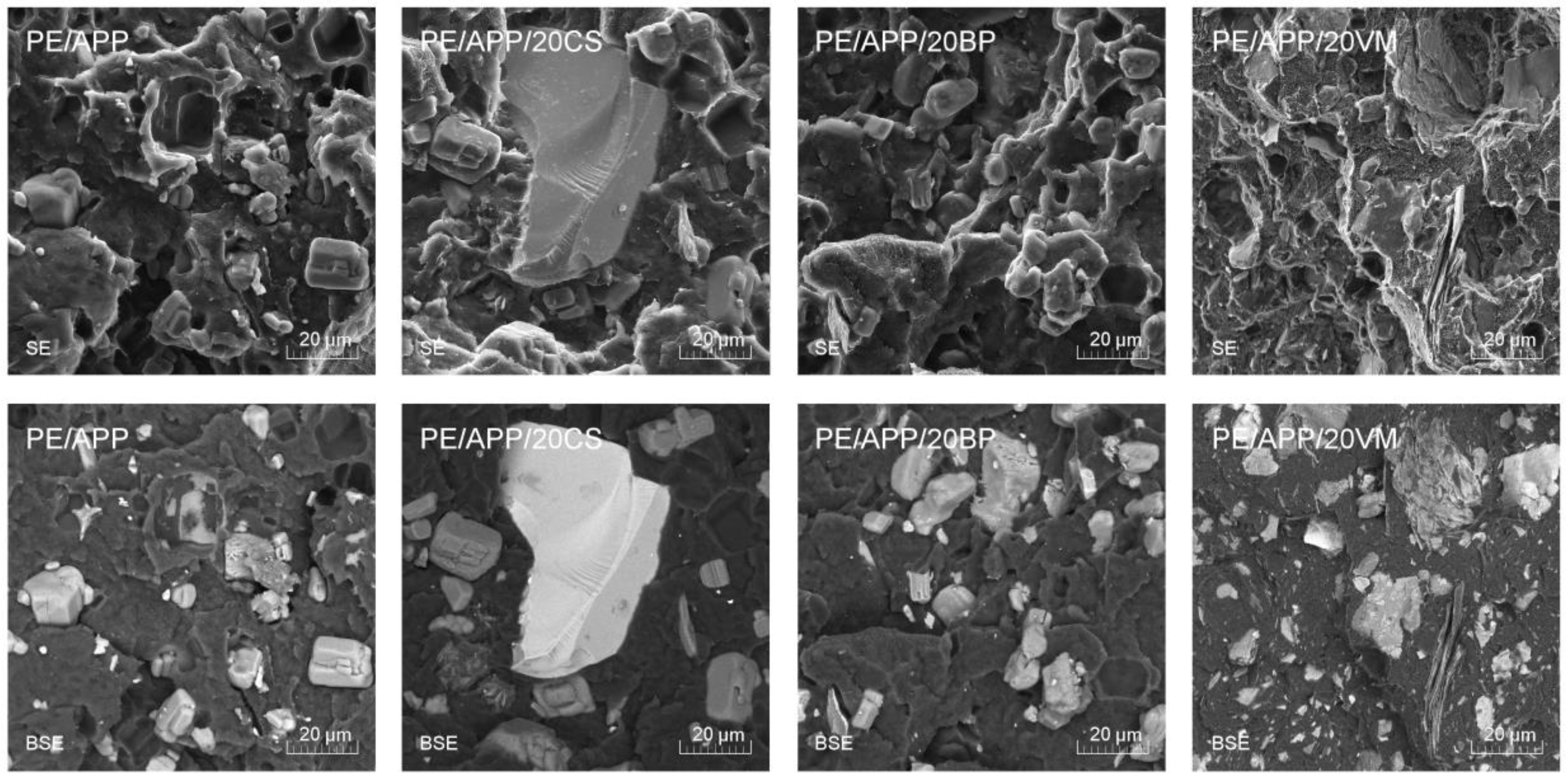
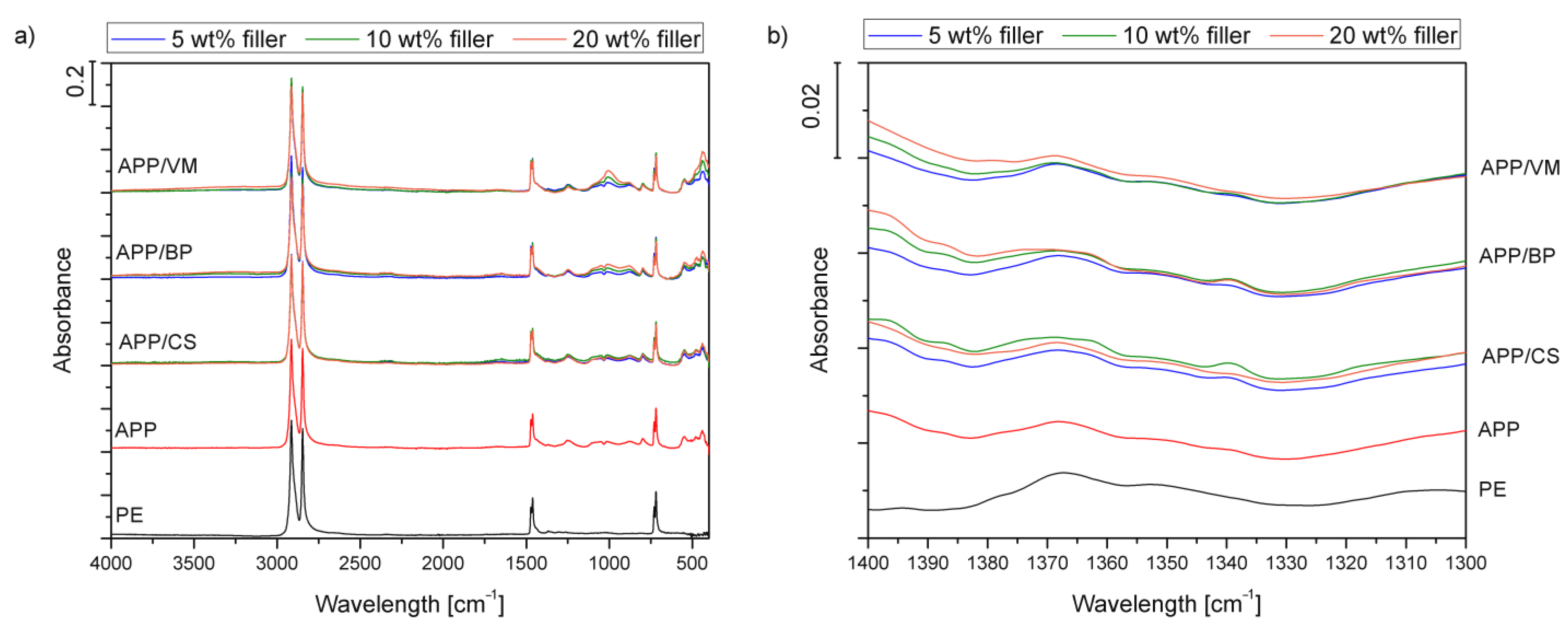
3.2. Structural Analysis
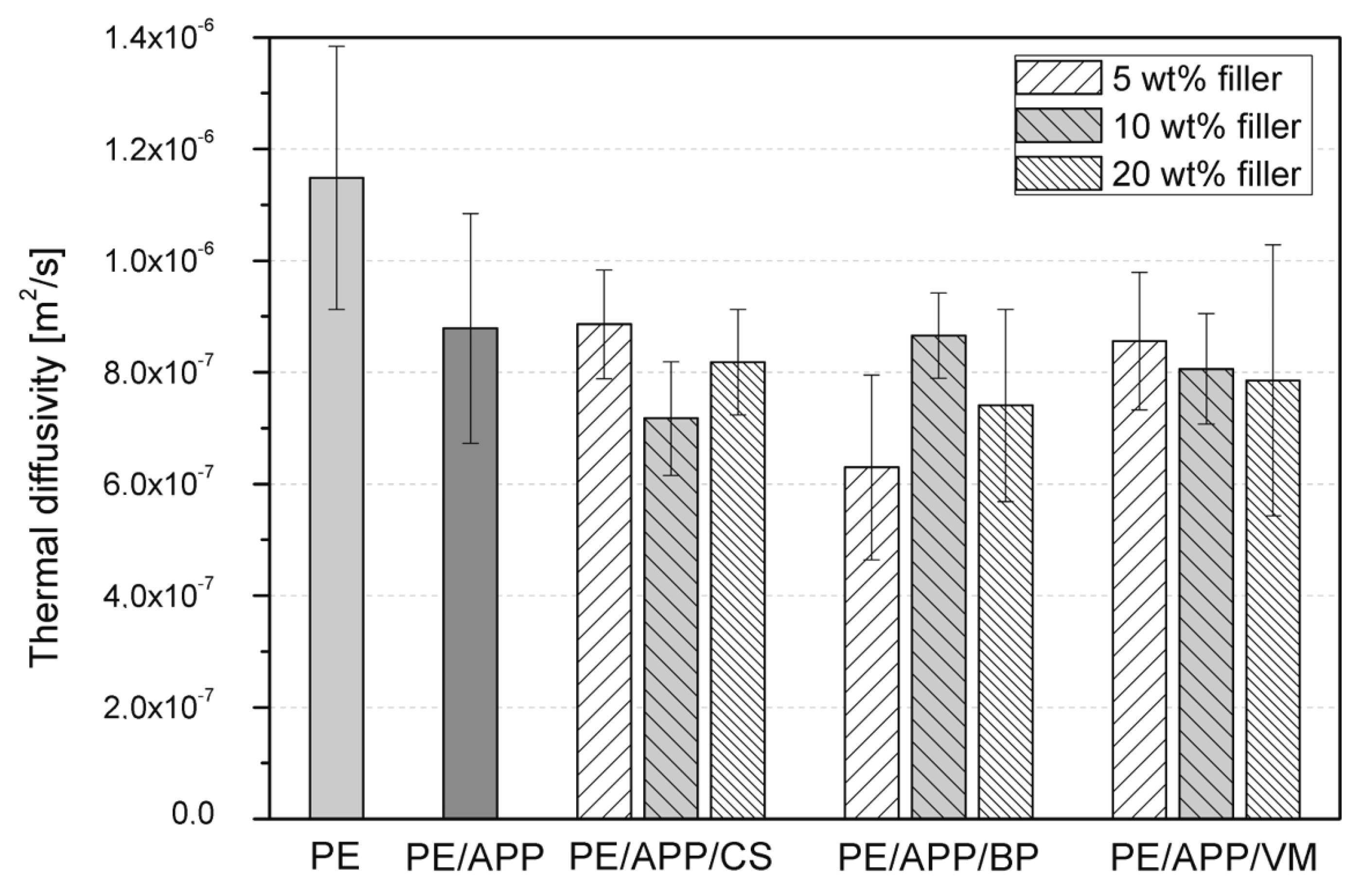
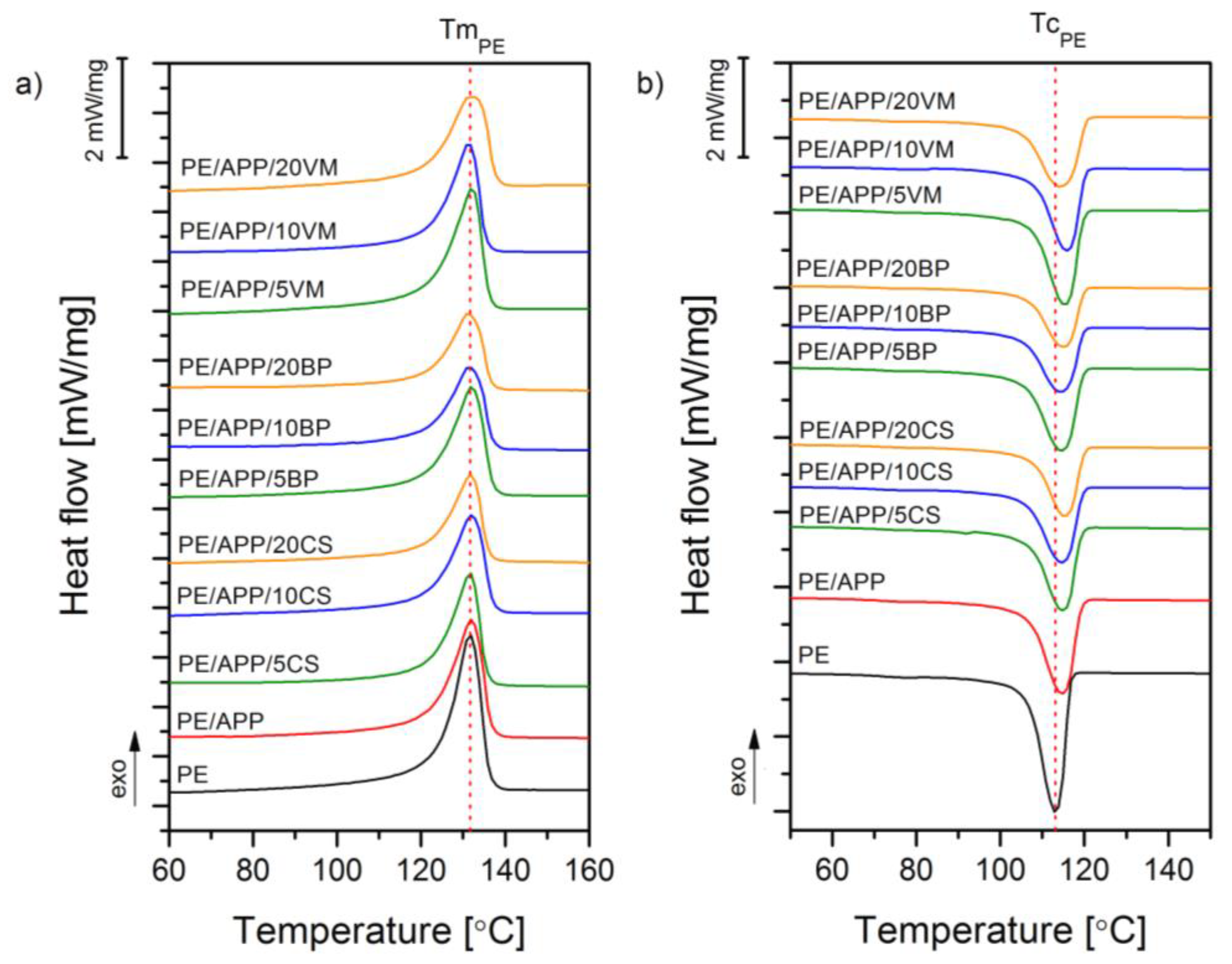
3.3. Thermal Properties
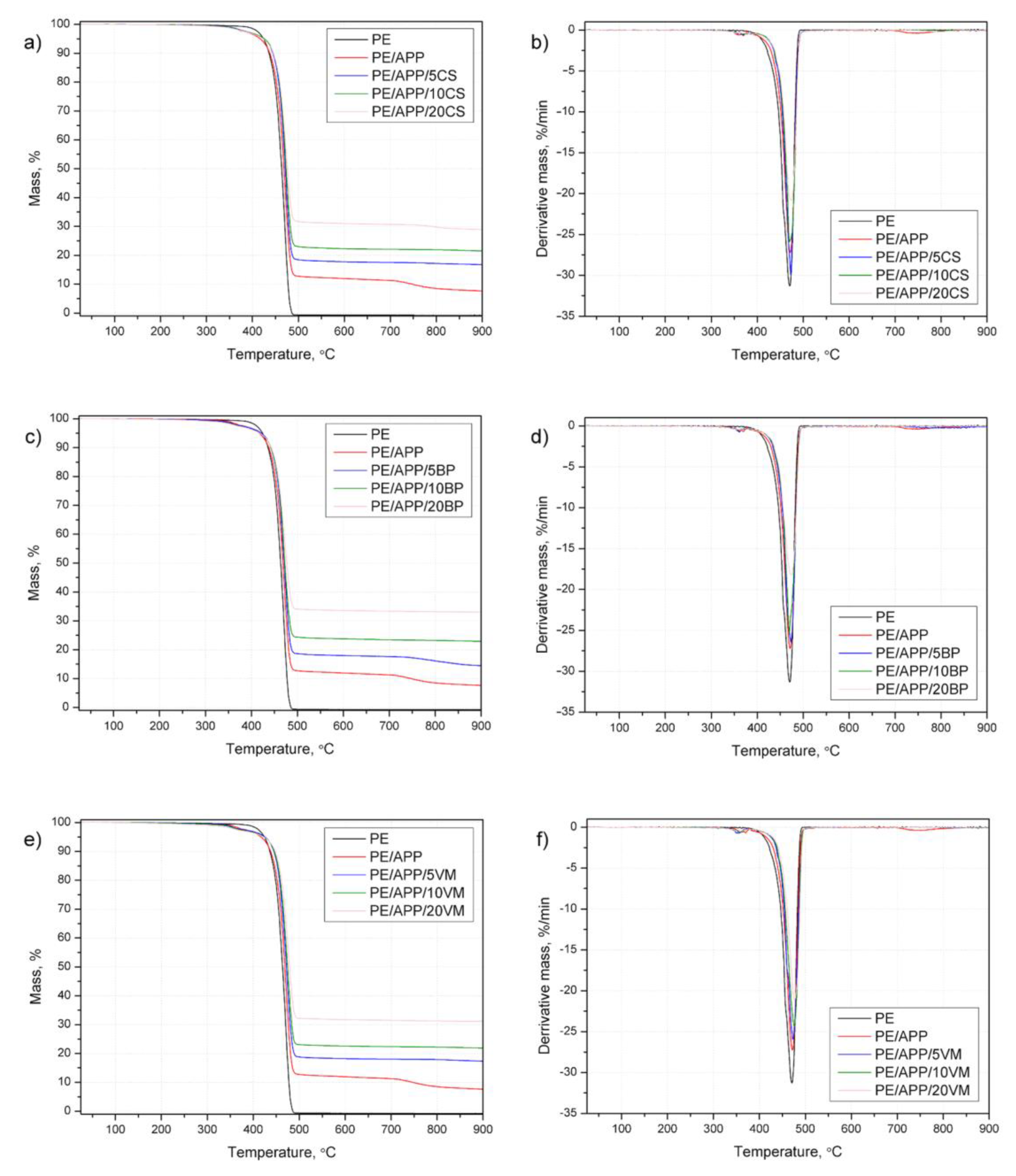
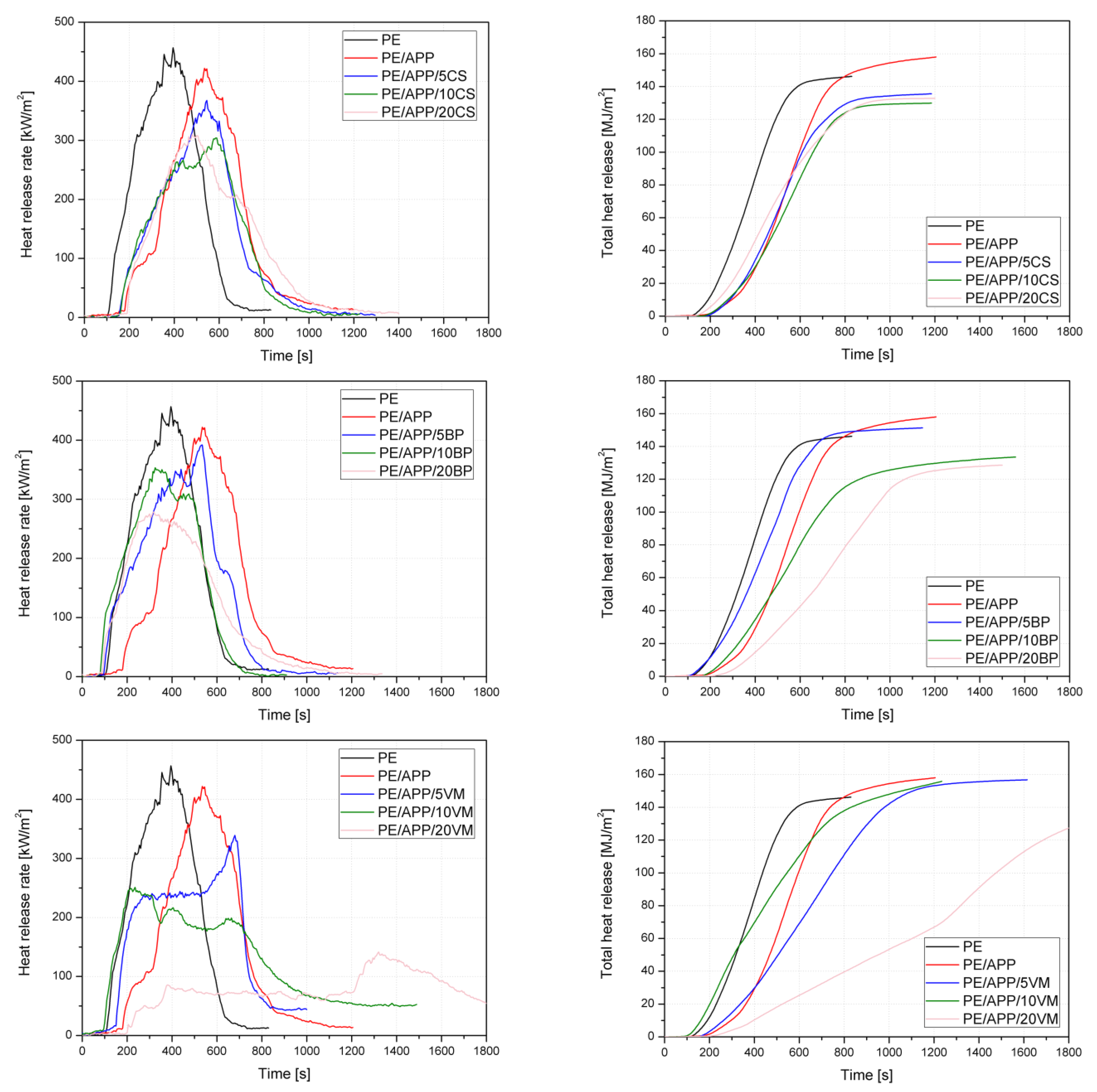
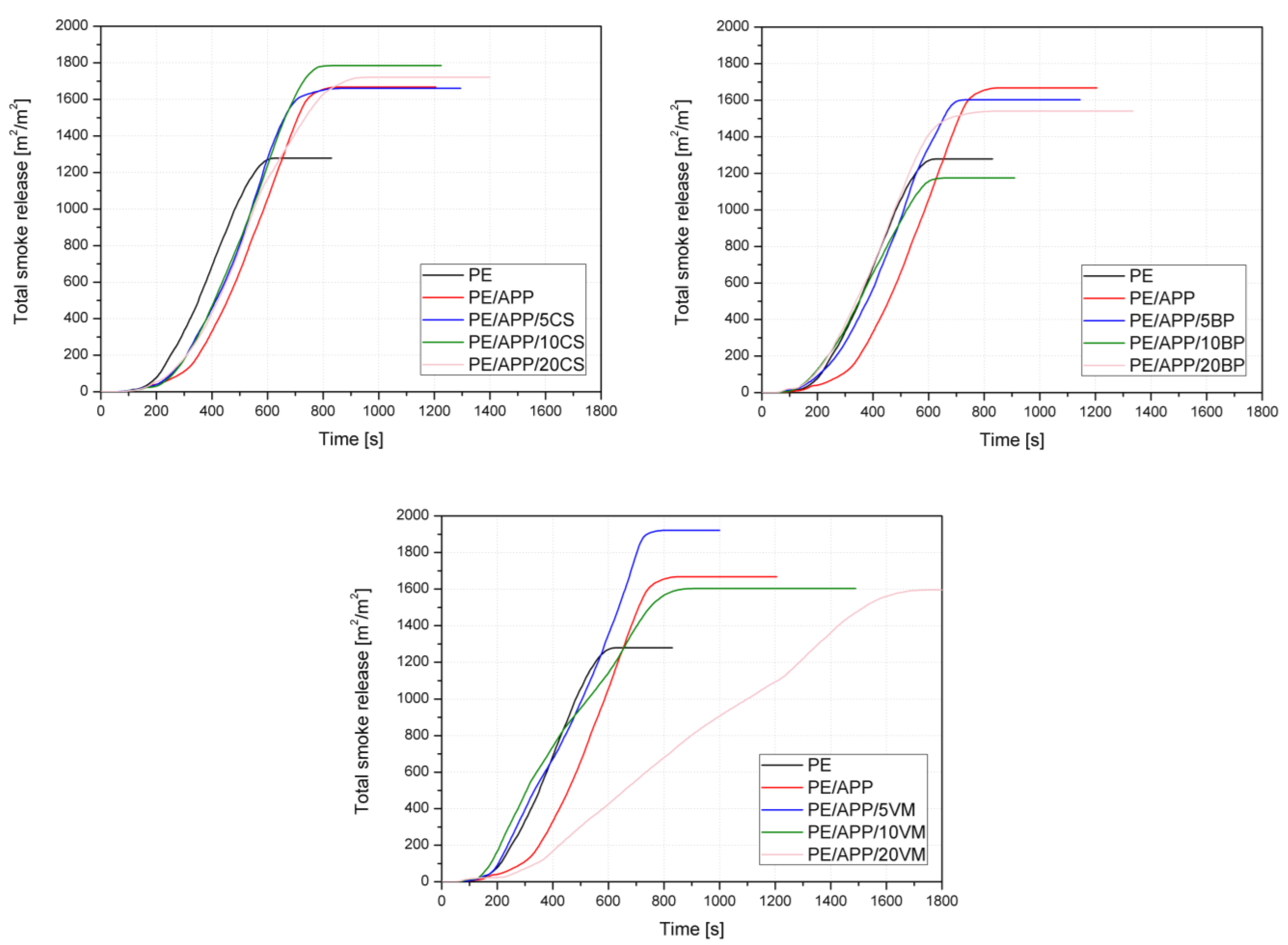
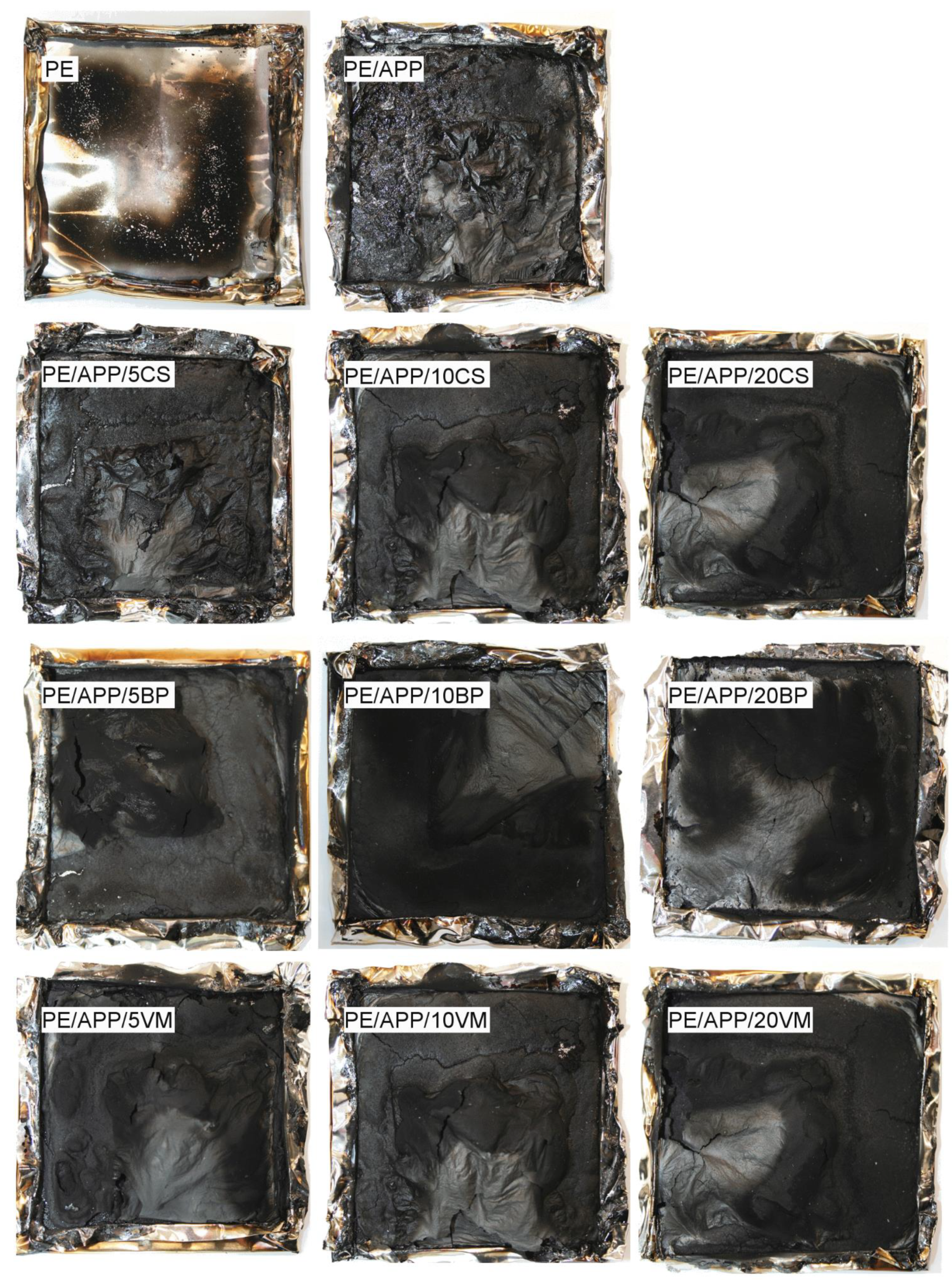
3.4. Thermal Stability and Fire Behavior under Forced-Flaming Conditions
3.5. Mechanical and Thermomechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ronca, S. Polyethylene. In Brydson’s Plastics Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 247–278. [Google Scholar]
- Fan, Y.; Xue, Y.; Nie, W.; Ji, X.; Bo, S. Characterization of the Microstructure of Bimodal HDPE Resin. Polym. J. 2009, 41, 622–628. [Google Scholar] [CrossRef] [Green Version]
- Knuuttila, H.; Lehtinen, A.; Nummila-Pakarinen, A. Advanced Polyethylene Technologies—Controlled Material Properties. In Long Term Properties of Polyolefins. Advances in Polymer Science; Springer: Berlin/Heidelberg, Germany, 2004; pp. 13–28. [Google Scholar]
- Barton-Pudlik, J.; Czaja, K. Conifer Needles as Thermoplastic Composite Fillers: Structure and Properties. BioResources 2016, 11, 6211–6231. [Google Scholar] [CrossRef] [Green Version]
- Aguliar, H.; Yazdani-Pedram, M.; Toro, P.; Quijada, R.; Lopez-Manchado, M.Á. Synergic Effect of Two Inorganic Fillers on the Mechanical and Thermal Properties of Hybrid Polypropylene Composites. J. Chil. Chem. Soc. 2014, 59, 2468–2473. [Google Scholar] [CrossRef]
- Li, M.; Chen, Y.; Wu, L.; Zhang, Z.; Mai, K. A Novel Polypropylene Composite Filled by Kaolin Particles with β-Nucleation. J. Therm. Anal. Calorim. 2019, 135, 2137–2145. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Lauke, B.; Mäder, E.; Yue, C.-Y.; Hu, X. Tensile Properties of Short-Glass-Fiber- and Short-Carbon-Fiber-Reinforced Polypropylene Composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Olesik, P.; Kozioł, M.; Jała, J. Processing and Structure of HDPE/Glassy Carbon Composite Suitable for 3D Printing. Compos. Theory Pract. 2020, 20, 72–77. [Google Scholar]
- Jakubowska, P.; Borkowski, G.; Brząkalski, D.; Sztorch, B.; Kloziński, A.; Przekop, R.E. The Accelerated Aging Impact on Mechanical and Thermal Properties of Polypropylene Composites with Sedimentary Rock Opoka-Hybrid Natural Filler. Materials 2022, 15, 338. [Google Scholar] [CrossRef]
- McGauran, T.; Dunne, N.; Smyth, B.M.; Cunningham, E. Incorporation of Poultry Eggshell and Litter Ash as High Loading Polymer Fillers in Polypropylene. Compos. Part C Open Access 2020, 3, 100080. [Google Scholar] [CrossRef]
- Chrissafis, K.; Bikiaris, D. Can Nanoparticles Really Enhance Thermal Stability of Polymers? Part I: An Overview on Thermal Decomposition of Addition Polymers. Thermochim. Acta 2011, 523, 1–24. [Google Scholar] [CrossRef]
