
Glycerol Assisted Pretreatment of Lignocellulose Wheat Straw Materials as a Promising Approach for Fabrication of Sustainable Fibrous Filler for Biocomposites

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
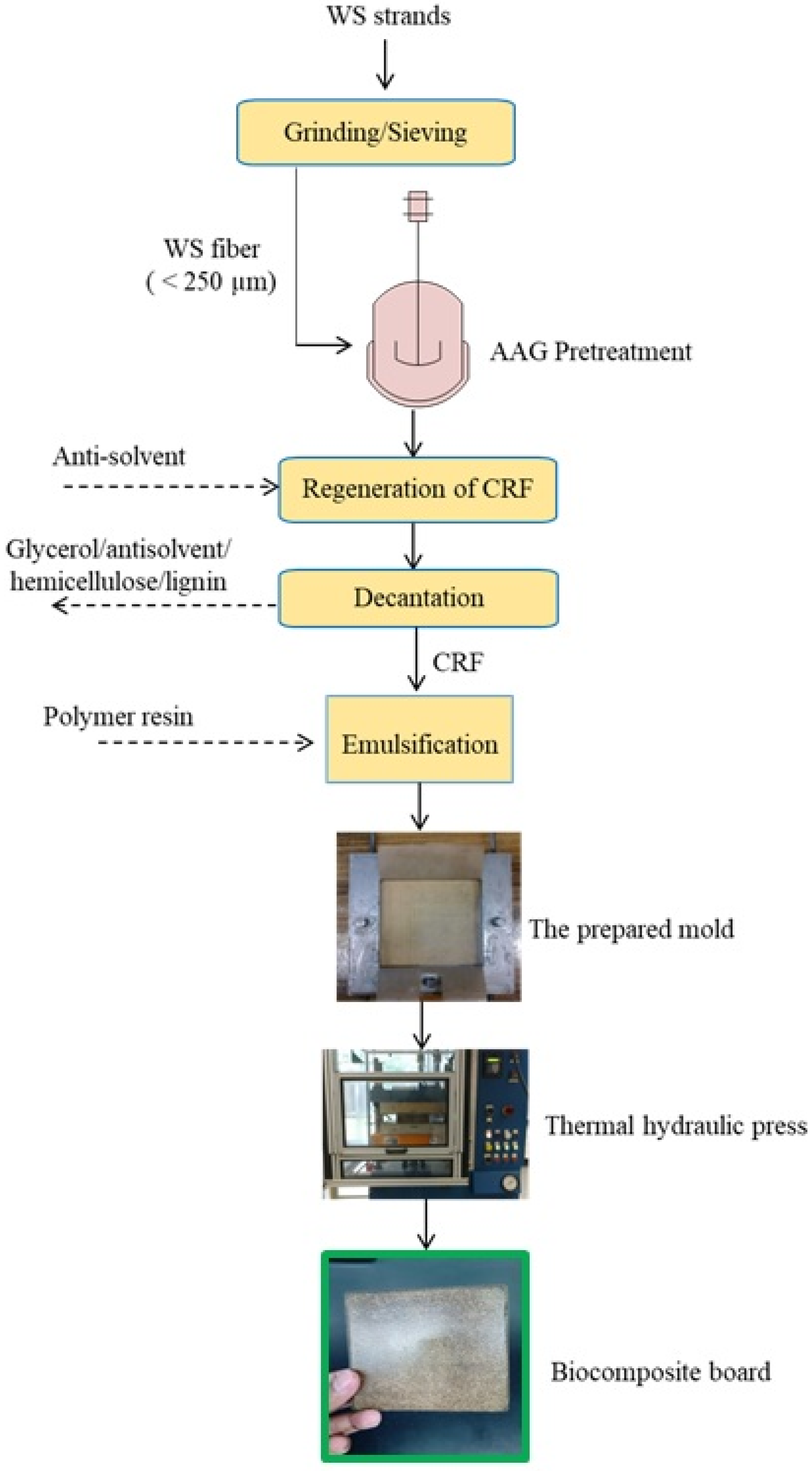
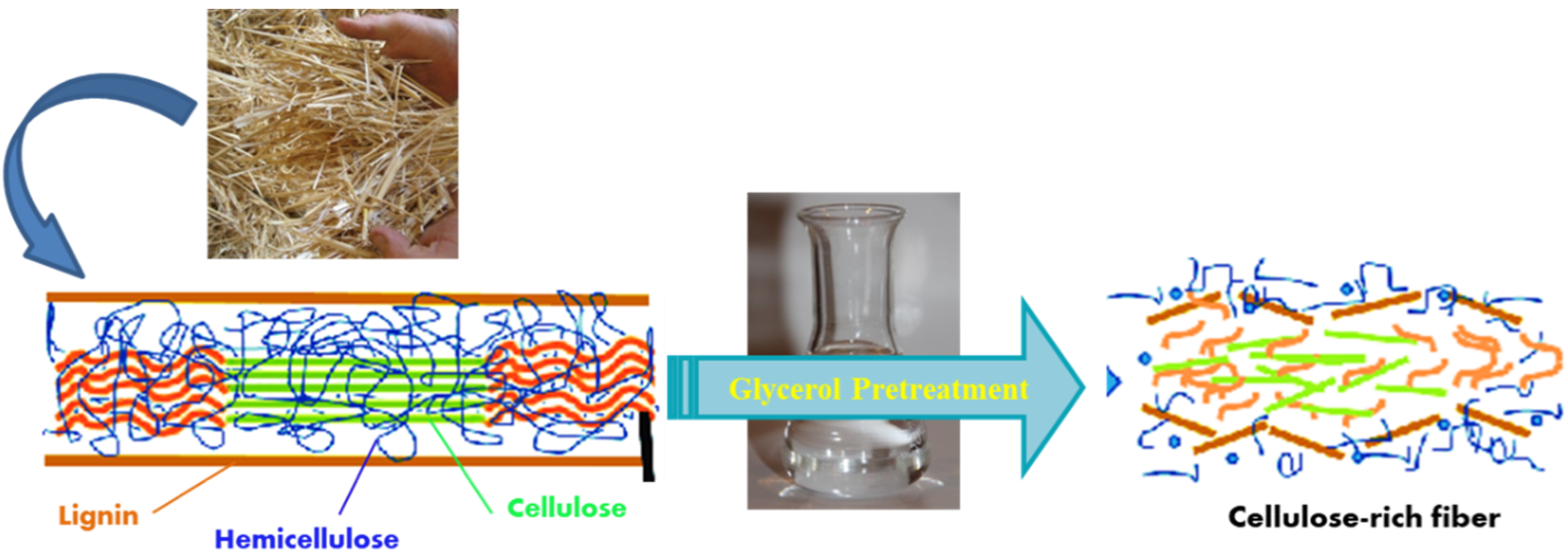
2.1. Pretreatment of Wheat Straw
2.1.1. Estimation of Energy Expenditure for WS Pretreatment
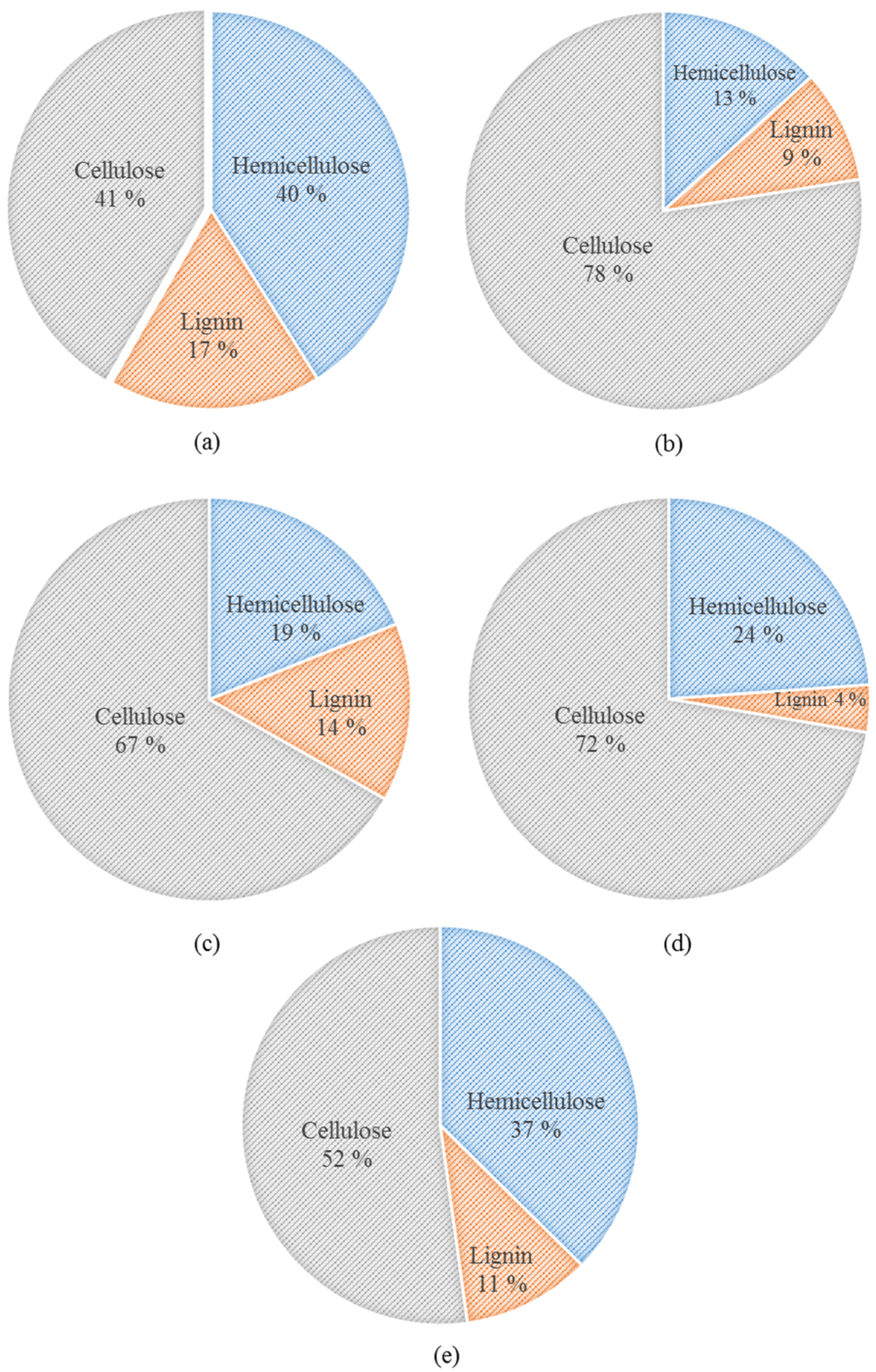
2.1.2. Lignocellulosic Composition Analysis
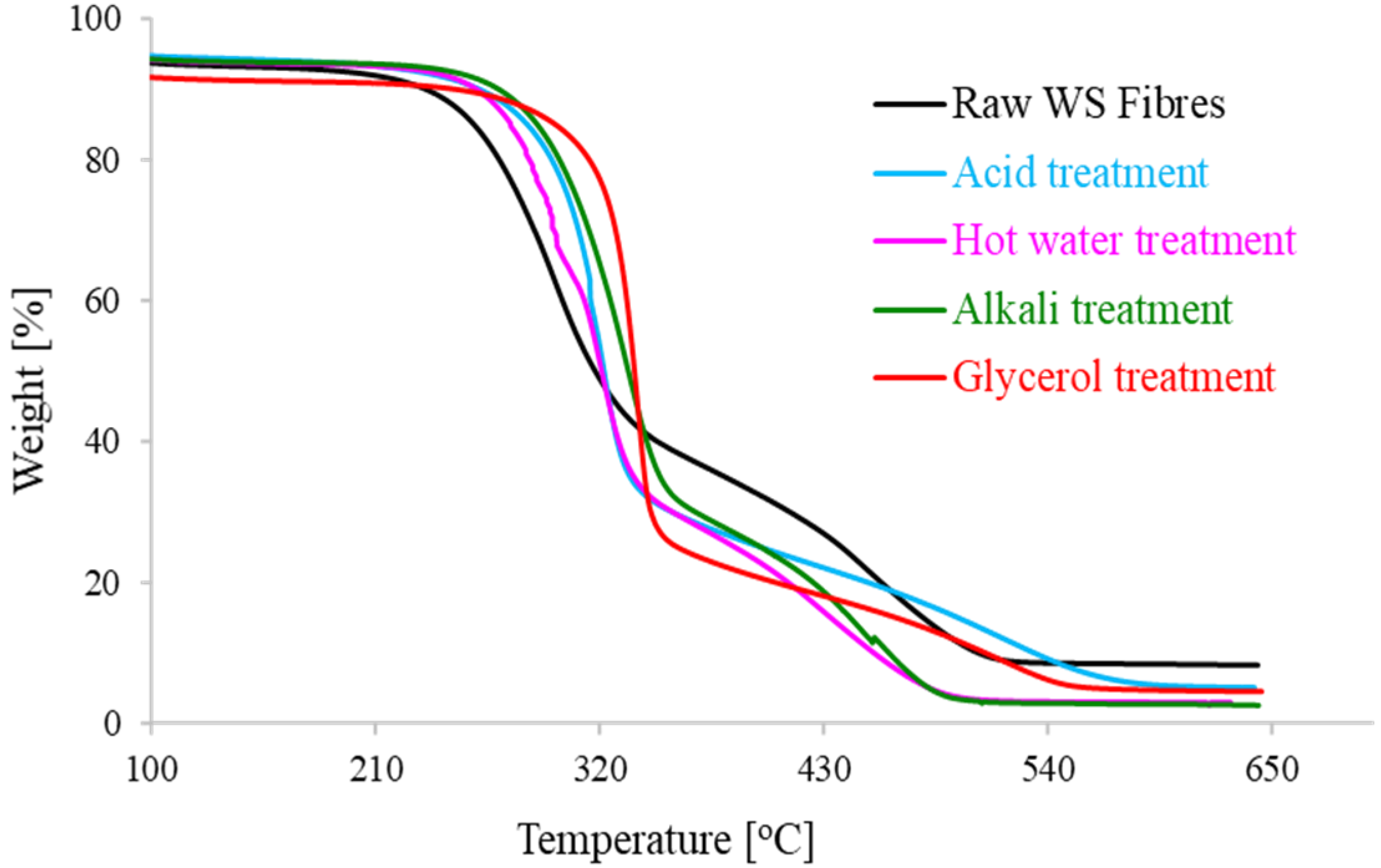
2.1.3. Thermogravimetric Analysis (TGA)
2.2. Wheat Straw Cellulose-Rich Fiber-Filled Biocomposite Boards
2.2.1. Mechanical Testing
2.2.2. Thermogravimetric Analysis (TGA)
3. Results and Discussion
3.1. Lignocellulosic Characterization of WS Fibers
3.2. Thermal Stability of WS Fibers after Glycerol-Based Pretreatment
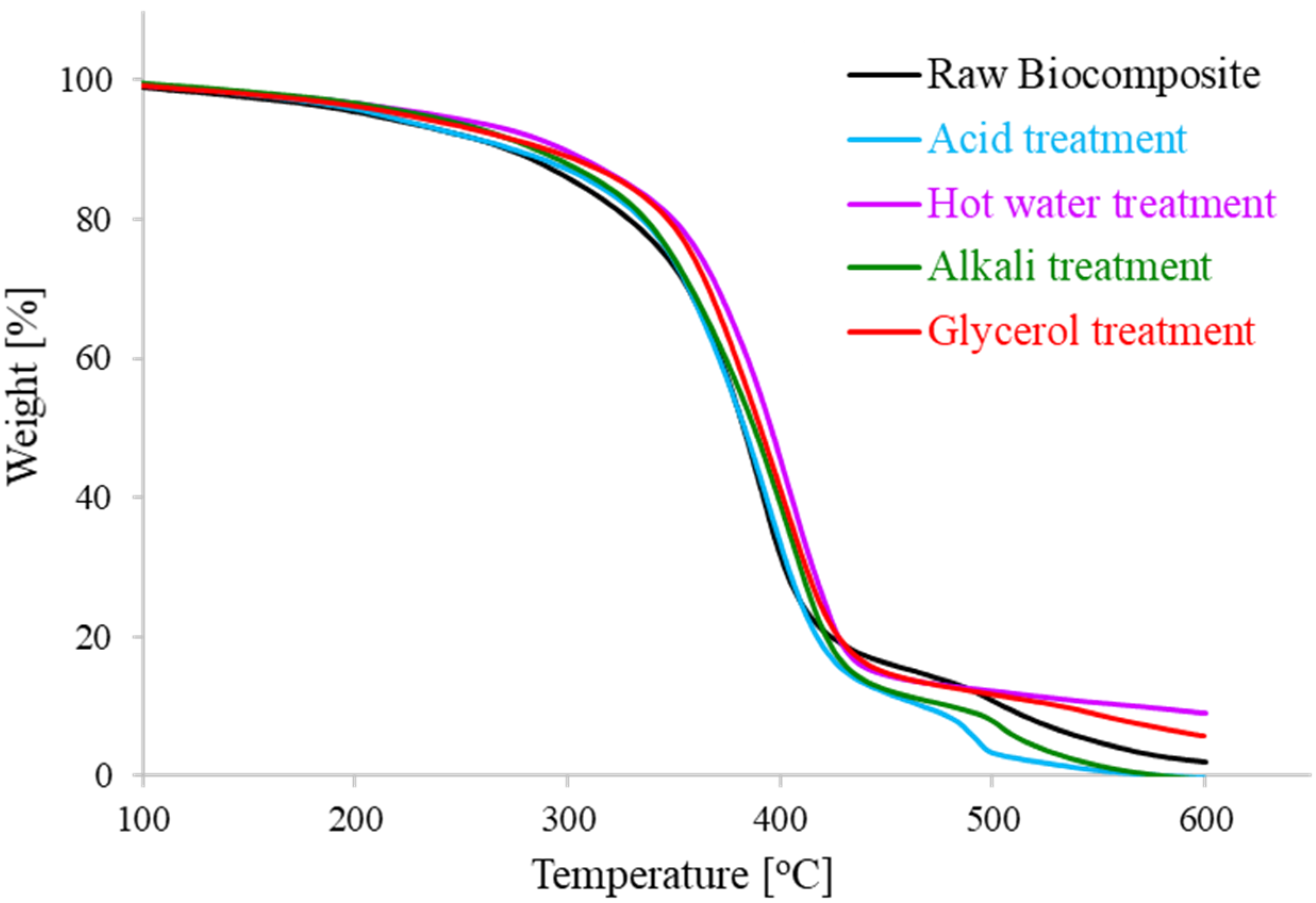
3.3. Thermal Properties of WS-Derived Fibers Filled Biocomposite Boards
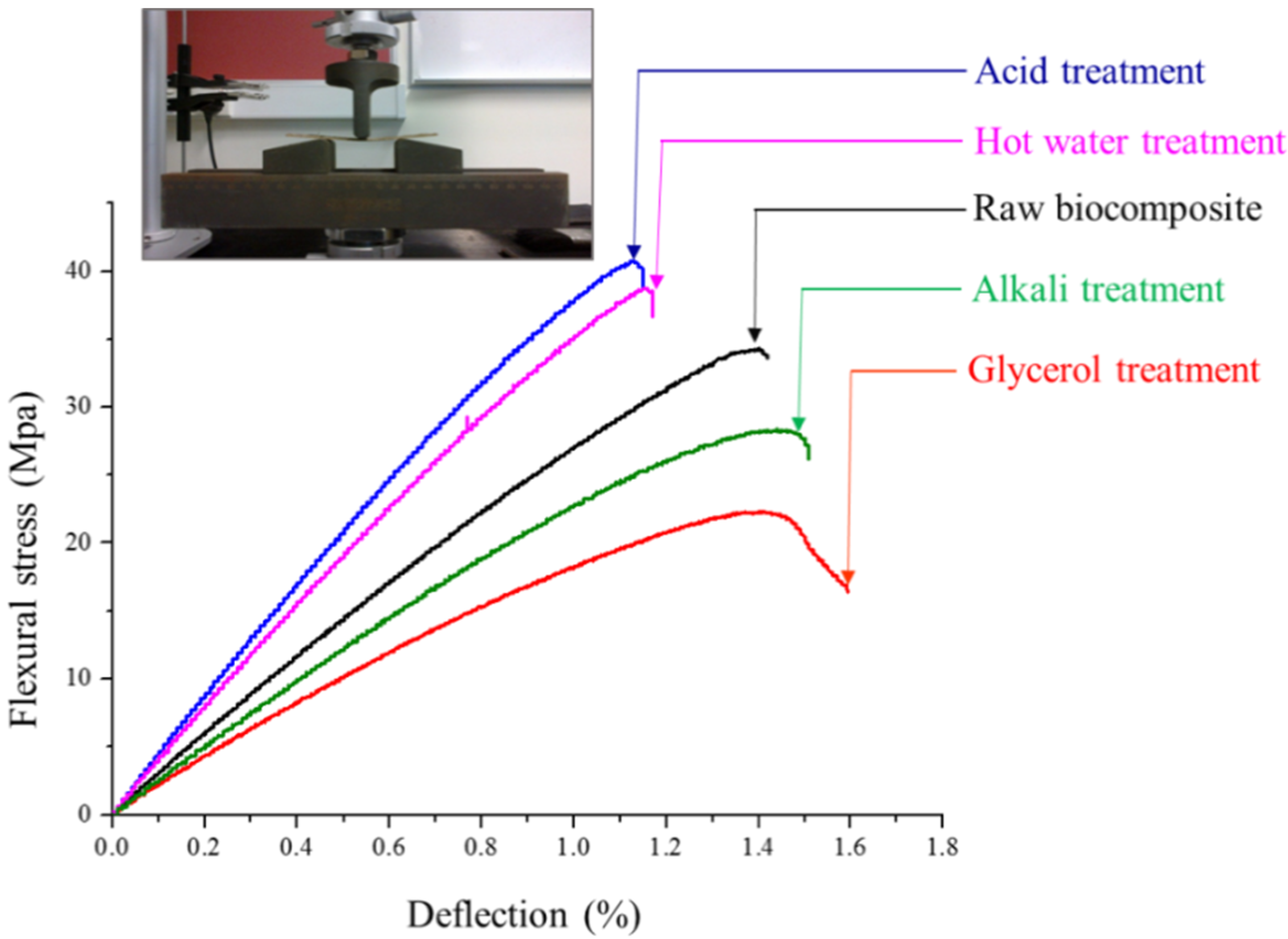
3.4. Comparison of Mechanical Properties of Biocomposite Board
3.5. Comparison of Energy Consumption for Different WS Fiber Pretreatments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Situmorang, Y.A.; Zhao, Z.; Yoshida, A.; Abudula, A.; Guan, G. Small-scale biomass gasification systems for power generation (<200 kW class): A review. Renew. Sustain. Energy Rev. 2020, 117, 109486. [Google Scholar] [CrossRef]
- dos Santos, M.F.N.; Gomes Battistelle, R.A.; Bezerra, B.; Varum, H. Comparative study of the life cycle assessment of particleboards made of residues from sugarcane bagasse (Saccharum spp.) and pine wood shavings (Pinus elliottii). J. Clean. Prod. 2014, 64, 345–355. [Google Scholar] [CrossRef]
