
Upgrading Argan Shell Wastes in Wood Plastic Composites with Biobased Polyethylene Matrix and Different Compatibilizers

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
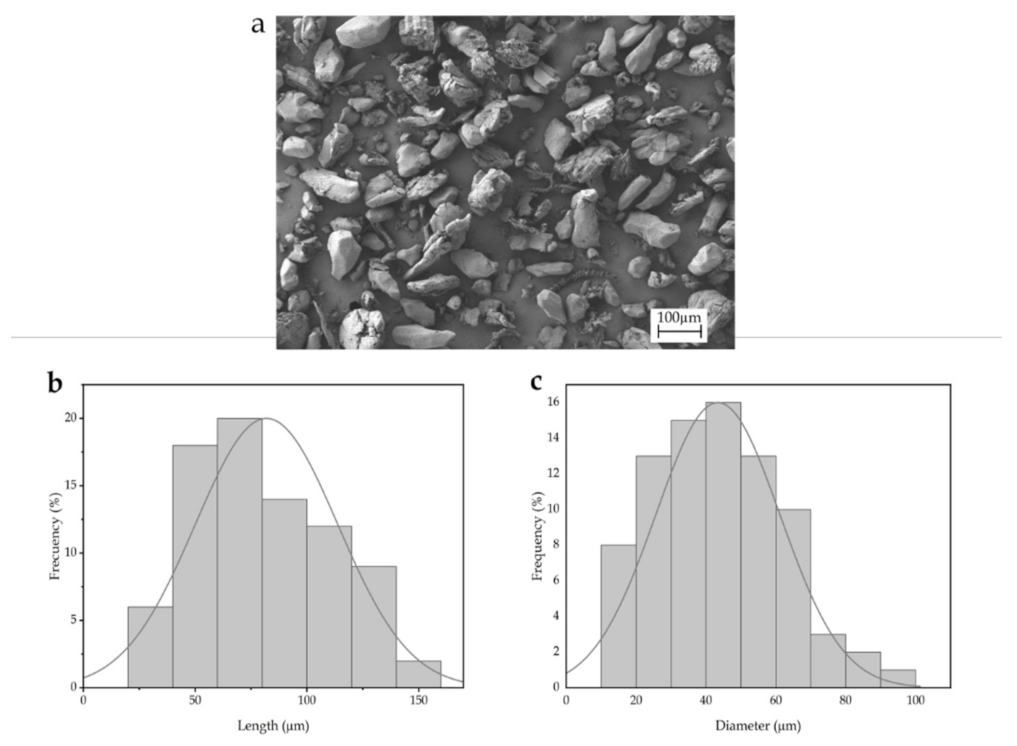
2.1. Materials
2.2. Preparation of Bio-HDPE Blends
2.3. Characterization of Bio-HDPE Blends
2.3.1. Mechanical Characterization
2.3.2. Morphology Characterization
2.3.3. Thermal Analysis
2.3.4. Thermomechanical Properties
2.3.5. Color and Wetting Characterization
2.3.6. Water Absorption Test
2.3.7. Infrared Spectroscopy
2.3.8. Statistical Analysis
3. Results
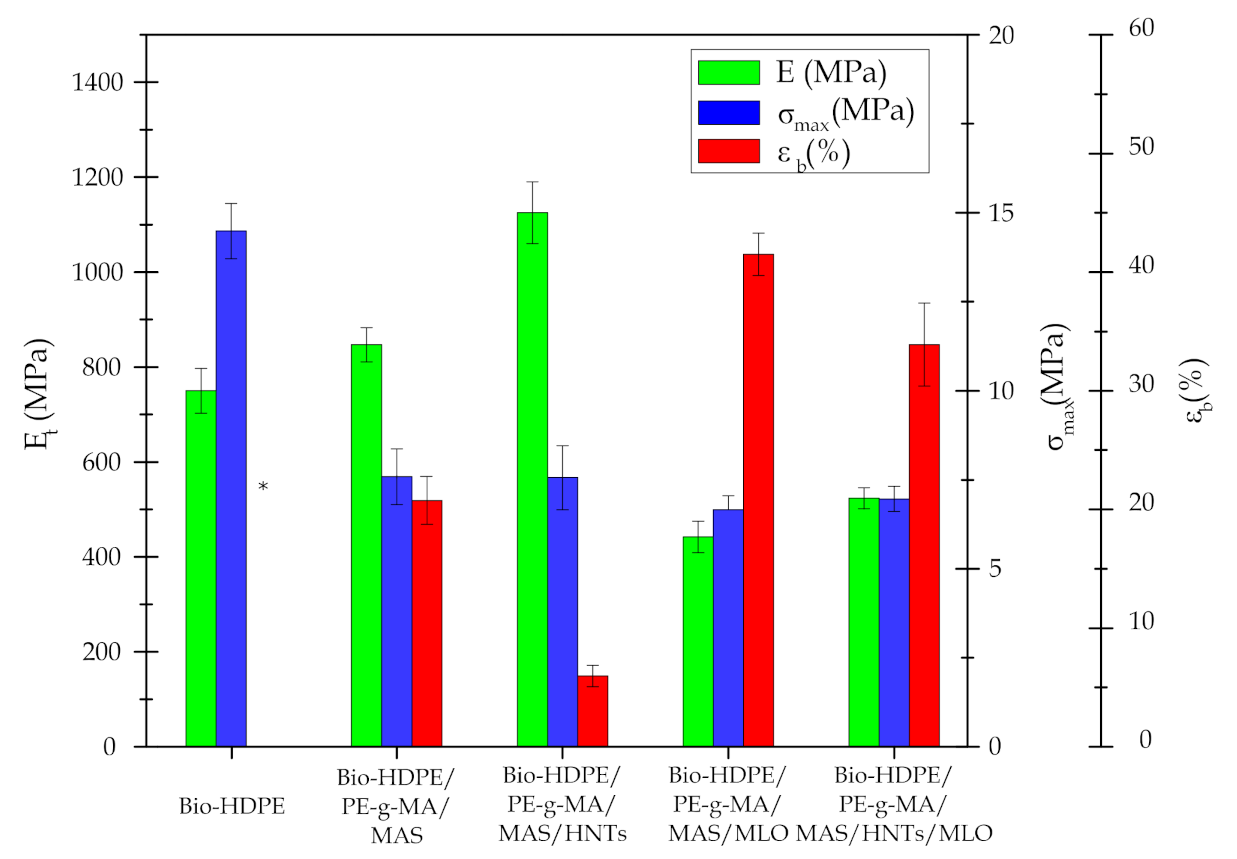
3.1. Mechanical Properties
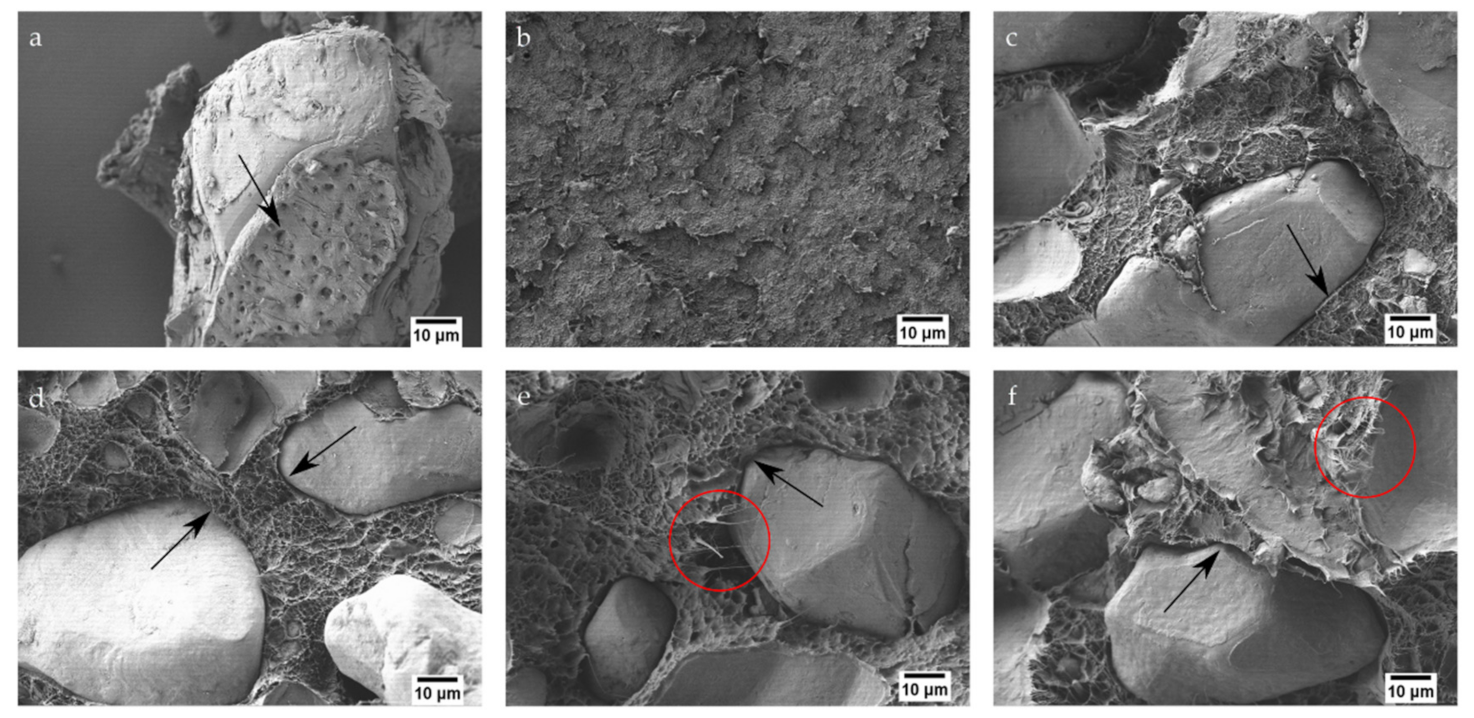
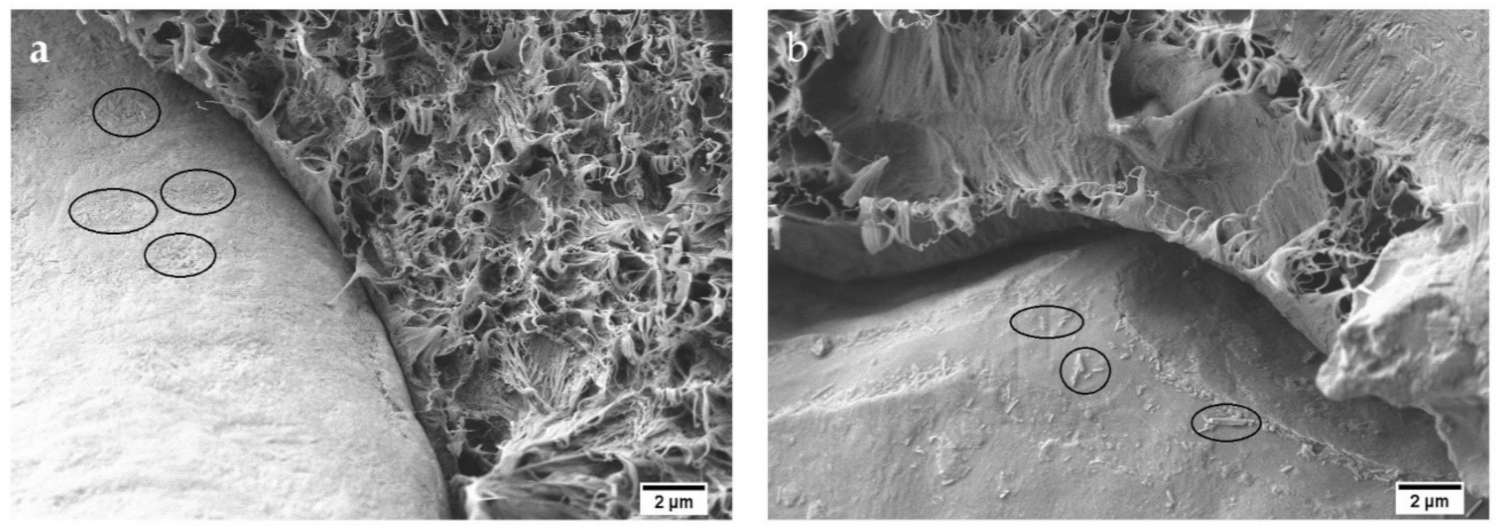
3.2. Morphology of Bio-HDPE/MAS Blends
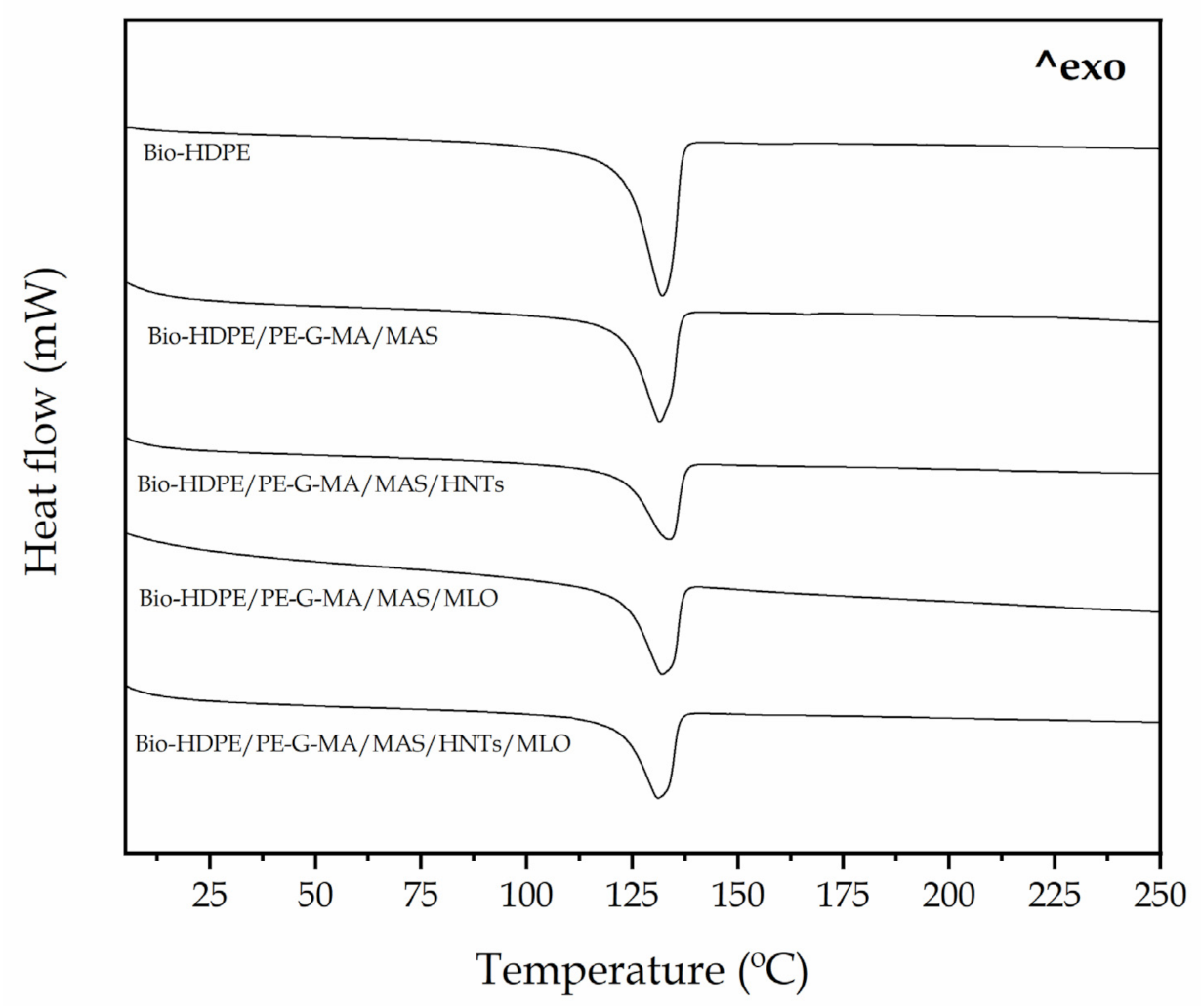
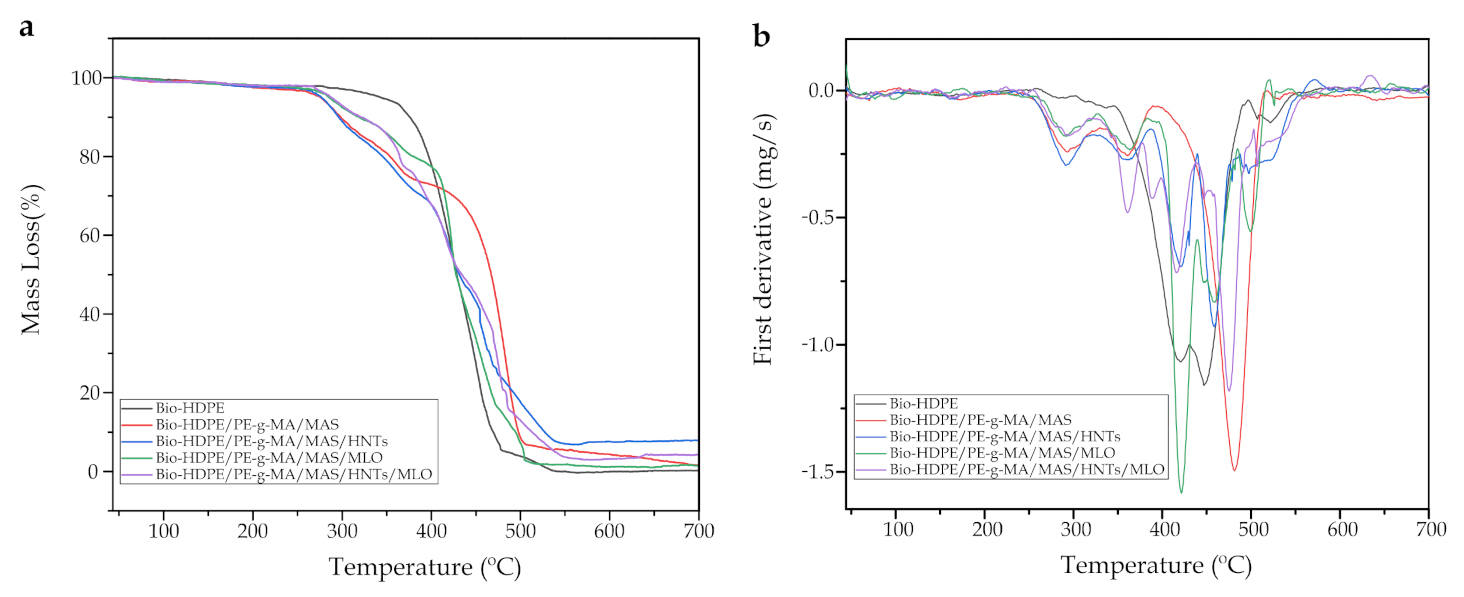
3.3. Thermal Properties of Bio-HDPE/MAS Blends
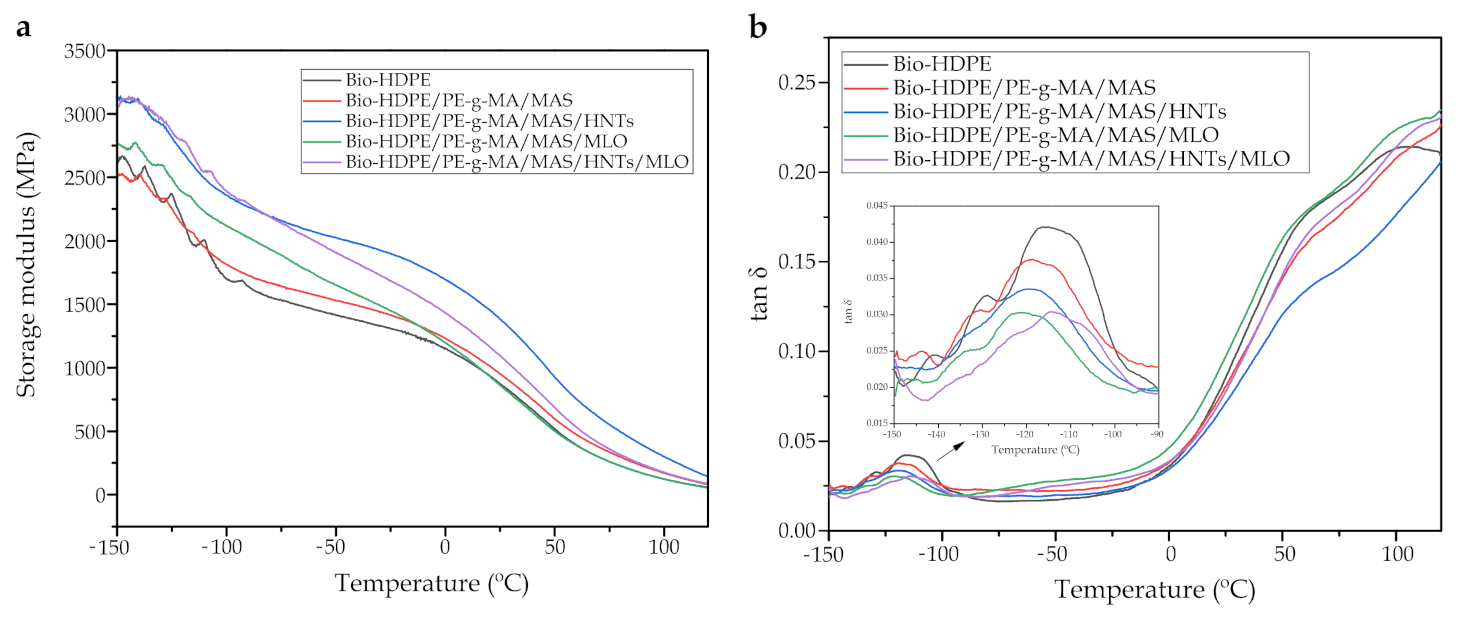
3.4. Dynamic-Mechanical Behavior of Bio-HDPE/PE-g-MA/MAS Blends
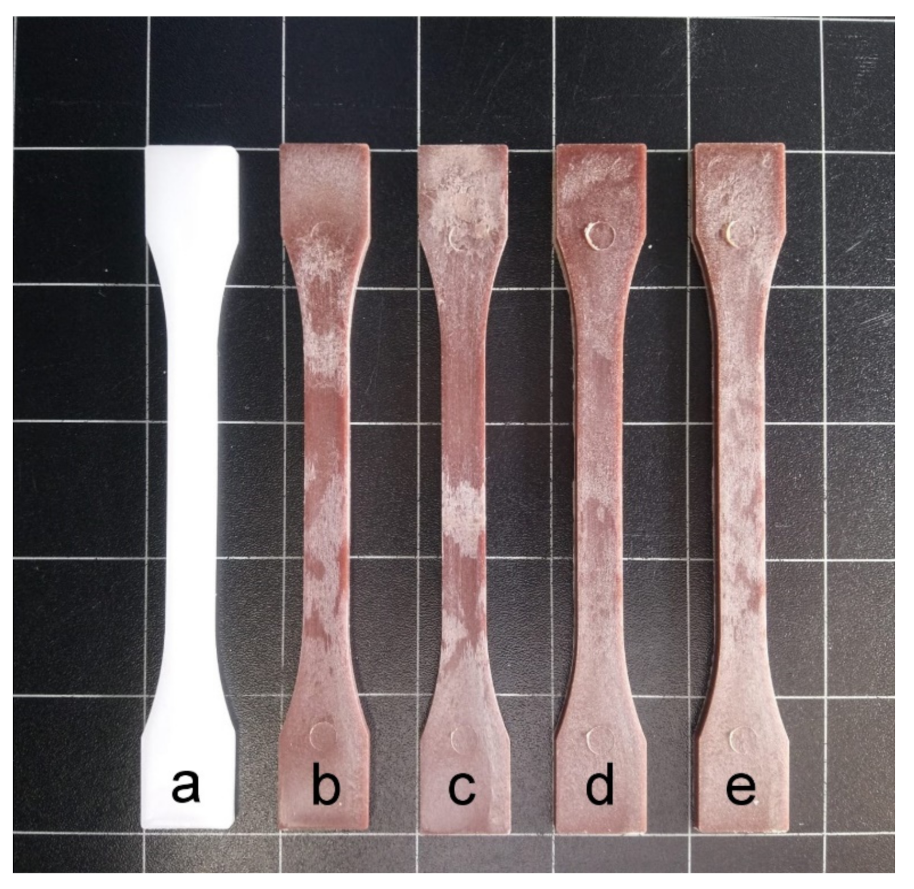
3.5. Color Measurement of BIO-HDPE/PE-g-MA/MAS Blends
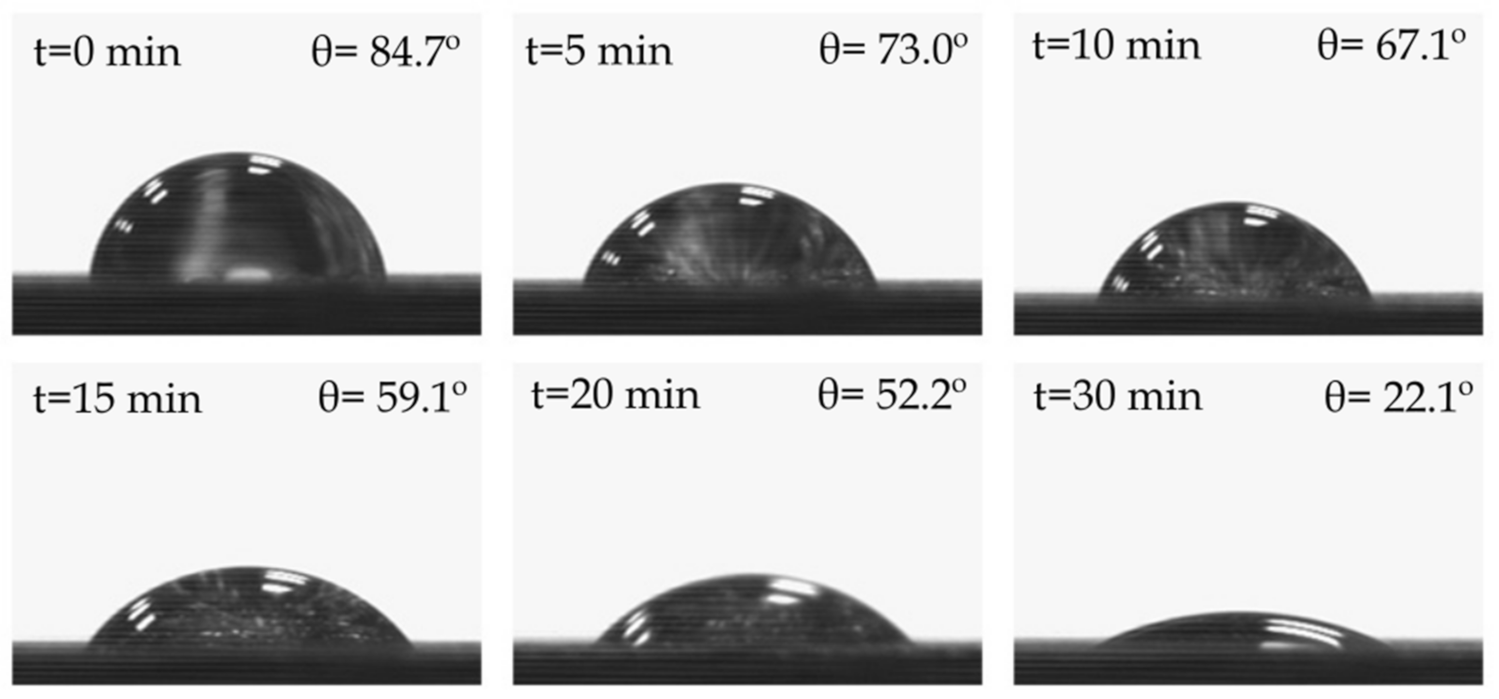
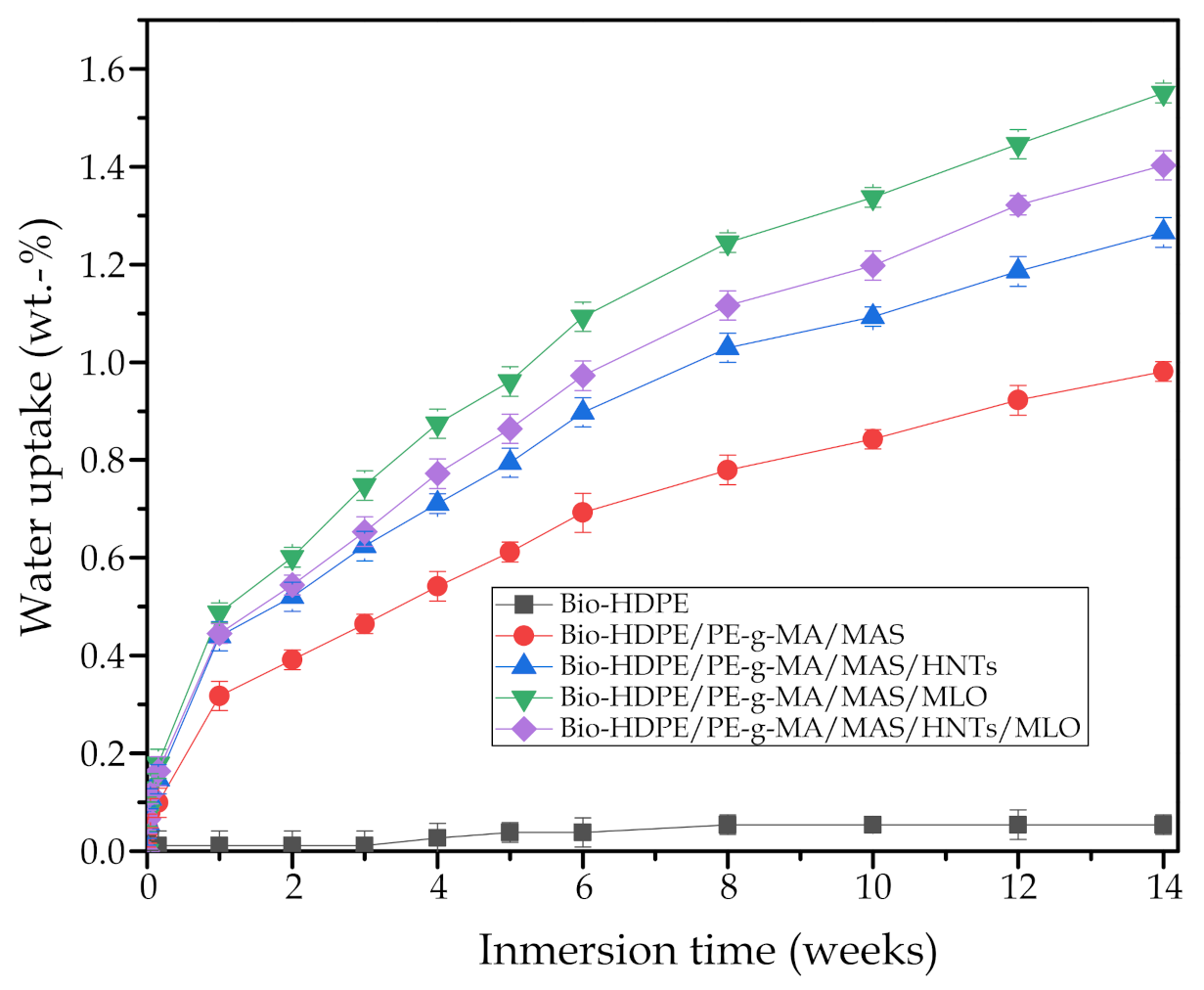
3.6. Wetting Properties and Water Absorption of Bio-HDPE/PE-g-MA/MAS Blends
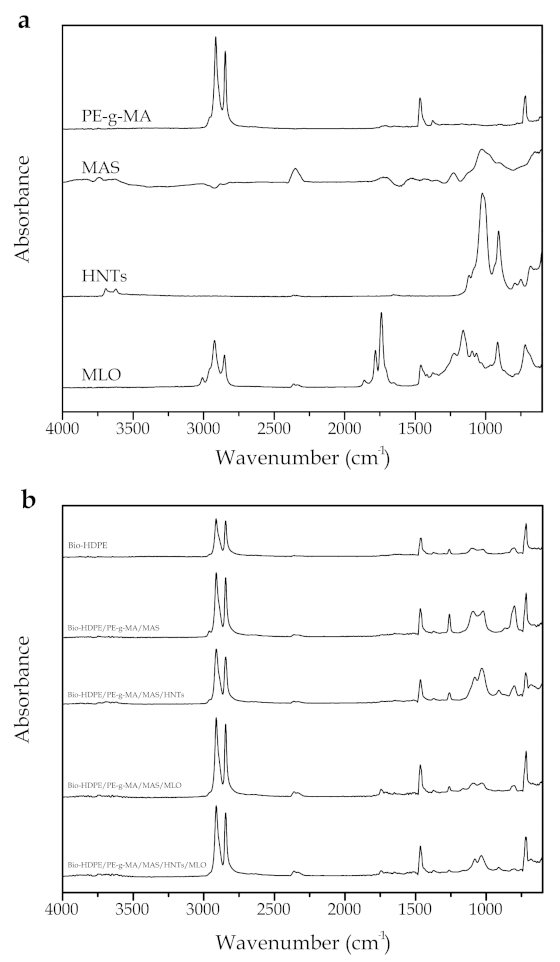
3.7. Infrared Spectroscopy
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tahir, N.; Bhatti, H.N.; Iqbal, M.; Noreen, S. Biopolymers composites with peanut hull waste biomass and application for Crystal Violet adsorption. Int. J. Biol. Macromol. 2017, 94, 210–220. [Google Scholar] [CrossRef]
- Wechsler, A.; Hiziroglu, S. Some of the properties of wood–plastic composites. Build. Environ. 2007, 42, 2637–2644. [Google Scholar] [CrossRef] [Green Version]
- Ballerini, A.; Reyes, N.; Núñez, M.; Wechsler, A.J.V.U.C. Development of Chemical Additives from Tall Oil to Improve the Compatibility of Wood Plastic Composites; FONDEF: Santiago, Chile, 2005. [Google Scholar]
- Charrier, J.-M. Polymeric Materials and Processing: Plastics, Elastomers, and Composites; CRC Press: Boca Raton, FL, USA, 1991. [Google Scholar]
- Otto, G.P.; Moisés, M.P.; Carvalho, G.; Rinaldi, A.W.; Garcia, J.C.; Radovanovic, E.; Fávaro, S.L. Mechanical properties of a polyurethane hybrid composite with natural lignocellulosic fibers. Compos. Part B Eng. 2017, 110, 459–465. [Google Scholar] [CrossRef]
- Simonsen, J. The mechanical properties of wood fiber plastic composites: Theoretical vs. experimental. For. Prod. Soc. Proc. 1995, 47–55. [Google Scholar]
- Younes, U.E.; Perry, J.H.; Rosthauser, J.W. Long-Fiber Thermoset Composite with Low Orange Peel. U.S. Patent 20120003454A1, 5 January 2012. [Google Scholar]
- Quiles-Carrillo, L.; Montanes, N.; Lagaron, J.M.; Balart, R.; Torres-Giner, S. On the use of acrylated epoxidized soybean oil as a reactive compatibilizer in injection-molded compostable pieces consisting of polylactide filled with orange peel flour. Polym. Int. 2018, 67, 1341–1351. [Google Scholar] [CrossRef]
- Pirayesh, H.; Khazaeian, A. Using almond (Prunus amygdalus L.) shell as a bio-waste resource in wood based composite. Compos. Part B Eng. 2012, 43, 1475–1479. [Google Scholar] [CrossRef]
- Jasim, F.A.; Hashim, A.; Hadi, A.G.; Lafta, F.; Salman, S.R.; Ahmed, H. Preparation of (pomegranate peel-polystyrene) composites and study their optical properties. Res. J. Appl. Sci. 2013, 8, 439–441. [Google Scholar]
