
Internal Gas-Assisted Mold Temperature Control for Improving the Filling Ability of Polyamide 6 + 30% Glass Fiber in the Micro-Injection Molding Process


Abstract
:1. Introduction
2. Experimental Method
3. Simulation Method
4. Results and Discussions
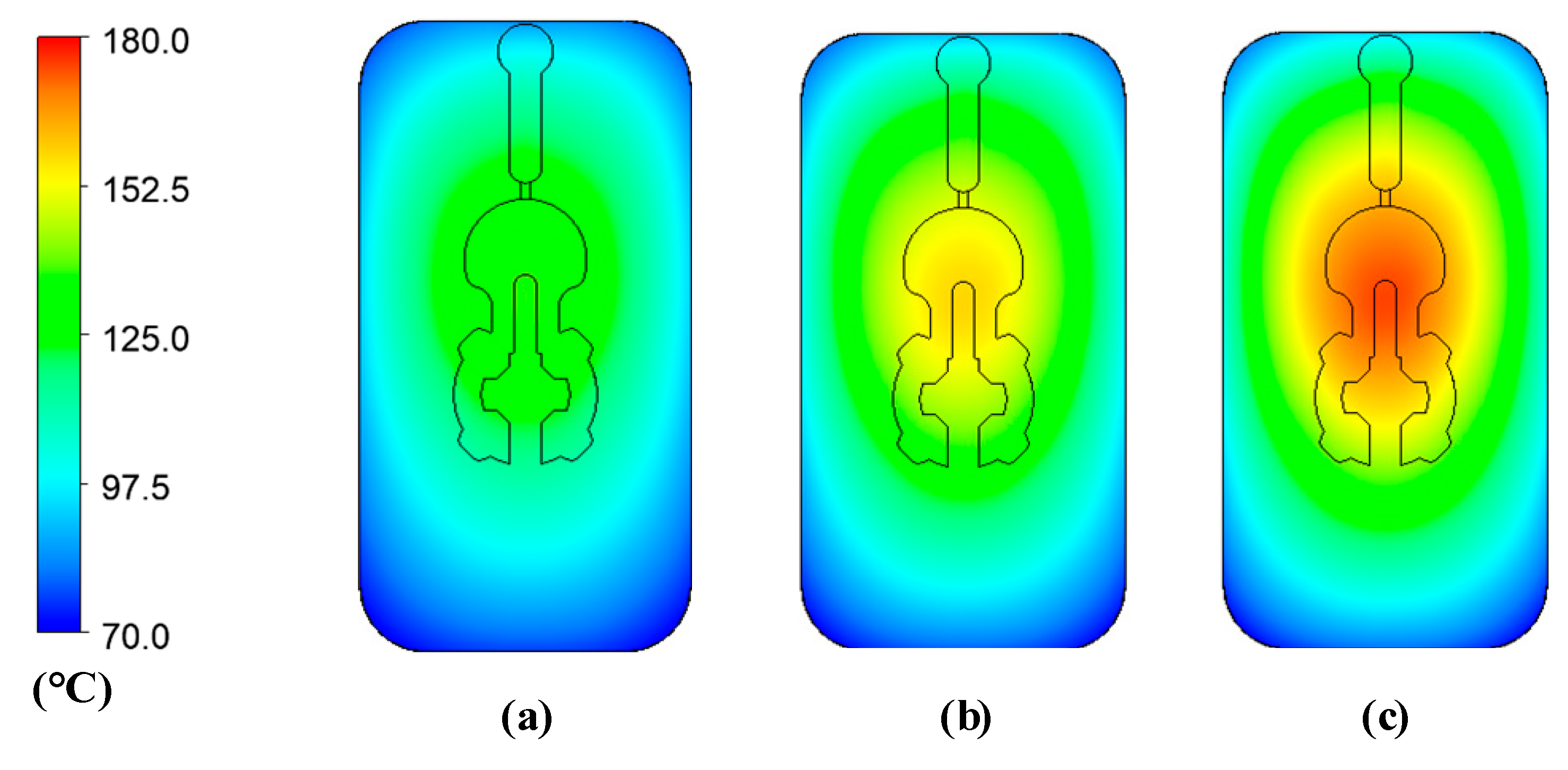
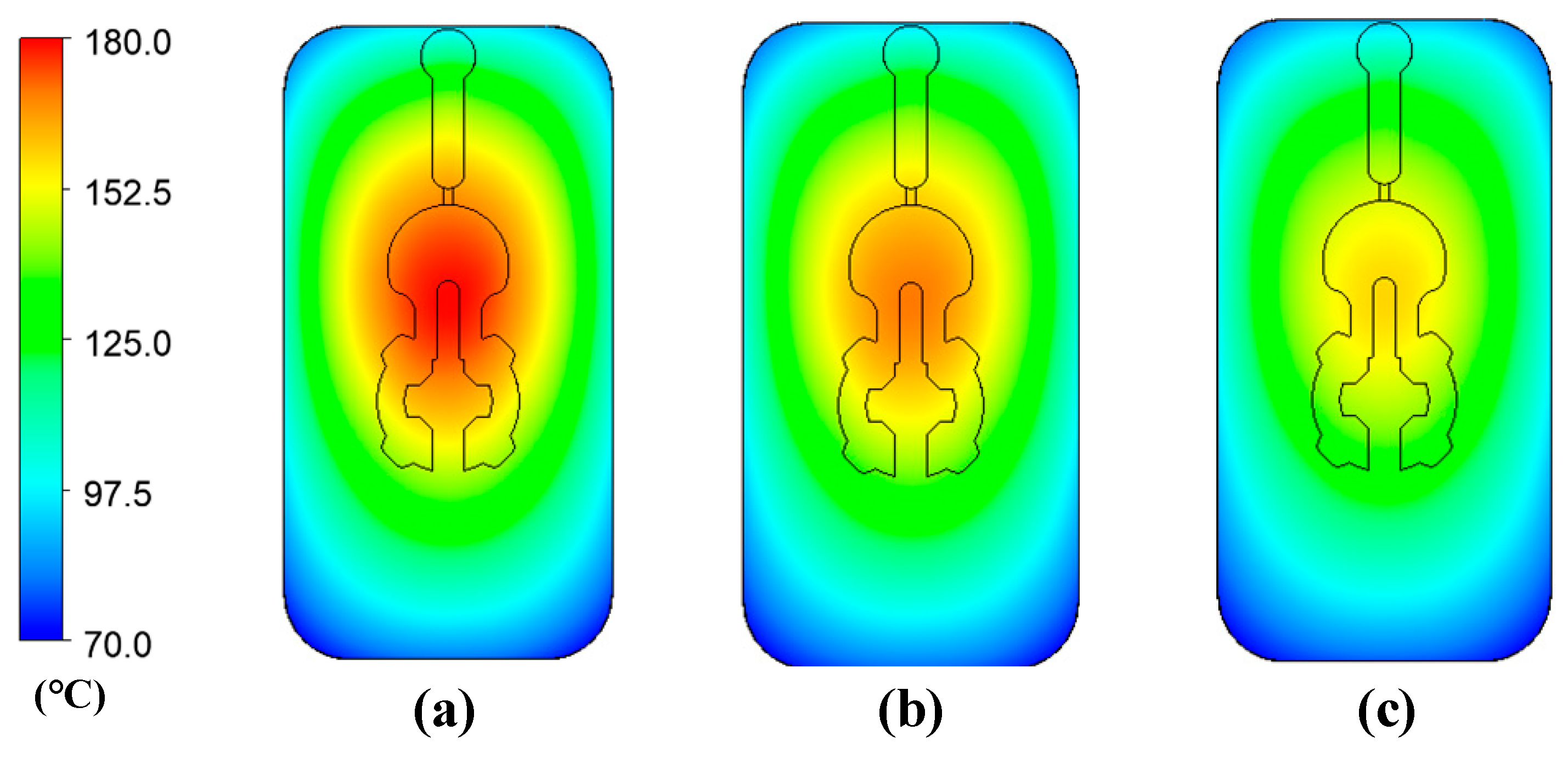
4.1. Effect of Stamp Thickness and Gas Gap on the Heating Process
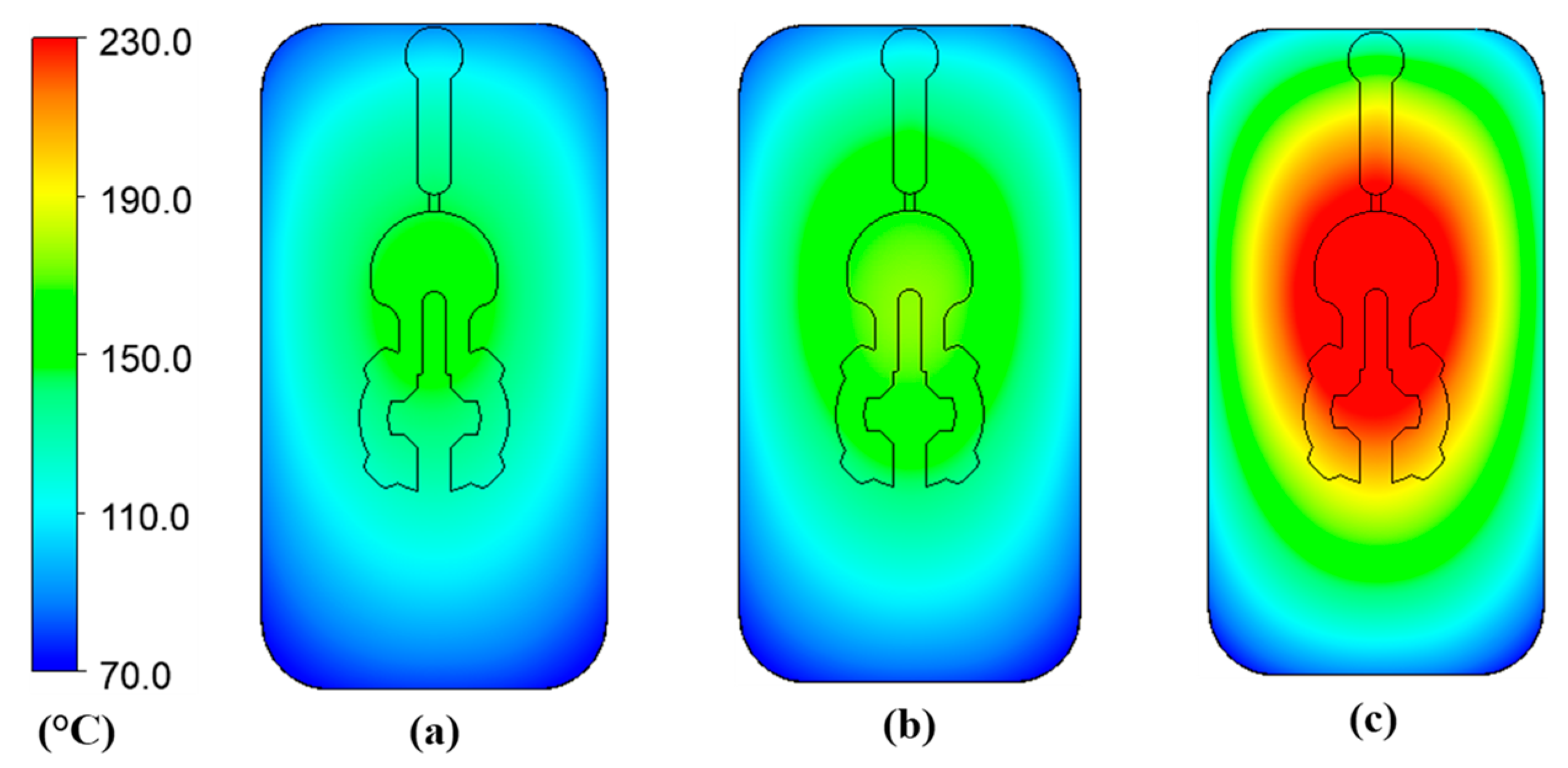
4.2. Effect of the Inlet Temperature on the Heating Process
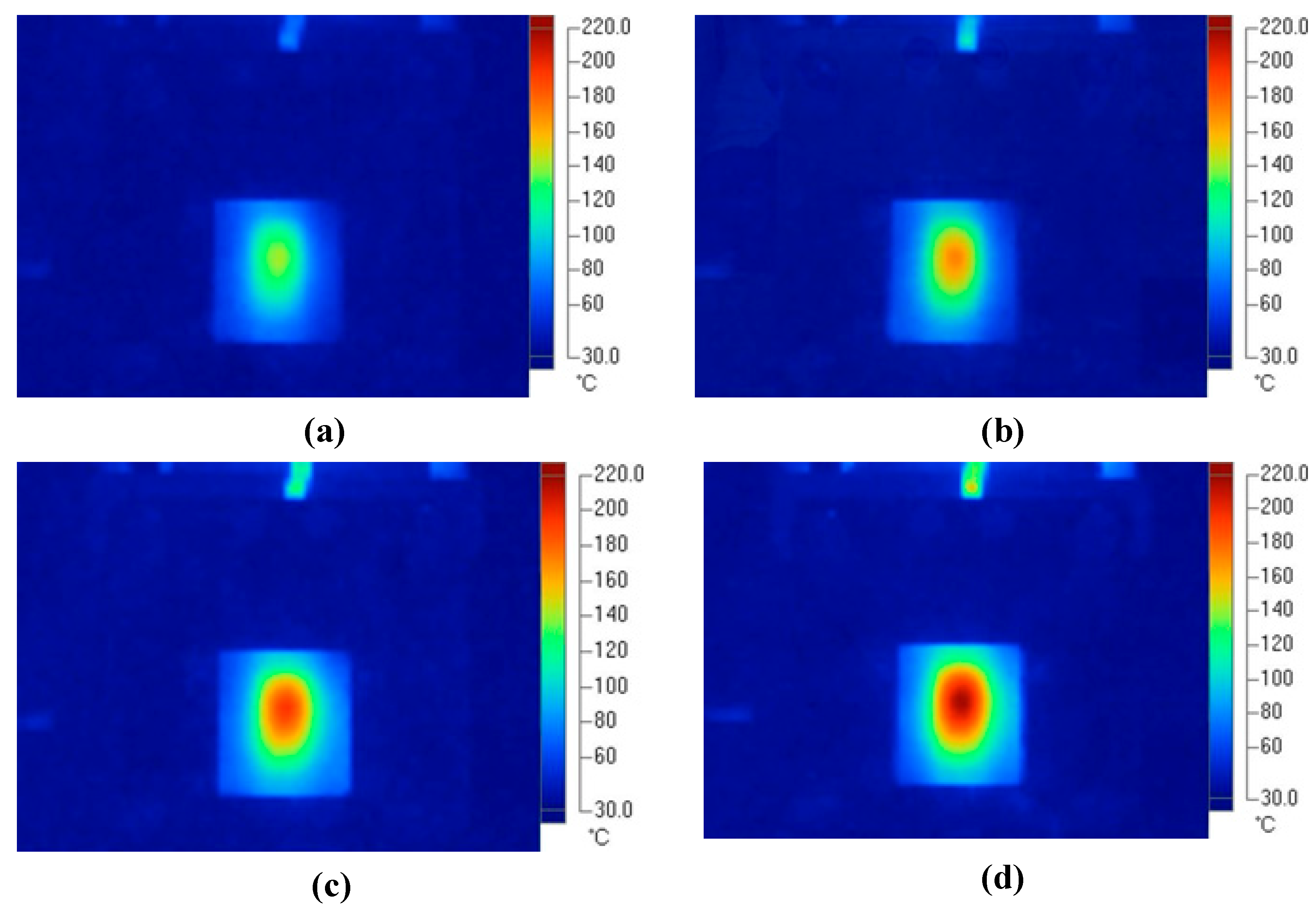