- Mahmood, H.; Moniruzzaman, M.; Yusup, S.; Akil, H.M. Ionic liquid pretreatment at high solids loading: A clean approach for fabrication of renewable resource based particulate composites. Polym. Compos. 2018, 39, 1994–2003. [Google Scholar] [CrossRef]
- Mahmood, H.; Moniruzzaman, M.; Iqubal, T.; Yusup, S.; Rashid, M.; Raza, A. Comparative effect of ionic liquids pretreatment on thermogravimetric kinetics of crude oil palm biomass for possible sustainable exploitation. J. Mol. Liq. 2019, 282, 88–96. [Google Scholar] [CrossRef]
- Behera, S.; Arora, R.; Nandgahopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Rajendran, K.; Drielak, E.; Varma, V.S.; Muthusamy, S.; Kumar, G. Updates on the pretreatment of lignocellulosic feedstocks for bioenergy production—A review. Biomass Convers. Biorefinery 2018, 8, 471–483. [Google Scholar] [CrossRef]
- Charnnok, B.; Sakdaronnarong, C.; Sinbuathong, N. Hydrothermal pretreatment with sulfonated bentonite catalyst enhances potassium removal and bioconversion of oil palm empty fruit bunch to sugar and biohydrogen. Biomass Convers. Biorefinery 2019, 9, 389–399. [Google Scholar] [CrossRef]
- Financie, R.; Moniruzzaman, M.; Uemura, Y. Enhanced enzymatic delignification of oil palm biomass with ionic liquid pretreatment. Biochem. Eng. J. 2016, 110, 1–7. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhao, J.; Xu, F.; Li, Y. Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. 2014, 42, 35–53. [Google Scholar] [CrossRef]
- Zadeh, Z.E.; Abdulkhani, A.; Aboelazayem, O.; Saha, B. Recent insights into lignocellulosic biomass pyrolysis: A critical review on pretreatment, characterization, and products upgrading. Processes 2020, 8, 799. [Google Scholar] [CrossRef]