- Razak, J.A.; Akil, H.M.; Ong, H. Effect of Inorganic Fillers on the Flammability Behavior of Polypropylene Composites. J. Thermoplast. Compos. Mater. 2007, 20, 195–205. [Google Scholar] [CrossRef]
- Motahari, S.; Motlagh, G.H.; Moharramzadeh, A. Thermal and Flammability Properties of Polypropylene/Silica Aerogel Composites. J. Macromol. Sci. Part B 2015, 54, 1081–1091. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Kloziński, A.; Skórczewska, K.; Szulc, J.; Piasecki, A. Application of the Basalt Powder as a Filler for Polypropylene Composites With Improved Thermo-Mechanical Stability and Reduced Flammability. Polym. Eng. Sci. 2019, 59, E71–E79. [Google Scholar] [CrossRef]
- Hirschler, M.M. Reduction of Smoke Formation from and Flammability of Thermoplastic Polymers by Metal Oxides. Polymer 1984, 25, 405–411. [Google Scholar] [CrossRef]
- Mostovoy, A.; Bekeshev, A.; Tastanova, L.; Akhmetova, M.; Bredihin, P.; Kadykova, Y. The Effect of Dispersed Filler on Mechanical and Physicochemical Properties of Polymer Composites. Polym. Polym. Compos. 2021, 29, 583–590. [Google Scholar] [CrossRef]
- Matar, M.; Azambre, B.; Cochez, M.; Vahabi, H.; Fradet, F. Influence of Modified Mesoporous Silica SBA-15 on the Flammability of Intumescent High-Density Polyethylene. Polym. Adv. Technol. 2016, 27, 1363–1375. [Google Scholar] [CrossRef]
- Ren, Q.; Zhang, Y.; Li, J.; Li, J.C. Synergistic Effect of Vermiculite on the Intumescent Flame Retardance of Polypropylene. J. Appl. Polym. Sci. 2011, 120, 1225–1233. [Google Scholar] [CrossRef]
- Salasinska, K.; Celiński, M.; Mizera, K.; Kozikowski, P.; Leszczyński, M.K.; Gajek, A. Synergistic Effect between Histidine Phosphate Complex and Hazelnut Shell for Flammability Reduction of Low-Smoke Emission Epoxy Resin. Polym. Degrad. Stab. 2020, 181, 109292. [Google Scholar] [CrossRef]
- Wu, Z.-H.; Qu, J.-P.; Zhao, Y.-Q.; Tang, H.-L.; Wen, J.-S. Flammable and Mechanical Effects of Silica on Intumescent Flame Retardant/Ethylene–Octene Copolymer/Polypropylene Composites. J. Thermoplast. Compos. Mater. 2015, 28, 981–994. [Google Scholar] [CrossRef]
- Huang, G.; Gao, J.; Li, Y.; Han, L.; Wang, X. Functionalizing Nano-Montmorillonites by Modified with Intumescent Flame Retardant: Preparation and Application in Polyurethane. Polym. Degrad. Stab. 2010, 95, 245–253. [Google Scholar] [CrossRef]
- Isa, I.A.A.; Jodeh, S.W. Thermal Properties of Automotive Polymers III—Thermal Characteristics and Flammability of Fire Retardant Polymers. Mater. Res. Innov. 2001, 4, 135–143. [Google Scholar] [CrossRef]
- Hu, X.-P.; Li, Y.-L.; Wang, Y.-Z. Synergistic Effect of the Charring Agent on the Thermal and Flame Retardant Properties of Polyethylene. Macromol. Mater. Eng. 2004, 289, 208–212. [Google Scholar] [CrossRef]
