
Manufacture and Characterization of Polypropylene (PP) and High-Density Polyethylene (HDPE) Blocks for Potential Use as Masonry Component in Civil Construction

 ,
,  ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
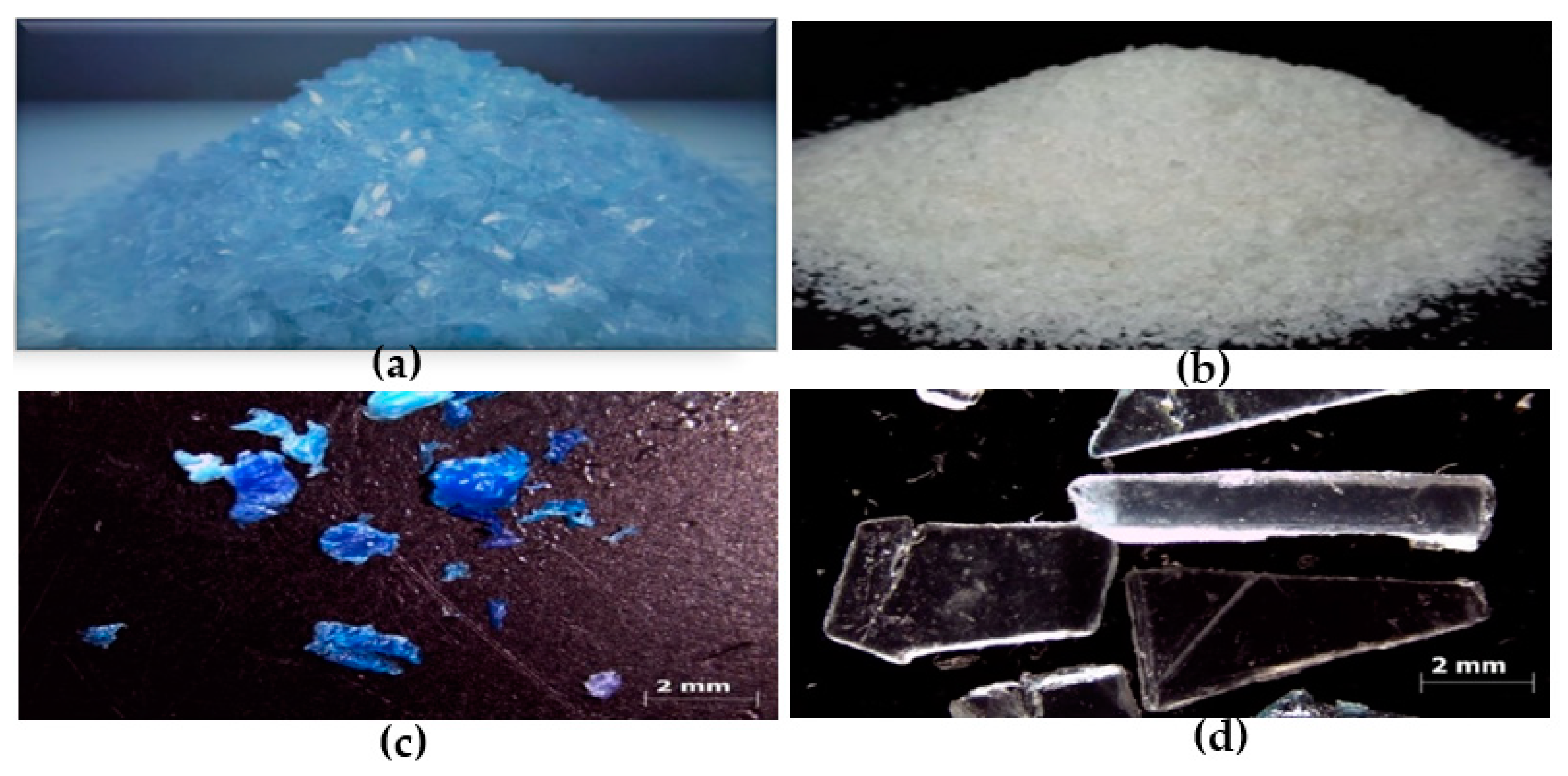
2.1. Materials Used
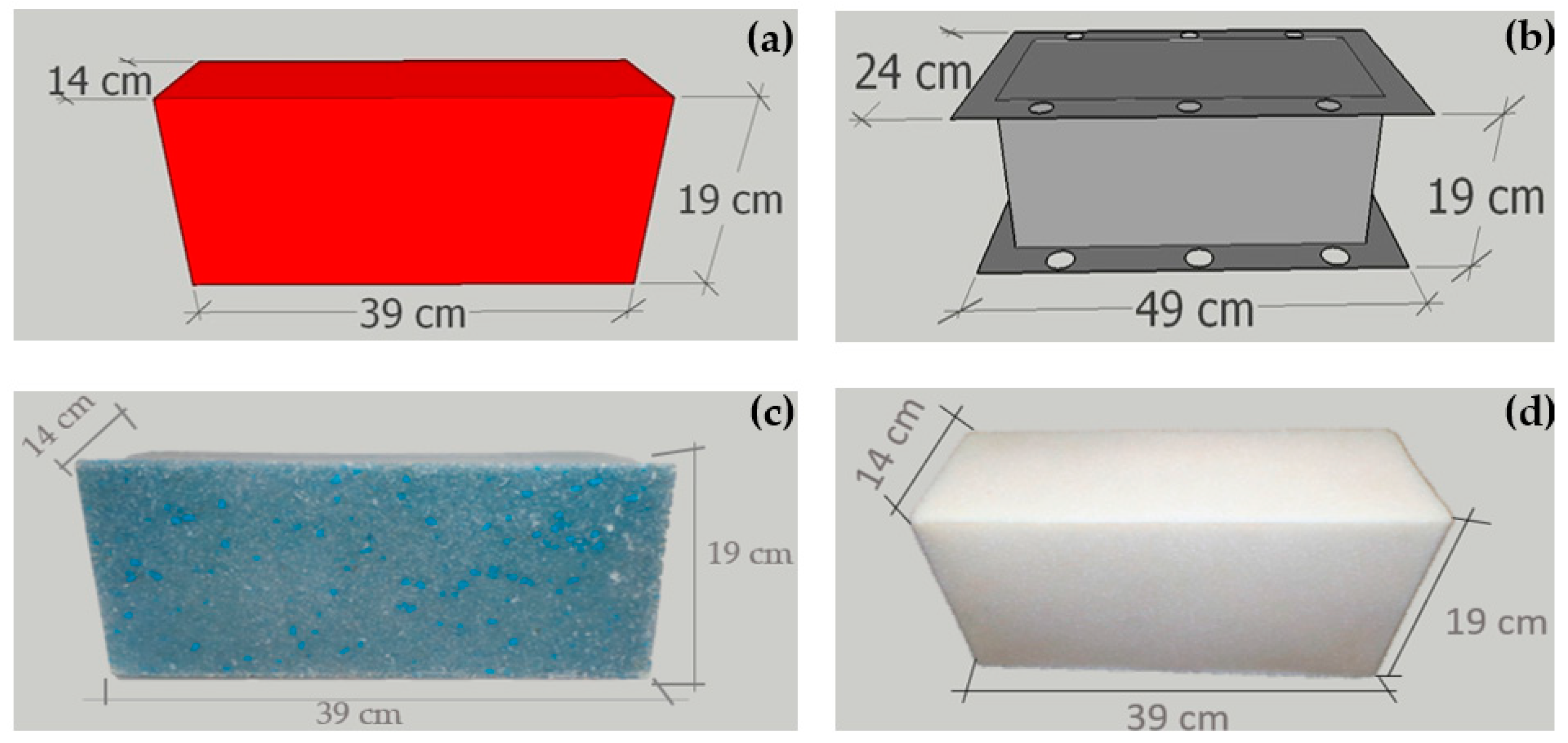
2.2. Three-Dimensional Modeling of Molds for Manufacture of Polymeric Blocks
2.3. Methods for Characterization HDPE and PP Materials
Blocks Characterization Tests
3. Results and Discussion