- Nazli Borand, M.N.; Karaosmanoglu, F. Effects of organosolv pretreatment conditions for lignocellulosic biomass in biorefinery applications: A review. J. Renew. Sustain. Energy 2018, 10, 033104. [Google Scholar] [CrossRef]
- Zhang, K.; Pei, Z.; Wang, D. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef]
- Gu, Y.; Jerome, F. Glycerol as a sustainable solvent for green chemistry. Green Chem. 2010, 12, 1127–1138. [Google Scholar] [CrossRef]
- Ahmad, A.; Mahmood, H.; Mansor, N.; Iqbal, I.; Moniruzzaman, M. Ionic liquid assisted polyetheretherketone-multiwalled carbon nanotubes nanocomposites: An environmentally friendly approach. J. Appl. Polym. Sci. 2020. [Google Scholar] [CrossRef]
- Lynam, J.G.; Chow, G.I.; Hyland, P.L.; Coronella, C.J. Corn stover pretreatment by ionic liquid and glycerol mixtures with their density, viscosity, and thermogravimetric properties. ACS Sustain. Chem. Eng. 2016, 4, 3786–3793. [Google Scholar] [CrossRef]
- Sun, F.F.; Zhao, X.; Hong, J.; Tang, Y.; Wang, L.; Sun, H.; Xiang, L.; Hu, J. Industrially relevant hydrolyzability and fermentability of sugarcane bagasse improved effectively by glycerol organosolv pretreatment. Biotechnol. Biofuels 2016, 9, 59. [Google Scholar] [CrossRef] [Green Version]
- Trinh, L.T.P.; Lee, J.-W.; Lee, H.-J. Acidified glycerol pretreatment for enhanced ethanol production from rice straw. Biomass Bioenergy 2016, 94, 39–45. [Google Scholar] [CrossRef]
- Sun, F.; Wang, L.; Hong, J.; Ren, J.; Du, F.; Hu, J.; Zhang, Z.; Zhou, B. The impact of glycerol organosolv pretreatment on the chemistry and enzymatic hydrolyzability of wheat straw. Bioresour. Technol. 2015, 187, 354–361. [Google Scholar] [CrossRef]
