
Process-Induced Morphology of Poly(Butylene Adipate Terephthalate)/Poly(Lactic Acid) Blown Extrusion Films Modified with Chain-Extending Cross-Linkers

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Bioplastics. Bioplastics Packaging—Combining Performance with Sustainability. Available online: https://docs.european-bioplastics.org/publications/fs/EUBP_FS_Packging.pdf (accessed on 1 November 2021).
- Suwanamornlert, P.; Kerddonfag, N.; Sane, A.; Chinsirikul, W.; Zhou, W.; Chonhencho, V. Poly(lactic acid)/poly(butylene-succinate-co-adipate) (PLA/PBSA) blend films containing thymol as alternative to synthetic preservatives for active packaging of bread. Food Packag. Shelf Life 2020, 25, 100515. [Google Scholar] [CrossRef]
- Palai, B.; Mohanty, S.; Nayak, S.K. Synergistic effect of polylactic acid (PLA) and Poly(butylene succinate-co-adipate) (PBSA) based sustainable, reactive, super toughened eco-composite blown films for flexible packaging applications. Polym. Test. 2020, 83, 106130. [Google Scholar] [CrossRef]
- McKeen, L.W. Permeability Properties of Plastics and Elastomers, 4th ed.; Plastics Design Library: Chadds Ford, PA, USA, 2016; pp. 41–60. [Google Scholar]
- Wagner, J.R., Jr. Multilayer Flexible Packaging, 2nd ed.; Plastics Design Library: Chadds Ford, PA, USA, 2016; pp. 137–145. [Google Scholar]
- Ashter, S.A. Introduction to Bioplastics Engineering; Plastics Design Library: Chadds Ford, PA, USA, 2016; pp. 179–209. [Google Scholar]
- Cantor, K. Blown Film Extrusion, 2nd ed.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2011. [Google Scholar]
- Rigolin, T.R.; Costa, L.C.; Chinellato, M.A.; Muñoz, P.A.R.; Bettini, S.H.P. Chemical modification of poly(lactic acid) and its use as matrix in poly(lactic acid) poly(butylene adipate-co-terephthalate) blends. Polym. Test. 2017, 63, 542–549. [Google Scholar] [CrossRef]
- Pietrosanto, A.; Scarfato, P.; Maio, L.D.; Incarnato, L. Development of Eco-Sustainable PBAT-Based Blown Films and Performance Analysis for Food Packaging Applications. Materials 2020, 13, 5395. [Google Scholar] [CrossRef]
- Jiang, L.; Wolcott, M.P.; Zhang, J. Study of Biodegradable Polylactide/Poly(butylene adipate-co-terephthalate) Blends. Biomacromolecules 2006, 7, 199–207. [Google Scholar] [CrossRef]
- Jian, J.; Xiangbin, Z.; Xianbo, H. An overview on synthesis, properties and applications of poly(butylene-adipate-co-terephthalate)-PBAT. Adv. Ind. Eng. Polym. Res. 2020, 3, 19–26. [Google Scholar] [CrossRef]
- Lackner, M.; Ivanič, F.; Kováčová, M.; Chodák, I. Mechanical properties and structure of mixtures of poly(butylene-adipate-coterephthalate) (PBAT) with thermoplastic starch (TPS). Int. J. Biobased Plast. 2021, 3, 126–138. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Cividanes, L.S.; Gouveia, R.F.; Lona, L.M.F. An overview on properties and applications of poly(butylene adipate-co-terephthalate)–PBAT based composites. Polym. Eng. Sci. 2019, 59, 7–15. [Google Scholar] [CrossRef] [Green Version]
- Ivanič, F.; Kováčová, M.; Chodák, I. The effect of plasticizer selection on properties of blends poly(butylene adipate-co-terephthalate) with thermoplastic starch. Eur. Polym. J. 2019, 116, 99–105. [Google Scholar] [CrossRef]
- Pietrosanto, A.; Scarfato, P.; Maio, L.D.; Nobile, M.R.; Incarnato, L. Evaluation of the Suitability of Poly(Lactide)/Poly(Butylene-Adipate-co-Terephthalate) Blown Films for Chilled and Frozen Food Packaging Applications. Polymers 2020, 12, 804. [Google Scholar] [CrossRef] [Green Version]
- Chiu, H.T.; Huang, S.Y.; Chen, Y.F.; Kuo, M.T.; Chiang, T.Y.; Chang, C.Y.; Wang, Y.H. Heat Treatment Effects on the Mechanical Properties and Morphologies of Poly (Lactic Acid)/Poly (Butylene Adipate-co-terephthalate) Blends. Int. J. Polym. Sci. 2013, 1, e951696. [Google Scholar] [CrossRef]
