
Research on Improving the Partial Discharge Initial Voltage of SiC/EP Composites by Utilizing Filler Surface Modification and Nanointerface Interaction


 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Equipment
2.3. Experimental Sample Sample Preparation
2.3.1. Preparation of SiC/EP Composites
- (1)
- According to the calculated proportion, weigh the liquid epoxy resin in a beaker, heat it by the oven to 60 °C to improve its fluidity, and then pour it into a three-necked flask and heat it in an oil bath at 60 °C.
- (2)
- Weigh the curing agent with a mass ratio of liquid epoxy resin and curing agent of 100:85, pour it into the flask, and mix it with the preheated epoxy resin.
- (3)
- Weigh the SiC filler powder according to the experimental calculation ratio, add it into the mixed solution in the three-necked flask, stir at a high speed in an oil bath at 60 °C to disperse the filler evenly, set the rotation speed to 360 r/min and continue 60 min;
- (4)
- After the epoxy resin, curing agent and filler are fully mixed, add the accelerator dropwise at a mass ratio of epoxy resin and accelerator of 100:1, and continue to stir at a constant speed in an oil bath at 60 °C, with a rotation speed of 260 r/min, time of 10 min;
- (5)
- Pour the mixed liquid into a beaker, put it into a vacuum oven preheated to 60 °C, and perform a vacuuming operation. Maintain the temperature and repeat the extraction several times until the mixed liquid in the beaker has no obvious bubbles overflowing;
- (6)
- Spray the mold release agent on the inner surface of the mold and put it into a blast oven for preheating and drying treatment. The preheating temperature is 100 °C until the inner surface is dry. The mixed liquid was taken out of the vacuum oven and poured into the mold, and then put into a blast oven for curing and cross-linking reaction. The heating curve was 100 °C for 4 h, and then turned to 150 °C for 10 h. After the solidification is completed, it is naturally cooled to room temperature and demolded to obtain the sample to be tested.
2.3.2. SiC Particle Surface Coupling Agent Modification
- (1)
- Prepare 2 mol/L NaOH solution;
- (2)
- Mix 50 g of SiC particles with a particle size of 1.5 μm with 200 mL of NaOH solution, and stir at 40 °C for 2 h;
- (3)
- Centrifuge the solution and wash it with deionized water several times until the pH value of the solution is 7, and dry after the last centrifugation.
- (1)
- Prepare 400 mL of solution according to the volume ratio of ethanol to ultrapure water of 19:1, pour it into a flask, weigh 50 g of SiC particles dried at 80 °C for 6 h, add them to the flask, and stir at a constant temperature of 60 °C for 10 min to make the SiC particles fully dispersed in solvent;
- (2)
- Drop 2.5 g of silane coupling agent KH-560 into the SiC/ethanol/water solution, and stir at a constant temperature of 60 °C for 6 h to fully react;
- (3)
- Pour the solution into a plastic reagent bottle, use a centrifuge to separate the SiC particles from the solvent, take it out, dry it at 50 °C for 8 h, and grind it with an agate mortar for use.