- Romaní, A.; Ruiz, H.A.; Teixeira, J.A.; Domingues, L. Valorization of eucalyptus wood by glycerol-organosolv pretreatment within the biorefinery concept: An integrated and intensified approach. Renew. Energy 2016, 95, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Wong, H.H.; Albertson, P.L.; Doherty, W.O.; O’Hara, I.M. Laboratory and pilot scale pretreatment of sugarcane bagasse by acidified aqueous glycerol solutions. Bioresour. Technol. 2013, 138, 14–21. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.; Zhang, M.; Ouyang, J.; Shen, Y. Comparative study on four chemical pretreatment methods for an efficient saccharification of corn stover. Energy Fuels 2014, 28, 4282–4287. [Google Scholar] [CrossRef]
- Felder, R.M.; Rousseau, R.W.; Bullard, L.G. Elementary Principles of Chemical Processes; Wiley: New York, NY, USA, 1986. [Google Scholar]
- McCabe, W.L.; Smith, J.C.; Harriott, P. Unit Operations of Chemical Engineering; McGraw-Hill: New York, NY, USA, 1993; Volume 1130. [Google Scholar]
- Yoon, L.W.; Ngoh, G.C.; Chua, A.S.M.; Hashim, M.A. Comparison of ionic liquid, acid and alkali pretreatments for sugarcane bagasse enzymatic saccharification. J. Chem. Technol. Biotechnol. 2011, 86, 1342–1348. [Google Scholar] [CrossRef]
- Mahmood, H.; Moniruzzaman, M.; Yusup, S.; Muhammad, N.; Iqbal, T.; Akil, H.M. Ionic liquids pretreatment for fabrication of agro-residue/thermoplastic starch based composites: A comparative study with other pretreatment technologies. J. Clean. Prod. 2017, 161, 257–266. [Google Scholar] [CrossRef]
- Haque, M.; Hasan, M.; Islam, S.; Ali, E. Physico-mechanical properties of chemically treated palm and coir fiber reinforced polypropylene composites. Bioresour. Technol. 2009, 100, 4903–4906. [Google Scholar] [CrossRef] [PubMed]