- Hamid, M.R.Y.; Ab Ghani, M.H.; Ahmad, S. Effect of Antioxidants and Fire Retardants as Mineral Fillers on the Physical and Mechanical Properties of High Loading Hybrid Biocomposites Reinforced with Rice Husks and Sawdust. Ind. Crops Prod. 2012, 40, 96–102. [Google Scholar] [CrossRef]
- Hejna, A.; Piszcz-Karaś, K.; Filipowicz, N.; Cieśliński, H.; Namieśnik, J.; Marć, M.; Klein, M.; Formela, K. Structure and Performance Properties of Environmentally-Friendly Biocomposites Based on Poly(ε-Caprolactone) Modified with Copper Slag and Shale Drill Cuttings Wastes. Sci. Total Environ. 2018, 640–641, 1320–1331. [Google Scholar] [CrossRef] [PubMed]
- Barczewski, M.; Mysiukiewicz, O.; Hejna, A.; Biskup, R.; Szulc, J.; Michałowski, S.; Piasecki, A.; Kloziński, A. The Effect of Surface Treatment with Isocyanate and Aromatic Carbodiimide of Thermally Expanded Vermiculite Used as a Functional Filler for Polylactide-Based Composites. Polymers 2021, 13, 890. [Google Scholar] [CrossRef] [PubMed]
- Barczewski, M.; Mysiukiewicz, O.; Matykiewicz, D.; Skórczewska, K.; Lewandowski, K.; Andrzejewski, J.; Piasecki, A. Development of Polylactide Composites with Improved Thermomechanical Properties by Simultaneous Use of Basalt Powder and a Nucleating Agent. Polym. Compos. 2020, 41, 2947–2957. [Google Scholar] [CrossRef]
- Jakubowska, P.; Sterzyński, T. Thermal Diffusivity of Polyolefin Composites Highly Filled with Calcium Carbonate. Polimery 2012, 57, 271–275. [Google Scholar] [CrossRef]
- Prociak, A.; Pielichowski, J.; Sterzyñski, T. Thermal Diffusivity of Polyurethane Foams Measured by the Modified Ångström Method. Polym. Eng. Sci. 1999, 39, 1689–1695. [Google Scholar] [CrossRef]
- Khonakdar, H.A.; Morshedian, J.; Wagenknecht, U.; Jafari, S.H. An Investigation of Chemical Crosslinking Effect on Properties of High-Density Polyethylene. Polymer 2003, 44, 4301–4309. [Google Scholar] [CrossRef]
- Muiambo, H.F.; Focke, W.W.; Asante, J.K.O. Flame Retardant Properties of Polymer Composites of Urea Complex of Magnesium and Vermiculite. In Proceedings of the Europe/Africa Conference Dresden 2017–Polymer Processing Society PPS, Dresden, Germany, 27–29 June 2017; p. 050011. [Google Scholar]
- Idumah, C.I.; Hassan, A.; Affam, A.C. A Review of Recent Developments in Flammability of Polymer Nanocomposites. Rev. Chem. Eng. 2015, 31, 149–177. [Google Scholar] [CrossRef]
- Di Landro, L.; Montalto, A.; Bettini, P.; Guerra, S.; Montagnoli, F.; Rigamonti, M. Detection of Voids in Carbon/Epoxy Laminates and Their Influence on Mechanical Properties. Polym. Polym. Compos. 2017, 25, 371–380. [Google Scholar] [CrossRef]
- Korol, J.; Hejna, A.; Wypiór, K.; Mijalski, K.; Chmielnicka, E. Wastes from Agricultural Silage Film Recycling Line as a Potential Polymer Materials. Polymers 2021, 13, 1383. [Google Scholar] [CrossRef] [PubMed]
