
Effects of Nanoclay on Mechanical and Dynamic Mechanical Properties of Bamboo/Kenaf Reinforced Epoxy Hybrid Composites



Abstract
:
1. Introduction
2. Materials and Method
2.1. Materials and Chemicals
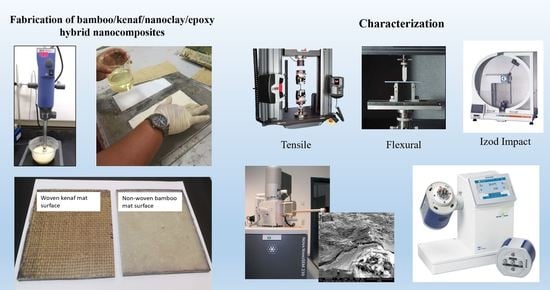
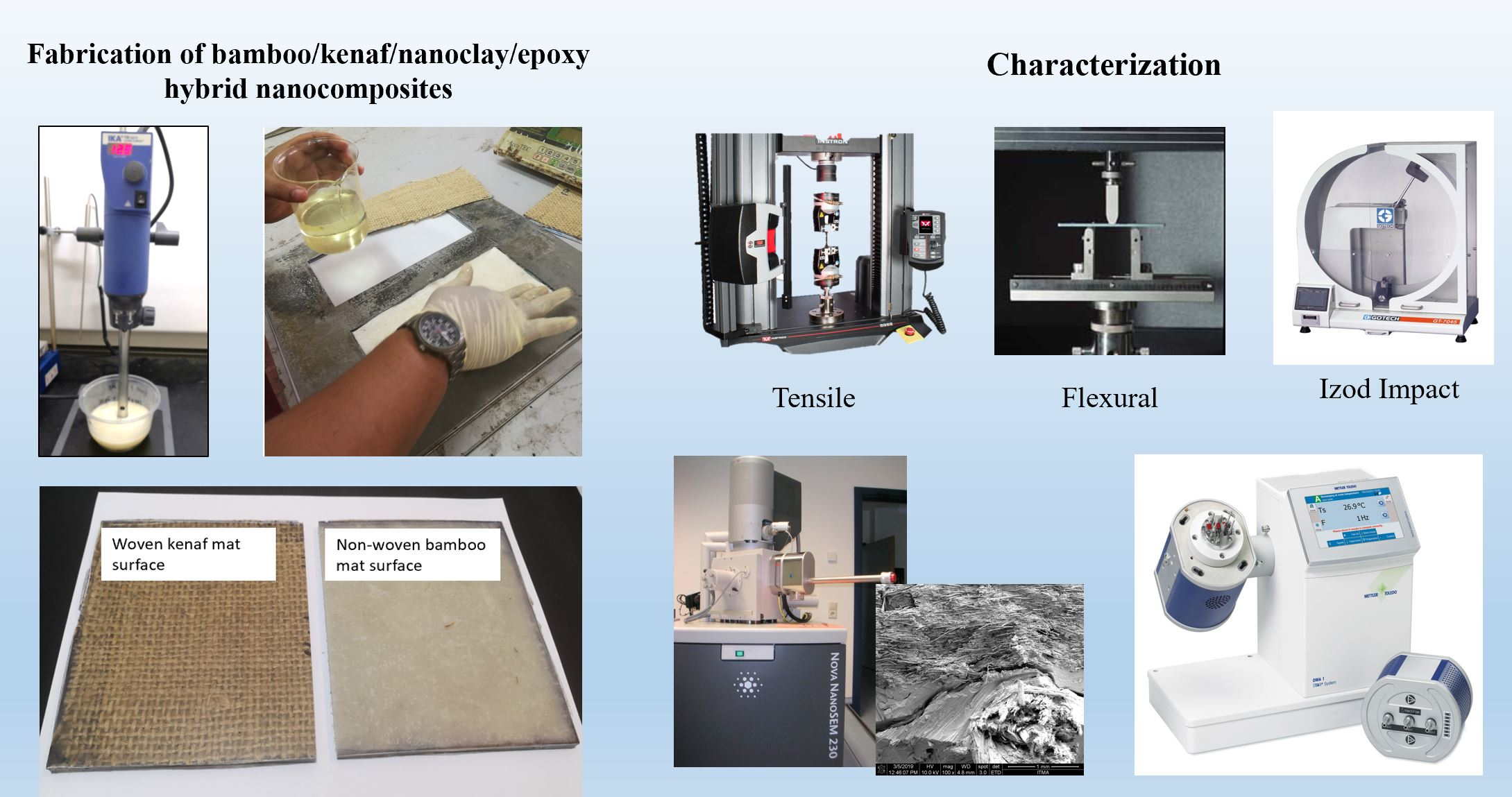
2.2. Fabrication of Hybrid Composites
2.3. Characterization
3. Results and Discussion