2.4. Preparation of Samples for Partial Discharge Testing
2.4.1. Equipment for Partial Discharge Testing
2.4.2. Test Circuit and Experiment Platform
2.5. Test Method of Partial Discharge Initial Voltage
2.5.1. Preparation of Samples
2.5.2. Test Method for Partial Discharge
3. Experimental Results and Discussion
3.1. Partial Discharge Initial Voltage of SiC/EP Composites
3.2. Partial Discharge Initial Voltage of Micro-Nano Compounding Composites
4. Conclusions
- (1)
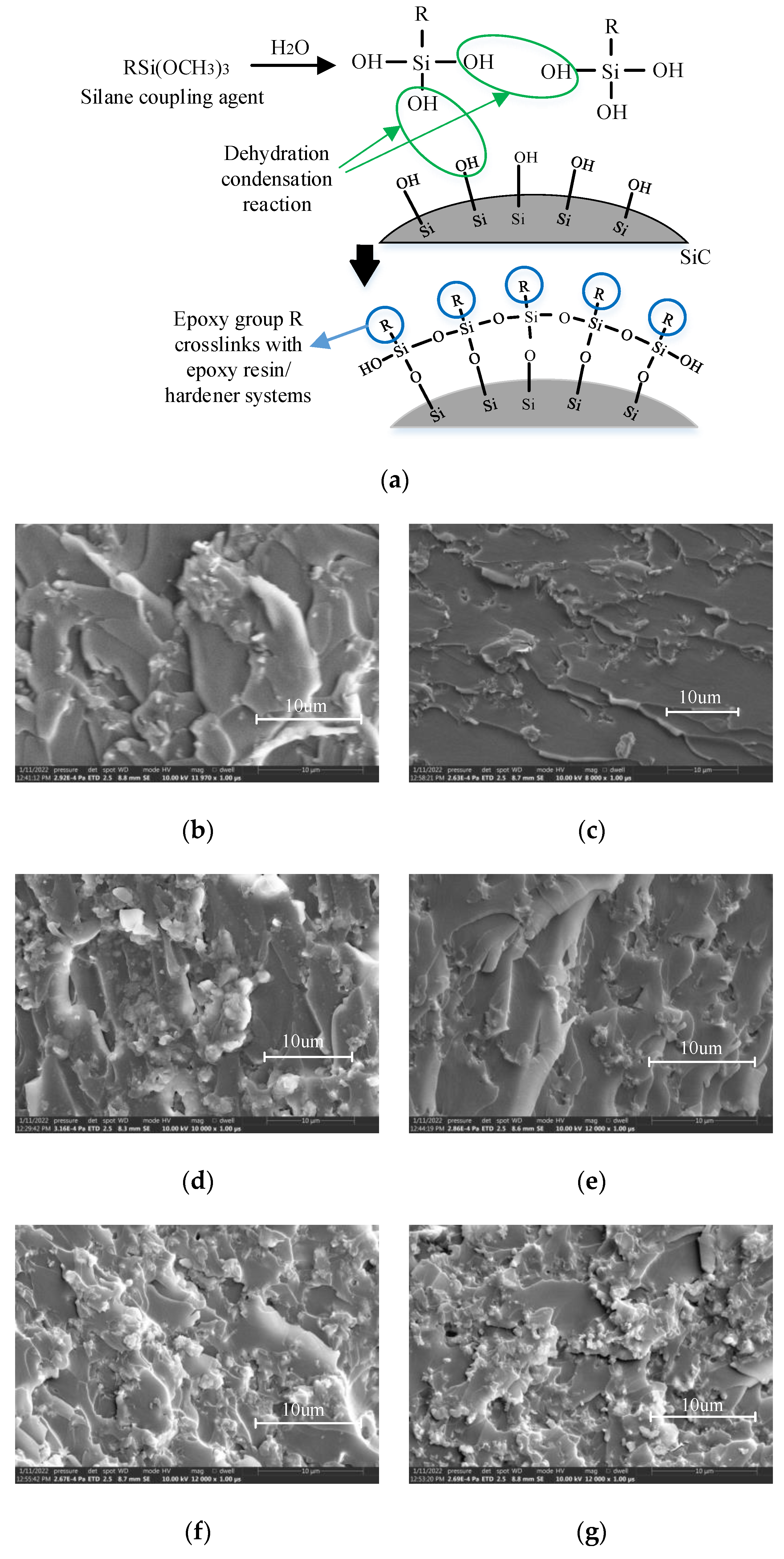
- The surface modification of micron SiC particles by the method of secondary treatment of KH560 coupling agent after alkaline washing could improve the bonding degree between fillers and epoxy polymer matrix, reduce interfacial air gap defects, and increase the density of composite materials. Thus, the PDIV of composite materials was increased. After the SiC surface was modified with silane coupling agent, the polar groups of coupling agent molecules were introduced into the SiC/EP composite materials, thereby increasing the dielectric constant of composite materials.