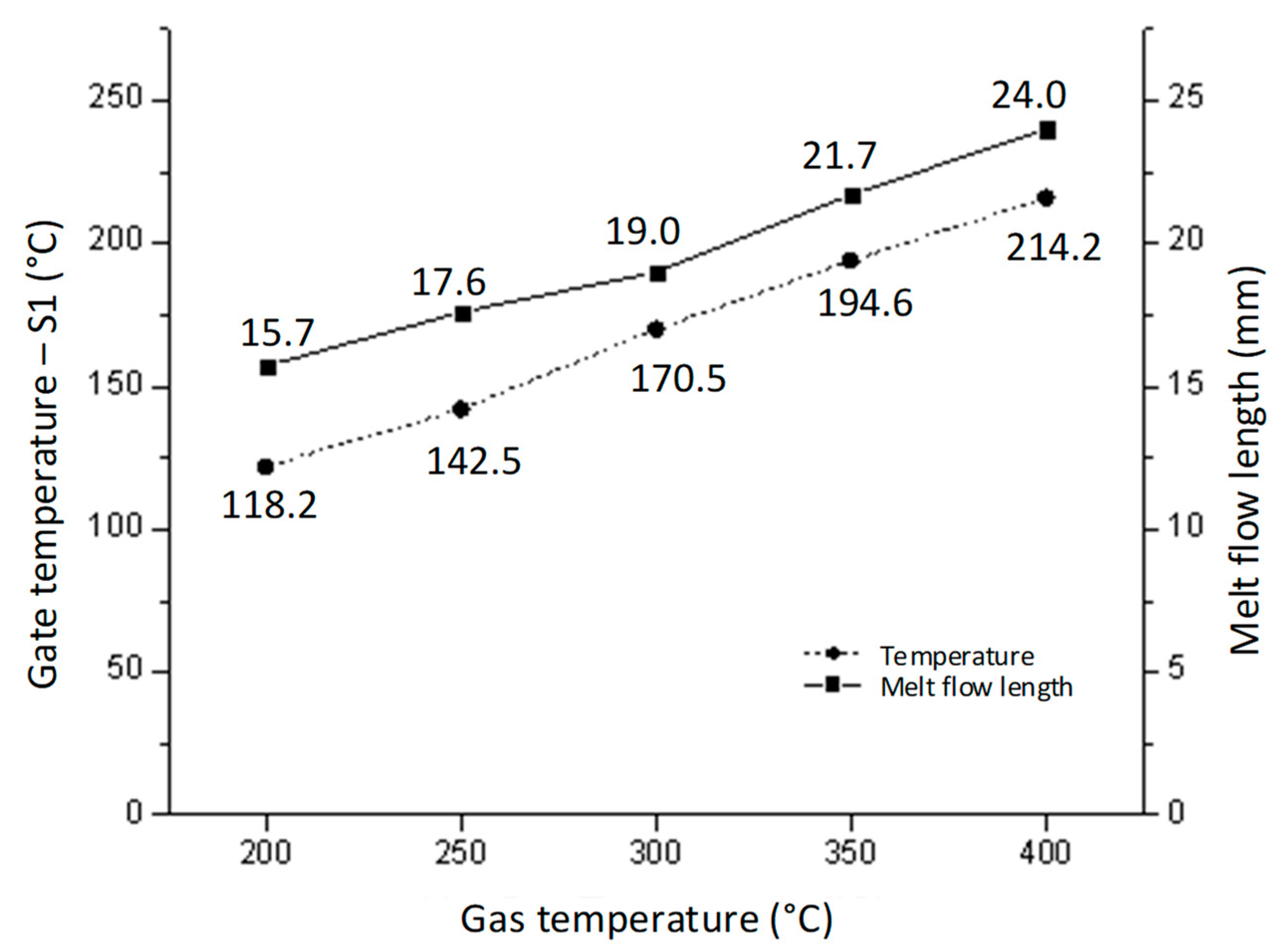
4.3. Improvements to the Filling Process of the Micro-Molding Product Using the In-GMTC
5. Conclusions
- The heating process was clearly affected by the stamp thickness. A thinner stamp provided a higher heating rate with a small heating area; however, a thicker stamp provided a better temperature distribution with a large heating area.
- Similarly, along with stamp thickness, the distance between the gas gate and the heating surface also affected the heating rate and the temperature distribution. The smaller this gap was, the more suitable the application for smaller heating areas with higher heating rates.
- The heating process using the In-GMTC was predicted fairly accurately using the ANSYS software with the CFX module.