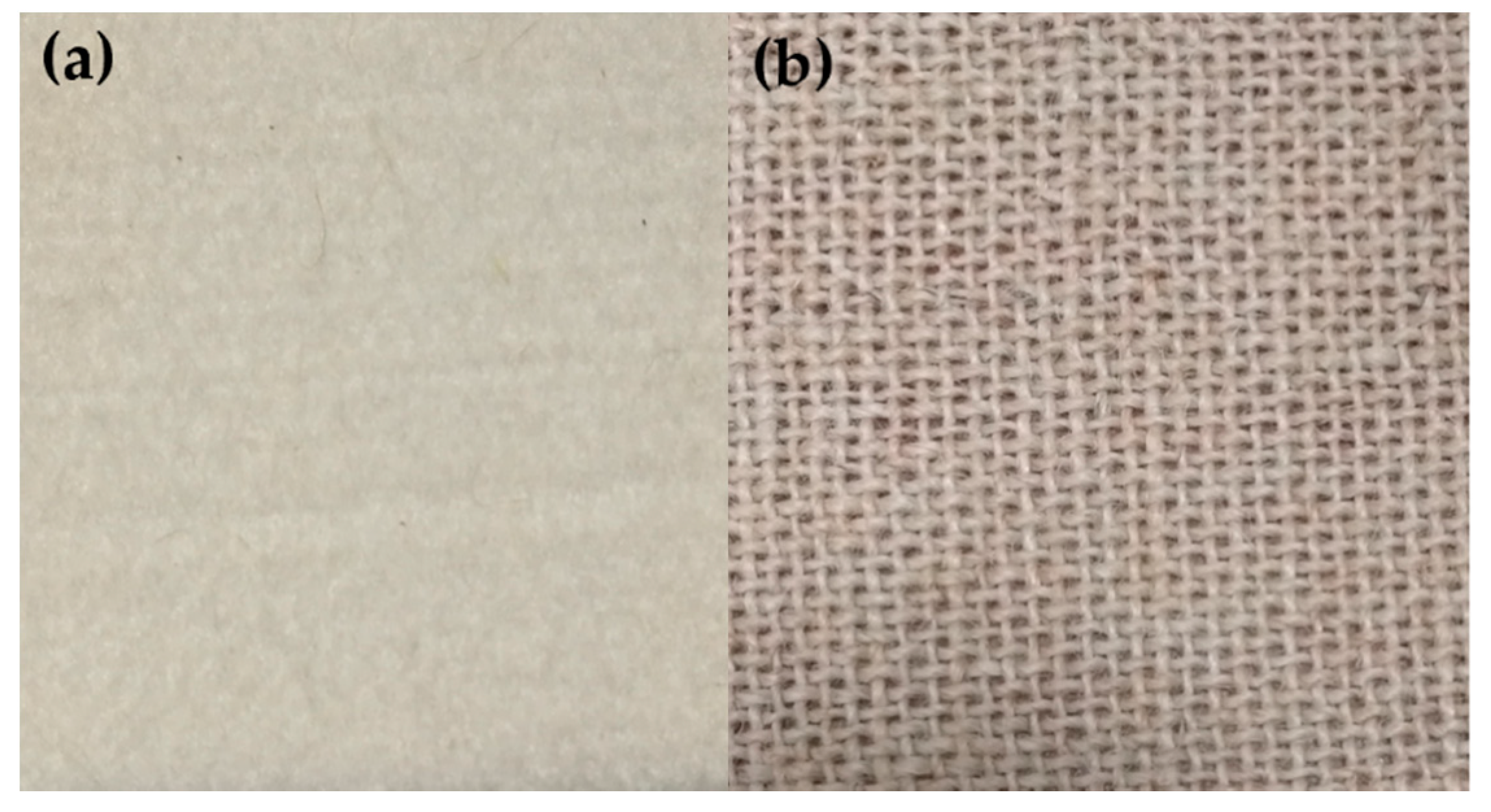
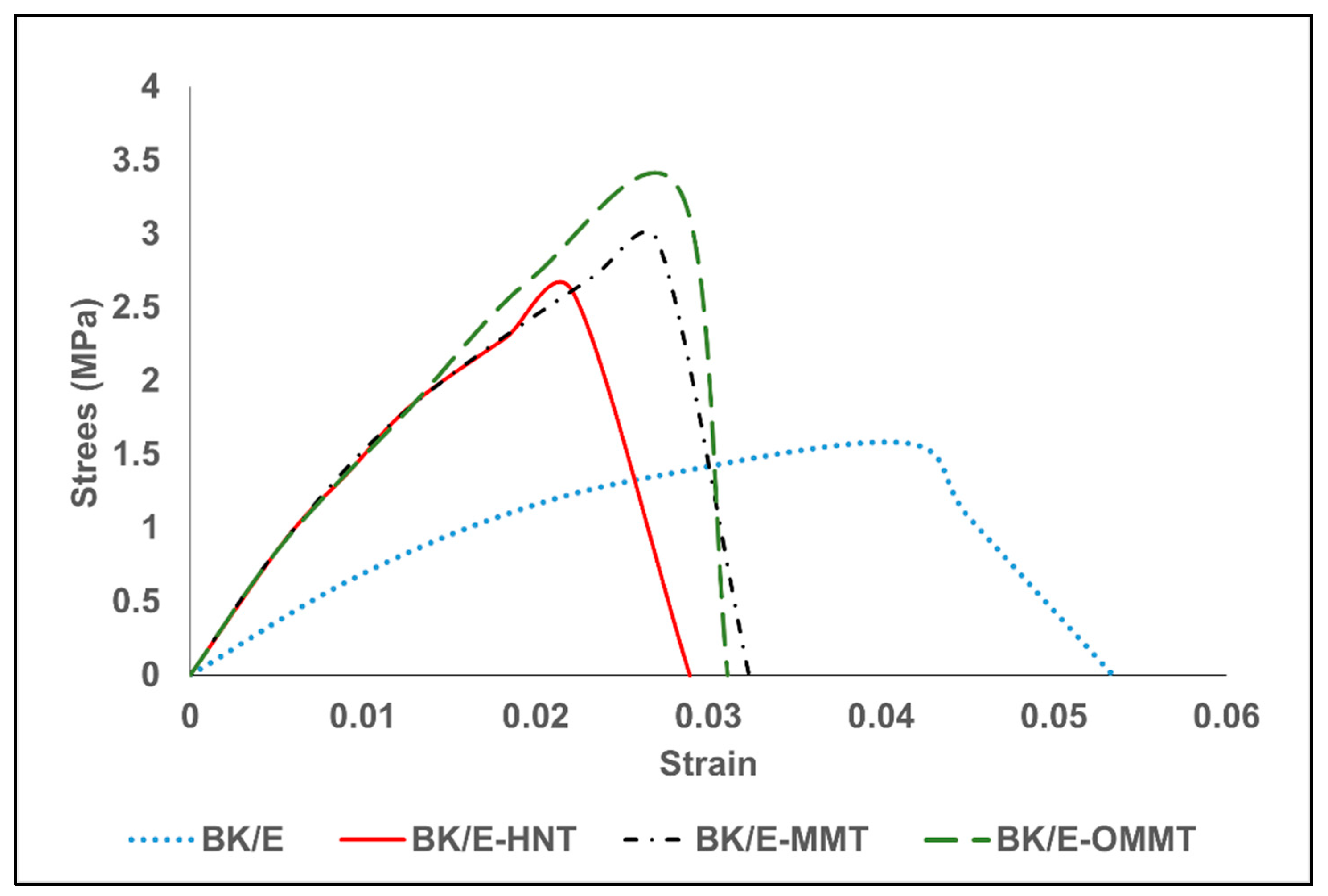
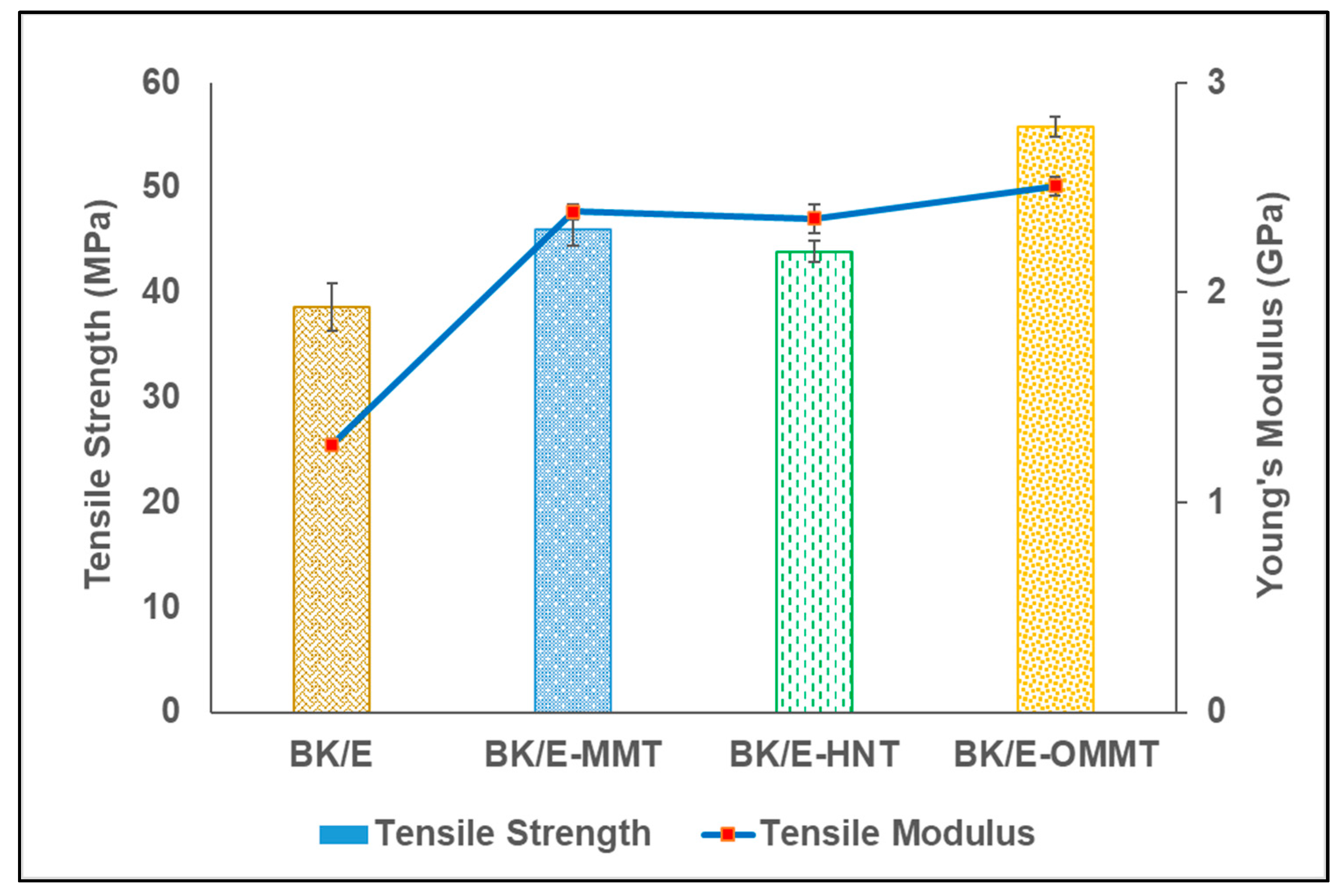
3.1. Tensile Properties
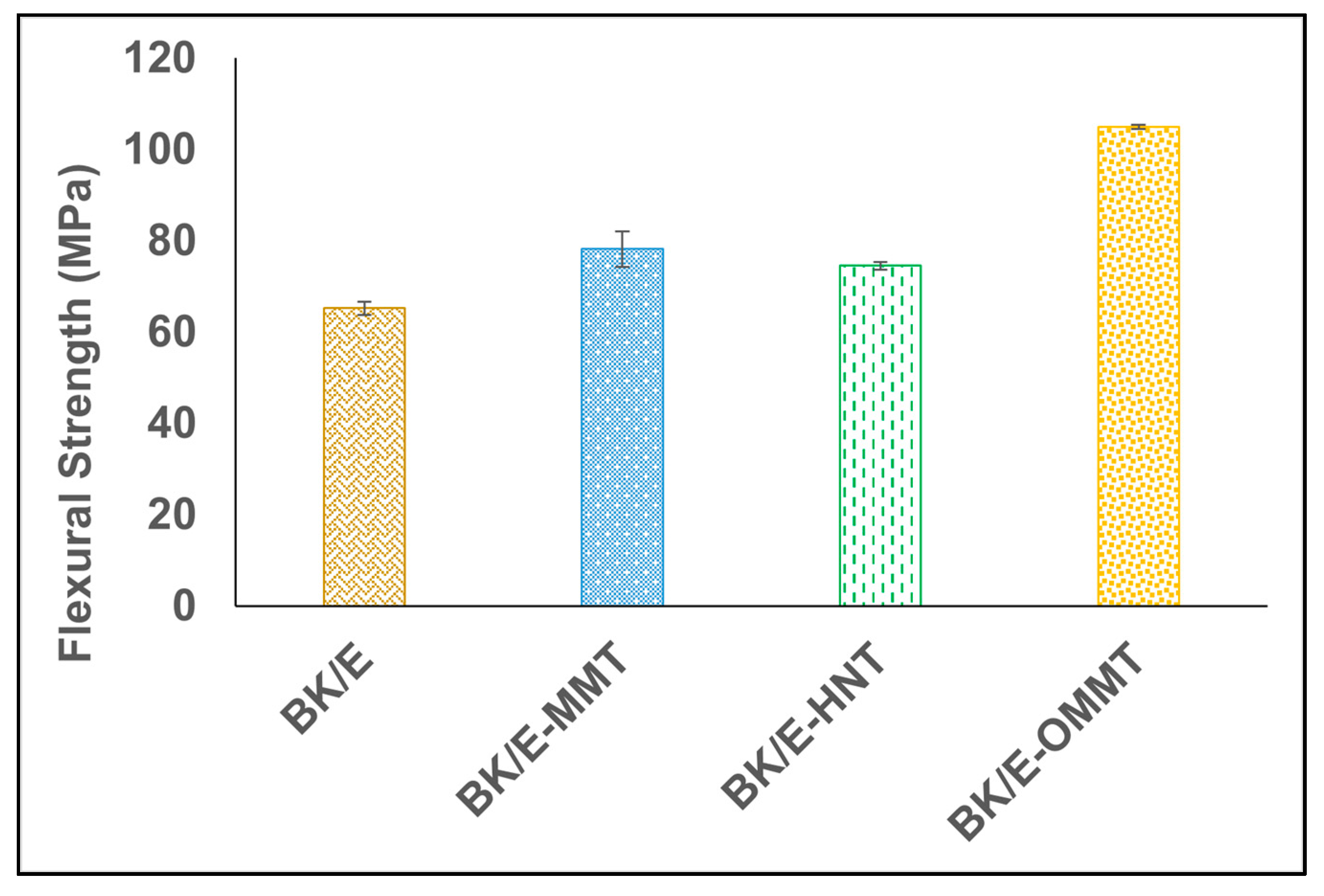
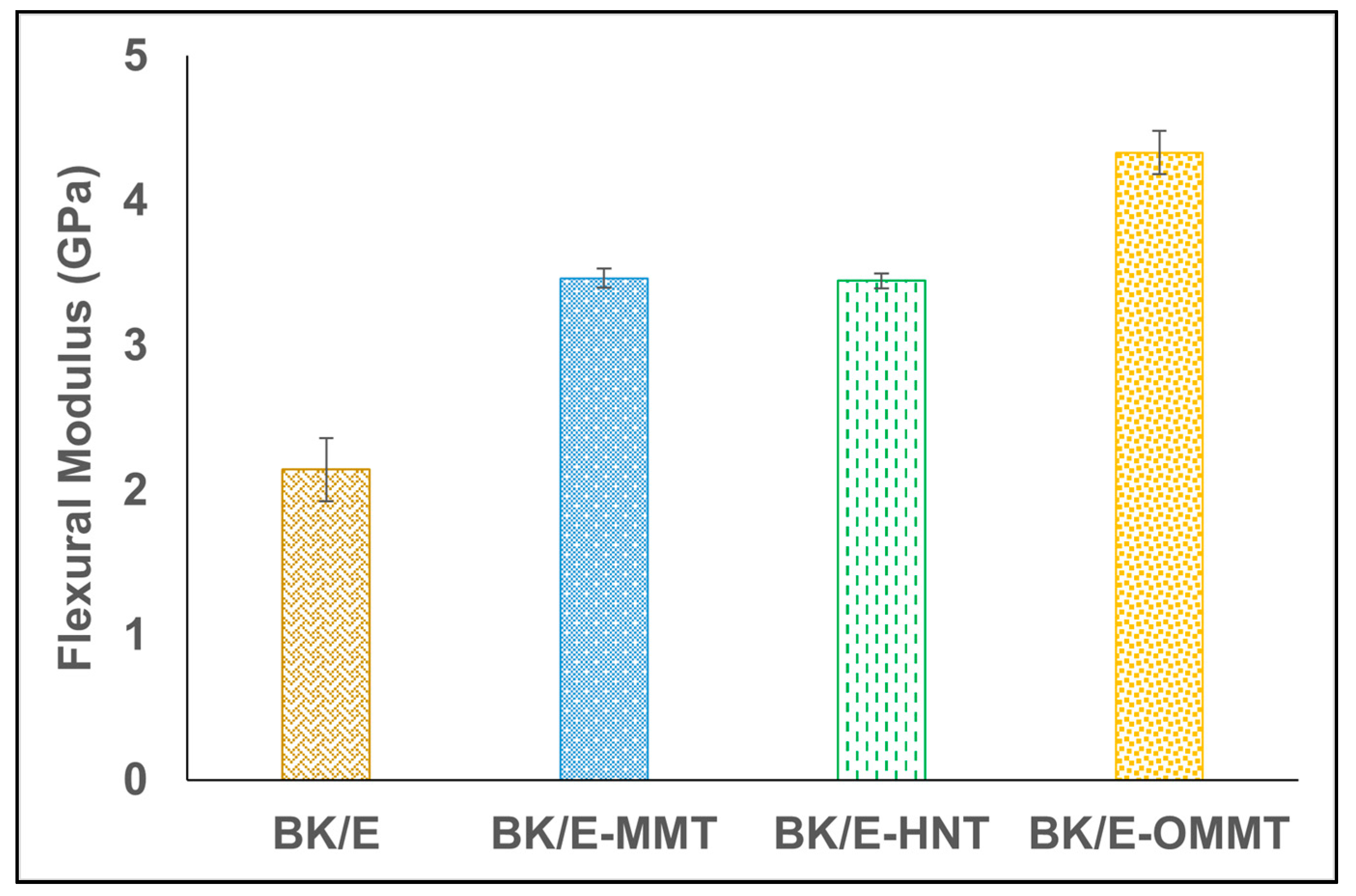
3.2. Flexural Properties
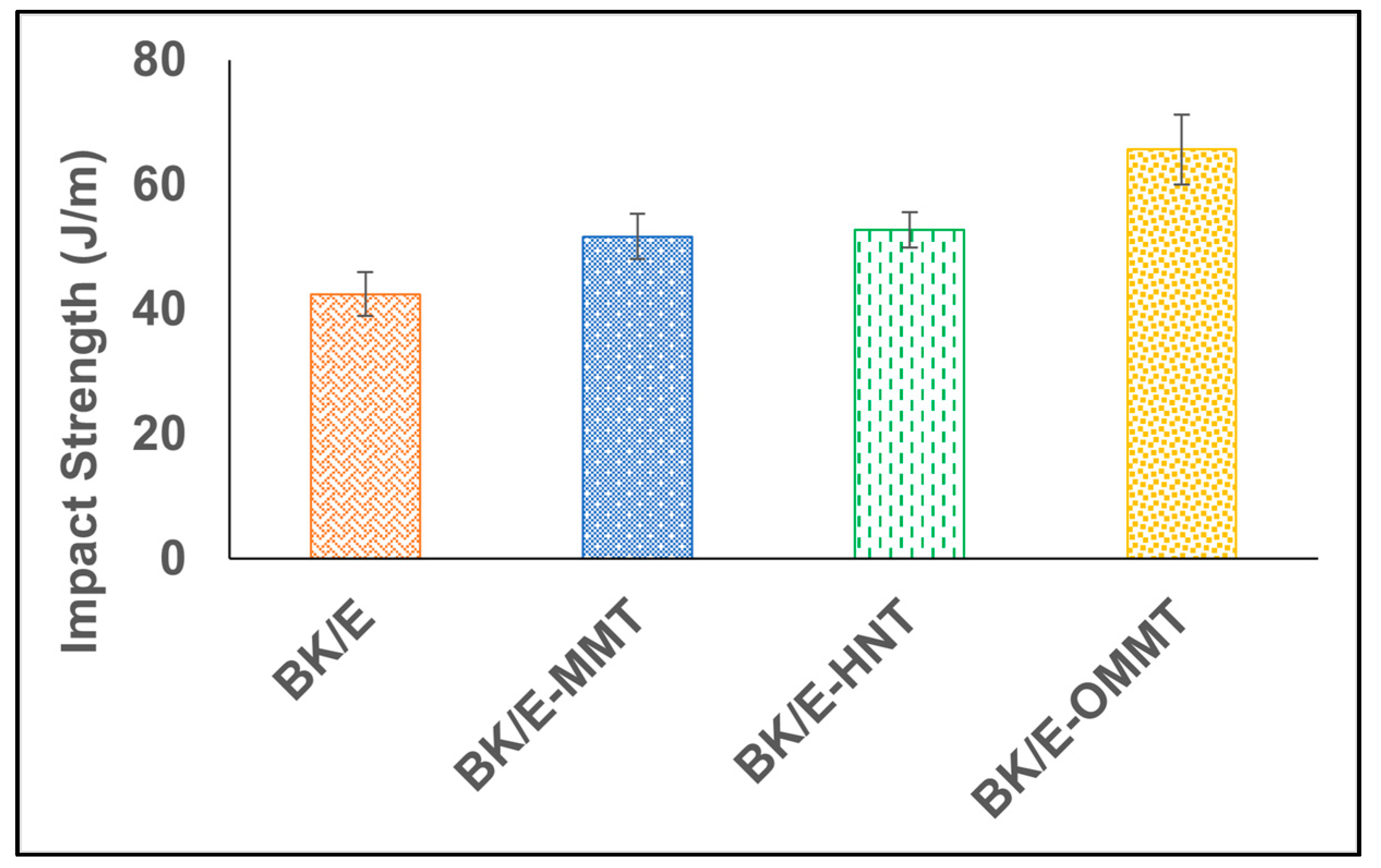
3.3. Impact Strength
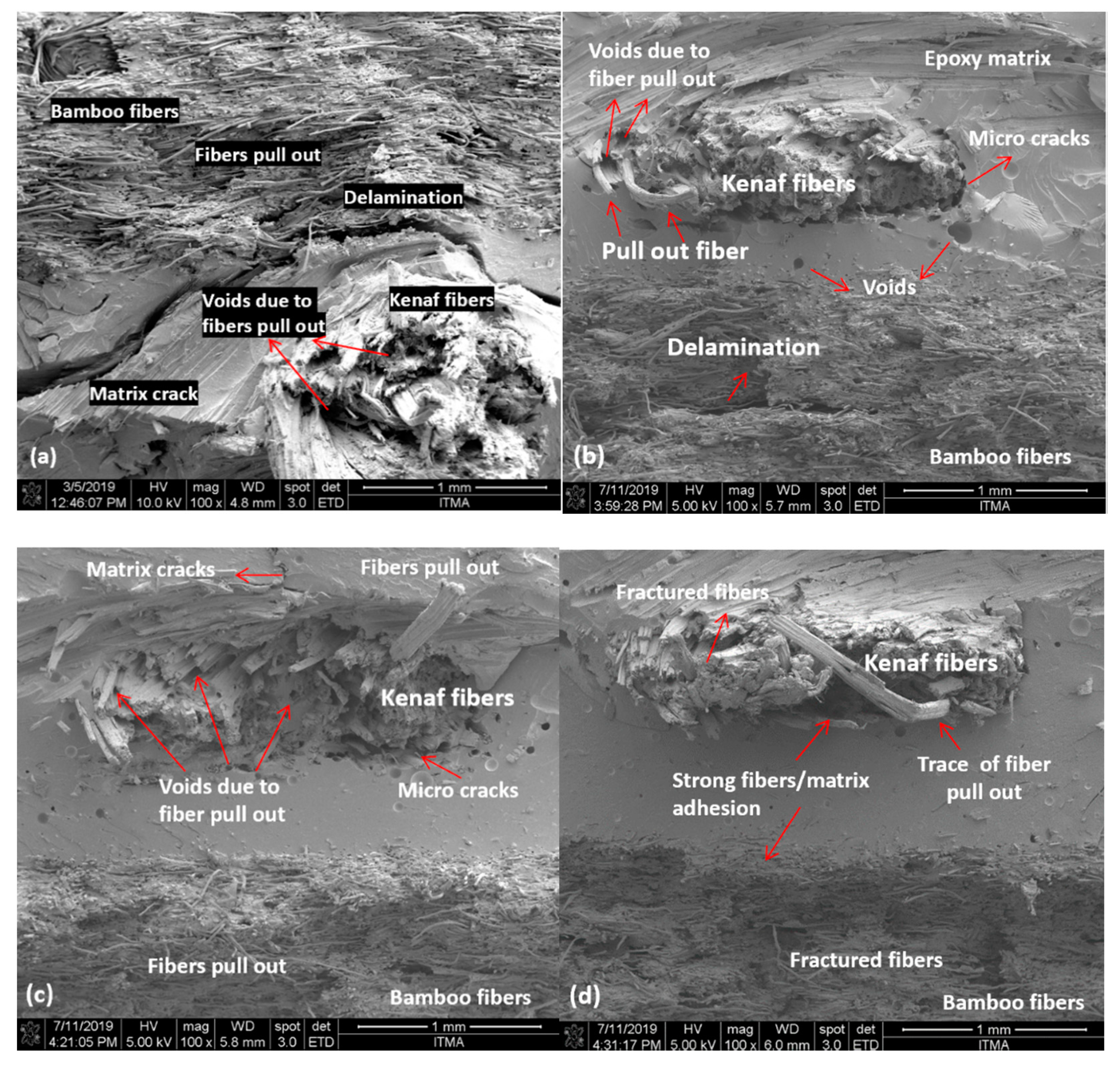
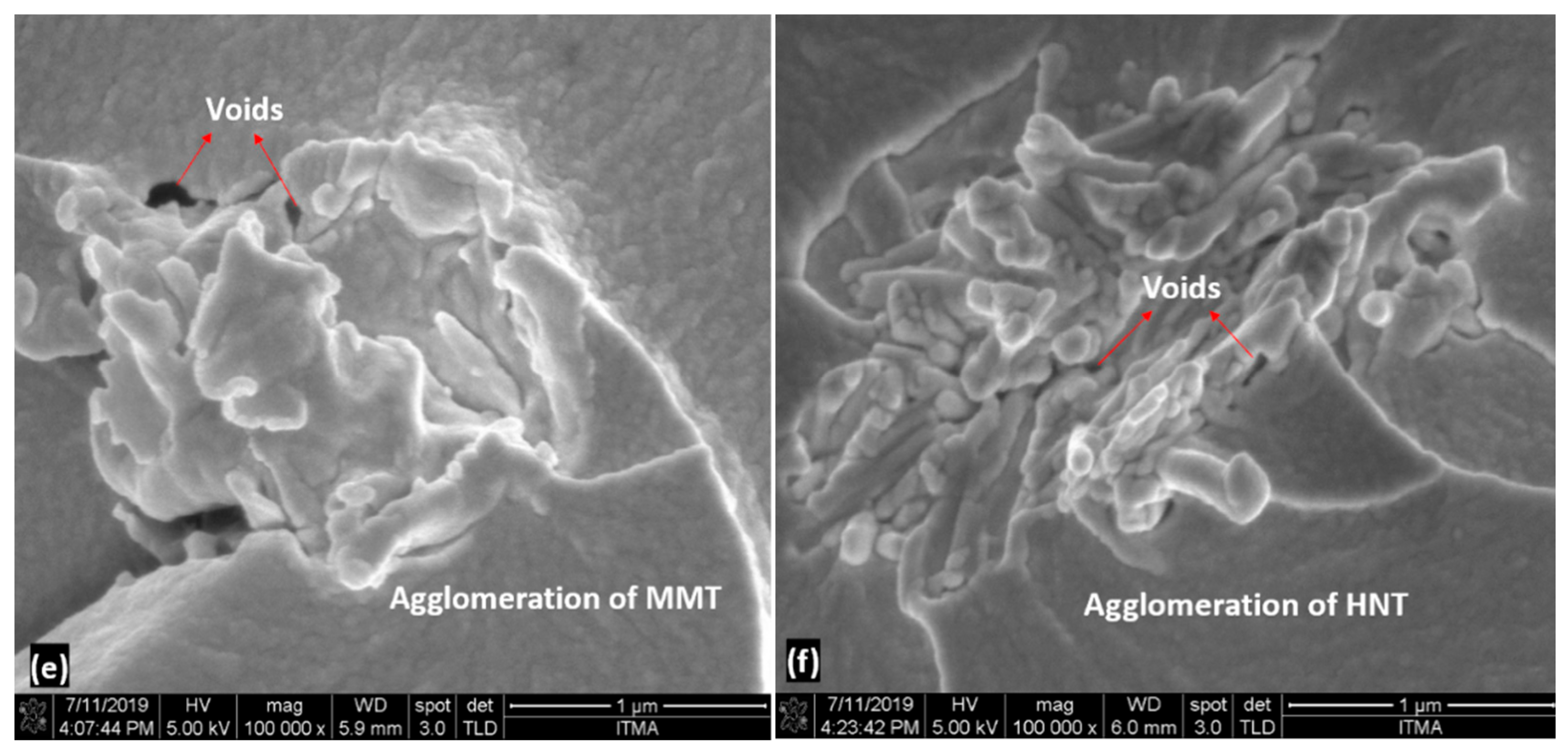