- (2)
- The compounding of micro-nano SiC particles can significantly improve the PDIV of SiC/EP composites. Due to the large specific surface area of the nanoparticles, a nanoscale effect was produced, and a shell-core structure was generated inside the composite materials. The interface between the shells raised the barrier height of carrier migration and introduced deep traps, thus hindering the movement of carriers in the composite materials, and the PDIV of composite materials finally increased.
- (3)
- Under different total filling ratios of fillers, the optimal ratio of micro-nano particles is different. For 20 wt% SiC/EP composites, the optimal ratio of micro-nanoparticles is 18.5 wt% micron particles and 1.5 wt% nanoparticles, and for 30 wt% SiC/EP composites, the optimal ratio of micro-nanoparticles is 29.5 wt% micron particles and 0.5 wt% nanoparticles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, C.; Yu, L.; Xu, Y.; Wang, W.; Wang, S.; Wang, P. Partial Discharge Localization inside Transformer Windings via Fiber-Optic Acoustic Sensor Array. IEEE Trans. Power Deliv. 2018, 34, 1251–1260. [Google Scholar] [CrossRef]
- Xing, Y.; Chen, Y.; Chi, J.; Zheng, J.; Zhu, W.; Wang, X. Molecular Dynamics Simulation of Cracking Process of Bisphenol F Epoxy Resin under High-Energy Particle Impact. Polymers 2021, 13, 4339. [Google Scholar] [CrossRef] [PubMed]
- Mardiana, R.; Su, C.Q. Partial discharge location in power cables using a phase difference method. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 1738–1746. [Google Scholar] [CrossRef]
- Baboraik, A.; Usachev, A. New model of explanation for phase angle pattern of online partial discharge measurement in winding insulation of turbine generator. J. Electr. Eng. 2021, 72, 66–77. [Google Scholar] [CrossRef]
- Katayama, J.; Ohki, Y.; Fuse, N.; Kozako, M.; Tanaka, T. Effects of nanofiller materials on the dielectric properties of epoxy nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2013, 20, 157–165. [Google Scholar] [CrossRef]
- Bian, X.; Tuo, R.; Yang, W.; Zhang, Y.; Xie, Q.; Zha, J.; Jun, L.; He, S. Mechanical, Thermal, and Electrical Properties of BN-Epoxy Composites Modified with Carboxyl-Terminated Butadiene Nitrile Liquid Rubber. Polymers 2019, 11, 1548. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.; Okamoto, K.; Ohki, Y.; Tanaka, T. The role of nano and micro particles on partial discharge and breakdown strength in epoxy composites. IEEE Trans. Dielectr. Electr. Insul. 2011, 18, 675–681. [Google Scholar] [CrossRef]
- Li, Z.; Okamoto, K.; Ohki, Y.; Tanaka, T. Effects of nano-filler addition on partial discharge resistance and dielectric breakdown strength of Micro-Al2O3Epoxy composite. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 653–661. [Google Scholar] [CrossRef]
- Roy, M.; Nelson, J.K.; MacCrone, R.K.; Schadler, L.S.; Reed, C.W.; Keefe, R. Polymer nanocomposite dielectrics-the role of the interface. IEEE Trans. Dielectr. Electr. Insul. 2005, 12, 629–643. [Google Scholar] [CrossRef]