- Hongdilokkul, P.; Keeratipinit, K.; Chawthai, S.; Hararak, B.; Seadan, M.; Suttiruengwong, S. A study on properties of PLA/PBAT from blown film process. IOP Conf. Ser. Mater. Sci. Eng. 2015, 87, e012112. [Google Scholar] [CrossRef] [Green Version]
- Kijchavengkul, T.; Auras, R.; Rubino, M.; Selke, S.; Ngouajio, M.; Fernandez, R.T. Biodegradation and hydrolysis rate of aliphatic aromatic polyester. Polym. Degrad. Stab. 2010, 95, 2641–2647. [Google Scholar] [CrossRef]
- Witt, U.; Müller, R.J.; Deckwer, R.W.-D. Biodegradation of Polyester Copolymers Containing Aromatic Compounds. J. Macr. Sci. A 1995, 32, 851–856. [Google Scholar] [CrossRef]
- Tsuji, H. Poly(lactide) Stereocomplexes: Formation, Structure, Properties, Degradation, and Applications. Macromol. Biosci. 2005, 5, 569–597. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Jin, Y.; Kang, K.; Yang, N.; Weng, Y.; Huang, Z.; Men, S. Investigation on compatibility of PLA/PBAT blends modified by epoxy-terminated branched polymers through chemical micro-crosslinking. e-Polymer 2020, 20, 39–54. [Google Scholar] [CrossRef] [Green Version]
- Su, S.; Duhme, M.; Kopitzky, R. Uncompatibilized PBAT/PLA Blends: Manufacturability, Miscibility and Properties. Materials 2020, 13, 4897. [Google Scholar] [CrossRef]
- Al-Itry, R.; Amnawar, K.; Maazouz, A. Improvement of thermal stability, rheological and mechanical properties of PLA, PBAT and their blends by reactive extrusion with functionalized epoxy. Polym. Degr. Stab. 2012, 97, 1898–1914. [Google Scholar] [CrossRef]
- Dong, W.; Zou, B.; Yan, Y.; Ma, P.; Chen, M. Effect of Chain-Extenders on the Properties and Hydrolytic Degradation Behavior of the Poly(lactide)/Poly(butylene adipate-co-terephthalate) Blends. Int. J. Mol. Sci. 2013, 14, 20189–20203. [Google Scholar] [CrossRef] [Green Version]
- Arruda, L.C.; Megaton, M.; Bretas, R.E.S.; Ueki, M.N. Influence of chain extender on mechanical, thermal and morphological properties of blown films of PLA/PBAT blends. Polym. Test. 2015, 43, 27–37. [Google Scholar] [CrossRef]
- Pan, H.; Li, Z.; Yang, J.; Li, X.; Ai, X.; Hao, Y.; Zhang, H.; Dong, L. The effect of MDI on the structure and mechanical properties of poly(lactic acid) and poly(butylene adipate-co-butylene terephthalate) blends. RSC Adv. 2018, 8, 4610–4623. [Google Scholar] [CrossRef] [Green Version]
- Phetwarotai, W.; Zawong, M.; Phusunti, N.; Aht-Ong, D. Toughening and thermal characteristics of plasticized polylactide and poly(butylene adipate-co-terephthalate) blend films: Influence of compatibilization. Int. J. Bio. Macrom. 2021, 183, 346–357. [Google Scholar] [CrossRef] [PubMed]
- Azevedo, J.V.C.; Dorp, E.R.; Hausnerová, B.; Möginger, B. The Effects of Chain-Extending Cross-Linkers on the Mechanical and Thermal Properties of Poly(butylene adipate terephthalate)/Poly(lactic acid) Blown Films. Polymers 2021, 13, 3092. [Google Scholar] [CrossRef] [PubMed]
- BIO-FED Website. TDPG of M·VERA® B5029. Available online: https://bio-fed.com/fileadmin/bio-fed/PDFs/BIO-FED_TDPG_MVERA_B5029_B0155_2019-10-11.pdf (accessed on 27 November 2019).
- SONGWON Website. SONGNOXTM Product Descriptions. Available online: https://www.songwon.com/products/songnox-1680 (accessed on 25 October 2019).
- SpecialChem Webiste. Technical Datasheet of 1,3-Phenylene-bis-oxazoline. Available online: https://polymer-additives.specialchem.com/product/a-evonik-1-3-phenylene-bis-oxazoline (accessed on 25 October 2019).
- Lanxess Website. Technical Datasheet of Stabaxol® P110. Available online: https://add.lanxess.com/fileadmin/product-import/stabaxol_p_110_en_rcr.pdf (accessed on 20 November 2020).