3.1. Three-Dimensional Modeling
3.2. Polymeric Blocks Produced
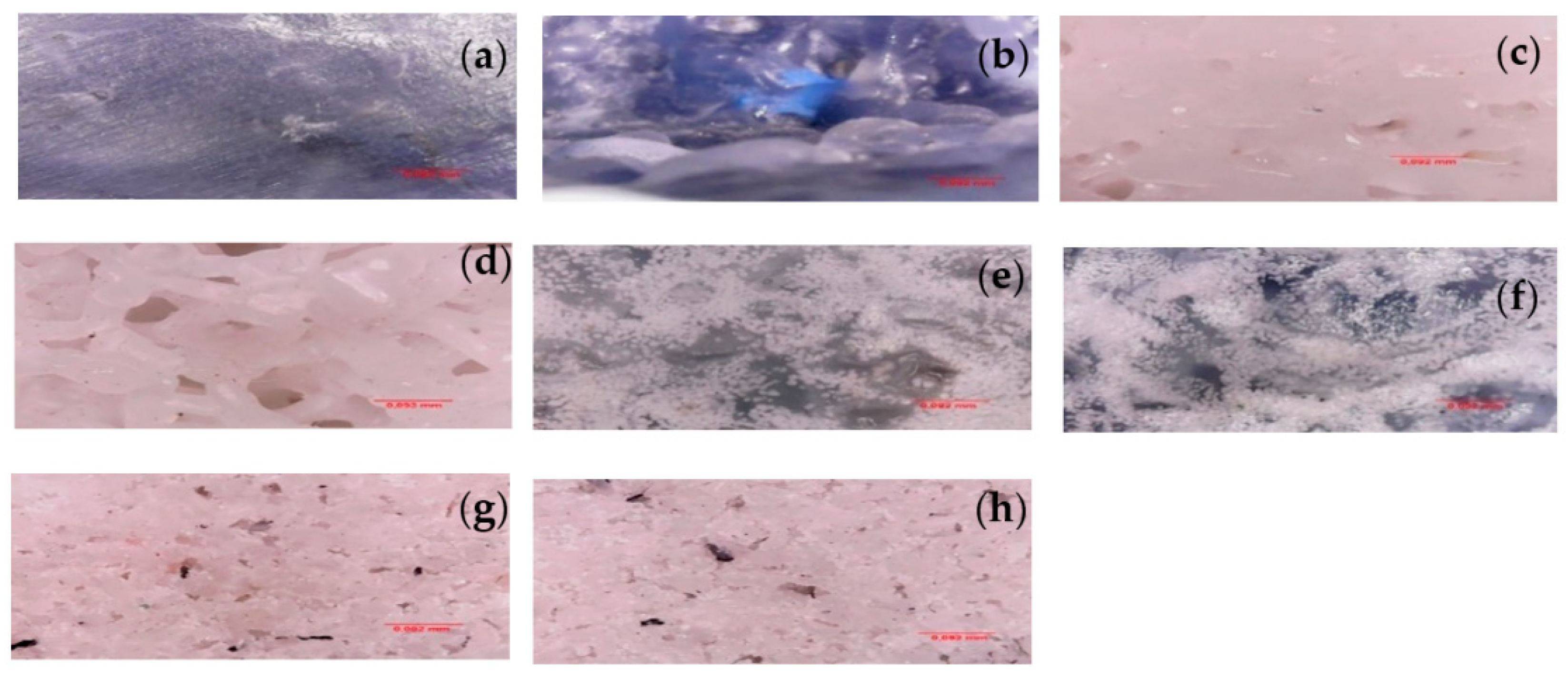
3.2.1. Optical Microscopy
3.2.2. Density
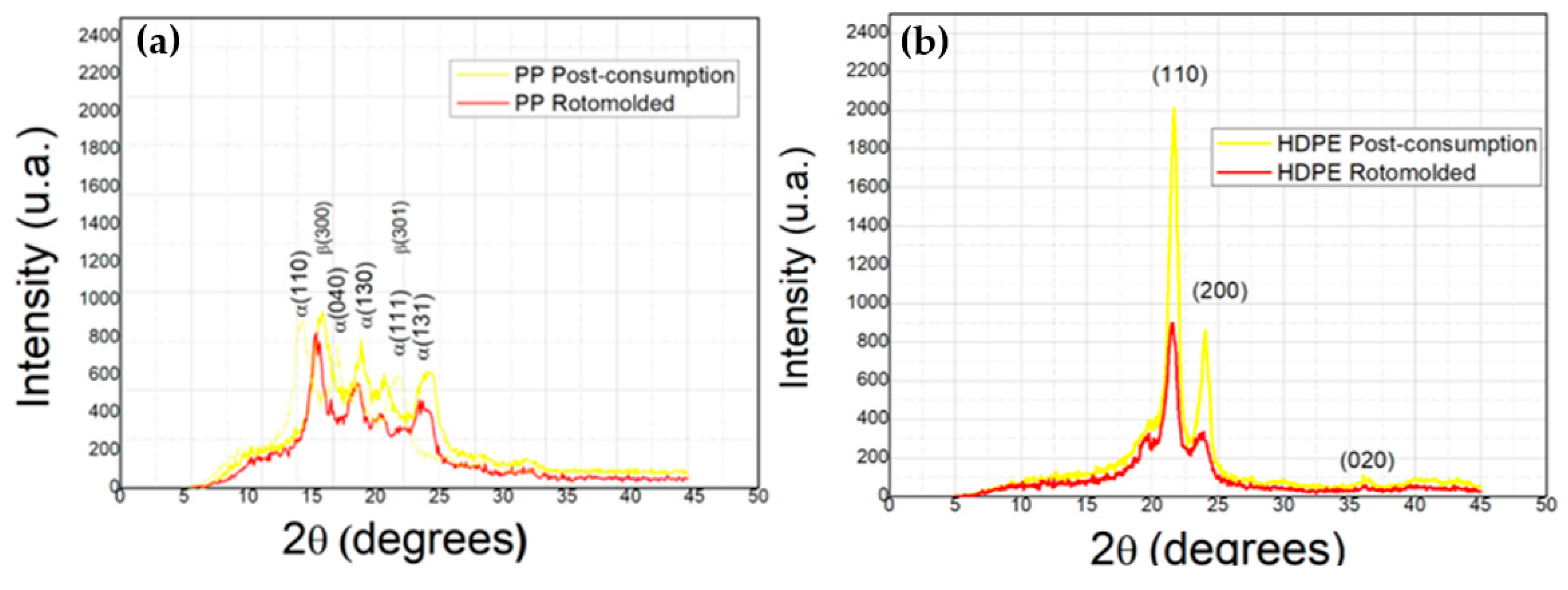
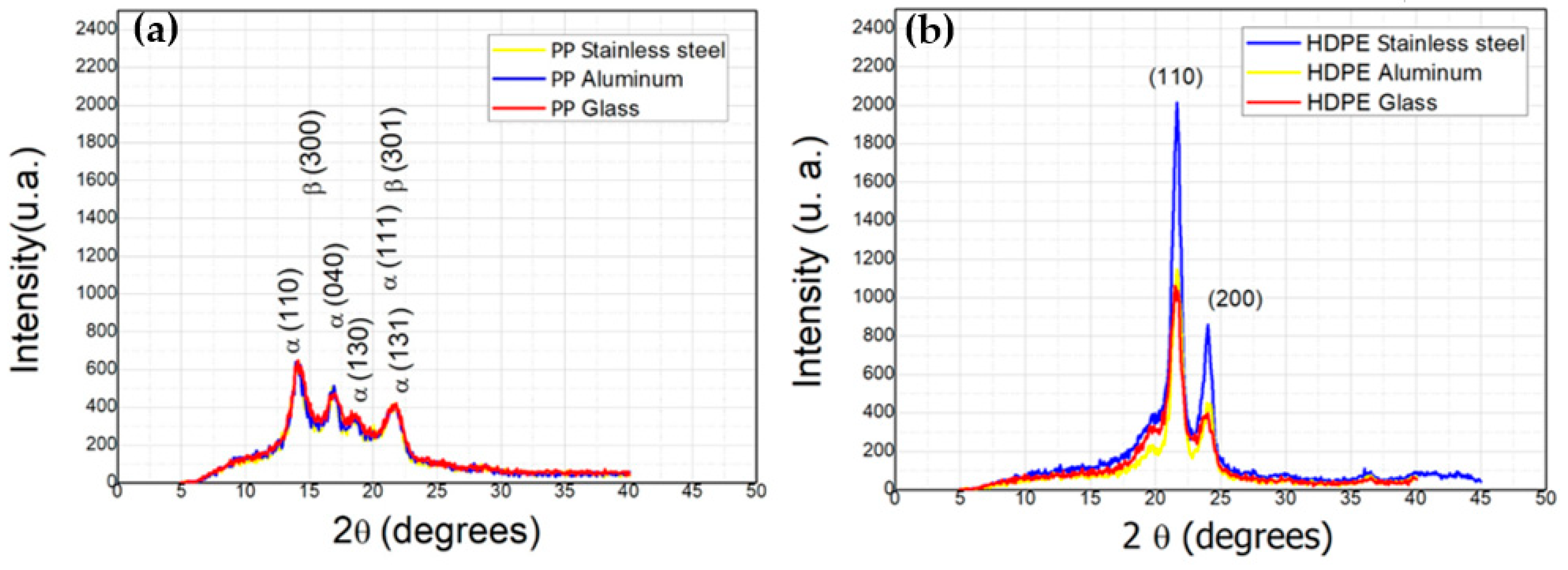
3.2.3. X-ray Diffraction of Post-Consumer and Rotational Molded PP e HDPE
3.3. Mechanical Behavior and Characterization of Masonry Blocks
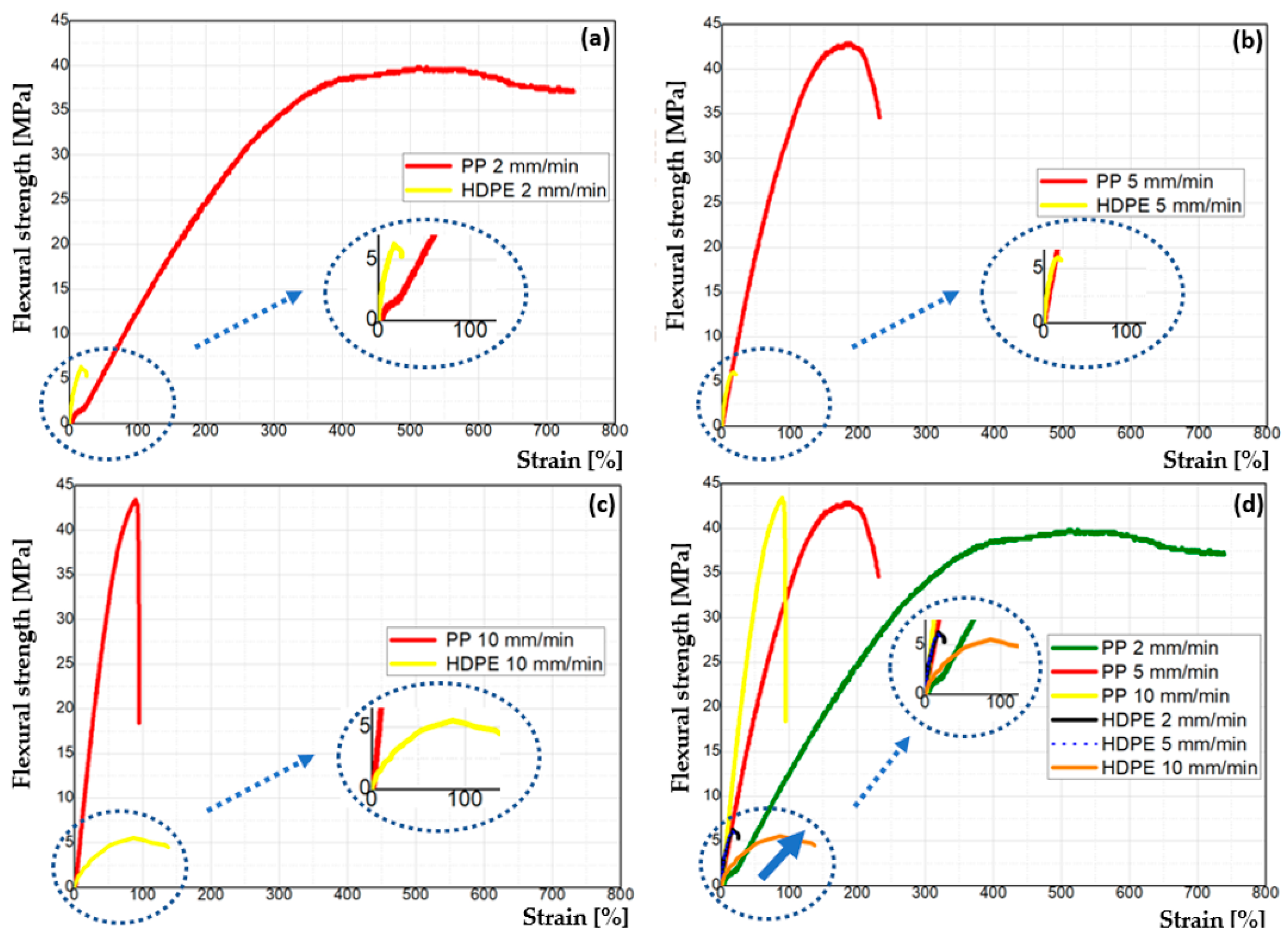
3.3.1. Flexural Strength
3.3.2. Impact Test
3.3.3. Geometric Characteristics
3.3.4. Water Absorption Test
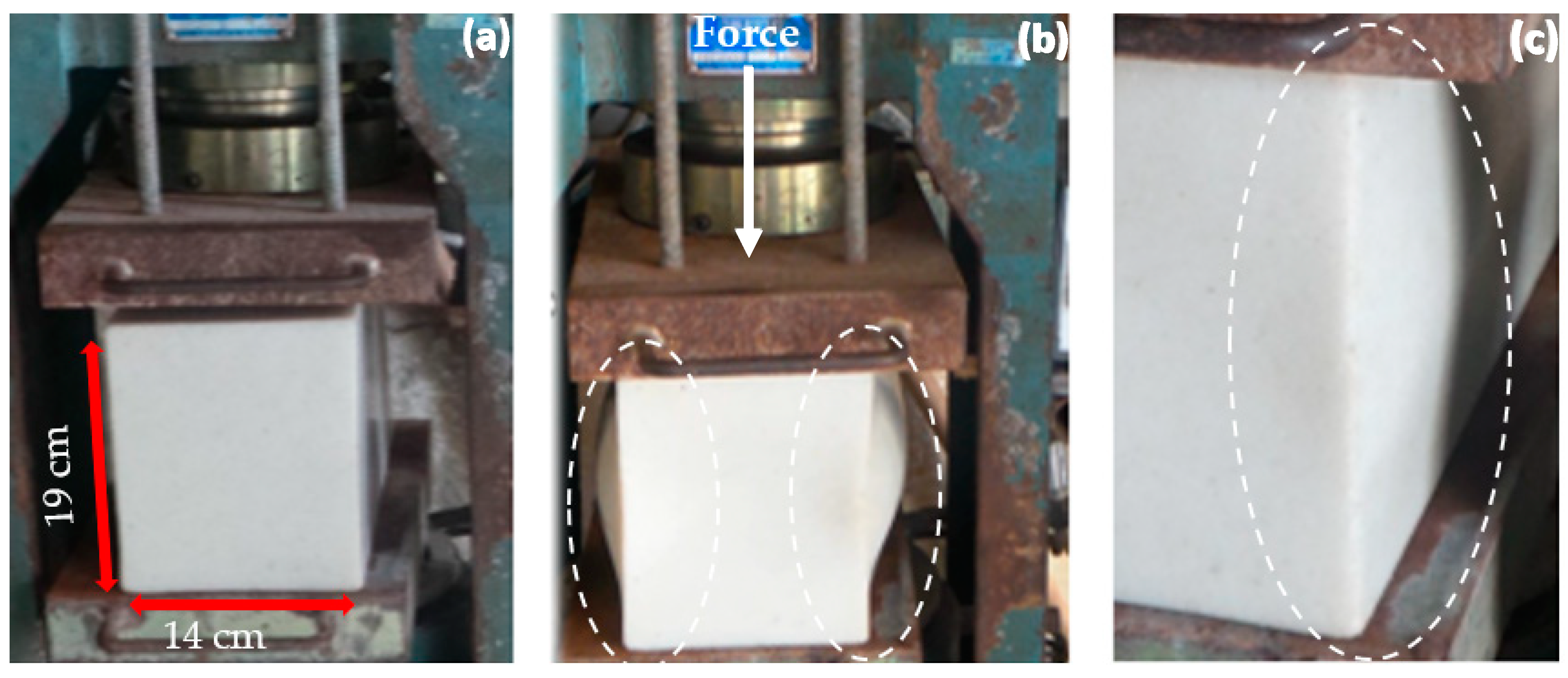