- Srivaro, S.; Matan, N.; Lam, F. Stiffness and strength of oil palm wood core sandwich panel under center point bending. Mater. Des. 2015, 84, 154–162. [Google Scholar] [CrossRef]
- Dorez, G.; Taguet, A.; Ferry, L.; Lopez-Cuesta, J.M. Thermal and fire behavior of natural fibers/PBS biocomposites. Polym. Degrad. Stab. 2013, 98, 87–95. [Google Scholar] [CrossRef]
- Mahmood, H.; Moniruzzaman, M.; Yusup, S.; Akil, H.M. Particulate composites based on ionic liquid-treated oil palm fiber and thermoplastic starch adhesive. Clean Technol. Environ. Policy 2016, 18, 2217–2226. [Google Scholar] [CrossRef]
- Rosa, M.F.; Chiou, B.-S.; Medeiros, E.S.; Wood, D.F.; Williams, T.G.; Mattoso, L.H.; Orts, W.J.; Imam, S.H. Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Bioresour. Technol. 2009, 100, 5196–5202. [Google Scholar] [CrossRef] [Green Version]
- Vilaplana, F.; Strömberg, E.; Karlsson, S. Environmental and resource aspects of sustainable biocomposites. Polym. Degrad. Stab. 2010, 95, 2147–2161. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Zheng, C.; Lee, A.D.H.; Liang, D.T. In-depth investigation of biomass pyrolysis based on three major components: Hemicellulose, cellulose and lignin. Energy Fuels 2006, 20, 388–393. [Google Scholar] [CrossRef]
- Jumhuri, N.; Hashim, R.; Sulaiman, O.; Nadhari, W.N.A.W.; Salleh, K.M.; Khalid, I.; Saharudin, N.I.; Razali, M.Z. Effect of treated particles on the properties of particleboard made from oil palm trunk. Mater. Des. 2014, 64, 769–774. [Google Scholar] [CrossRef]
- Rojo, E.; Alonso, M.V.; Oliet, M.; Del Saz-Orozco, B.; Rodriguez, F. Effect of fiber loading on the properties of treated cellulose fiber-reinforced phenolic composites. Compos. Part B Eng. 2015, 68, 185–192. [Google Scholar] [CrossRef]