3.4. Fractography Study on Tensile-Fractured Specimens
3.5. Dynamic Mechanical Analysis (DMA)
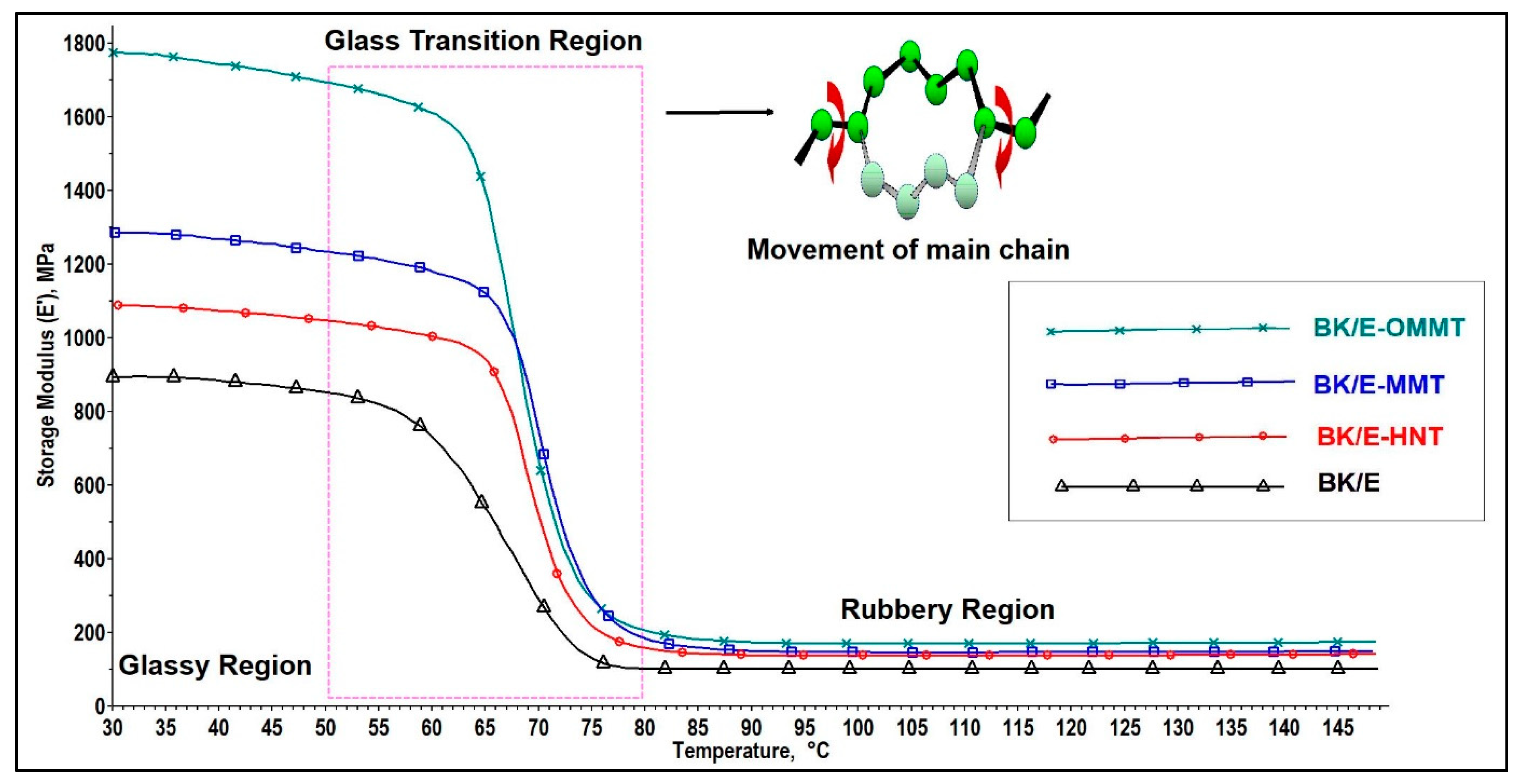
3.5.1. Storage Modulus (E′)
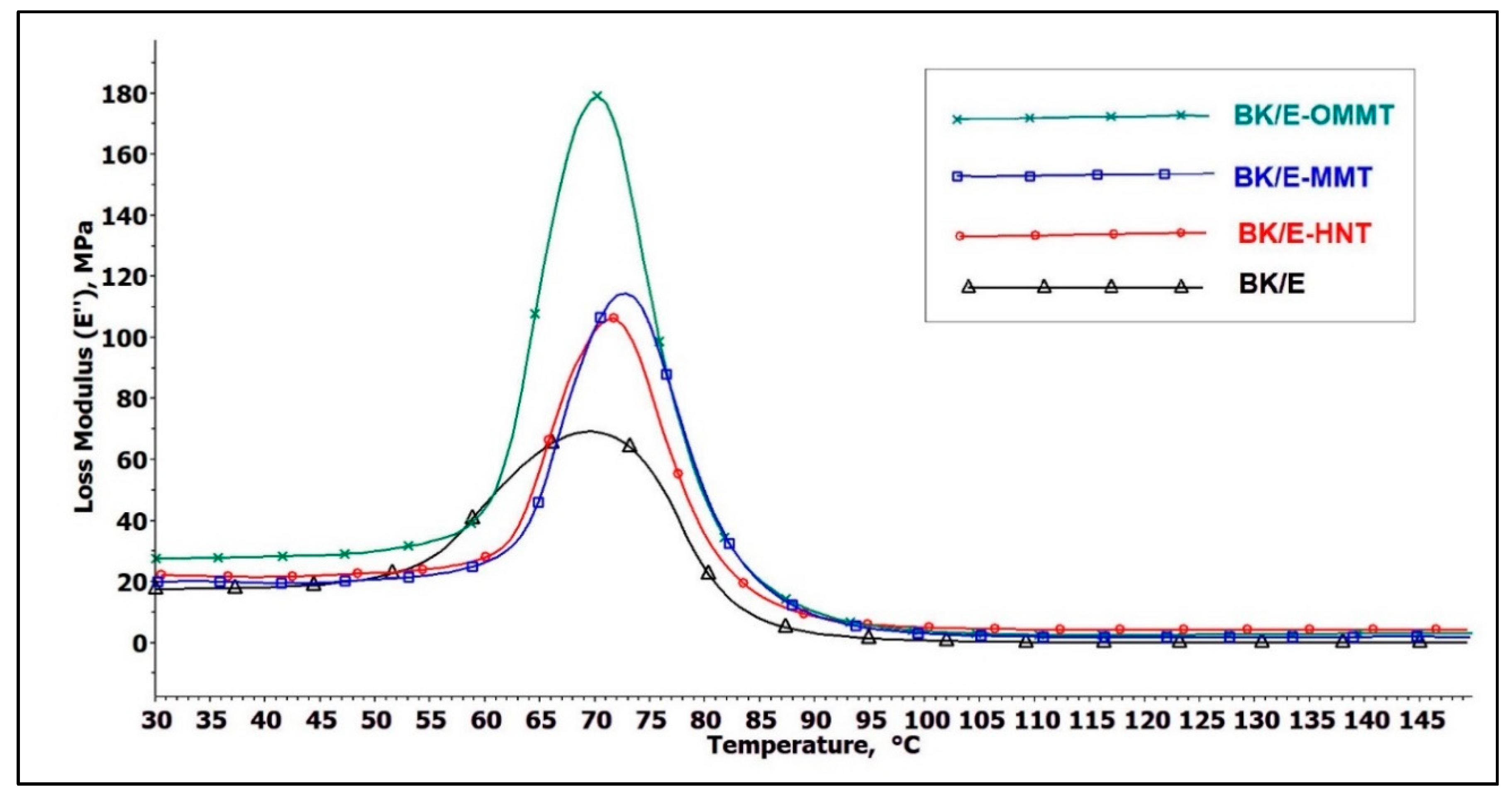
3.5.2. Loss Modulus
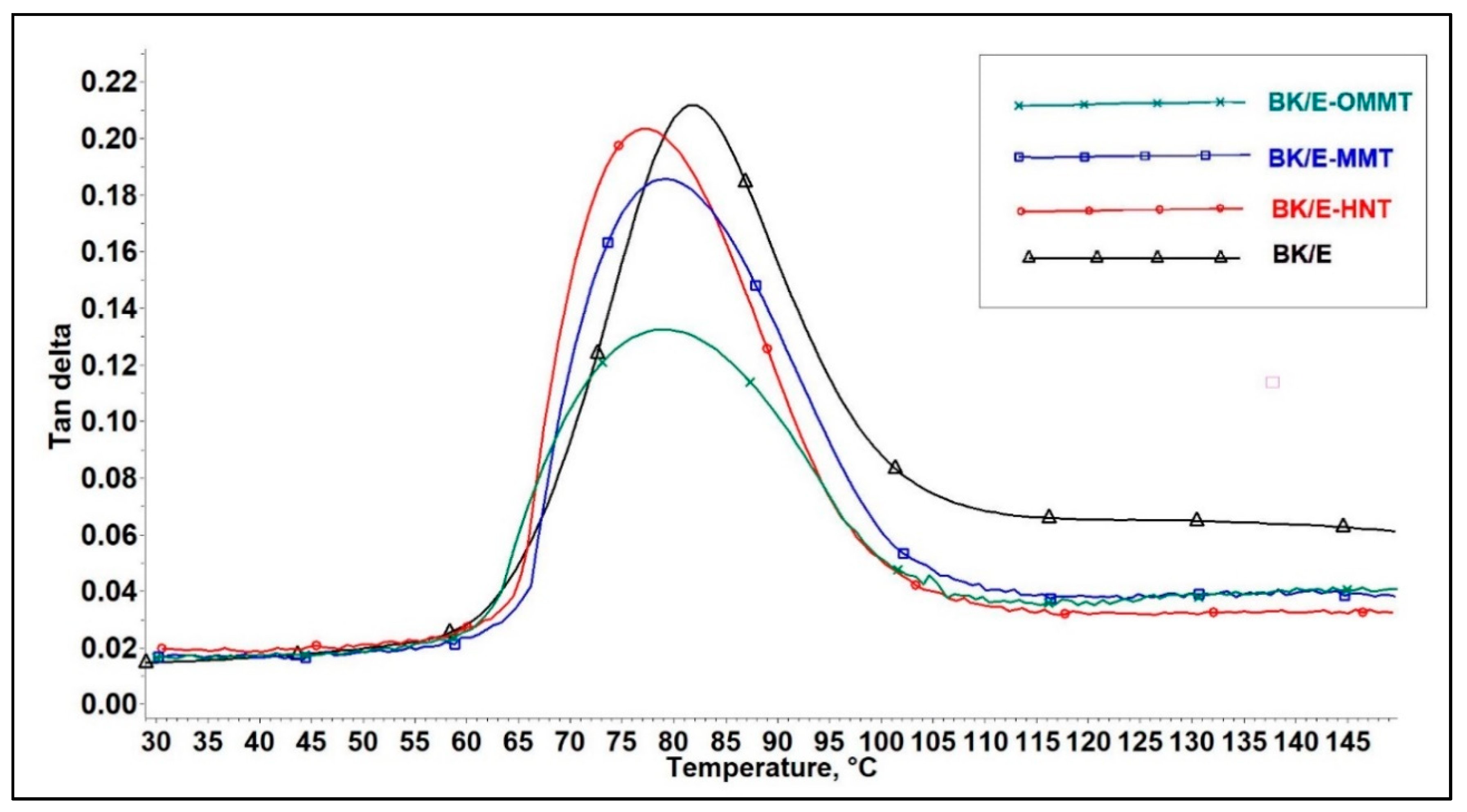
3.5.3. Tan Delta
4. Conclusions
- The tensile, flexural, and impact properties of the hybrid composites are improved with the inclusion of nanoclay. BK/E-OMMT hybrid composites exhibit the best mechanical performance among all hybrid nanocomposites, followed by BK/E-MMT and BK/E-HNT.
- BK/E-OMMT hybrid composites also show excel E′, E″, and tan delta values compared to other hybrid composites. Besides that, the relatively lower tan delta peak observed on BK/E-OMMT indicates strong interfacial bonding between fibers and the matrix.
- The FESEM images on the tensile-fractured samples confirmed that the addition of OMMT reduced void contents and showed strong fiber–matrix adhesion with reduced fiber pull out, delamination, and microcracks. However, the addition of MMT and HNT nanoclay exhibited agglomeration, higher void contents, delamination, and microcracks between the fiber–matrix interface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Natural Fiber Composites Market Set to Witness a CAGR of 10.6% during 2019–2025. Available online: https://www.globenewswire.com/news-release/2019/08/08/1899065/0/en/Natural-Fiber-Composites-Market-Set-to-Witness-a-CAGR-of-10-6-During-2019-2025.html (accessed on 22 September 2020).