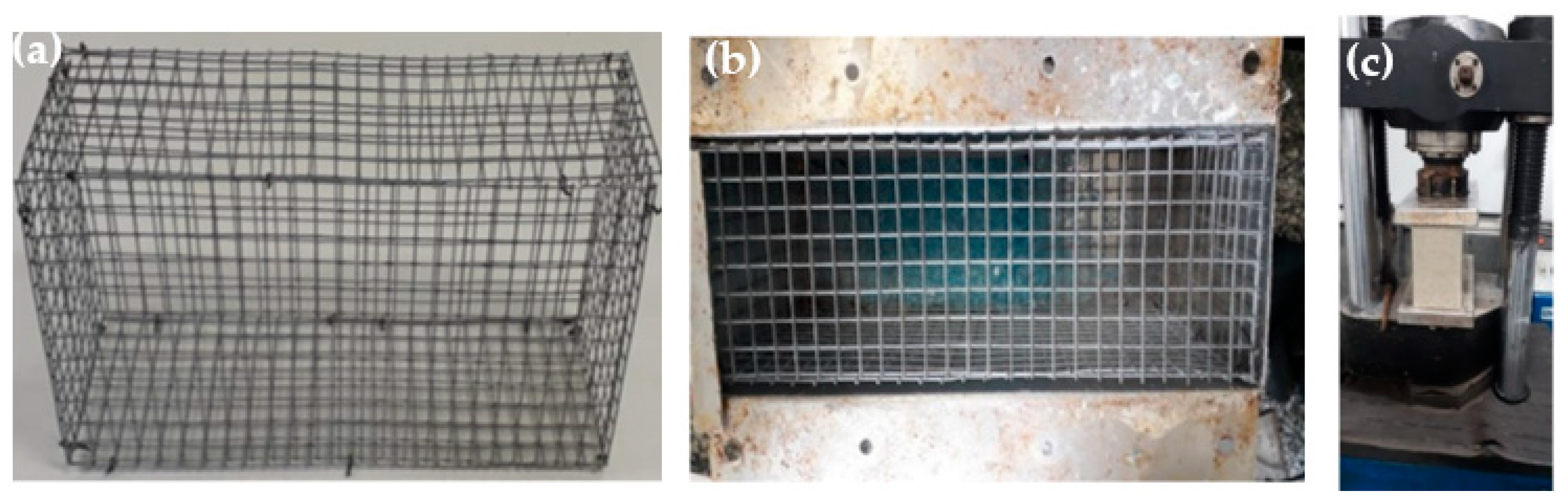
3.3.5. Compressive Strength
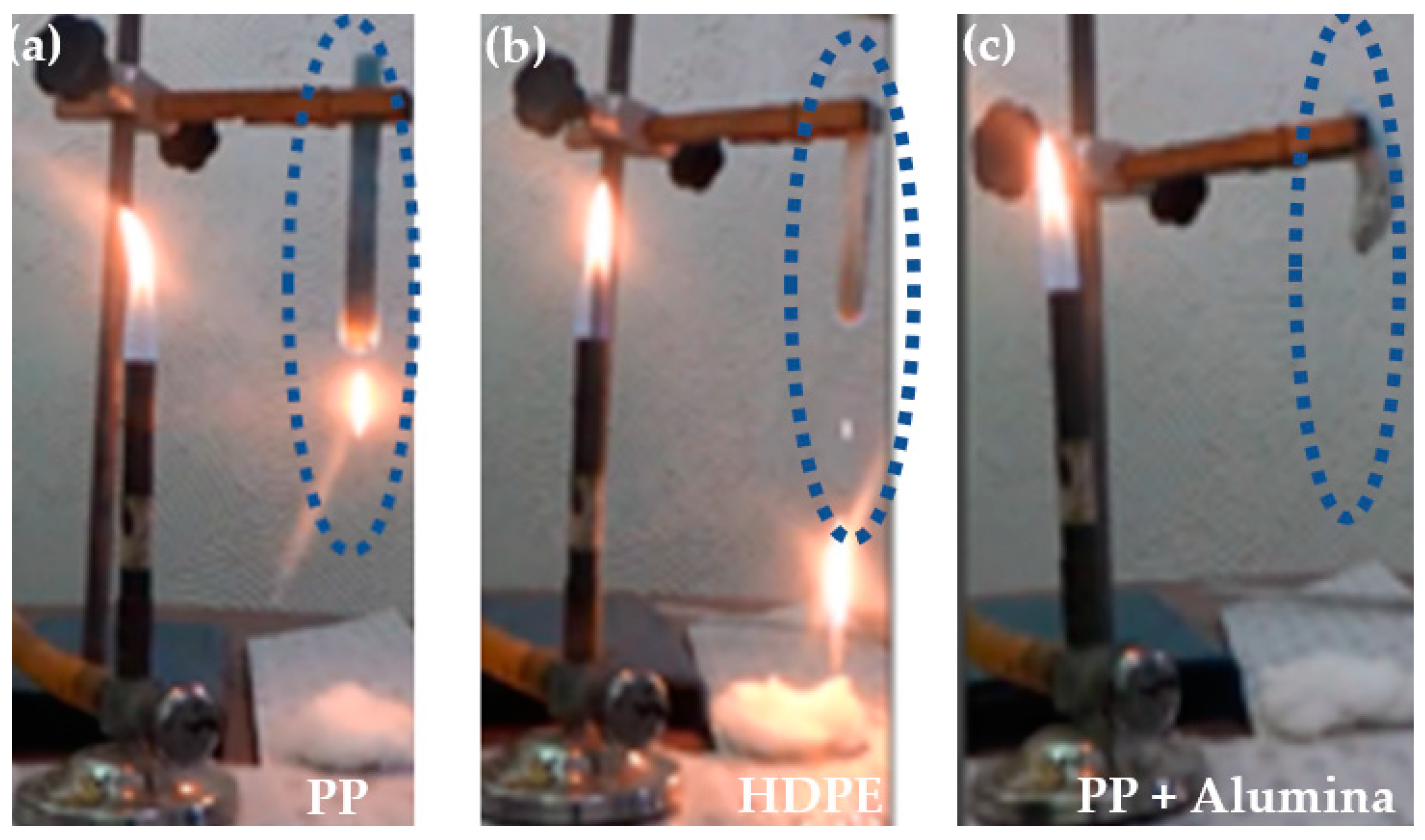
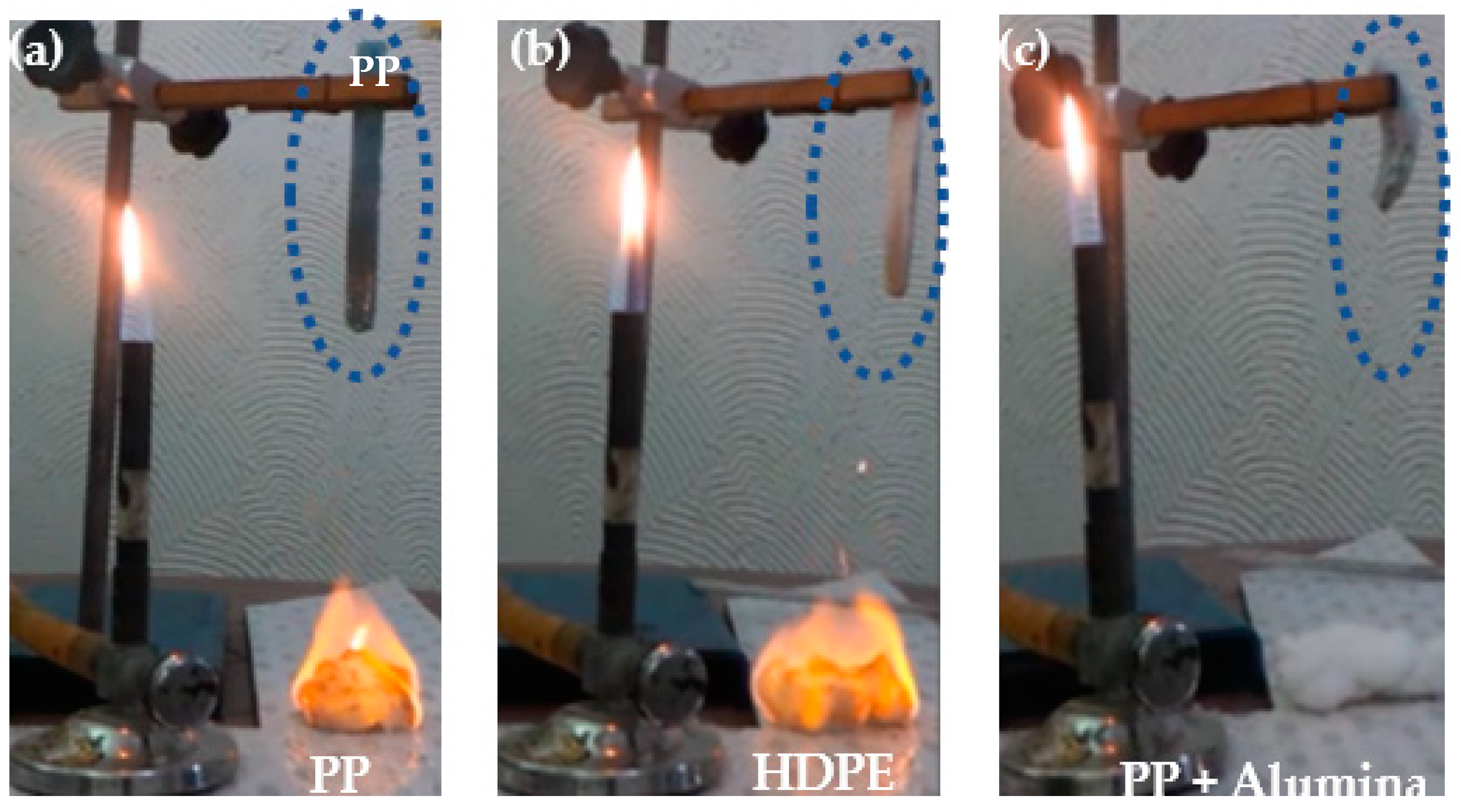
3.3.6. UL 94 Vertical Flammability Test
3.4. Technical, Economic, Environmental Feasibility, and Industrial Scale Production
4. Conclusions
- It was possible to produce the blocks with PP and HDPE materials, increasing the life cycle of the packaging by rotational molding.
- Aluminum mold proved to major material and it reached a reduction of 9 kg of the total mold weight and offered no difficulties in the demold.
- The compressive strength of HDPE rotomolded blocks with 1.53 mm particle diameter was 0.6 MPa and PP blocks with 10.15 mm particle diameter were 0.9 MPa. Therefore, HDPE block would be an excellent material for use in modular construction, in special considering the lightweight material in comparison with traditional ones (ceramic).
- In order for the rotomolded blocks to be applied in civil construction they need to pass a flammability test, so that in case of fire, the fire does not spread through the dripping of the pieces. Therefore, the blocks with the addition of 5% alumina as fire-retardant obtained a V-0 classification. Thus, obeying the requirements of the vertical flammability test of the ASTM UL 94 standard can be used in civil construction.
- The increase in the speed of the flexural tests has a great influence on the results obtained in this study. The results obtained show that there was a reduction in the extracted values with increasing speed in the flexural tests.