- The use of the In-GMTC for a real molding cycle demonstrated that the melt flow length improved significantly when the In-GMTC was used at the melt gate. The temperature distribution at the core plate was determined using an infrared camera. Only the gate area was heated, while the other areas were maintained at the same temperature. In general, a complete cavity fill could be achieved with a gas temperature of 400° and a 20 s heating time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, X.; Liao, T.; Yang, X.; Coates, P.; Whiteside, B.; Barker, D.; Thompson, G.; Jiang, Z.; Men, Y. Mold Temperature- and Molar Mass-Dependent Structural Formation in Micro-Injection Molding of Isotactic Polypropylene. Polymer 2022, 248, 124797. [Google Scholar] [CrossRef]
- González-Balderas, R.M.; Felix, M.; Bengoechea, C.; Guerrero, A.; Orta Ledesma, M.T. Influence of Mold Temperature on the Properties of Wastewater-Grown Microalgae-Based Plastics Processed by Injection Molding. Algal Res. 2020, 51, 102055. [Google Scholar] [CrossRef]
- Bianchi, M.F.; Gameros, A.A.; Axinte, D.A.; Lowth, S.; Cendrowicz, A.M.; Welch, S.T. On the Effect of Mould Temperature on the Orientation and Packing of Particles in Ceramic Injection Moulding. J. Eur. Ceram. Soc. 2019, 39, 3194–3207. [Google Scholar] [CrossRef]
- Gülçür, M.; Romano, J.-M.; Penchev, P.; Gough, T.; Brown, E.; Dimov, S.; Whiteside, B. A Cost-Effective Process Chain for Thermoplastic Microneedle Manufacture Combining Laser Micro-Machining and Micro-Injection Moulding. CIRP J. Manuf. Sci. Technol. 2021, 32, 311–321. [Google Scholar] [CrossRef]
- Chen, H.-L.; Chen, S.-C.; Liao, W.-H.; Chien, R.-D.; Lin, Y.-T. Effects of Insert Film on Asymmetric Mold Temperature and Associated Part Warpage during In-Mold Decoration Injection Molding of PP Parts. Int. Commun. Heat Mass Transf. 2013, 41, 34–40. [Google Scholar] [CrossRef]
- Liou, G.-Y.; Su, C.-W.; Huang, P.-W.; Hwang, S.-J.; Huang, C.-T.; Peng, H.-S. Fabrication and Property Characterization of Long-Glass-Fiber-Reinforced Polypropylene Composites Processed Using a Three-Barrel Injection Molding Machine. Polymers 2022, 14, 1251. [Google Scholar] [CrossRef]
- Huang, C.-T.; Lin, T.-W.; Jong, W.-R.; Chen, S.-C. A Methodology to Predict and Optimize Ease of Assembly for Injected Parts in a Family-Mold System. Polymers 2021, 13, 3065. [Google Scholar] [CrossRef]
- Jong, W.-R.; Chen, H.-T.; Lin, Y.-H.; Chen, Y.-W.; Li, T.-C. The Multi-Layered Job-Shop Automatic Scheduling System of Mould Manufacturing for Industry 3.5. Comput. Ind. Eng. 2020, 149, 106797. [Google Scholar] [CrossRef]
- Modoni, G.E.; Stampone, B.; Trotta, G. Application of the Digital Twin for in Process Monitoring of the Micro Injection Moulding Process Quality. Comput. Ind. 2022, 135, 103568. [Google Scholar] [CrossRef]
- Fantoni, G.; Tosello, G.; Gabelloni, D.; Hansen, H.N. Modelling Injection Moulding Machines for Micro Manufacture Applications through Functional Analysis. Procedia CIRP 2012, 2, 107–112. [Google Scholar] [CrossRef]
- Li, D.; Zhang, Y.; Liu, Y.; Regi, F.; Brix Doest, M.E.; Tosello, G. Injection Moulding of Mechanical Micro-Manufactured Structures for Optically Encoding Plastic Surfaces. Opt. Mater. 2022, 123, 111822. [Google Scholar] [CrossRef]