- Hejna, A.; Kosmela, P.; Barczewski, M.; Mysiukiewicz, O.; Piascki, A. Copper Slag as a Potential Waste Filler for Polyethylene-Based Composites Manufacturing. Tanzan. J. Sci. 2021, 47, 405–420. [Google Scholar] [CrossRef]
- Jung, M.R.; Horgen, F.D.; Orski, S.V.; Rodriguez, C.V.; Beers, K.L.; Balazs, G.H.; Jones, T.T.; Work, T.M.; Brignac, K.C.; Royer, S.-J.; et al. Validation of ATR FT-IR to Identify Polymers of Plastic Marine Debris, Including Those Ingested by Marine Organisms. Mar. Pollut. Bull. 2018, 127, 704–716. [Google Scholar] [CrossRef] [PubMed]
- Ni, J.; Chen, L.; Zhao, K.; Hu, Y.; Song, L. Preparation of Gel-Silica/Ammonium Polyphosphate Core-Shell Flame Retardant and Properties of Polyurethane Composites. Polym. Adv. Technol. 2011, 22, 1824–1831. [Google Scholar] [CrossRef]
- Ma, T.-K.; Yang, Y.-M.; Jiang, J.-J.; Yang, M.; Jiang, J.-C. Synergistic Flame Retardancy of Microcapsules Based on Ammonium Polyphosphate and Aluminum Hydroxide for Lithium-Ion Batteries. ACS Omega 2021, 6, 21227–21234. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Aniśko, J.; Hejna, A.; Celiński, M. Comparative Study of the Reinforcement Type Effect on the Thermomechanical Properties and Burning of Epoxy-Based Composites. J. Compos. Sci. 2021, 5, 89. [Google Scholar] [CrossRef]
- Zhu, Y. Heat-Loss Modified Angstrom Method for Simultaneous Measurements of Thermal Diffusivity and Conductivity of Graphite Sheets: The Origins of Heat Loss in Angstrom Method. Int. J. Heat Mass Transf. 2016, 92, 784–791. [Google Scholar] [CrossRef]
- Kloziński, A.; Jakubowska, P.; Ambrożewicz, D.; Jesionowski, T. Thermal properties of polyolefin composites with copper silicate. AIP Conf. Proc. 2015, 1664, 060016. [Google Scholar] [CrossRef]
- dos Santos, W.N.; dos Santos, J.N.; Mummery, P.; Wallwork, A. Thermal Diffusivity of Polymers by Modified Angström Method. Polym. Test. 2010, 29, 107–112. [Google Scholar] [CrossRef]
- Sadej, M.; Gierz, L.; Naumowicz, M. Polyurethane Composites with Enhanced Thermal Conductivity Containing Boron Nitrides. Polimery 2019, 64, 592–595. [Google Scholar] [CrossRef] [Green Version]
- Wenelska, K.; Maślana, K.; Mijowska, E. Study on the Flammability, Thermal Stability and Diffusivity of Polyethylene Nanocomposites Containing Few Layered Tungsten Disulfide (WS 2) Functionalized with Metal Oxides. RSC Adv. 2018, 8, 12999–13007. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tjong, S.C.; Bao, S.P. Crystallization Regime Characteristics of Exfoliated Polyethylene/Vermiculite Nanocomposites. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 253–263. [Google Scholar] [CrossRef]
- Seven, K.M.; Cogen, J.M.; Gilchrist, J.F. Nucleating Agents for High-Density Polyethylene-A Review. Polym. Eng. Sci. 2016, 56, 541–554. [Google Scholar] [CrossRef] [Green Version]