Author Contributions
Funding
Conflicts of Interest
References
- Ma, Y.; Zhou, H.; Jiang, X.; Polaczyk, P.; Xiao, R.; Zhang, M.; Huang, B. The Utilization of Waste Plastics in Asphalt Pavements: A Review. Clean. Mater. 2021, 2, 100031. [Google Scholar] [CrossRef]
- Starr, J.; Nicolson, C. Patterns in Trash: Factors Driving Municipal Recycling in Massachusetts. Resour. Conserv. Recycl. 2015, 99, 7–18. [Google Scholar] [CrossRef]
- Arulrajah, A.; Yaghoubi, E.; Wong, Y.C.; Horpibulsuk, S. Recycled Plastic Granules and Demolition Wastes as Construction Materials: Resilient Moduli and Strength Characteristics. Constr. Build. Mater. 2017, 147, 639–647. [Google Scholar] [CrossRef]
- Ambrières, W. Plastics recycling worldwide: Current overview and desirable changes. F. Actions Sci. Rep. 2019, 1, 12–21. [Google Scholar]
- Fletes, R.C.V.; López, E.O.C.; Sánchez, F.J.M.; Mendizábal, E.; Núñez, R.G.; Rodrigue, D.; Gudiño, P.O. Morphological and Mechanical Properties of Bilayers Wood-Plastic Composites and Foams Obtained by Rotational Molding. Polymers 2020, 12, 503. [Google Scholar] [CrossRef] [Green Version]
- Butkutė, R.; Miknius, L. Properties of Residual Marine Fuel Produced by Thermolysis from Polypropylene Waste. Mater. Sci. 2015, 21, 249–254. [Google Scholar]
- Achilias, D.S. Recent Advances in the Chemical Recycling of Polymers (PP, PS, LDPE, HDPE, PVC, PC, Nylon, PMMA); InTechOpen: Rijeka, Croatia, 2020; Volume 3. [Google Scholar]
- Jagtap, M.D. Methods for Waste Plastic Recycling. Int. J. Recent Technol. Mech. Electr. Eng. 2015, 2, 120–122. [Google Scholar]
- Garcia, J.M.; Robertson, M.L. The Future of Plastics Recycling. Polym. Chem. 2017, 358, 870–872. [Google Scholar] [CrossRef]
- Nugent, P. All the World in a Spin. In Rotational Moulding Product Showcase; ARMO Co., Ltd.: Tokyo, Japan, 2019; pp. 48–52. [Google Scholar]
- Williams, P.T.; Williams, E.A. Fluidised Bed Pyrolysis of Low Density Polyethylene to Produce Petrochemical Feedstock. J. Anal. Appl. Pyrolysis 1999, 51, 107–126. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Weißbach, G.; Gerke, G.; Stolte, A.; Schneider, F. Material Studies for the Recycling of Abandoned, Lost or Otherwise Discarded Fishing Gear (ALDFG). Waste Manag. Res. 2021, 40, 1039–1046. [Google Scholar] [CrossRef] [PubMed]
- Okan, M.; Aydin, H.M.; Barsbay, M. Current Approaches to Waste Polymer Utilization and Minimization: A Review. J. Chem. Technol. Biotechnol. 2018, 94, 8–21. [Google Scholar] [CrossRef] [Green Version]
- Silva, T.D.; De Paula, H.M.; Silva, D. Use of Crumb Rubber to Partially Replace Fine Aggregate in the Production of Green Bricks. Rev. Matéria 2017, 22. [Google Scholar] [CrossRef] [Green Version]
- Huysveld, S.; Hubo, S.; Ragaert, K.; Dewulf, J. Advancing Circular Economy Bene Fi t Indicators and Application on Open-Loop Recycling of Mixed and Contaminated Plastic Waste Fractions. J. Clean. Prod. 2019, 211, 1–13. [Google Scholar] [CrossRef]
- Nobrega, J.; Jayaraman, R. Recycling of Crosslinked High-Density Polyethylene through Compression Molding. J. Appl. Polym. Sci. 2019, 48145, 1–16. [Google Scholar] [CrossRef]
- Quaratino, A. Pushing the Boundary of the Rotomoulding Process by Introducing a New Roto Polyamide-6 Matrial for Higher Temperatures and Lighter Weight Applications; ARMO Co., Ltd.: Tokyo, Japan, 2019. [Google Scholar]
- Paoli, R. Rotational Moulding and Design: The Perfect Match for Amazing Products. In Rotational Moulding Product Showcase; ARMO Co., Ltd.: Tokyo, Japan, 2019. [Google Scholar]
- Chen, L.; Sun, X.; Ren, Y.; Liang, W.; Wang, K. Effects of Thermo-Oxidative Aging on Structure and Low Temperature Impact Performance of Rotationally Molded Products. Polym. Degrad. Stab. 2019, 161, 150–156. [Google Scholar] [CrossRef]
- Sasidharan, P.; Thomas, S.; Spatenka, P.; Ghanam, Z. Effect of Plasma Modification of Polyethylene on Natural Fibre Composites Prepared via Rotational Moulding. Compos. Part B 2019, 177, 107344. [Google Scholar] [CrossRef]
- Cano-ruiz, I.; La Cruz-salcart, J.D.; Rodríguez-peña, A.; Yime-rodríguez, E. Rotomolding Machine Design Based on Gyroscope Principle. Rev. UIS Ing. 2019, 18, 105–116. [Google Scholar] [CrossRef]
- Vignali, A.; Iannace, S.; Falcone, G.; Utzeri, R.; Stagnaro, P.; Bertini, F. Surface Modified Hollow Glass Microspheres for Use Mechanical Properties. Polymers 2019, 11, 624. [Google Scholar] [CrossRef] [Green Version]
- Lucas, A.; Danlos, A.; Shirinbayan, M.; Motaharinejad, V.; Paridaens, R.; Benfriha, K.; Bakir, F.; Tcharkhtchi, A. Conventional Rotational Molding Process and Aerodynamic Characteristics of an Axial-Flow Hollow Blades Rotor. Int. J. Adv. Manuf. Technol. 2019, 104, 1183–1194. [Google Scholar] [CrossRef]
- Galli, B.; Magina, C.; Galli, B.; Menezes, R.; Perez, P.; Ueno, H. Uso de Garrafas de Poli-Tereftalato de Etileno–PET Como Insumo Alternativo Na Construção de Edificações Residenciais. Rev. Arquitetura da IMED 2012, 1, 174–181. [Google Scholar] [CrossRef]
- IDLE, T. ByFusion: Creating the Building Blocks for Tackling Ocean Waste. Available online: https://sustainablebrands.com/read/product-service-design-innovation/byfusion-creating-the-building-blocks-for-tackling-ocean-waste (accessed on 21 February 2020).
- Stewart, A.; Nevill, A.; Johnson, C. The Ability of Adults of Different Size to Egress Through Confined Space Apertures. Hum. Factors 2019, 61, 895–905. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, L. Amazing Building Made from 1.5 Million Plastic Bottles Withstands Fires and Earthquakes. Available online: https://inhabitat.com/amazing-plastic-bottle-architecture-withstands-earthquakes-in-taipei/ (accessed on 21 February 2020).
- Silveira, E. da Casa de Plástico Polímeros Substituem Tijolos de Argila e Dormentes de Ferrovias. Pesqui. fapesp 2011, 1, 76–79. [Google Scholar]
- Ciclovivo Arquiteto Colombiano Constrói Casas Com Plástico e Borracha Reciclados. Available online: https://ciclovivo.com.br/arq-urb/arquitetura/arquiteto-colombiano-constroi-casas-com-plastico-e-borracha-reciclados/ (accessed on 21 February 2020).