- Fuse, N.; Ohki, Y.; Kozako, M.; Tanaka, T. Possible mechanisms of superior resistance of polyamide nanocomposites to partial discharges and plasmas. IEEE Trans. Dielectr. Electr. Insul. 2008, 15, 161–169. [Google Scholar] [CrossRef]
- Zhang, C.-H.; Huang, C.-H.; Liu, W.-R. Structural Design of Three-Dimensional Graphene/Nano Filler (Al2O3, BN, or TiO2) Resins and Their Application to Electrically Conductive Adhesives. Polymers 2019, 11, 1713. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheng, Y.J.; Yu, G. The Research of Interface Microdomain and Corona-Resistance Characteristics of Micro-Nano-ZnO/LDPE. Polymers 2020, 12, 563. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Donzel, L.; Greuter, F.; Christen, T. Nonlinear resistive electric field grading Part 2: Materials and applications. IEEE Electr. Insul. Mag. 2011, 27, 18–29. [Google Scholar] [CrossRef]
- Hu, H.; Zhang, X.; Zhang, D.; Gao, J.; Hu, C.; Wang, Y. Study on the Nonlinear Conductivity of SiC/ZnO/Epoxy Resin Micro- and Nanocomposite Materials. Materials 2019, 12, 761. [Google Scholar] [CrossRef] [Green Version]
- Liang, H.; Du, B.; Li, J.; Li, Z.; Li, A. Effects of non-linear conductivity on charge trapping and de-trapping behaviours in epoxy/SiC composites under DC stress. IET Sci. Meas. Technol. 2017, 12, 83–89. [Google Scholar] [CrossRef]
- Han, Y.; Li, S.; Frechette, M.; Min, D. Nonlinear conductivity of polymer nanocomposites: A study on epoxy resin/silicon carbide materials. IEEE Nanotechnol. Mag. 2018, 12, 23–32. [Google Scholar] [CrossRef]
- Huang, X.; Zheng, Y.; Jiang, P.; Yin, Y.I. Influence of nanoparticle surface treatment on the electrical properties of cycloaliphatic epoxy nanocomposites. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 635–643. [Google Scholar] [CrossRef]
- Chisholm, N.; Mahfuz, H.; Rangari, V.K.; Ashfaq, A.; Jeelani, S. Fabrication and mechanical characterization of carbon/SiC-epoxy nanocomposites. Compos. Struct. 2005, 67, 115–124. [Google Scholar] [CrossRef]
- Chi, Q.G.; Cui, S.; Zhang, T.D.; Yang, M.; Chen, Q.G. SiC/SiO2 filler reinforced EP composite with excellent nonlinear conductivity and high breakdown strength. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 535–541. [Google Scholar] [CrossRef]
- Tanaka, T.; Matsuo, Y.; Uchida, K. Partial Discharge Endurance of Epoxy/SiC Nanocomposite. In Proceedings of the Conference on Electrical Insulation & Dielectric Phenomena, Quebec, Canada, 26–29 October 2008; IEEE: Piscataway, NJ, USA. [Google Scholar]
- Sarathi, R.; Sahoo, A.; Chen, Y.; Cheng, Y.; Tanaka, T. Understanding surface discharge activity with epoxy silicon carbide nanocomposites. Polym. Eng. Sci. 2017, 57, 1349–1355. [Google Scholar] [CrossRef]
- Kim, K.; Kim, M.; Kim, J.; Kim, J. Magnetic filler alignment of paramagnetic Fe3O4 coated SiC/epoxy composite for thermal conductivity improvement. Ceram. Int. 2015, 41, 12280–12287. [Google Scholar] [CrossRef]
- Gu, J.; Zhang, Q.; Tang, Y.; Zhang, J.; Kong, J.; Dang, J.; Zhang, H.; Wang, X. Studies on the preparation and effect of the mechanical properties of titanate coupling reagent modified β-Sic whisker filled celluloid nano-composites. Surf. Coat. Technol. 2008, 202, 2891–2896. [Google Scholar] [CrossRef]