- Deng, C.; Yin, H.; Li, R.-M.; Huang, S.-C.; Schartel, B.; Wang, Y.-Z. Modes of Action of a Mono-Component Intumescent Flame Retardant MAPP in Polyethylene-Octene Elastomer. Polym. Degrad. Stab. 2017, 138, 142–150. [Google Scholar] [CrossRef]
- Liu, G.; Chen, W.; Yu, J. A Novel Process to Prepare Ammonium Polyphosphate with Crystalline Form II and Its Comparison with Melamine Polyphosphate. Ind. Eng. Chem. Res. 2010, 49, 12148–12155. [Google Scholar] [CrossRef]
- Camino, G.; Costa, L.; Trossarelli, L. Study of the Mechanism of Intumescence in Fire Retardant Polymers: Part V—Mechanism of Formation of Gaseous Products in the Thermal Degradation of Ammonium Polyphosphate. Polym. Degrad. Stab. 1985, 12, 203–211. [Google Scholar] [CrossRef]
- Schartel, B. Phosphorus-Based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.-Y.; Liu, Y.; Wang, Y.-Z.; Artiles, C.P.; Hull, T.R.; Price, D. Fire Retardancy of a Reactively Extruded Intumescent Flame Retardant Polyethylene System Enhanced by Metal Chelates. Polym. Degrad. Stab. 2007, 92, 1592–1598. [Google Scholar] [CrossRef]
- Schartel, B.; Hull, T.R. Development of Fire-Retarded Materials—Interpretation of Cone Calorimeter Data. Fire Mater. 2007, 31, 327–354. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H.; Yahaya, R.; Majid, M.S.A. Thermal Degradation and Viscoelastic Properties of Kevlar/Cocos Nucifera Sheath Reinforced Epoxy Hybrid Composites. Compos. Struct. 2019, 219, 194–202. [Google Scholar] [CrossRef]
- Wang, F.; Gao, Z.; Zheng, M.; Sun, J. Thermal Degradation and Fire Performance of Plywood Treated with Expanded Vermiculite. Fire Mater. 2016, 40, 427–433. [Google Scholar] [CrossRef]
- Günther, M.; Levchik, S.V.; Schartel, B. Bubbles and Collapses: Fire Phenomena of Flame-retarded Flexible Polyurethane Foams. Polym. Adv. Technol. 2020, 31, 2185–2198. [Google Scholar] [CrossRef]
- Schartel, B.; Braun, U.; Schwarz, U.; Reinemann, S. Fire Retardancy of Polypropylene/Flax Blends. Polymer 2003, 44, 6241–6250. [Google Scholar] [CrossRef]
- Salmeia, K.; Fage, J.; Liang, S.; Gaan, S. An Overview of Mode of Action and Analytical Methods for Evaluation of Gas Phase Activities of Flame Retardants. Polymers 2015, 7, 504–526. [Google Scholar] [CrossRef] [Green Version]
- Schartel, B.; Perret, B.; Dittrich, B.; Ciesielski, M.; Krämer, J.; Müller, P.; Altstädt, V.; Zang, L.; Döring, M. Flame Retardancy of Polymers: The Role of Specific Reactions in the Condensed Phase. Macromol. Mater. Eng. 2016, 301, 9–35. [Google Scholar] [CrossRef]
- Battig, A.; Fadul, N.A.-R.; Frasca, D.; Schulze, D.; Schartel, B. Multifunctional Graphene Nanofiller in Flame Retarded Polybutadiene/Chloroprene/Carbon Black Composites. e-Polymers 2021, 21, 244–262. [Google Scholar] [CrossRef]