- Mondal, M.K.; Bose, B.P.; Bansal, P. Recycling Waste Thermoplastic for Energy Efficient Construction Materials: An Experimental Investigation. J. Environ. Manage. 2019, 240, 119–125. [Google Scholar] [CrossRef]
- Xia, Y.; Tang, R.; Tao, S.; Tao, G.; Gong, F.; Liu, C.; Cao, Z. Epoxy Resin / Phosphorus-Based Microcapsules: Their Synergistic Effect on Flame Retardation Properties of High-Density Polyethylene / Graphene Nanoplatelets Composites. J. Appl. Polym. Sci. 2018, 46662, 1–10. [Google Scholar] [CrossRef]
- Yi, J.; Yin, H.; Cai, X. Effects of Common Synergistic Agents on Intumescent Flame Retardant Polypropylene with a Novel Charring Agent. J Therm Anal Calorim 2013, 111, 725–734. [Google Scholar] [CrossRef]
- Matzen, M.; Kandola, B.; Huth, C.; Schartel, B.; Road, D. Influence of Flame Retardants on the Melt Dripping Behaviour of Thermoplastic Polymers. Materials 2015, 8, 5621–5646. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Ding, P.; Qu, B. Flammable, Thermal, and Mechanical Properties of Intumescent Flame Retardant PP / LDH Nanocomposites With Different Divalent Cations. Polym. Compos. 2009, 30, 1000–1006. [Google Scholar] [CrossRef]
- Providakis, S.; Rogers, C.D.F.; Chapman, D.N. Predictions of Settlement Risk Induced by Tunnelling Using BIM and 3D Visualization Tools. Tunn. Undergr. Sp. Technol. 2019, 92, 103049. [Google Scholar] [CrossRef]
- Carbonell-Carrera, C.; Saorin, J.L.; Hess-Medler, S. A Geospatial Thinking Multiyear Study. Sustainability 2020, 12, 4586. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Andrzejewski, J.; Kosmela, P.; Piasecki, A.; Szostak, M.; Kuang, T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers 2020, 12, 1004. [Google Scholar] [CrossRef] [PubMed]
- Rafieipour, P.; Ghasempour, A.; Parsanasab, G. Random Lasing Emission from FTO and Glass Substrates Coated with Dye Doped SU-8 Epoxy Based Polymer. Opt. Laser Technol. 2019, 119, 105602. [Google Scholar] [CrossRef]
- Garofalo, E.; Di Maio, L.; Scarfato, P.; Pietrosanto, A.; Protopapa, A.; Incarnato, L. Study on Improving the Processability and Properties of Mixed Polyolefin Post-Consumer Plastics for Piping Applications. Polymers 2021, 13, 71. [Google Scholar] [CrossRef] [PubMed]
- American Society for Testing and Materials. Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics D792−20; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2008. [Google Scholar]
- Yang, X.; Shan, Y.; Wei, X.; Zhong, S.; Huang, Y.; Yu, H.; Yang, J. Polyethylene/Silica Nanorod Composites with Reduced Dielectric Constant and Enhanced Mechanical Strength. J. Appl. Polym. Sci. 2019, 136, 24–28. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Wu, X.; Situ, Y.; Liu, J.; Huang, H. Ethylene-Propylene Terpolymer-Modified Polyethylene-Based Phase Change Material with Enhanced Mechanical and Thermal Properties for Building Application. Ind. Eng. Chem. Res. 2019, 58, 179–186. [Google Scholar] [CrossRef]
- He, Q.; Yuan, T.; Zhu, J.; Luo, Z.; Haldolaarachchige, N.; Sun, L.; Khasanov, A.; Li, Y.; Young, D.P.; Wei, S.; et al. Magnetic High Density Polyethylene Nanocomposites Reinforced with In-Situ Synthesized Fe @ FeO Core-Shell Nanoparticles. Polymer 2012, 53, 3642–3652. [Google Scholar] [CrossRef]
- Zhang, Q.; Usman, M.; Lin, X.; Cai, H.; Lei, H. Temperature Varied Biochar as a Reinforcing Filler for High-Density Polyethylene Composites. Compos. Part B 2019, 175, 107151. [Google Scholar] [CrossRef]
- Jiang, G.; Yu, A.; Jun, Y.-S.; Lui, G.; Um, J.G. Ultra-Large Sized Graphene Nano-Platelets (GnPs) Incorporated Polypropylene (PP)/GnPs Composites Engineered by Melt Compounding and Its Thermal, Mechanical, and Electrical Properties. Compos. Part B Eng. 2017, 133, 218–225. [Google Scholar] [CrossRef]
- Razak, N.W.A.; Kalam, A. Effect of OPEFB Size on the Mechanical Properties and Water Absorption Behaviour of OPEFB / PPnanoclay / PP Hybrid Composites. Procedia Eng. 2012, 41, 1593–1599. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.; Deepak, D.; Aggarwal, L.; Gupta, V.K. Tensile and Flexural Behavior of Hemp Fiber Reinforced Virgin- Recycled HDPE Matrix Composites. MSPRO 2014, 6, 1696–1702. [Google Scholar] [CrossRef] [Green Version]
- Behazin, E.; Rodriguez-uribe, A.; Misra, M.; Mohanty, A.K. Long-Term Performance of β-Nucleated Toughened Polypropylene- Biocarbon Composites. Compos. Part A 2018, 105, 274–280. [Google Scholar] [CrossRef]
- Shokrieh, M.; Joneidi, V. Characterization and Simulation of Impact Behavior of Graphene / Polypropylene Nanocomposites Using a Novel Strain Rate—Dependent Micromechanics Model. J. Compos. Mater. 2015. [Google Scholar] [CrossRef]
- Javier, F.; Rodrigue, D. Rotational Molding of Poly ( Lactic Acid )/ Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties. Polymers 2021, 13, 217. [Google Scholar]
- Comitê Brasileiro de Construção Civil (ABNT/CB-02). ABNT NBR 15270-1:2017—Componentes Cerâmicos—Blocos e Tijolos Para Alvenaria Parte 1: Requisitos; Associação Brasileira de Normas Técnicas (ABNT): Rio de Janeiro, Brazil, 2017. [Google Scholar]
- Comitê Brasileiro de Construção Civil (ABNT/CB-02). ABNT NBR 15270-2:2017—Componentes Cerâmicos—Blocos e Tijolos Para Alvenaria Parte 2: Métodos de Ensaios; Associação Brasileira de Normas Técnicas (ABNT): Rio de Janeiro, Brazil, 2017. [Google Scholar]
- ASTM Committee. Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water-C20; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Barreto, I.A.R.; Costa, M.L. da Use of the Clayey Cover of Bauxite Deposits of the Amazon Region for Geopolymer Synthesis and Its Application in Red Ceramics. Constr. Build. Mater. 2021, 300, 124318. [Google Scholar] [CrossRef]
- Yang, B.; Chen, Y.; Zhang, M.; Yuan, G. Synergistic and Compatibilizing e Ff Ect of Octavinyl Polyhedral Oligomeric Silsesquioxane Nanoparticles in Polypropylene / Intumescent Fl Ame Retardant Composite System. Compos. Part A 2019, 123, 46–58. [Google Scholar] [CrossRef]
- Elsabbagh, A.; Attia, T.; Ramzy, A.; Steuernagel, L.; Ziegmann, G. Towards Selection Chart of Fl Ame Retardants for Natural Fi Bre Reinforced Polypropylene Composites. Compos. Part B 2018, 141, 1–8. [Google Scholar] [CrossRef]
- Comitê Brasileiro de Construção Civil (ABNT/CB-02). Residential Buildings—Performance—Part 1: General Requirements; Associação Brasileira de Normas Técnicas (ABNT): Rio de Janeiro, Brazil, 2021. [Google Scholar]