- Nisshinbo ChemWebiste. Hydrolysis Stabilizer for Polyesters Including Biodegradable Resin. Available online: https://www.nisshinbo-chem.co.jp/english/products/carbodilite/poly.html (accessed on 25 October 2019).
- Dil, E.J.; Carreau, P.J.; Favis, B.D. Morphology, Miscibility and Continuity Development in Poly(lactic acid)/Poly(butylene adipate-co-terephthalate) Blends. Polymer 2015, 68, 202–212. [Google Scholar] [CrossRef]
- Standau, T.; Zhao, C.; Castellón, S.V.; Bonten, C.; Altstädt, V. Chemical Modification and Foam Processing of Polylactide (PLA). Polymers 2019, 11, 306. [Google Scholar] [CrossRef] [Green Version]
- Yuniarto, K.; Purwanto, Y.A.; Purwanto, S.; Welt, B.A.; Purwadaria, H.K.; Sunarti, T.C. Infrared and Raman Studies on Polylactide Acid and Polyethylene Glycol-400 Blend. AIP Conf. Proc. 2016, 1725, 020101. [Google Scholar] [CrossRef] [Green Version]
- Wu, A.; Huang, J.; Fan, R.; Xu, P.; Liu, G.; Li, S.Y. Effect of blending procedures and reactive compatibilizers on the properties of biodegradable poly(butylene adipate-co-terephthalate)/poly(lactic acid) blends. J. Polym. Eng. 2021, 41, 95–108. [Google Scholar] [CrossRef]
- Bleyan, D.; Svoboda, P.; Hausnerova, B. Specific interactions of low molecular weight analogues of carnauba wax and polyethylene glycol binders of ceramic injection moulding feedstocks. Ceram. Int. 2015, 41, 3975–3982. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
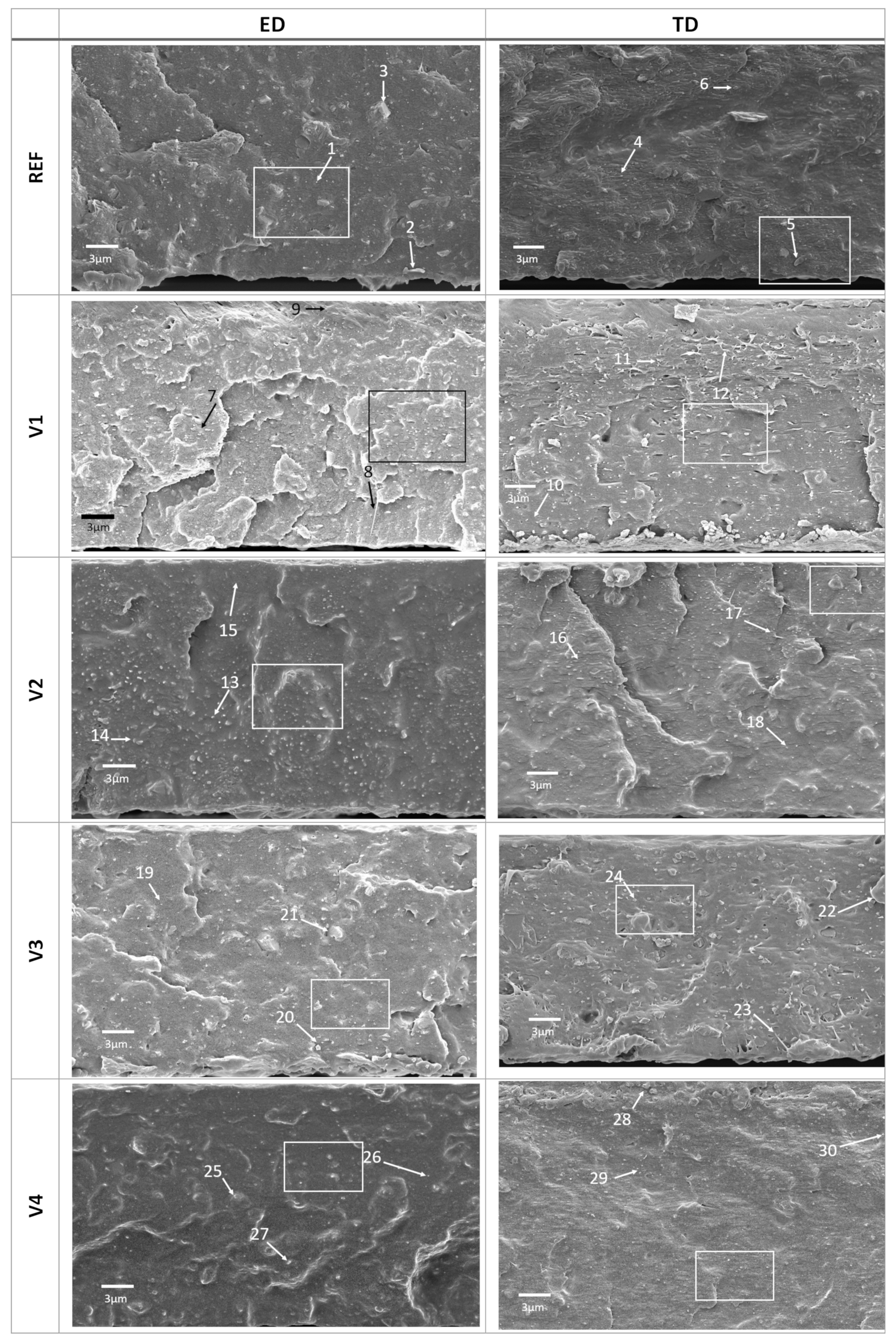
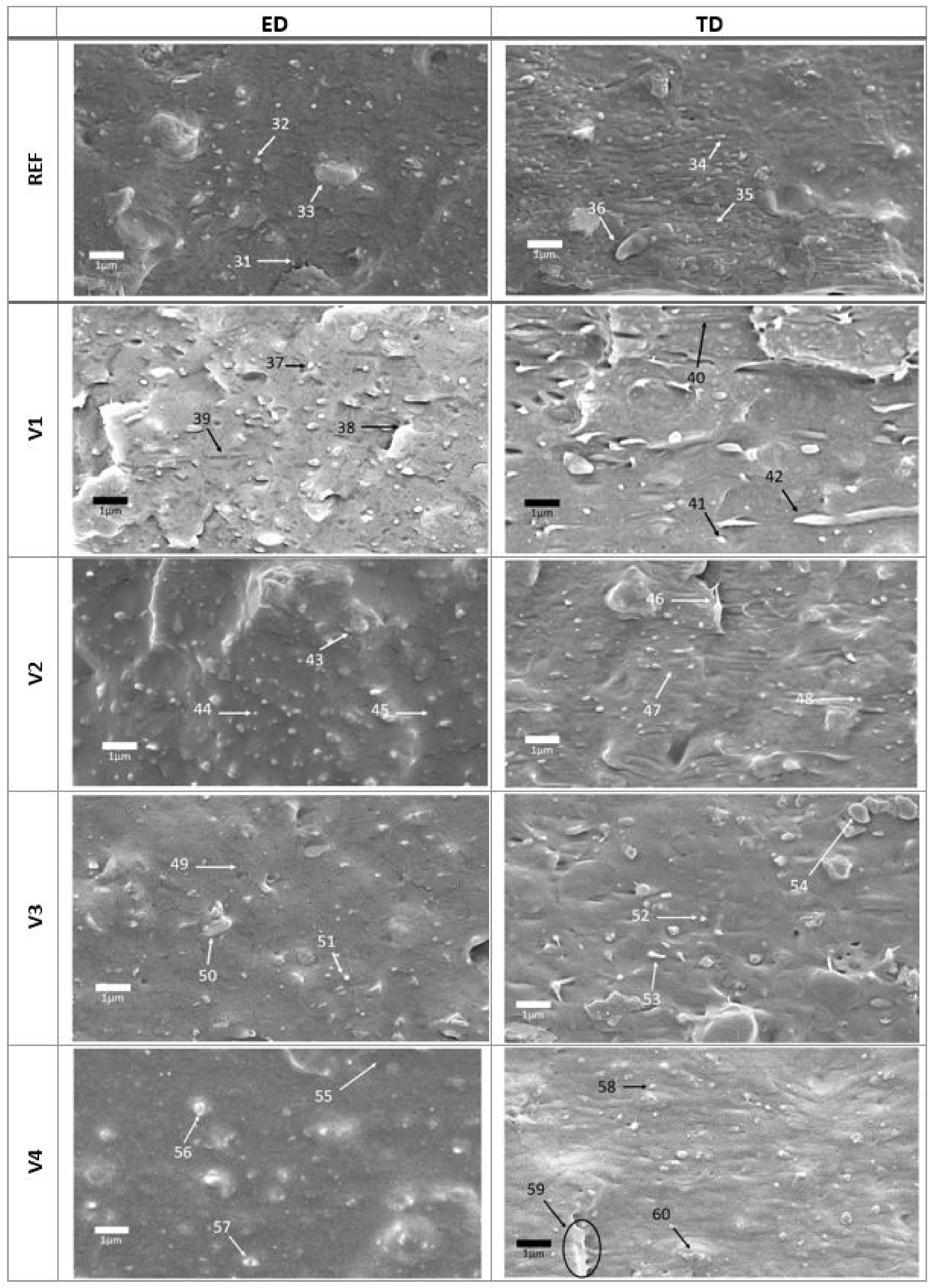
| Cpd | Feature | ED | TD |
|---|---|---|---|
| REF | brittleness | semi-brittle | semi-tough |
| dispersed PLA | circular D ≈ 100–400 nm no fibrillar structure | circular D ≈ 100–400 nm partly fibrillar in ED: D ≈ 100 nm, L ≈ 1000–2000 nm | |
