
Three-Axis Tension-Measuring Vitreoretinal Forceps Using Strain Sensor for Corneal Surgery

 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Design and Methods
2.1. Overview of Forceps Sensor System
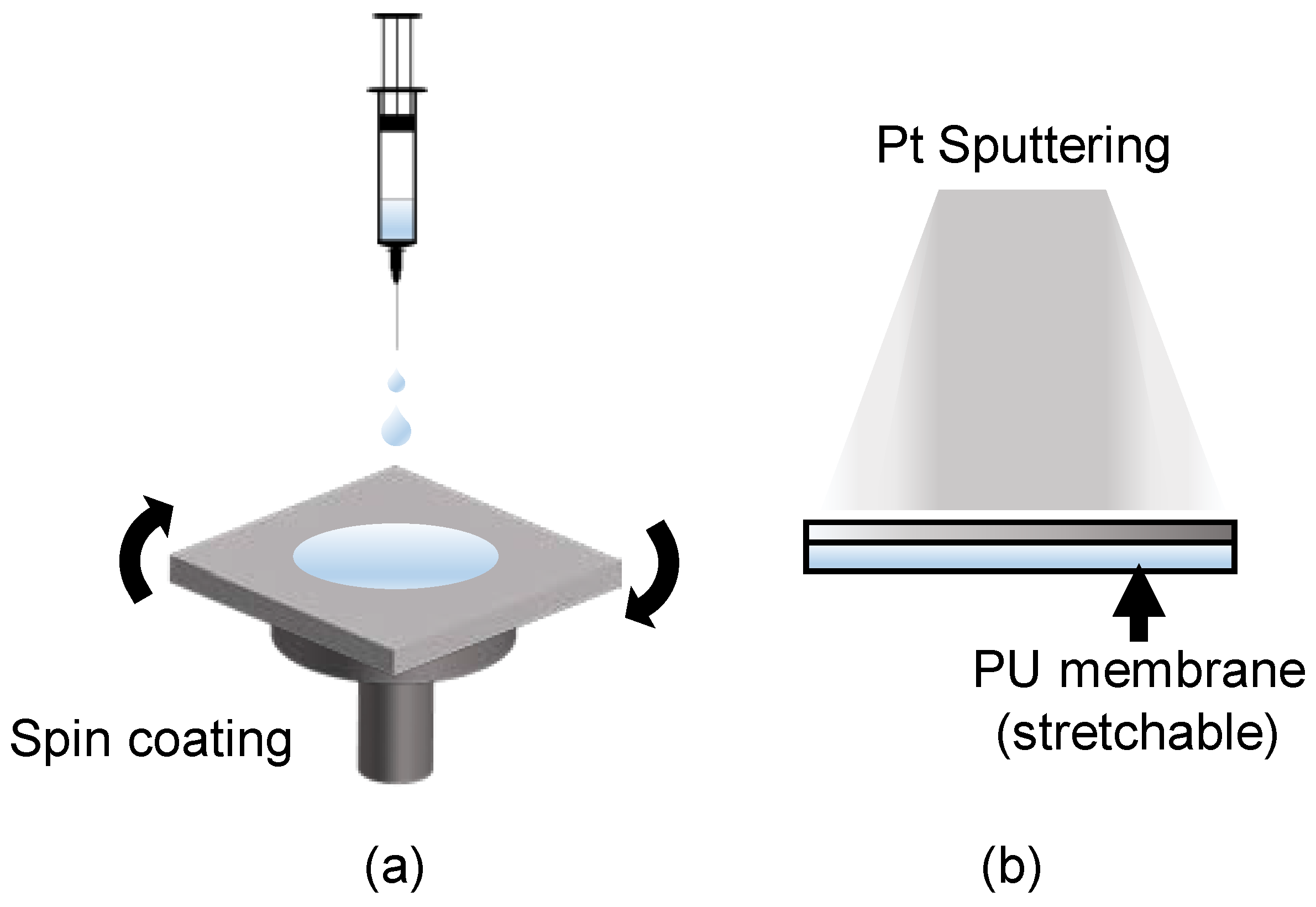
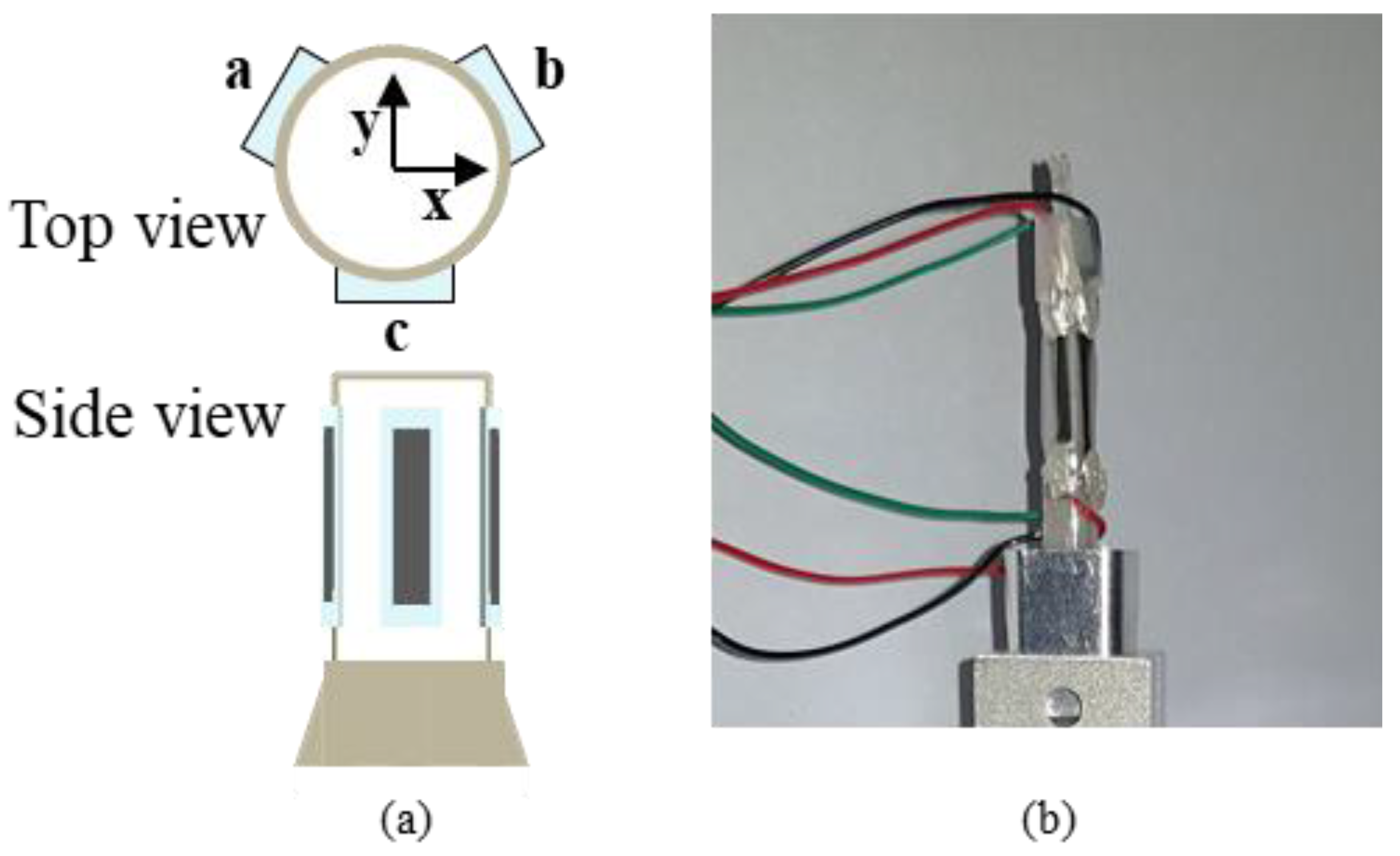