- Davoodi, M.M.; Sapuan, S.M.; Ahmad, D.; Aidy, A.; Khalina, A.; Jonoobi, M. Concept selection of car bumper beam with developed hybrid bio-composite material. Mater. Des. 2011, 32, 4857–4865. [Google Scholar] [CrossRef]
- Pozo Morales, A.; Güemes, A.; Fernandez-Lopez, A.; Carcelen Valero, V.; De La Rosa Llano, S. Bamboo–Polylactic Acid (PLA) Composite Material for Structural Applications. Materials 2017, 10, 1286. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mounika, M.; Ramaniah, K.; Prasad, A.V.R.; Rao, K.M.; Hema, K.; Reddy, C. Thermal Conductivity Characterization of Bamboo Fiber Reinforced Polyester Composite. Environ. Sci. 2012, 3, 1109–1116. [Google Scholar]
- Preda, M.; Popa, M.-I.; Mihai, M.M.; Şerbănescu, A.A. Natural Fibers in Beverages Packaging. Trends Beverage Packag. 2019, 16, 409–424. [Google Scholar]
- Sathishkumar, T.; Naveen, J.; Satheeshkumar, S. Hybrid fiber reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 454–471. [Google Scholar] [CrossRef]
- Babaei, I.; Madanipour, M.; Farsi, M.; Farajpoor, A. Physical and mechanical properties of foamed HDPE/wheat straw flour/nanoclay hybrid composite. Compos. Part B Eng. 2014, 56, 163–170. [Google Scholar] [CrossRef]
- Sanjay, M.; Yogesha, B. Studies on hybridization effect of jute/kenaf/E-glass woven fabric epoxy composites for potential applications: Effect of laminate stacking sequences. J. Ind. Text. 2018, 47, 1830–1848. [Google Scholar] [CrossRef]
- Hanan, F.; Jawaid, M.; Md Tahir, P. Mechanical performance of oil palm/kenaf fiber-reinforced epoxy-based bilayer hybrid composites. J. Nat. Fibers 2018, 17, 1–13. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R.; Alothman, O.Y. Effect of Hybridization on the Mechanical Properties of Pineapple Leaf Fiber/Kenaf Phenolic Hybrid Composites. J. Renew. Mater. 2017, 6, 38–46. [Google Scholar] [CrossRef]
- Saw, S.K.; Datta, C. Thermo mechanical properties of jute/bagasse hybrid fibre reinforced epoxy thermoset composites. BioResources 2009, 4, 1455–1475. [Google Scholar]
- Maslinda, A.B.; Abdul Majid, M.S.; Ridzuan, M.J.M.; Afendi, M.; Gibson, A.G. Effect of water absorption on the mechanical properties of hybrid interwoven cellulosic-cellulosic fibre reinforced epoxy composites. Compos. Struct. 2017, 167, 227–237. [Google Scholar] [CrossRef]
- Rihayat, T.; Suryani, S.; Fauzi, T.; Agusnar, H.; Wirjosentono, B.; Alam, P.N.; Sami, M. Mechanical properties evaluation of single and hybrid composites polyester reinforced bamboo, PALF and coir fiber. IOP Conf. Ser. Mater. Sci. Eng. 2018, 334, 012081. [Google Scholar] [CrossRef] [Green Version]
- Saba, N.; Paridah, M.T.; Abdan, K.; Ibrahim, N.A. Effect of oil palm nano filler on mechanical and morphological properties of kenaf reinforced epoxy composites. Constr. Build. Mater. 2016, 123, 15–26. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K.L. Morphological and mechanical properties of treated kenaf fiber/MMT clay reinforced PLA hybrid biocomposites. AIP Conf. Proc. 2019, 2057, 020035. [Google Scholar]
- Adamu, M.; Rahman, M.R.; Hamdan, S. Formulation optimization and characterization of bamboo/polyvinyl alcohol/clay nanocomposite by response surface methodology. Compos. Part B Eng. 2019, 176, 107297. [Google Scholar] [CrossRef]
- Kushwaha, P.K.; Kumar, R. Reinforcing Effect of Nanoclay in Bamboo-Reinforced Thermosetting Resin Composites. Polym. Plast. Technol. Eng. 2011, 50, 127–135. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]
- Pistor, V.; Ornaghi, F.G.; Ornaghi, H.L.; Zattera, A.J. Dynamic mechanical characterization of epoxy/epoxycyclohexyl–POSS nanocomposites. Mater. Sci. Eng. A 2012, 532, 339–345. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Sultan, M.T.H. Thermal Stability and Dynamic Mechanical Properties of Kenaf/Bamboo Fibre Reinforced Epoxy Composites. BioResources 2017, 12, 7118–7132. [Google Scholar]
- Asim, M.; Paridah, M.T.; Saba, N.; Jawaid, M.; Alothman, O.Y.; Nasir, M.; Almutairi, Z. Thermal, physical properties and flammability of silane treated kenaf/pineapple leaf fibres phenolic hybrid composites. Compos. Struct. 2018, 202, 1330–1338. [Google Scholar] [CrossRef]
- Sathishkumar, T. Dynamic mechanical analysis of snake grass fiber-reinforced polyester composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 230, 160–174. [Google Scholar] [CrossRef]
- Samal, S.K.; Mohanty, S.; Nayak, S.K. Polypropylene—Bamboo/Glass Fiber Hybrid Composites: Fabrication and Analysis of Mechanical, Morphological, Thermal, and Dynamic Mechanical Behavior. J. Reinf. Plast. Compos. 2009, 28, 2729–2747. [Google Scholar] [CrossRef]
- Rajesh, M.; Jeyaraj, P.; Rajini, N. Mechanical, Dynamic Mechanical and Vibration Behavior of Nanoclay Dispersed Natural Fiber Hybrid Intra-ply Woven Fabric Composite; Springer: Singapore, 2016; pp. 281–296. [Google Scholar]
- Chee, S.S.; Jawaid, M. The Effect of Bi-Functionalized MMT on Morphology, Thermal Stability, Dynamic Mechanical, and Tensile Properties of Epoxy/Organoclay Nanocomposites. Polymers 2019, 11, 2012. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chee, S.S.; Jawaid, M.; Sultan, M.T.H.; Alothman, O.Y.; Abdullah, L.C. Thermomechanical and dynamic mechanical properties of bamboo/woven kenaf mat reinforced epoxy hybrid composites. Compos. Part B Eng. 2018, 163, 165–174. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H.; Yahaya, R. Improved mechanical and moisture-resistant properties of woven hybrid epoxy composites by graphene nanoplatelets (GNP). Materials 2019, 12, 1249. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chee, S.S.; Jawaid, M.; Alothman, O.Y.; Yahaya, R. Thermo-oxidative stability and flammability properties of bamboo/kenaf/nanoclay/epoxy hybrid nanocomposites. RSC Adv. 2020, 10, 21686–21697. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Wu, J.; Chen, L.; He, C. Preparation of Highly Exfoliated Epoxy/Clay Nanocomposites by “Slurry Compounding”: Process and Mechanisms. Langmuir 2005, 21, 3613–3618. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Sultan, M.T.H. An overview of mechanical and physical testing of composite materials. Woodhead Publ. Ser. Compos. Sci. Eng. 2019, 1–12. [Google Scholar]
- Rafiee, R.; Shahzadi, R. Mechanical Properties of Nanoclay and Nanoclay Reinforced Polymers: A Review. Polym. Compos. 2019, 40, 431–445. [Google Scholar] [CrossRef]
- Ferrari, P.C.; Araujo, F.F.; Pianaro, S.A. Halloysite nanotubes-polymeric nanocomposites: Characteristics, modifications and controlled drug delivery approaches. Ceramica 2017, 63, 423–431. [Google Scholar] [CrossRef] [Green Version]
- Rafiq, A.; Merah, N.; Boukhili, R.; Al-Qadhi, M. Impact resistance of hybrid glass fiber reinforced epoxy/nanoclay composite. Polym. Test. 2017, 57, 1–11. [Google Scholar] [CrossRef]