- Gu, J.; Zhang, Q.; Dang, J.; Zhang, J.; Chen, S. Preparation and mechanical properties researches of silane coupling reagent modified β-silicon carbide filled epoxy composites. Polym. Bull. 2009, 62, 689–697. [Google Scholar] [CrossRef]
- Prabhakaran, K.; James, J.; Pavithran, C. Surface modification of SiC powders by hydrolysed aluminium coating. J. Eur. Ceram. Soc. 2003, 23, 379–385. [Google Scholar] [CrossRef]
- Yuan, Z.; Yu, J.; Rao, B.; Bai, H.; Jiang, N.; Gao, J.; Lu, S. Enhanced thermal properties of epoxy composites by using hyperbranched aromatic polyamide grafted silicon carbide whiskers. Macromol. Res. 2014, 22, 405–411. [Google Scholar] [CrossRef]
- Hashim, Z.; Lau, K.Y.; Tan, C.W.; Ching, K.Y. Simulation of nanodielectrics: Nanoparticle and interphase effects on electric field distributions. IET Nano Dielectr. 2020, 3, 1–9. [Google Scholar] [CrossRef]
- Koo, J.W.; Kim, Y.; Hwang, K.; Kim, J.H.; Lee, J.Y. Synthesis of Poly(methyl methacrylate-co-butyl acrylate)/Perfluorosilyl Methacrylate Core-Shell Nanoparticles: Novel Approach for Optimization of Coating Process. Polymers 2018, 10, 1186. [Google Scholar]
- Song, X.; Xue, X.; Qi, W.; Zhang, J.; Zhou, Y.; Yang, W.; Zhang, Y.; Shen, B.; Lin, J.; Bian, X. Research on the Compound Optimization Method of the Electrical and Thermal Properties of SiC/EP Composite Insulating Material. Polymers 2021, 13, 3369. [Google Scholar] [CrossRef]
- Andritsch, T.; Fabiani, D.; Vazquez, I.R. Nanodielectrics-examples of preparation and microstructure. IEEE Electr. Insul. Mag. 2013, 29, 21–28. [Google Scholar] [CrossRef]
- Lewis, T.J. Interfaces are the dominant feature of dielectrics at the nanometric level. IEEE Trans. Dielectr. Electr. Insul. 2004, 11, 739–753. [Google Scholar] [CrossRef]
- Li, S.; Yin, G.; Chen, G.; Li, J.; Bai, S.; Zhong, L.; Zhang, Y.; Lei, Q. Short-term breakdown and long-term failure in nanodielectrics: A review. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 1523–1535. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Yin, G.; Bai, S.; Li, J. A new potential barrier model in epoxy resin nanodielectrics. IEEE Trans. Dielectr. Electr. Insul. 2011, 18, 1535–1543. [Google Scholar] [CrossRef]
- Tanaka, T.; Kozako, M.; Fuse, N.; Ohki, Y. Proposal of a Multi-core Model for Polymer Nanocomposite Dielectrics. IEEE Trans. Dielectr. Electr. Insul. 2005, 12, 669–681. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Name | Material Properties | Manufacturer |
|---|---|---|---|
| 1 | Epoxy resin E51 | Epoxy value 0.48~0.54 eq/100 g Viscosity | Shanghai Xiongrun Resin Co. |
| 2 | Methylcyclohexene-1,2-dicarboxylic anhydride (curing agent) | Analysis pure | TCI (Shanghai) Kasei Industrial Development Co. |
| 3 | 2,4,6-Tris(dimethylaminomethyl)phenol (accelerator) | Analysis pure | TCI (Shanghai) Kasei Industrial Development Co. |
| 4 | Silicon carbide (β-SiC) | Particle size: 1.5 μm | Qinhuangdao Yino Company |
| 5 | Silicon carbide | Particle size: 50 nm | Qinhuangdao Yino Company |
| 6 | γ-(2,3-epoxypropoxy) propyltrimethoxysilane (KH-560) | Purity >98% | Aladdin Technology Shanghai |