- Ozmusul, M.S.; Picu, R.C. Elastic Moduli of Particulate Composites with Graded Filler-Matrix Interfaces. Polym. Compos. 2002, 23, 110–119. [Google Scholar] [CrossRef]
- Argon, A.S.; Cohen, R.E. Toughenability of Polymers. Polymer 2003, 44, 6013–6032. [Google Scholar] [CrossRef]
- Kosciuszko, A.; Czyzewski, P.; Wajer, Ł.; Osciak, A.; Bielinski, M. Properties of Polypropylene Composites Filled with Microsilica Waste. Polimery 2020, 65, 99–104. [Google Scholar] [CrossRef] [Green Version]
- Humbert, S.; Lame, O.; Séguéla, R.; Vigier, G. A Re-Examination of the Elastic Modulus Dependence on Crystallinity in Semi-Crystalline Polymers. Polymer 2011, 52, 4899–4909. [Google Scholar] [CrossRef]
- Walter, R.; Friedrich, K.; Privalko, V.; Savadori, A. On Modulus and Fracture Toughness of Rigid Particulate Filled High Density Polyethylene. J. Adhes. 1997, 64, 87–109. [Google Scholar] [CrossRef]
- Móczó, J.; Pukánszky, B. Polymer Micro and Nanocomposites: Structure, Interactions, Properties. J. Ind. Eng. Chem. 2008, 14, 535–563. [Google Scholar] [CrossRef]
- Zare, Y. The Roles of Nanoparticles Accumulation and Interphase Properties in Properties of Polymer Particulate Nanocomposites by a Multi-Step Methodology. Compos. Part A Appl. Sci. Manuf. 2016, 91, 127–132. [Google Scholar] [CrossRef]
- Khalaf, M.N. Mechanical Properties of Filled High Density Polyethylene. J. Saudi Chem. Soc. 2015, 19, 88–91. [Google Scholar] [CrossRef] [Green Version]
- Pukánszky, B.; Van Es, M.; Maurer, F.H.J.; Vörös, G. Micromechanical Deformations in Particulate Filled Thermoplastics: Volume Strain Measurements. J. Mater. Sci. 1994, 29, 2350–2358. [Google Scholar] [CrossRef]
- Pukánszky, B. Particulate Filled Polypropylene: Structure and Properties. In Polypropylene Structure, Blends and Composites; Springer: Dordrecht, The Netherlands, 1995; pp. 1–70. [Google Scholar]
- Zhang, S.; Cao, X.Y.; Ma, Y.M.; Ke, Y.C.; Zhang, J.K.; Wang, F.S. The Effects of Particle Size and Content on the Thermal Conductivity and Mechanical Properties of Al2O3/High Density Polyethylene (HDPE) Composites. Express Polym. Lett. 2011, 5, 581–590. [Google Scholar] [CrossRef]
- Sewda, K.; Maiti, S.N. Mechanical Properties of HDPE/Bark Flour Composites. J. Appl. Polym. Sci. 2007, 105, 2598–2604. [Google Scholar] [CrossRef]
- Garbacz, T.; Dulebova, L. The Effect of Particulate Fillers on Hardness of Polymer Composite. Adv. Sci. Technol. Res. J. 2017, 11, 66–71. [Google Scholar] [CrossRef]
- Rusu, M.; Sofian, N.; Rusu, D. Mechanical and Thermal Properties of Zinc Powder Filled High Density Polyethylene Composites. Polym. Test. 2001, 20, 409–417. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Density | Volumetric Content of the Filler | Porosity |
|---|---|---|---|
| [g/cm3] | [%] | [%] | |
| PE | 0.949 ± 0.003 | - | - |
| PE/APP | 1.043 ± 0.001 | 10.95 | 1.33 |
| PE/APP/5CS | 1.083 ± 0.001 | 13.2 | 1.45 |