- Mahmood, H.; Moniruzzaman, M.; Yusup, S.; Welton, T. Ionic liquids assisted processing of renewable resources for the fabrication of biodegradable composite materials. Green Chem. 2017, 19, 2051–2075. [Google Scholar] [CrossRef] [Green Version]
- Huffman, P.J.; Ferreira, J.; Correia, J.; De Jesus, A.; Lesiuk, G.; Berto, F.; Fernandez-Canteli, A.; Glinka, G. Fatigue crack propagation prediction of a pressure vessel mild steel based on a strain energy density model. Frat. Integrità Strutt. 2017, 11, 74–84. [Google Scholar] [CrossRef] [Green Version]
- Vilay, V.; Mariatti, M.; Taib, R.M.; Todo, M. Effect of fiber surface treatment and fiber loading on the properties of bagasse fiber-reinforced unsaturated polyester composites. Compos. Sci. Technol. 2008, 68, 631–638. [Google Scholar] [CrossRef]
- Asasutjarit, C.; Charoenvai, S.; Hirunlabh, J.; Khedari, J. Materials and mechanical properties of pretreated coir-based green composites. Compos. Part B Eng. 2009, 40, 633–637. [Google Scholar] [CrossRef]
- Qian, S.; Mao, H.; Sheng, K.; Lu, J.; Luo, Y.; Hou, C. Effect of low-concentration alkali solution pretreatment on the properties of bamboo particles reinforced poly (lactic acid) composites. J. Appl. Polym. Sci. 2013, 130, 1667–1674. [Google Scholar] [CrossRef]
- Rout, J.; Misra, M.; Tripathy, S.; Nayak, S.; Mohanty, A.K. The influence of fibre treatment on the performance of coir-polyester composites. Compos. Sci. Technol. 2001, 61, 1303–1310. [Google Scholar] [CrossRef]
- Gu, H. Tensile behaviours of the coir fibre and related composites after NaOH treatment. Mater. Des. 2009, 30, 3931–3934. [Google Scholar] [CrossRef]