| 7 | Anhydrous ethanol | Analysis pure | Beijing Inokai Technology Co. |
| 8 | NaOH | ≥99% | Beijing Inokai Technology Co. |
| Number | Name | Model | Manufacturers |
|---|---|---|---|
| 1 | Blast Drying Ovens | 101-2AB | Tianjin Teste Instruments |
| 2 | Mechanical Mixers | Nanostar 7.5 Digital | IKA Germany |
| 3 | Electronic Scales | BSM-223 | Beijing Xijie Balance Instruments |
| 4 | Infrared Spectroscopy | Invenio S | BRUKER Corporation, USA |
| 6 | Constant Temperature Oil Baths | DZKW-4 | Beijing Zhongxingweiye Instruments |
| 7 | Electronic Density Tester | MH-300a | Un Long Corporation |
| 8 | Broadband Dielectric Spectroscopy | Concept 80 | Novocontrol, Germany |
| 9 | Scanning Electron Microscope | Quanta 200 Feg | Fei USA, Inc. |
| 10 | Centrifuges | MD550A | Shanghai Merrick Instruments Co. |
| 11 | Magnetic Stirrers | MS-H-Pro+ | Beijing DRAGON LAB Company |
| Number | Mass Fraction of m-SiC | Mass Fraction of n-SiC | Serial Number |
|---|---|---|---|
| 1 | 19.5 wt% | 0.5 wt% | 19.5M/0.5N/SiC/EP |
| 2 | 19 wt% | 1 wt% | 19M/1N/SiC/EP |
| 3 | 18.5 wt% | 1.5 wt% | 18.5M/1.5N/SiC/EP |
| 4 | 18 wt% | 2 wt% | 18M/2N/SiC/EP |
| 5 | 17.5 wt% | 2.5 wt% | 17.5M/2.5N/SiC/EP |
| 6 | 29.5 wt% | 0.5 wt% | 29.5M/0.5N/SiC/EP |
| 7 | 29 wt% | 1 wt% | 29M/1N/SiC/EP |
| 8 | 28.5 wt% | 1.5 wt% | 28.5M/1.5N/SiC/EP |
| 9 | 28 wt% | 2 wt% | 28M/2N/SiC/EP |
| 10 | 27.5 wt% | 2.5 wt% | 27.5M/2.5N/SiC/EP |
| Number | Name | Model | Manufacturer |
|---|---|---|---|
| 1 | Signal generator | AFG3022C | Tektronix Co. LTD |
| 2 | Voltage amplifier | AMPS | Matsusada Co. LTD |
| 3 | Oscilloscope | MSO44 | Tektronix Co. LTD |
| 4 | Coupling capacitor | TAWF-50kV/800pF | Wuhan Xigao Electric Co., LTD |
| 5 | Digital PD meter | MPD 600 | OMICRON Co. LTD |
| 6 | Fiber optic bus controller | MCU502 | OMICRON Co. LTD |
| 7 | Charge calibrator | CAL 542 | OMICRON Co. LTD |
| 8 | Detecting impedance | CPL 542 | OMICRON Co. LTD |
| 9 | High voltage probe | PVM-4 | North star Co. LTD |
| Material | Relative Permittivity | Conductivity (S/m) |
|---|---|---|
| SiC particles | 10 | |
| Epoxy resin | 2.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, X.; Yang, W.; Huo, S.; Wang, K.; Wu, Y.; Chen, Y.; Qiao, J.; Shen, B.; Bian, X. Research on Improving the Partial Discharge Initial Voltage of SiC/EP Composites by Utilizing Filler Surface Modification and Nanointerface Interaction. Polymers 2022, 14, 2297. https://doi.org/10.3390/polym14112297
Song X, Yang W, Huo S, Wang K, Wu Y, Chen Y, Qiao J, Shen B, Bian X. Research on Improving the Partial Discharge Initial Voltage of SiC/EP Composites by Utilizing Filler Surface Modification and Nanointerface Interaction. Polymers. 2022; 14(11):2297. https://doi.org/10.3390/polym14112297
Chicago/Turabian StyleSong, Xupeng, Wei Yang, Shouchao Huo, Kun Wang, Yuanyuan Wu, Yun Chen, Jian Qiao, Boyang Shen, and Xingming Bian. 2022. "Research on Improving the Partial Discharge Initial Voltage of SiC/EP Composites by Utilizing Filler Surface Modification and Nanointerface Interaction" Polymers 14, no. 11: 2297. https://doi.org/10.3390/polym14112297