- Essabir, H.; El Achaby, M.; Hilali, E.M.; Bouhfid, R.; Qaiss, A.; Hilali, E.M. Morphological, Structural, Thermal and Tensile Properties of High Density Polyethylene Composites Reinforced with Treated Argan Nut Shell Particles. J. Bionic Eng. 2015, 12, 129–141. [Google Scholar] [CrossRef]
- Abass, R.U. Mechanical Behavior of Natural Material (Orange Peel) Reinforced Polyester Composite; CiteSeer: Princeton, NJ, USA, 2015. [Google Scholar]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crop. Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Victor, A.; Atuanya, C.; Igogori, E.; Ihom, P. Development of high-density polyethylene/orange peels particulate bio-composite. Gazi Univ. J. Sci. 2013, 26, 107–117. [Google Scholar]
- Ivorra-Martinez, J.; Manuel-Mañogil, J.; Boronat, T.; Sanchez-Nacher, L.; Balart, R.; Quiles-Carrillo, L. Development and Characterization of Sustainable Composites from Bacterial Polyester Poly(3-Hydroxybutyrate-co-3-hydroxyhexanoate) and Almond Shell Flour by Reactive Extrusion with Oligomers of Lactic Acid. Polymers 2020, 12, 1097. [Google Scholar] [CrossRef] [PubMed]
- Montanes, N.; Quiles-Carrillo, L.; Ferrandiz, S.; Fenollar, O.; Boronat, T. Effects of Lignocellulosic Fillers from Waste Thyme on Melt Flow Behavior and Processability of Wood Plastic Composites (WPC) with Biobased Poly(ethylene) by Injection Molding. J. Polym. Environ. 2019, 27, 747–756. [Google Scholar] [CrossRef]
- Chen, G.; Li, S.; Jiao, F.; Yuan, Q. Catalytic dehydration of bioethanol to ethylene over TiO2/γ-Al2O3 catalysts in microchannel reactors. Catal. Today 2007, 125, 111–119. [Google Scholar] [CrossRef]
- Goldemberg, J.; Coelho, S.T.; Guardabassi, P. The sustainability of ethanol production from sugarcane. Energy Policy 2008, 36, 2086–2097. [Google Scholar] [CrossRef]
- Babu, R.P.; O’Connor, K.; Seeram, R. Current progress on bio-based polymers and their future trends. Prog. Biomater. 2013, 2, 1–16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly (ethylene tereph-thalate)(Bio-PET): Recent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Boujmal, R.; Essabir, H.; Nekhlaoui, S.; Bensalah, M.; Bouhfid, R.; Qaiss, A. Bioenergy. Composite from poly-propylene and henna fiber: Structural, mechanical and thermal properties. J. Biobased Mater. Bioenergy 2014, 8, 246–252. [Google Scholar] [CrossRef]
- Salleh, F.M.; Hassan, A.; Yahya, R.; Azzahari, A.D. Effects of extrusion temperature on the rheological, dynamic mechanical and tensile properties of kenaf fiber/HDPE composites. Compos. Part B Eng. 2014, 58, 259–266. [Google Scholar] [CrossRef]
- Arrakhiz, F.; El Achaby, M.; Kakou, A.; Vaudreuil, S.; Benmoussa, K.; Bouhfid, R.; Fassi-Fehri, O.; Qaiss, A. Mechanical properties of high density polyethylene reinforced with chemically modified coir fibers: Impact of chemical treatments. Mater. Des. 2012, 37, 379–383. [Google Scholar] [CrossRef]
- Arrakhiz, F.; El Achaby, M.; Malha, M.; Bensalah, M.; Fassi-Fehri, O.; Bouhfid, R.; Benmoussa, K.; Qaiss, A. Mechanical and thermal properties of natural fibers reinforced polymer composites: Doum/low density polyethylene. Mater. Des. 2013, 43, 200–205. [Google Scholar] [CrossRef]
- Arrakhiz, F.; El Achaby, M.; Benmoussa, K.; Bouhfid, R.; Essassi, E.; Qaiss, A. Evaluation of mechanical and thermal properties of Pine cone fibers reinforced compatibilized polypropylene. Mater. Des. 2012, 40, 528–535. [Google Scholar] [CrossRef]