| PE/APP/10CS | 1.131 ± 0.001 | 15.6 | 1.09 |
| PE/APP/20CS | 1.219 ± 0.001 | 21.2 | 2.27 |
| PE/APP/5BP | 1.081 ± 0.001 | 13.2 | 1.59 |
| PE/APP/10BP | 1.139 ± 0.002 | 15.7 | 0.38 |
| PE/APP/20BP | 1.239 ± 0.001 | 21.4 | 0.48 |
| PE/APP/5VM | 1.087 ± 0.001 | 13.4 | 0.91 |
| PE/APP/10VM | 1.129 ± 0.001 | 16.0 | 1.04 |
| PE/APP/20VM | 1.222 ± 0.001 | 22.0 | 1.44 |
| Sample | TC | TM2 | ΔHm | Xc |
|---|---|---|---|---|
| [°C] | [J/g] | [%] | ||
| PE | 113.1 | 131.7 | 198.2 | 68.8 |
| PE/APP | 114.7 | 131.9 | 162.7 | 70.6 |
| PE/APP/5CS | 114.8 | 131.6 | 141.7 | 65.6 |
| PE/APP/10CS | 114.6 | 131.9 | 140.6 | 69.7 |
| PE/APP/20CS | 115.4 | 131.7 | 118.4 | 68.5 |
| PE/APP/5BP | 114.5 | 132.0 | 155.1 | 71.8 |
| PE/APP/10BP | 114.3 | 131.4 | 126.1 | 62.5 |
| PE/APP/20BP | 115.0 | 131.2 | 110.5 | 63.9 |
| PE/APP/5VM | 115.3 | 132.2 | 162.5 | 75.2 |
| PE/APP/10VM | 115.6 | 131.7 | 155.5 | 77.1 |
| PE/APP/20VM | 114.2 | 132.1 | 148.0 | 85.6 |
| Sample | T5% | 1st DTG Peak | 2nd DTG Peak | Residual Mass at 900°C |
|---|---|---|---|---|
| [°C] | [°C; %/min] | [%] | ||
| PE | 424 | - | 471; −31.30 | 0 |
| PE/APP | 417 | 370; −0.71 | 404; −27.90 | 7.6 |
| PE/APP/5CS | 423 | 371; −0.59 | 473; −30.00 | 16.7 |
| PE/APP/10CS | 426 | 376; −0.50 | 470; −25.96 | 21.5 |
| PE/APP/20CS | 423 | 374; −0.45 | 474; −20.82 | 28.9 |
| PE/APP/5BP | 422 | 361; −0.74 | 473; −23.39 | 14.5 |
| PE/APP/10BP | 418 | 361; −0.51 | 469; −25.40 | 22.9 |
| PE/APP/20BP | 418 | 363; −0.51 | 474; −18.24 | 33.0 |
| PE/APP/5VM | 425 | 355; −0.72 | 473;−25.96 | 17.4 |
| PE/APP/10VM | 423 | 362; −0.61 | 476; −24.32 | 21.9 |
| PE/APP/20VM | 422 | 348; −0.48 | 477; −21.07 | 31.1 |
| Materials | TTI, s | pHRR, kW/m2 | MARHE, kW/m2 | FIGRA, kW/m2 | THR, MJ/m2 | EHC, MJ/kg | Residue, % | CO Yield, kg/kg | SEA, m2/kg |
|---|---|---|---|---|---|---|---|---|---|
| PE | 128 (10) | 414 (37) | 231 (15) | 1.0 (0.1) | 148 (5) | 42 (2) | 9 (0) | 0.0249 (0.0) | 332 (14) |
| PE/APP | 174 (8) | 423 (35) | 195 (4) | 0.8 (0.0) | 153 (12) | 41 (2) | 18 (1) | 0.0295 (0.0) | 411 (25) |
| PE/APP/5BP | 123 (20) | 391 (5) | 210 (15) | 0.7 (0.1) | 154 (15) | 41 (2) | 18 (3) | 0.0281 (0.01) | 456 (40) |
| PE/APP/10BP | 119 (52) | 327 (58) | 203 (51) | 0.9 (0.4) | 137 (7) | 39 (2) | 23 (5) | 0.0272 (0.0) | 373 (62) |
| PE/APP/20BP | 131 (67) | 277 (71) | 166 (47) | 0.7 (0.4) | 128 (3) | 38 (1) | 33 (5) | 0.0260 (0.0) | 419 (82) |
| PE/APP/5CS | 159 (27) | 366 (16) | 176 (7) | 0.7 (0.1) | 135 (5) | 39 (2) | 23 (2) | 0.0314 (0.0) | 469 (10) |
| PE/APP/10CS | 154 (19) | 286 (26) | 162 (3) | 0.5 (0.0) | 127 (7) | 38 (1) | 26 (0) | 0.0321 (0.0) | 491 (25) |
| PE/APP/20CS | 165 (55) | 310 (34) | 166 (13) | 0.8 (0.2) | 132 (12) | 38 (2) | 33 (1) | 0.0320 (0.0) | 479 (27) |
| PE/APP/5VM | 158 (13) | 301 (69) | 162 (23) | 0.4 (0.1) | 156 (3) | 41 (1) | 20 (0) | 0.0311 (0.) | 521 (33) |