| interface adhesion of dispersed PLA | rather poor PLA surface visible, holes of PLA phase dimensions | rather poor; PLA surface visible, holes of PLA phase dimensions; lines in fracture surface indicating poor interface adhesion of fibrils | |
| particle adhesion | filler particles completely covered with PBAT indicating good to excellent adhesion | ||
| V1 | brittleness | brittle | semi-brittle |
| dispersed PLA | Circular/slightly elongated D ≈ 100–200 nm; lines in fracture surface: D ≈ 150 nm, L ≈ 1000–1500 nm | circular D ≈ 100–200 nm; elongated fibrils fibrils: D ≈ 200 nm, L ≈ 1000–4000 nm | |
| Interface adhesion of dispersed PLA | bad; PLA surface visible, holes of PLA phase dimensions | bad; well visible PLA islands and fibrils; lines in fracture surface indicating bad adhesion | |
| particle adhesion | filler particles completely covered with PBAT indicating good to excellent adhesion | ||
| V2 | brittleness | ductile | tough with partly fibrillated matrix |
| dispersed PLA | circular D ≈ 100–200 nm no fibrils | circular islands D ≈ 100–200 nm elongated fibrils: D ≈ 100 nm, L ≈ 1000–2000 nm | |
| interface adhesion of dispersed PLA | poor well embedded islands with cracks in all directions, max L ≈ 1000 nm | bad to poor deformed islands/fibrils in fracture surface indicating some adhesion | |
| matrix particle adhesion | filler particles completely covered with PBAT indicating fair to excellent adhesion | ||
| V3 | brittleness | ductile to tough | ductile with fibrillated matrix |
| dispersed PLA | circular/slightly elliptic D ≈ 200–500 nm; no fibrils | circular, partly elongated D ≈ 200–500 nm no fibrils | |