- Essabir, H.; Hilali, E.; Elgharad, A.; El Minor, H.; Imad, A.; ElAmraoui, A.; Al Gaoudi, O. Mechanical and thermal properties of bio-composites based on polypropylene reinforced with Nutshells of Argan particles. Mater. Des. 2013, 49, 442–448. [Google Scholar] [CrossRef]
- Essabir, H.; Nekhlaoui, S.; Malha, M.; Bensalah, M.; Arrakhiz, F.; Qaiss, A.; Bouhfid, R. Bio-composites based on polypropylene reinforced with Almond Shells particles: Mechanical and thermal properties. Mater. Des. 2013, 51, 225–230. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kaymakci, A. Fast growing biomass as reinforcing filler in thermoplastic composites: Paulownia elongata wood. Ind. Crop. Prod. 2013, 43, 457–464. [Google Scholar] [CrossRef]
- Dányádi, L.; Móczó, J.; Pukánszky, B. Effect of various surface modifications of wood flour on the properties of PP/wood composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 199–206. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Jordá-Vilaplana, A.; Balart, R.; Garcia-Sanoguera, D. Development and characterization of green composites from bio-based polyethylene and peanut shell. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Fombuena, V.; Samper, M.D. Study of the properties of thermoset materials derived from epoxidized soybean oil and protein fillers. J. Am. Oil Chem. Soc. 2013, 90, 449–457. [Google Scholar] [CrossRef] [Green Version]
- Quiles-Carrillo, L.; Duart, S.; Montanes, N.; Torres-Giner, S.; Balart, R. Enhancement of the mechanical and thermal properties of injection-molded polylactide parts by the addition of acrylated epoxidized soybean oil. Mater. Des. 2018, 140, 54–63. [Google Scholar] [CrossRef]
- Balart, J.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Ferri, J.M.; Montanes, N.; Lopez-Martinez, J.; Balart, R. Plasticization effects of epoxidized vegetable oils on mechanical properties of poly(3-hydroxybutyrate). Polym. Int. 2016, 65, 1157–1164. [Google Scholar] [CrossRef]
- Sarwono, A.; Man, Z.; Bustam, M.A. Blending of Epoxidised Palm Oil with Epoxy Resin: The Effect on Morphology, Thermal and Mechanical Properties. J. Polym. Environ. 2012, 20, 540–549. [Google Scholar] [CrossRef]
- Liminana, P.; Quiles-Carrillo, L.; Boronat, T.; Balart, R.; Montanes, N. The Effect of Varying Almond Shell Flour (ASF) Loading in Composites with Poly(Butylene Succinate (PBS) Matrix Compatibilized with Maleinized Linseed Oil (MLO). Materials 2018, 11, 2179. [Google Scholar] [CrossRef] [Green Version]
- Osman, M.A.; Atallah, A. Effect of the particle size on the viscoelastic properties of filled polyethylene. Polymer 2006, 47, 2357–2368. [Google Scholar] [CrossRef]
- Tang, Y.; Yang, C.; Gao, P.; Ye, L.; Zhao, C.; Lin, W. Rheological study on high-density polyeth-ylene/organoclay composites. Polym. Eng. Sci. 2011, 51, 133–142. [Google Scholar] [CrossRef]
- Vega, J.F.; Martinez-Salazar, J.; Trujillo, M.; Arnal, M.L.; Muller, A.J.; Bredeau, S.; Dubois, P. Rheology, Processing, Tensile Properties, and Crystallization of Polyethylene/Carbon Nanotube Nanocomposites. Macromolecules 2009, 42, 4719–4727. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Jia, D. Newly emerging applications of halloysite nanotubes: A review. Polym. Int. 2010, 59, 574–582. [Google Scholar] [CrossRef]