- Rafiq, A.; Merah, N. Nanoclay enhancement of flexural properties and water uptake resistance of glass fiber-reinforced epoxy composites at different temperatures. J. Compos. Mater. 2019, 53, 143–154. [Google Scholar] [CrossRef]
- Amaral Ceretti, D.V.; Escobar da Silva, L.C.; do Carmo Gonçalves, M.; Carastan, D.J. The Role of Dispersion Technique and Type of Clay on the Mechanical Properties of Clay/Epoxy Composites. Macromol. Symp. 2019, 383, 1800055. [Google Scholar] [CrossRef]
- Biswas, S.; Kindo, S.; Patnaik, A. Effect of fiber length on mechanical behavior of coir fiber reinforced epoxy composites. Fibers Polym. 2011, 12, 73–78. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Safwan, A.; Jawaid, M.; Sultan, M.T.H.; Hassan, A. Preliminary Study on Tensile and Impact Properties of Kenaf/Bamboo Fiber Reinforced Epoxy Composites. J. Renew. Mater. 2018, 6, 529–535. [Google Scholar] [CrossRef]
- Eng, C.C.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Yunus, W.M.Z.W.; Then, Y.Y.; Teh, C.C. Enhancement of Mechanical and Thermal Properties of Polylactic Acid/Polycaprolactone Blends by Hydrophilic Nanoclay. Indian J. Mater. Sci. 2013, 2013, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Chee, S.S.; Jawaid, M.; Sultan, M.T.H.; Alothman, O.Y.; Abdullah, L.C. Effects of nanoclay on physical and dimensional stability of Bamboo/Kenaf/nanoclay reinforced epoxy hybrid nanocomposites. J. Mater. Res. Technol. 2020, 9, 5871–5880. [Google Scholar] [CrossRef]
- Anand, G.; Alagumurthi, N.; Elansezhian, R.; Venkateshwaran, N. Dynamic mechanical, thermal and wear analysis of Ni-P coated glass fiber/Al2O3 nanowire reinforced vinyl ester composite. Alexandria Eng. J. 2017, 57, 621–631. [Google Scholar] [CrossRef]
- Miyagawa, H.; Misra, M.; Drzal, L.T.; Mohanty, A.K. Novel biobased nanocomposites from functionalized vegetable oil and organically-modified layered silicate clay. Polymer 2005, 46, 445–453. [Google Scholar] [CrossRef]
- Joseph, S.; Appukuttan, S.P.; Kenny, J.M.; Puglia, D.; Thomas, S.; Joseph, K. Dynamic mechanical properties of oil palm microfibril-reinforced natural rubber composites. J. Appl. Polym. Sci. 2010, 117, 1298–1308. [Google Scholar] [CrossRef]
- Rasana, N.; Jayanarayanan, K.; Deeraj, B.D.S.; Joseph, K. The thermal degradation and dynamic mechanical properties modeling of MWCNT/glass fiber multiscale filler reinforced polypropylene composites. Compos. Sci. Technol. 2019, 169, 249–259. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.T.; Abdan, K.; Ibrahim, N.A. Dynamic mechanical properties of oil palm nano filler/kenaf/epoxy hybrid nanocomposites. Constr. Build. Mater. 2016, 124, 133–138. [Google Scholar] [CrossRef]
- Jesuarockiam, N.; Jawaid, M.; Zainudin, E.S.; Thariq Hameed Sultan, M.; Yahaya, R. Enhanced Thermal and Dynamic Mechanical Properties of Synthetic/Natural Hybrid Composites with Graphene Nanoplateletes. Polymers 2019, 11, 1085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Velmurugan, R.; Mohan, T.P. Epoxy-Clay Nanocomposites and Hybrids: Synthesis and Characterization. J. Reinf. Plast. Compos. 2009, 28, 17–37. [Google Scholar] [CrossRef]
- Sahari, J.; Sapuan, S.M.; Zainudin, E.S.; Maleque, M.A. Mechanical and thermal properties of environmentally friendly composites derived from sugar palm tree. Mater. Des. 2013, 49, 285–289. [Google Scholar] [CrossRef]
- Saba, N.; Safwan, A.; Sanyang, M.L.; Mohammad, F.; Pervaiz, M.; Jawaid, M.; Alothman, O.Y.; Sain, M. Thermal and dynamic mechanical properties of cellulose nanofibers reinforced epoxy composites. Int. J. Biol. Macromol. 2017, 102, 822–828. [Google Scholar] [CrossRef]
- Hazarika, A.; Mandal, M.; Maji, T.K. Dynamic mechanical analysis, biodegradability and thermal stability of wood polymer nanocomposites. Compos. Part B Eng. 2014, 60, 568–576. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H.; Yahaya, R.; Abdul Majid, M.S. Thermal degradation and viscoelastic properties of Kevlar/Cocos nucifera sheath reinforced epoxy hybrid composites. Compos. Struct. 2019, 219, 194–202. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Source of Difference | SS | df | MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Tensile Strength | Between Groups (BG) | 776.7 | 3 | 258.9 | 21.30 | 0.000 |
| Within Groups (WG) | 194.5 | 16 | 12.16 | |||
| Young’s Modulus | Between Groups (BG) | 4.938 | 3 | 1.646 | 153.1 | 0.000 |
| Within Groups (WG) | 0.172 | 16 | 0.011 |
| Hybrid Composites | Mean Tensile Strength, MPa | Grouping | Mean Young’s Modulus, GPa | Grouping |
|---|---|---|---|---|
| BK/E-OMMT | 55.82 | A | 2.507 | A |
| BK/E-MMT | 46.01 | B | 2.386 | A |
| BK/E-HNT | 43.87 | BC | 2.353 | A |
| BK/E | 38.62 | C | 1.275 | B |
| Properties | Source of Difference | SS | df | MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Flexural Strength | Between Groups (BG) | 4361.1 | 3 | 1454 | 63.21 | 0.000 |
| Within Groups (WG) | 368.0 | 16 | 23.00 | |||
| Flexural Modulus | Between Groups (BG) | 12.22 | 3 | 4.074 | 153.1 | 0.000 |
| Within Groups (WG) | 1.55 | 16 | 0.097 |
| Hybrid Composites | Mean Flexural Strength, MPa | Grouping | Mean Flexural Modulus, GPa | Grouping |
|---|---|---|---|---|
| BK/E-OMMT | 104.98 | A | 2.507 | A |
| BK/E-MMT | 78.20 | B | 2.386 | B |
| BK/E-HNT | 74.58 | B | 2.353 | B |
| BK/E | 65.24 | C | 1.275 | C |
| Properties | Source of Variation | SS | df | MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Impact Strength | Between Groups (BG) | 1201.9 | 3 | 400.6 | 10.19 | 0.001 |
| Within Groups (WG) | 589.5 | 15 | 39.30 |
| Hybrid Composites | Mean Impact Strength (J/m) | Grouping |
|---|---|---|
| BK/E-OMMT | 65.67 | A |
| BK/E-MMT | 52.78 | B |
| BK/E-HNT | 51.70 | B |
| BK/E | 42.46 | B |
| Composites | E′ at 25 °C (MPa) | E′ at 120 °C (MPa) | Peak of E″ (MPa) | Peak Height of Tan Delta |
|---|---|---|---|---|
| BK/E-OMMT | 1776 | 173 | 179 | 0.13 |
| BK/E-MMT | 1266 | 148 | 114 | 0.19 |
| BK/E-HNT | 1090 | 139 | 106 | 0.20 |
| BK/E | 895 | 133 | 69 | 0.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chee, S.S.; Jawaid, M.; Alothman, O.Y.; Fouad, H. Effects of Nanoclay on Mechanical and Dynamic Mechanical Properties of Bamboo/Kenaf Reinforced Epoxy Hybrid Composites. Polymers 2021, 13, 395. https://doi.org/10.3390/polym13030395
Chee SS, Jawaid M, Alothman OY, Fouad H. Effects of Nanoclay on Mechanical and Dynamic Mechanical Properties of Bamboo/Kenaf Reinforced Epoxy Hybrid Composites. Polymers. 2021; 13(3):395. https://doi.org/10.3390/polym13030395
Chicago/Turabian StyleChee, Siew Sand, Mohammad Jawaid, Othman Y. Alothman, and Hassan Fouad. 2021. "Effects of Nanoclay on Mechanical and Dynamic Mechanical Properties of Bamboo/Kenaf Reinforced Epoxy Hybrid Composites" Polymers 13, no. 3: 395. https://doi.org/10.3390/polym13030395