| PE/APP/10VM | 114 (32) | 252 (47) | 157 (33) | 0.8 (0.5) | 158 (19) | 44 (5) | 36 (2) | 0.0310 (0.0) | 404 (47) |
| PE/APP/20VM | 185 (84) | 165 (40) | 93 (42) | 0.3 (0.4) | 140 (23) | 43 (5) | 25 (1) | 0.0251 (0.0) | 422 (138) |
| Sample | Tensile Strength, σM | Elasticity Modulus, E | Elongation at Break, ε | Charpy Impact Strength, ak | Shore D Hardness | Vicat Softening Temperature, VST | Heat Deflection Temperature, HDT |
|---|---|---|---|---|---|---|---|
| [MPa] | [%] | [kJ/m2] | [°ShD] | [°C] | |||
| PE | 23.0 (1.4) | 673 (32.5) | 98 (12) | 3.64 (0.38) | 61.2 (0.6) | 74.5 (0.8) | 61.9 (4.1) |
| PE/APP | 19.9 (0.66) | 862 (13.9) | 12 (3.2) | 1.84 (0.15) | 64.3 (1.0) | 73.6 (0.3) | 73.0 (4.5) |
| PE/APP/5CS | 19.4 (0.24) | 924 (39.8) | 7.7 (0.96) | 1.79 (0.14) | 65.4 (0.6) | 73.5 (1.0) | 63.2 (0.5) |
| PE/APP/10CS | 20.6 (1.75) | 1260 (100) | 5.3 (1.80) | 1.20 (0.31) | 64.8 (0.8) | 76.0 (0.6) | 73.6 (6.0) |
| PE/APP/20CS | 19.9 (0.65) | 1335 (49.5) | 3.7 (0.08) | 2.22 (0.09) | 66.1 (0.5) | 77.6 (0.4) | 80.4 (6.4) |
| PE/APP/5BP | 19.7 (0.66) | 978 (48.8) | 9.3 (0.87) | 2.05 (0.67) | 65.1 (0.8) | 73.5 (1.0) | 73.3 (0.3) |
| PE/APP/10BP | 18.6 (0.43) | 1070 (55.0) | 8.6 (0.43) | 1.62 (0.62) | 66.1 (0.8) | 74.8 (1.3) | 77.9 (5.6) |
| PE/APP/20BP | 18.4 (0.31) | 1200 (102) | 2.1 (0.09) | 1.04 (0.22) | 66.5 (1.6) | 81.6 (0.9) | 106.5 (5.4) |
| PE/APP/5VM | 19.3 (0.53) | 976 (42.1) | 6.3 (1.1) | 1.43 (0.25) | 65.2 (0.7) | 75.6 (0.4) | 74.0 (1.2) |
| PE/APP/10VM | 19.1 (0.45) | 1070 (61.1) | 4.7 (0.34) | 1.21 (0.06) | 66.4 (0.8) | 77.9 (0.9) | 77.7 (5.2) |
| PE/APP/20VM | 19.0 (1.37) | 1450 (115) | 1.9 (0.32) | 1.00 (0.03) | 67.9 (1.2) | 82.3 (1.0) | 79.4 (2.3) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barczewski, M.; Hejna, A.; Sałasińska, K.; Aniśko, J.; Piasecki, A.; Skórczewska, K.; Andrzejewski, J. Thermomechanical and Fire Properties of Polyethylene-Composite-Filled Ammonium Polyphosphate and Inorganic Fillers: An Evaluation of Their Modification Efficiency. Polymers 2022, 14, 2501. https://doi.org/10.3390/polym14122501
Barczewski M, Hejna A, Sałasińska K, Aniśko J, Piasecki A, Skórczewska K, Andrzejewski J. Thermomechanical and Fire Properties of Polyethylene-Composite-Filled Ammonium Polyphosphate and Inorganic Fillers: An Evaluation of Their Modification Efficiency. Polymers. 2022; 14(12):2501. https://doi.org/10.3390/polym14122501
Chicago/Turabian StyleBarczewski, Mateusz, Aleksander Hejna, Kamila Sałasińska, Joanna Aniśko, Adam Piasecki, Katarzyna Skórczewska, and Jacek Andrzejewski. 2022. "Thermomechanical and Fire Properties of Polyethylene-Composite-Filled Ammonium Polyphosphate and Inorganic Fillers: An Evaluation of Their Modification Efficiency" Polymers 14, no. 12: 2501. https://doi.org/10.3390/polym14122501