- Zhang, L.; Zolfaghari, A.; Zhou, W.; Shu, Y.; Yi, A.Y. Flexible Metallic Mold Based Precision Compression Molding for Replication of Micro-Optical Components onto Non-Planar Surfaces. Precis. Eng. 2022, 76, 149–159. [Google Scholar] [CrossRef]
- Speranza, V.; Liparoti, S.; Pantani, R.; Titomanlio, G. Prediction of Morphology Development within Micro–Injection Molding Samples. Polymer 2021, 228, 123850. [Google Scholar] [CrossRef]
- Peixoto, C.; Valentim, P.T.; Sousa, P.C.; Dias, D.; Araújo, C.; Pereira, D.; Machado, C.F.; Pontes, A.J.; Santos, H.; Cruz, S. Injection Molding of High-Precision Optical Lenses: A Review. Precis. Eng. 2022, 76, 29–51. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, N. Polymer Micro Injection Molding. Ref. Modul. Mater. Sci. Mater. Eng. 2021. [Google Scholar] [CrossRef]
- Trotta, G.; Stampone, B.; Fassi, I.; Tricarico, L. Study of Rheological Behaviour of Polymer Melt in Micro Injection Moulding with a Miniaturized Parallel Plate Rheometer. Polym. Test. 2021, 96, 107068. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Yu, P.; Dargusch, M.; StJohn, D.; Qian, M. Metal Injection Moulding of Surgical Tools, Biomaterials and Medical Devices: A Review. Powder Technol. 2020, 364, 189–204. [Google Scholar] [CrossRef]
- Liparoti, S.; Speranza, V.; Titomanlio, G.; Pantani, R. Effect of Rapid Mold Heating on the Structure and Performance of Injection-Molded Polypropylene. Polymers 2020, 12, 341. [Google Scholar] [CrossRef] [Green Version]
- Liparoti, S.; Speranza, V.; Pantani, R. Replication of Micro- and Nanofeatures in Injection Molding of Two PLA Grades with Rapid Surface-Temperature Modulation. Materials 2018, 11, 1442. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Yilmaz, G.; Han, G.; Eriten, M.; Zhang, Z.; Yu, S.; Shi, M.; Yan, H.; Yang, W.; Xie, P.; et al. A Quick Response and Tribologically Durable Graphene Heater for Rapid Heat Cycle Molding and Its Applications in Injection Molding. Appl. Therm. Eng. 2020, 167, 114791. [Google Scholar] [CrossRef]
- Xiao, C.-L.; Huang, H.-X.; Yang, X. Development and Application of Rapid Thermal Cycling Molding with Electric Heating for Improving Surface Quality of Microcellular Injection Molded Parts. Appl. Therm. Eng. 2016, 100, 478–489. [Google Scholar] [CrossRef]
- Poszwa, P.; Muszyński, P.; Mrozek, K.; Zielinski, M.; Gessner, A.; Kowal, M. Investigation of the Strength of Plastic Parts Improved with Selective Induction Heating. Polymers 2021, 13, 4293. [Google Scholar] [CrossRef] [PubMed]
- Minh, P.S.; Le, M.-T. Improving the Melt Flow Length of Acrylonitrile Butadiene Styrene in Thin-Wall Injection Molding by External Induction Heating with the Assistance of a Rotation Device. Polymers 2021, 13, 2288. [Google Scholar] [CrossRef] [PubMed]
- Muszyński, P.; Poszwa, P.; Gessner, A.; Mrozek, K. Application of Selective Induction Heating for Improvement of Mechanical Properties of Elastic Hinges. Materials 2021, 14, 2543. [Google Scholar] [CrossRef]
- Sánchez, R.; Martinez, A.; Mercado, D.; Carbonel, A.; Aisa, J. Rapid Heating Injection Moulding: An Experimental Surface Temperature Study. Polym. Test. 2021, 93, 106928. [Google Scholar] [CrossRef]
- Chen, S.-C.; Minh, P.S.; Chang, J.-A.; Huang, S.-W.; Huang, C.-H. Mold Temperature Control Using High-Frequency Proximity Effect Induced Heating. Int. Commun. Heat Mass Transf. 2012, 39, 216–223. [Google Scholar] [CrossRef]
- Yao, D.; Kimerling, T.E.; Kim, B. High-Frequency Proximity Heating for Injection Molding Applications. Polym. Eng. Sci. 2006, 46, 938–945. [Google Scholar] [CrossRef]