- Frost, R.; Shurvell, H.F. Minerals, C. Raman microprobe spectroscopy of halloysite. Clays Clay Miner. 1997, 45, 68–72. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Jia, D. Thermal stability and flame retardant effects of halloysite nanotubes on poly(propylene). Eur. Polym. J. 2006, 42, 1362–1369. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Wan, J.; Zou, Q.; Jia, D. Effects of halloysite nanotubes on kinetics and activation energy of non-isothermal crystallization of polypropylene. J. Polym. Res. 2009, 17, 109–118. [Google Scholar] [CrossRef]
- Lecouvet, B.; Bourbigot, S.; Sclavons, M.; Bailly, C. Kinetics of the thermal and thermo-oxidative degradation of polypropylene/halloysite nanocomposites. Polym. Degrad. Stab. 2012, 97, 1745–1754. [Google Scholar] [CrossRef]
- Lecouvet, B.; Sclavons, M.; Bourbigot, S.; Devaux, J.; Bailly, C. Water-assisted extrusion as a novel processing route to prepare polypropylene/halloysite nanotube nanocomposites: Structure and properties. Polymer 2011, 52, 4284–4295. [Google Scholar] [CrossRef]
- Ning, N.-Y.; Yin, Q.-J.; Luo, F.; Zhang, Q.; Du, R.; Fu, Q. Crystallization behavior and mechanical properties of poly-propylene/halloysite composites. Polymer 2007, 48, 7374–7384. [Google Scholar] [CrossRef]
- Jia, Z.; Luo, Y.; Guo, B.; Yang, B.; Du, M.; Jia, D. Reinforcing and Flame-Retardant Effects of Halloysite Nanotubes on LLDPE. Polym. Technol. Eng. 2009, 48, 607–613. [Google Scholar] [CrossRef]
- Handge, U.A.; Hedicke-Höchstötter, K.; Altstädt, V. Composites of polyamide 6 and silicate nanotubes of the mineral halloysite: Influence of molecular weight on thermal, mechanical and rheological properties. Polymer 2010, 51, 2690–2699. [Google Scholar] [CrossRef]
- Liu, M.; Guo, B.; Du, M.; Cai, X.; Jia, D. Properties of halloysite nanotube–epoxy resin hybrids and the interfacial reactions in the systems. Nanotechnology 2007, 18, 455703. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Y.; Zhou, C. Nanocomposites of halloysite and polylactide. Appl. Clay Sci. 2013, 75–76, 52–59. [Google Scholar] [CrossRef]
- Prashantha, K.; Lecouvet, B.; Sclavons, M.; Lacrampe, M.F.; Krawczak, P. Poly(lactic acid)/halloysite nanotubes nanocomposites: Structure, thermal, and mechanical properties as a function of halloysite treatment. J. Appl. Polym. Sci. 2012, 128, 1895–1903. [Google Scholar] [CrossRef]
- Garcia, D.; Balart, R.; Sánchez, L.; López, J. Compatibility of recycled PVC/ABS blends. Effect of previous degradation. Polym. Eng. Sci. 2007, 47, 789–796. [Google Scholar] [CrossRef]
- Charrouf, Z.; Guillaume, D. Technology. Argan oil: Occurrence, composition and impact on human health. Eur. J. Lipid Sci. Technol. 2008, 110, 632–636. [Google Scholar] [CrossRef]
- Martínez-Gómez, P.; Correa, D.; Sánchez-Blanco, M.; Majourhat, K.; Rubio, M.; Martínez-García, P.J. Posibilidades del cultivo del argán [Argania spinosa (L.) Skeels] en el Sureste español. Rev. Fruticul. 2018, 66, 26–41. [Google Scholar]
- Laaziz, S.A.; Raji, M.; Hilali, E.; Essabir, H.; Rodrigue, D.; Bouhfid, R.; Qaiss, A.E.K. Bio-composites based on polylactic acid and argan nut shell: Production and properties. Int. J. Biol. Macromol. 2017, 104, 30–42. [Google Scholar] [CrossRef] [PubMed]
- Crespo, J.; Balart, R.; Sánchez, L.; Lopez, J. Mechanical behaviour of vinyl plastisols with cellulosic fillers. Analysis of the interface between particles and matrices. Int. J. Adhes. Adhes. 2007, 27, 422–428. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Jorda-Vilaplana, A.; Balart, R.; Torres-Giner, S. A comparative study on the effect of different reactive compatibilizers on injection-molded pieces of bio-based high-density polyethylene/polylactide blends. J. Appl. Polym. Sci. 2019, 136, 47396. [Google Scholar] [CrossRef]