- Spence, A.G.; Crawford, R.J. The Effect of Processing Variables on the Formation and Removal of Bubbles in Rotationally Molded Products. Polym. Eng. Sci. 1996, 36, 993–1009. [Google Scholar] [CrossRef]
- Greco, A.; Maffezzoli, A. Powder-Shape Analysis and Sintering Behavior of High-Density Polyethylene Powders for Rotational Molding. J. Appl. Polym. Sci. 2004, 92, 449–460. [Google Scholar] [CrossRef]
- Zhu, K.; Ding, Q.; Hua, C.; Fu, H.; Yao, J. Effect of β-Nucleating Agent on Crystallization of Post-Consumer Polypropylene. Thermochim. Acta 2019, 675, 63–68. [Google Scholar] [CrossRef]
- Liu, S.; Yang, J.; Liu, Q.; Huang, Y.; Kong, M.; Yang, Q.; Li, G. Polydopamine Particles as a Β-Nucleating Agent and Antioxidant for Isotactic Polypropylene. Chem. Eng. J. 2019, 363, 1–12. [Google Scholar] [CrossRef]
- Lee, I.G.; Kim, D.H.; Jung, K.H.; Kim, H.J.; Kim, H.S. Effect of the Cooling Rate on the Mechanical Properties of Glass Fiber Reinforced Thermoplastic Composites. Compos. Struct. 2017, 177, 28–37. [Google Scholar] [CrossRef]
- Kashima, D.P.; Boonmahitthisud, A.; Chaiwutthinan, P.; Chuayjuljit, S.; Larpkasemsuk, A. Effects of Analcime Zeolite Synthesized from Local Pottery Stone as Nucleating Agent on Crystallization Behaviors and Mechanical Properties of Isotactic Polypropylene. J. Vinyl Addit. Technol. 2017, 24, E85–E95. [Google Scholar] [CrossRef]
- Albach, B.; Vianna dos Santos, P.H.; da Silveira Rampon, D.; Barbosa, R.V. An Evaluation of Modified Kaolinite Surface on the Crystalline and Mechanical Behavior of Polypropylene. Polym. Test. 2019, 75, 237–245. [Google Scholar] [CrossRef]
- Hermans, P.H.; Weidinger, A. Estimation of Crystallinity of Some Polymers from X-Ray Intensity Measurements. J. Polym. Sci. 1949, 4, 709–723. [Google Scholar] [CrossRef]
- Weidinger, A.; Hermans, P.H. On the Determination of the Crystalline Fraction of Isotactic Polypropylene from X-ray Diffraction. Die Makromol. Chem. 1961, 50, 98–115. [Google Scholar] [CrossRef]
- Aguiar, V.O.; Pita, V.J.R.R.; Marques, M.d.F.V. Nanocomposites of Ultrahigh Molar Mass Polyethylene and Modified Carbon Nanotubes. J. Appl. Polym. Sci. 2019, 136, 1–12. [Google Scholar] [CrossRef]
- Waddon, A.J.; Zheng, L.; Farris, R.J.; Coughlin, E.B. Nanostructured Polyethylene-POSS Copolymers: Control of Crystallization and Aggregation. Nano Lett. 2002, 2, 1149–1155. [Google Scholar] [CrossRef]
- Fei, P.; Fei, B.; Yu, Y.; Xiong, H.; Tan, J. Thermal Properties and Crystallization Behavior of Bamboo Fiber / High-Density Polyethylene Composites: Nano-TiO 2 Effects. J. Appl. Polym. Sci. 2014, 39846, 1–10. [Google Scholar] [CrossRef]
- Wu, P.; Yang, Q.; Zhao, Z.; Zhang, T.; Huang, Y.; Liao, X. Realizing Simultaneous Toughening and Reinforcement in Polypropylene Blends via Solid Die-Drawing. Polymer 2019, 161, 109–121. [Google Scholar] [CrossRef]
- Oliveira, T.A.; Oliveira, R.R.; Barbosa, R.; Azevedo, J.B.; Alves, T.S. Effect of Reprocessing Cycles on the Degradation of PP/PBAT-Thermoplastic Starch Blends. Carbohydr. Polym. 2017, 168, 52–60. [Google Scholar] [CrossRef]
- López-Bañuelos, R.H.; Moscoso, F.J.; Ortega-Gudiño, P.; Mendizabal, E.; Rodrigue, D.; González-Núñez, R. Rotational Molding of Polyethylene Composites Based on Agave Fibers. Polym. Eng. Sci. 2012, 52, 2489–2497. [Google Scholar] [CrossRef]
- Pilz, S.E.; Pavan, R.C.; Docente, U.; Tecnologia, D.P. Verification of the Quality of Ceramic Blocks According to NBR 15270 Commercialized in Santa Catarina. Rev. Eng. Civ. IMED 2015, 2, 19–26. [Google Scholar] [CrossRef]
- Jnr, A.K.; Yunana, D.; Kamsouloum, P.; Webster, M.; Wilson, D.C.; Cheeseman, C. Recycling Waste Plastics in Developing Countries: Use of Low-Density Polyethylene Water Sachets to Form Plastic Bonded Sand Blocks. Waste Manag. 2018, 80, 112–118. [Google Scholar] [CrossRef]
- Safinia, S.; Alkalbani, A. Use of Recycled Plastic Water Bottles in Concrete Blocks. Procedia Eng. 2016, 164, 214–221. [Google Scholar] [CrossRef]
- Torres, F.G.Ã.; Aragon, C.L. Final Product Testing of Rotational Moulded Natural Fibre-Reinforced Polyethylene. Polym. Test. 2006, 25, 568–577. [Google Scholar] [CrossRef]
- Candian, L.M.; Dias, A.A. Study of Recycled High Density Polyethylene for Use in Structural Elements. Cad. Eng. Estrut. 2009, 11, 1–16. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Strain Rates Used | ||
|---|---|---|---|
| 2 mm·min−1 | 5 mm·min−1 | 10 mm·min−1 | |
| E (modulus of elasticity)-PP | 302 MPa | 266 MPa | 83 MPa |
| ε ( maximum strain)-PP | 22 mm | 19 mm | 20 mm |
| σ (flexural strength)-PP | 34 MPa | 27 MPa | 9 MPa |
| E (modulus of elasticity)-HDPE | 91 MPa | 76 MPa | 26 MPa |
| ε (maximum strain)-HDPE | 26 mm | 22 mm | 19 mm |
| σ (flexural strength)-HDPE | 8 MPa | 8 MPa | 2 MPa |
| Number of Blocks (13) | Septum Sums | Width (mm) | Height (mm) | Length (mm) | D (mm) (1) | F (mm) (2) | Compression (MPa) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PP | HDPE | PP | HDPE | PP | HDPE | PP | HDPE | PP | HDPE | PP | HDPE | PP | HDPE | |
| µ (mean) | 40 | 44 | 136 | 137 | 191 | 191 | 385 | 385 | 2 | 1 | 1 | 2 | 1 | 1 |
| Sd (3) | 0 | 0 | 0.5 | 0.0 | 0.5 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.5 | 0.0 | 0.0 | 0.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, T.; Mendes, G.A.; de Oliveira, A.M.; Dias, C.G.B.T. Manufacture and Characterization of Polypropylene (PP) and High-Density Polyethylene (HDPE) Blocks for Potential Use as Masonry Component in Civil Construction. Polymers 2022, 14, 2463. https://doi.org/10.3390/polym14122463
Ferreira T, Mendes GA, de Oliveira AM, Dias CGBT. Manufacture and Characterization of Polypropylene (PP) and High-Density Polyethylene (HDPE) Blocks for Potential Use as Masonry Component in Civil Construction. Polymers. 2022; 14(12):2463. https://doi.org/10.3390/polym14122463
Chicago/Turabian StyleFerreira, Taiza, Gleisson Amaral Mendes, Andrielli Morais de Oliveira, and Carmen Gilda Barroso Tavares Dias. 2022. "Manufacture and Characterization of Polypropylene (PP) and High-Density Polyethylene (HDPE) Blocks for Potential Use as Masonry Component in Civil Construction" Polymers 14, no. 12: 2463. https://doi.org/10.3390/polym14122463