- Chen, S.-C.; Lin, C.-Y.; Chang, J.-A.; Minh, P.S. Gas-Assisted Heating Technology for High Aspect Ratio Microstructure Injection Molding. Adv. Mech. Eng. 2013, 5, 282906. [Google Scholar] [CrossRef] [Green Version]
- Minh, P.S.; Do, T.T.; Uyen, T.M.T. The Feasibility of External Gas-Assisted Mold-Temperature Control for Thin-Wall Injection Molding. Adv. Mech. Eng. 2018, 10. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.-C.; Minh, P.S.; Chang, J.-A. Gas-Assisted Mold Temperature Control for Improving the Quality of Injection Molded Parts with Fiber Additives. Int. Commun. Heat Mass Transf. 2011, 38, 304–312. [Google Scholar] [CrossRef]
- Chen, S.-C.; Chien, R.-D.; Lin, S.-H.; Lin, M.-C.; Chang, J.-A. Feasibility Evaluation of Gas-Assisted Heating for Mold Surface Temperature Control during Injection Molding Process. Int. Commun. Heat Mass Transf. 2009, 36, 806–812. [Google Scholar] [CrossRef]
- Chen, S.C.; Chang, J.A.; Hsu, W.Y.; Huang, S.W. Improvement of Replication Accuracy of Micro-Featured Molding Using Gas-Assisted Heating for Mold Surface. Microelectron. Eng. 2011, 88, 1594–1600. [Google Scholar] [CrossRef]
- Nian, S.-C.; Huang, M.-S.; Tsai, T.-H. Enhancement of Induction Heating Efficiency on Injection Mold Surface Using a Novel Magnetic Shielding Method. Int. Commun. Heat Mass Transf. 2014, 50, 52–60. [Google Scholar] [CrossRef]
- Chen, S.-C.; Jong, W.-R.; Chang, Y.-J.; Chang, J.-A.; Cin, J.-C. Rapid Mold Temperature Variation for Assisting the Micro Injection of High Aspect Ratio Micro-Feature Parts Using Induction Heating Technology. J. Micromech. Microeng. 2006, 16, 1783–1791. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Properties | Unit | Value |
|---|---|---|---|
| Air | Molecular mass | kg/kmol | 28.96 |
| Density | kg/m3 | 1.185 | |
| Specific heat capacity | J/kg °K | 1004.4 | |
| Dynamic viscosity | kg/ms | 1.831 × 10−5 | |
| Thermal conductivity | W/m°K | 0.0261 | |
| Steel | Molecular mass | kg/kmol | 55.85 |
| Density | kg/m3 | 7854 | |
| Specific heat capacity | J/kg °K | 434 | |
| Thermal conductivity | W/m°K | 60.5 |
| Molding Parameter | Unit | Value |
|---|---|---|
| Injection speed | cm3/s | 33.0 |
| Injection pressure | Bar | 60.0 |
| Injection time | s | 1.0 |
| Packing time | s | 1.5 |
| Packing pressure | Bar | 35.0 |
| Cooling time | s | 15.0 |
| Mold temperature | °C | 50.0 |
| Melt temperature | °C | 265.0 |
| Pre-heating time by In-GMTC | s | 20.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uyen, T.M.T.; Do, T.T.; Minh, P.S. Internal Gas-Assisted Mold Temperature Control for Improving the Filling Ability of Polyamide 6 + 30% Glass Fiber in the Micro-Injection Molding Process. Polymers 2022, 14, 2218. https://doi.org/10.3390/polym14112218
Uyen TMT, Do TT, Minh PS. Internal Gas-Assisted Mold Temperature Control for Improving the Filling Ability of Polyamide 6 + 30% Glass Fiber in the Micro-Injection Molding Process. Polymers. 2022; 14(11):2218. https://doi.org/10.3390/polym14112218
Chicago/Turabian StyleUyen, Tran Minh The, Thanh Trung Do, and Pham Son Minh. 2022. "Internal Gas-Assisted Mold Temperature Control for Improving the Filling Ability of Polyamide 6 + 30% Glass Fiber in the Micro-Injection Molding Process" Polymers 14, no. 11: 2218. https://doi.org/10.3390/polym14112218