| interface adhesion of dispersed PLA | bad to mean well-embedded islands with visible surface and cracks, max L ≈ 500 nm | bad to mean some islands partly embedded | |
| particle adhesion | filler particles completely covered with PBAT, indicating fair to excellent adhesion | ||
| V4 | brittleness | ductile to tough | poor to tough with fibrillated matrix |
| dispersed PLA | circular islands D ≈ 100–300 nm | circular islands D ≈ 100–300 nm no fibrils; lines with max L ≈ 2500 nm | |
| interface adhesion of dispersed PLA | poor; PLA surface partly covered with matrix | poor; no visible fibrils PLA surface partly covered with matrix | |
| particle adhesion | filler particles were hardly visible indicating good dispersion of the particles in the matrix | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Azevedo, J.V.C.; Ramakers-van Dorp, E.; Grimmig, R.; Hausnerova, B.; Möginger, B. Process-Induced Morphology of Poly(Butylene Adipate Terephthalate)/Poly(Lactic Acid) Blown Extrusion Films Modified with Chain-Extending Cross-Linkers. Polymers 2022, 14, 1939. https://doi.org/10.3390/polym14101939
Azevedo JVC, Ramakers-van Dorp E, Grimmig R, Hausnerova B, Möginger B. Process-Induced Morphology of Poly(Butylene Adipate Terephthalate)/Poly(Lactic Acid) Blown Extrusion Films Modified with Chain-Extending Cross-Linkers. Polymers. 2022; 14(10):1939. https://doi.org/10.3390/polym14101939
Chicago/Turabian StyleAzevedo, Juliana V. C., Esther Ramakers-van Dorp, Roman Grimmig, Berenika Hausnerova, and Bernhard Möginger. 2022. "Process-Induced Morphology of Poly(Butylene Adipate Terephthalate)/Poly(Lactic Acid) Blown Extrusion Films Modified with Chain-Extending Cross-Linkers" Polymers 14, no. 10: 1939. https://doi.org/10.3390/polym14101939