- Singh, V.P.; Vimal, K.; Kapur, G.; Sharma, S.; Choudhary, V. High-density polyethylene/halloysite nanocompo-sites: Morphology and rheological behaviour under extensional and shear flow. J. Polym. Res. 2016, 23, 43. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Fombuena, V.; Balart, R.; Torres-Giner, S. Enhancement of the processing window and performance of polyamide 1010/bio-based high-density polyethylene blends by melt mixing with natural additives. Polym. Int. 2020, 69, 61–71. [Google Scholar] [CrossRef]
- Ferri, J.; Garcia-Garcia, D.; Sánchez-Nacher, L.; Fenollar, O.; Balart, R. The effect of maleinized linseed oil (MLO) on mechanical performance of poly(lactic acid)-thermoplastic starch (PLA-TPS) blends. Carbohydr. Polym. 2016, 147, 60–68. [Google Scholar] [CrossRef] [PubMed]
- Crespo, J.; Sanchez, L.; Parres, F.; López, J. Mechanical and morphological characterization of PVC plastisol composites with almond husk fillers. Polym. Compos. 2007, 28, 71–77. [Google Scholar] [CrossRef]
- Lommerse, J.P.M.; Price, S.L.; Taylor, R. Hydrogen bonding of carbonyl, ether, and ester oxygen atoms with alkanol hydroxyl groups. J. Comput. Chem. 1997, 18, 757–774. [Google Scholar] [CrossRef]
- Khonakdar, H.; Morshedian, J.; Wagenknecht, U.; Jafari, S. An investigation of chemical crosslinking effect on properties of high-density polyethylene. Polymer 2003, 44, 4301–4309. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montava-Jordà, S.; Boronat, T.; Sammon, C.; Balart, R.; Torres-Giner, S. On the Use of Gallic Acid as a Potential Natural Antioxidant and Ultraviolet Light Stabilizer in Cast-Extruded Bio-Based High-Density Polyethylene Films. Polymers 2019, 12, 31. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Essabir, H.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R.; Qaiss, A.E.K. Biocomposites based on Argan nut shell and a polymer matrix: Effect of filler content and coupling agent. Carbohydr. Polym. 2016, 143, 70–83. [Google Scholar] [CrossRef] [PubMed]
- Tas, C.E.; Hendessi, S.; Baysal, M.; Unal, S.; Cebeci, F.C.; Menceloglu, Y.Z.; Unal, H. Halloysite nano-tubes/polyethylene nanocomposites for active food packaging materials with ethylene scavenging and gas barrier properties. Food Bioprocess. Technol. 2017, 10, 789–798. [Google Scholar] [CrossRef]
- Liu, M.; Guo, B.; Du, M.; Chen, F.; Jia, D. Halloysite nanotubes as a novel β-nucleating agent for isotactic polypropylene. Polymer 2009, 50, 3022–3030. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Then, Y.Y.; Loo, Y.Y. Epoxidized Vegetable Oils Plasticized Poly(lactic acid) Biocomposites: Mechanical, Thermal and Morphology Properties. Molecules 2014, 19, 16024–16038. [Google Scholar] [CrossRef] [Green Version]
- Montanes, N.; Garcia-Sanoguera, D.; Segui, V.; Fenollar, O.; Boronat, T. Processing and charac-terization of environmentally friendly composites from biobased polyethylene and natural fillers from thyme herbs. J. Polym. Environ. 2018, 26, 1218–1230. [Google Scholar] [CrossRef]
- Ouajai, S.; Shanks, R. Composition, structure and thermal degradation of hemp cellulose after chemical treatments. Polym. Degrad. Stab. 2005, 89, 327–335. [Google Scholar] [CrossRef]
- Berahman, R.; Raiati, M.; Mazidi, M.M.; Paran, S.M.R. Preparation and characterization of vulcanized silicone rubber/halloysite nanotube nanocomposites: Effect of matrix hardness and HNT content. Mater. Des. 2016, 104, 333–345. [Google Scholar] [CrossRef]