- Gupta, P.; Uniyal, V.; Naithani, S. Polymorphic transformation of cellulose I to cellulose II by alkali pretreatment and urea as an additive. Carbohydr. Polym. 2013, 94, 843–849. [Google Scholar] [CrossRef]
- Islam, M.S.; Hamdan, S.; Jusoh, I.; Rahman, R.; Ahmed, A.S. The effect of alkali pretreatment on mechanical and morphological properties of tropical wood polymer composites. Mater. Des. 2012, 33, 419–424. [Google Scholar] [CrossRef]
- Li, X.; Wua, Y.; Cai, Z.; Winandy, J.E. Primary properties of MDF using thermomechanical pulp made from oxalic acid pretreated rice straw particles. Ind. Crop. Prod. 2013, 41, 414–418. [Google Scholar] [CrossRef]
- Klein-Marcuschamer, D.; Simmons, B.A.; Blanch, H.W. Techno-economic analysis of a lignocellulosic ethanol biorefinery with ionic liquid pre-treatment. Biofuels Bioprod. Biorefining 2011, 5, 562–569. [Google Scholar] [CrossRef]
- Zhu, J.; Pan, X. Woody biomass pretreatment for cellulosic ethanol production: Technology and energy consumption evaluation. Bioresour. Technol. 2010, 101, 4992–5002. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Samples | Tp (°C) | Weight Loss (%) | Residue Left at 600 °C (%) |
|---|---|---|---|
| Raw | 297.2 | 90.8 | 9.1 |
| Aqueous acidified glycerol (AAG) treated | 338.4 | 95.0 | 4.9 |
| Acid treated | 315.8 | 94.0 | 5.9 |
| Hot water treated | 313.2 | 96.0 | 3.9 |
| Alkali treated | 333.1 | 96.5 | 3.4 |
| Biocomposite Samples | Tp (°C) | Weight Loss (%) | Residue Left at 600 °C (%) |
|---|---|---|---|
| Raw | 392.9 | 97.1 | 2.8 |
| AAG treated | 408.4 | 93.8 | 6.1 |
| Acid treated | 395.4 | 97.7 | 2.2 |
| Hot water treated | 409.6 | 90.0 | 9.9 |
| Alkali treated | 407.0 | 98.6 | 1.3 |
| Biocomposite Samples | Flexural Modulus (MPa) | Flexural Strength (MPa) | Elongation at Break (%) | Strain Energy Density (MJ/m3) |
|---|---|---|---|---|
| Raw | 2680.2 ± 85.3 | 33.57 ± 1.06 | 1.42 ± 0.007 | 23.85 ± 1.06 |
| AAG treated | 1810.4 ± 82.6 | 22.22 ± 1.01 | 1.66 ± 0.016 | 17.82 ± 1.01 |
| Acid treated | 4028.8 ± 44.2 | 40.50 ± 2.39 | 1.47 ± 0.19 | 24.15 ± 2.39 |
| Hot water treated | 3890.3 ± 108.1 | 38.71 ± 1.44 | 1.15 ± 0.12 | 22.23 ± 1.44 |
| Alkali treated | 2427.2 ± 64.8 | 28.21 ± 1.18 | 1.50 ± 0.09 | 22.65 ± 1.18 |
| Fiber Samples | Pretreatment Energy (kWh/kg of WS) |
|---|---|
| AAG treated | 0.0850 |
| Acid treated | 0.1280 |
| Hot water treated | 0.1285 |
| Alkali treated | 0.1290 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahmood, H.; Mehmood, S.; Shakeel, A.; Iqbal, T.; Kazmi, M.A.; Khurram, A.R.; Moniruzzaman, M. Glycerol Assisted Pretreatment of Lignocellulose Wheat Straw Materials as a Promising Approach for Fabrication of Sustainable Fibrous Filler for Biocomposites. Polymers 2021, 13, 388. https://doi.org/10.3390/polym13030388
Mahmood H, Mehmood S, Shakeel A, Iqbal T, Kazmi MA, Khurram AR, Moniruzzaman M. Glycerol Assisted Pretreatment of Lignocellulose Wheat Straw Materials as a Promising Approach for Fabrication of Sustainable Fibrous Filler for Biocomposites. Polymers. 2021; 13(3):388. https://doi.org/10.3390/polym13030388
Chicago/Turabian StyleMahmood, Hamayoun, Saqib Mehmood, Ahmad Shakeel, Tanveer Iqbal, Mohsin Ali Kazmi, Abdul Rehman Khurram, and Muhammad Moniruzzaman. 2021. "Glycerol Assisted Pretreatment of Lignocellulose Wheat Straw Materials as a Promising Approach for Fabrication of Sustainable Fibrous Filler for Biocomposites" Polymers 13, no. 3: 388. https://doi.org/10.3390/polym13030388