- Castro, D.O.; Ruvolofilho, A.; Frollini, E. Materials prepared from biopolyethylene and curaua fibers: Composites from biomass. Polym. Test. 2012, 31, 880–888. [Google Scholar] [CrossRef]
- Pegoretti, A.; Ashkar, M.; Migliaresi, C.; Marom, G. Relaxation processes in polyethylene fibre-reinforced polyethylene composites. Compos. Sci. Technol. 2000, 60, 1181–1189. [Google Scholar] [CrossRef]
- Shen, L.; Nickmans, K.; Severn, J.; Bastiaansen, C.W.M. Improving the Transparency of Ultra-Drawn Melt-Crystallized Polyethylenes: Toward High-Modulus/High-Strength Window Application. ACS Appl. Mater. Interfaces 2016, 8, 17549–17554. [Google Scholar] [CrossRef]
- Rojas-Lema, S.; Torres-Giner, S.; Quiles-Carrillo, L.; Gomez-Caturla, J.; Garcia-Garcia, D.; Balart, R. On the Use of Phenolic Compounds Present in Citrus Fruits and Grapes as Natural Antioxidants for Thermo-Compressed Bio-Based High-Density Polyethylene Films. Antioxidants 2020, 10, 14. [Google Scholar] [CrossRef]
- González-Fernández, M.J.; Manzano-Agugliaro, F.; Zapata-Sierra, A.; Belarbi, E.H.; Guil-Guerrero, J.L. Green argan oil extraction from roasted and unroasted seeds by using various polarity solvents allowed by the EU legislation. J. Clean. Prod. 2020, 276, 123081. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Fenollar, O.; Balart, R.; Torres-Giner, S.; Rallini, M.; Dominici, F.; Torre, L. A comparative study on the reactive compatibilization of melt-processed polyamide 1010/polylactide blends by multi-functionalized additives derived from linseed oil and petroleum. Express Polym. Lett. 2020, 14, 583–604. [Google Scholar] [CrossRef]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Fabiyi, J.S.; McDonald, A.G.; Wolcott, M.P.; Griffiths, P.R. Wood plastic composites weathering: Visual appearance and chemical changes. Polym. Degrad. Stab. 2008, 93, 1405–1414. [Google Scholar] [CrossRef]
- Vogler, E.A. Structure and reactivity of water at biomaterial surfaces. Adv. Colloid Interface Sci. 1998, 74, 69–117. [Google Scholar] [CrossRef]
- Lee, J.H.; Park, J.W.; Lee, H.B. Cell adhesion and growth on polymer surfaces with hydroxyl groups prepared by water vapour plasma treatment. Biomaterials 1991, 12, 443–448. [Google Scholar] [CrossRef]
- Sadeh, P.; Najafipour, I.; Gholami, M. Adsorption kinetics of halloysite nanotube and modified halloysite at the Palm oil-water interface and Pickering emulsion stabilized by halloysite nanotube and modified halloysite nanotube. Colloids Surfaces A Physicochem. Eng. Asp. 2019, 577, 231–239. [Google Scholar] [CrossRef]
- Ellison, A.H.; Zisman, W.A. Wettability Studies on Nylon, Polyethylene Terephthalate and Polystyrene. J. Phys. Chem. 1954, 58, 503–506. [Google Scholar] [CrossRef]
- Kuciel, S.; Jakubowska, P.; Kuźniar, P. A study on the mechanical properties and the influence of water uptake and temperature on biocomposites based on polyethylene from renewable sources. Compos. Part B Eng. 2014, 64, 72–77. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Garcia-Garcia, D.; Carbonell-Verdu, A.; Balart, R.; Torres-Giner, S. Effect of different compatibilizers on injection-molded green composite pieces based on polylactide filled with almond shell flour. Compos. Part B Eng. 2018, 147, 76–85. [Google Scholar] [CrossRef]
- Chen, W.; Qu, B. Structural characteristics and thermal properties of PE-g-MA/MgAl-LDH exfoliation nanocom-posites synthesized by solution intercalation. Chem. Mater. 2003, 15, 3208–3213. [Google Scholar] [CrossRef]
- Essabir, H.; Elkhaoulani, A.; Benmoussa, K.; Bouhfid, R.; Arrakhiz, F.; Qaiss, A. Dynamic mechanical thermal behavior analysis of doum fibers reinforced polypropylene composites. Mater. Des. 2013, 51, 780–788. [Google Scholar] [CrossRef]
- Liu, D.; Han, G.; Huang, J.; Zhang, Y. Composition and structure study of natural Nelumbo nucifera fiber. Carbohydr. Polym. 2009, 75, 39–43. [Google Scholar] [CrossRef]
- El Mechtali, F.Z.; Essabir, H.; Nekhlaoui, S.; Bensalah, M.O.; Jawaid, M.; Bouhfid, R.; Qaiss, A. Mechanical and thermal properties of polypropylene reinforced with almond shells particles: Impact of chemical treatments. J. Bionic Eng. 2015, 12, 483–494. [Google Scholar] [CrossRef]
- Szczepanik, B.; Słomkiewicz, P.; Garnuszek, M.; Czech, K.; Banaś, D.; Kubala-Kukuś, A.; Stabrawa, I. The effect of chemical modification on the physico-chemical characteristics of halloysite: FTIR, XRF, and XRD studies. J. Mol. Struct. 2015, 1084, 16–22. [Google Scholar] [CrossRef]
- Mellouk, S.; Cherifi, S.; Sassi, M.; Marouf-Khelifa, K.; Bengueddach, A.; Schott, J.; Khelifa, A. Intercalation of halloysite from Djebel Debagh (Algeria) and adsorption of copper ions. Appl. Clay Sci. 2009, 44, 230–236. [Google Scholar] [CrossRef]
- Joussein, E.; Petit, S.; Delvaux, B. Behavior of halloysite clay under formamide treatment. Appl. Clay Sci. 2007, 35, 17–24. [Google Scholar] [CrossRef]
- Frost, R.L.; Kristof, J.; Schmidt, J.M.; Kloprogge, J. Raman spectroscopy of potassium acetate-intercalated kaolinites at liquid nitrogen temperature. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2001, 57, 603–609. [Google Scholar] [CrossRef]
- Cheng, H.; Frost, R.L.; Yang, J.; Liu, Q.; He, J. Infrared and infrared emission spectroscopic study of typical Chinese kaolinite and halloysite. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2010, 77, 1014–1020. [Google Scholar] [CrossRef] [Green Version]
- Gomez, N.A.; Abonía, R.; Cadavid, H.; Vargas, I.H. Chemical and spectroscopic characterization of a vegetable oil used as dielectric coolant in distribution transformers. J. Braz. Chem. Soc. 2011, 22, 2292–2303. [Google Scholar] [CrossRef]
- Gulmine, J.; Janissek, P.; Heise, H.; Akcelrud, L. Polyethylene characterization by FTIR. Polym. Test. 2002, 21, 557–563. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | BIO-HDPE (wt.%) | PE-g-MA (wt.%) | MAS (wt.%) | HNTs (phr) | MLO (phr) |
|---|---|---|---|---|---|
| Bio-HDPE | 100 | 0 | 0 | 0 | 0 |
| Bio-HDPE /PE-g-MA/MAS | 67 | 3 | 30 | 0 | 0 |
| Bio-HDPE /PE-g-MA/MAS/HNT | 67 | 3 | 30 | 7.5 | 0 |
| Bio-HDPE /PE-g-MA/MAS/MLO | 67 | 3 | 30 | 0 | 7.5 |
| Bio-HDPE /PE-g-MA/MAS/HNT/MLO | 67 | 3 | 30 | 3.75 | 3.75 |
| Code | E (MPa) | σmax (MPa) | εb (%) | Shore D Hardness | Impact Strength (kJ/m2) |
|---|---|---|---|---|---|
| Bio-HDPE | 750 ± 47 a | 14.48 ± 0.78 a | Nb a | 56.2 ± 1.3 a | 2.7 ± 0.2 a |
| Bio-HDPE/PE-g-MA/MAS | 846 ± 36 b | 7.57 ± 0.81 b | 20.7 ± 2.0 b | 59.2 ± 0.8 a | 1.4 ± 0.1 b |
| Bio-HDPE/PE-g-MA/MAS/HNTs | 1126 ± 65 c | 7.57 ± 0.90 b | 6.0 ± 0.9 c | 60.6 ± 1.3 a | 1.7 ± 0.1 c |
| Bio-HDPE/PE-g-MA/MAS/MLO | 442 ± 33 d | 6.66 ± 0.39 c | 41.5 ± 1.7 d | 53.2 ± 0.8 b | 2.2 ± 0.3 d |
| Bio-HDPE/PE-g-MA/MAS/HNTs/MLO | 523 ± 26 e | 6.98 ± 0.59 c | 33.9 ± 3.5 e | 54.6 ± 0.5 b | 2.1 ± 0.3 d |
| Code | Tm (°C) | ∆Hm (J·g−1) | XC (%) |
|---|---|---|---|
| Bio-HDPE | 131.0 ± 0.5 a | 194.2 ± 1.5 a | 66.3 ± 0.9 a |
| Bio-HDPE/PE-g-MA/MAS | 130.4 ± 0.3 a | 145.7 ± 1.2 b | 49.7 ± 0.7 b |
| Bio-HDPE/PE-g-MA/MAS/HNTs | 133.1 ± 0.4 a | 110.3 ± 1.0 c | 37.6 ± 0.6 c |
| Bio-HDPE/PE-g-MA/MAS/MLO | 131.2 ± 0.3 a | 116.7 ± 1.2 d | 39.8 ± 0.9 c |
| Bio-HDPE/PE-g-MA/MAS/HNT/MLO | 130.4 ± 0.2 a | 118.8 ± 2.0 d | 40.5 ± 0.7 c |
| Code | T5% (°C) | Tdeg (°C) | Residual Weight (%) |
|---|---|---|---|
| Bio-HDPE | 342.8 ± 0.9 a | 447.3 ± 2.2 a | 0.3 ± 0.1 a |
| Bio-HDPE/PE-g-MA/MAS | 275.8 ± 1.2 b | 481.3 ± 1.7 b | 1.5 ± 0.1 b |
| Bio-HDPE/PE-g-MA/MAS/HNT | 276.8 ± 1.3 b | 458.3 ± 1.5 c | 7.8 ± 0.2 c |
| Bio-HDPE/PE-g-MA/MAS/MLO | 285.3 ± 0.8 b | 421.8 ± 1.8 d | 1.5 ± 0.2 d |
| Bio-HDPE/PE-g-MA/MAS/HNT/MLO | 287.8 ± 1.1 b | 475.3 ± 0.9 e | 4.3 ± 0.1 e |
| Parts | E’ (MPa) at −140 °C | E’ (MPa) at −25 °C | E’ (MPa) at 100 °C | Tg BIO-HDPE (°C) * |
|---|---|---|---|---|
| Bio-HDPE | 2513 ± 30 a | 1309 ± 14 a | 124 ± 2 a | −115.0 ± 1.1 a |
| Bio-HDPE/PE-g-MA/MAS | 2523 ± 25 a | 1413 ± 16 b | 170 ± 4 b | −118.7 ± 1.3 a |
| Bio-HDPE/PE-g-MA/MAS/HNTs | 3111 ± 39 b | 1898 ± 20 c | 299 ± 8 c | −119.0 ± 2.0 a |
| Bio-HDPE/PE-g-MA/MAS/MLO | 2730 ± 31 c | 1449 ± 17 d | 127 ± 2 d | −120.5 ± 3.2 a |
| Bio-HDPE/PE-g-MA/MAS/HNT/MLO | 3090 ± 37 d | 1685 ± 23 e | 176 ± 5 e | −114.3 ± 1.2 b |
| Code | L * | a * | b * |
|---|---|---|---|
| Bio-HDPE | 72.7 ± 0.3 a | −2.29 ± 0.01 a | −5.35 ± 0.07 a |
| Bio-HDPE/PE-g-MA/MAS | 37.6 ± 0.7 b | 6.21 ± 0.48 b | 4.95 ± 0.61 b |
| Bio-HDPE/PE-g-MA/MAS/HNT | 39.2 ± 2.4 b | 5.76 ± 0.37 c | 5.05 ± 1.12 b |
| Bio-HDPE/PE-g-MA/MAS/MLO | 36.1 ± 0.2 b | 5.53 ± 0.31 c | 4.23 ± 0.06 c |
| Bio-HDPE/PE-g-MA/MAS/HNT/MLO | 37.0 ± 0.1 b | 5.21 ± 0.16 c | 4.39 ± 0.24 c |
| Code/Time | 0 min | 5 min | 10 min | 15 min | 20 min | 30 min |
|---|---|---|---|---|---|---|
| Bio-HDPE | 90.1 ± 3.2° a | 88.1 ± 2.5° a | 88.2 ± 1.3° a | 84.5 ± 4.2° a | 83.3 ± 1.0° a | 81.1 ± 2.1° a |
| Bio-HDPE/PE-g-MA/MAS | 89.9 ± 2.4° a | 80.0 ± 0.8° b | 78.6 ± 2.0° b | 76.1 ± 1.7° b | 72.2 ± 0.6° b | 56.7 ± 0.5° b |
| Bio-HDPE/PE-g-MA/MAS/HNTs | 87.6 ± 1.3° a | 77.9 ± 0.9° b | 70.1 ± 1.8° c | 67.7 ± 1.3° c | 61.0 ± 0.9° c | 59.4 ± 0.7° c |
| Bio-HDPE/PE-g-MA/MAS/MLO | 84.7 ± 0.9° b | 73.0 ± 1.1° c | 67.1 ± 1.7° c | 59.1 ± 0.8° d | 52.2 ± 0.6° d | 22.1 ± 0.4° d |
| Bio-HDPE/PE-g-MA/MAS/HNTs/MLO | 92.5 ± 3.1° c | 81.4 ± 1.9° d | 78.8 ± 1.2° d | 73.8 ± 1.3° e | 66.4 ± 0.8° e | 47.7 ± 0.8° e |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jorda-Reolid, M.; Gomez-Caturla, J.; Ivorra-Martinez, J.; Stefani, P.M.; Rojas-Lema, S.; Quiles-Carrillo, L. Upgrading Argan Shell Wastes in Wood Plastic Composites with Biobased Polyethylene Matrix and Different Compatibilizers. Polymers 2021, 13, 922. https://doi.org/10.3390/polym13060922
Jorda-Reolid M, Gomez-Caturla J, Ivorra-Martinez J, Stefani PM, Rojas-Lema S, Quiles-Carrillo L. Upgrading Argan Shell Wastes in Wood Plastic Composites with Biobased Polyethylene Matrix and Different Compatibilizers. Polymers. 2021; 13(6):922. https://doi.org/10.3390/polym13060922
Chicago/Turabian StyleJorda-Reolid, Maria, Jaume Gomez-Caturla, Juan Ivorra-Martinez, Pablo Marcelo Stefani, Sandra Rojas-Lema, and Luis Quiles-Carrillo. 2021. "Upgrading Argan Shell Wastes in Wood Plastic Composites with Biobased Polyethylene Matrix and Different Compatibilizers" Polymers 13, no. 6: 922. https://doi.org/10.3390/polym13060922