2.2. Design of Nano-Crack-Based Sensor for Smart Vitreoretinal Forceps
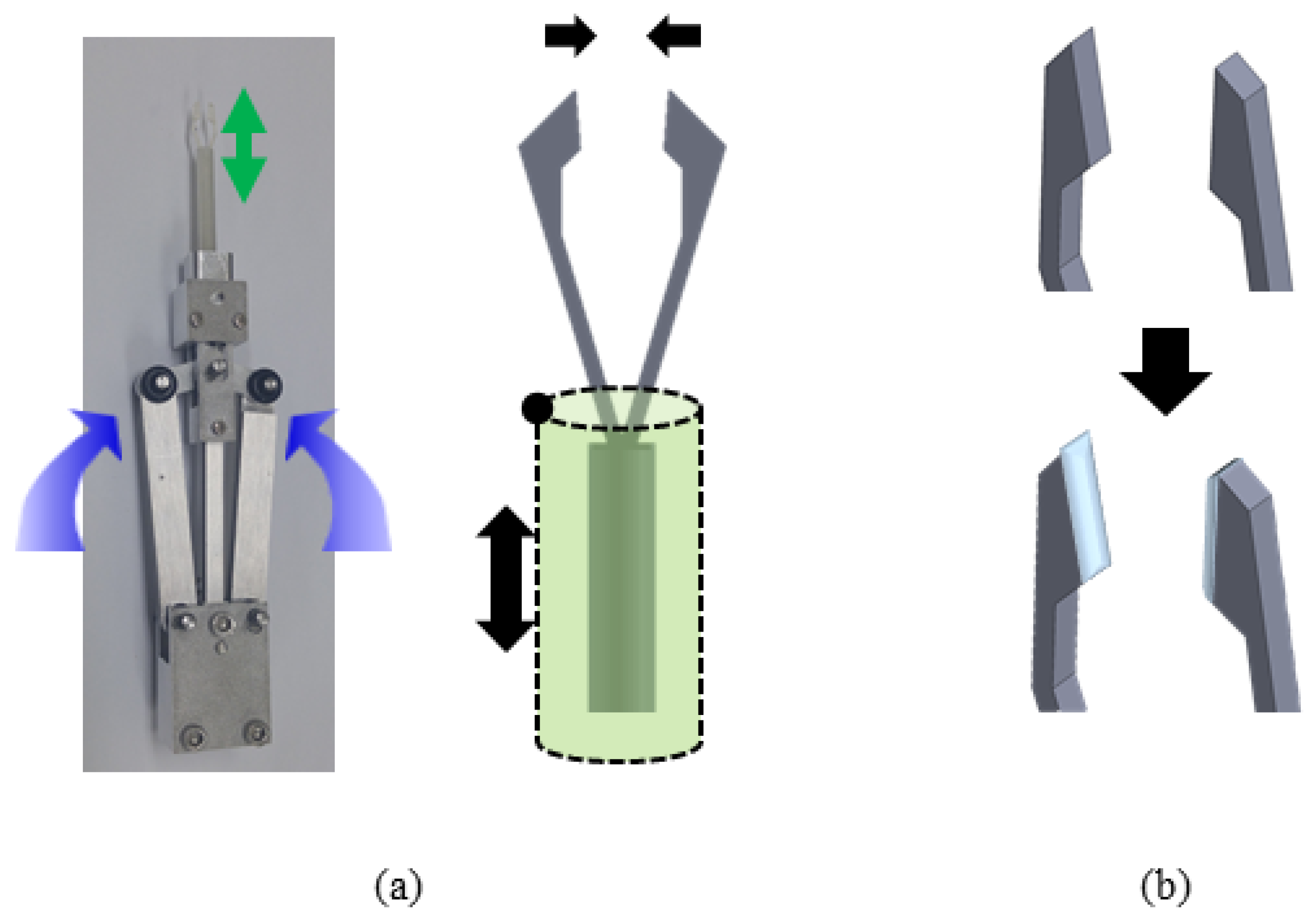
2.3. Design of Smart Forceps
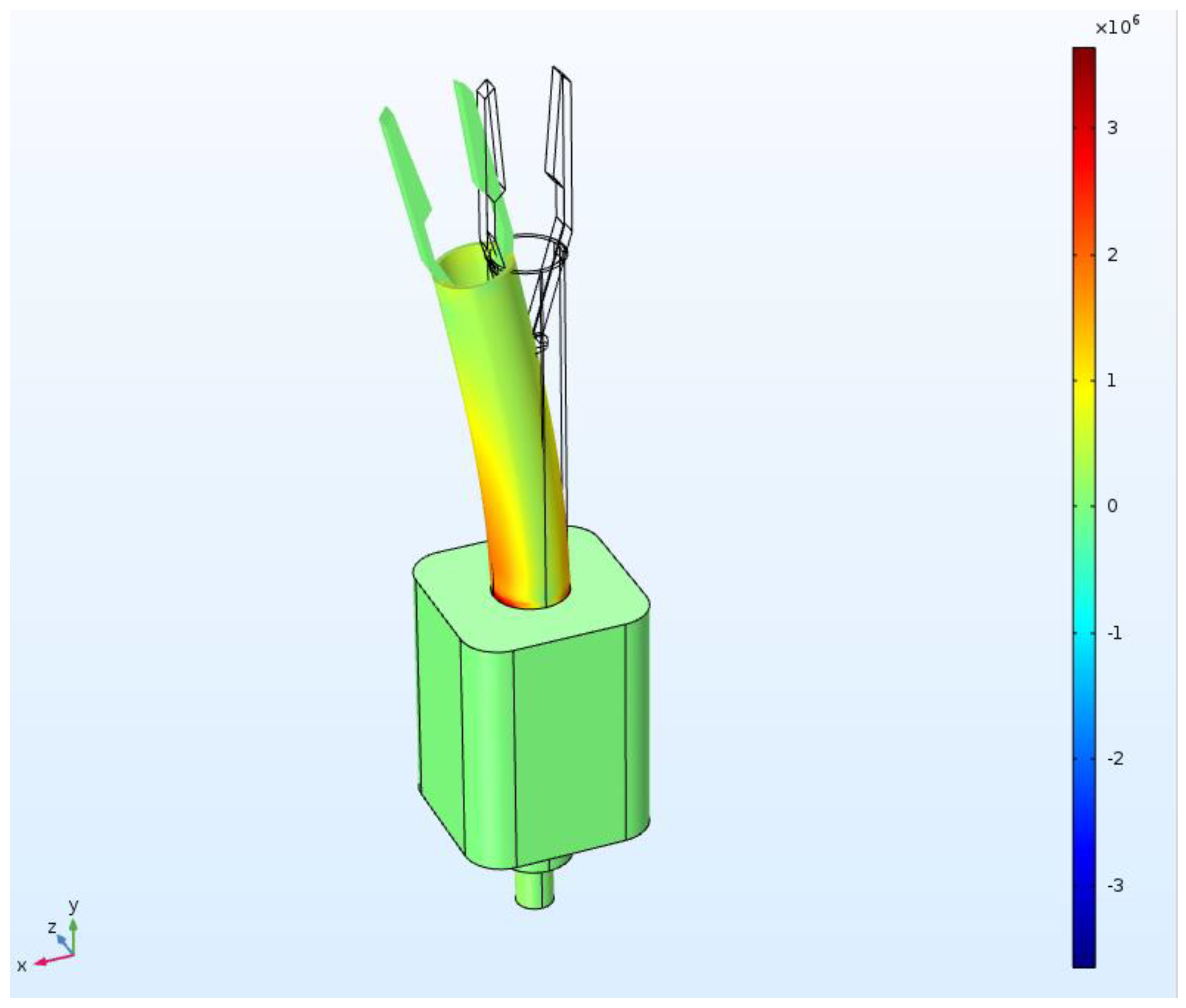
2.4. Circuit Configuration for Simulation Data Acquisition
2.5. Evaluation Setup for Nano-Crack-Based Sensor
3. Results and Discussion
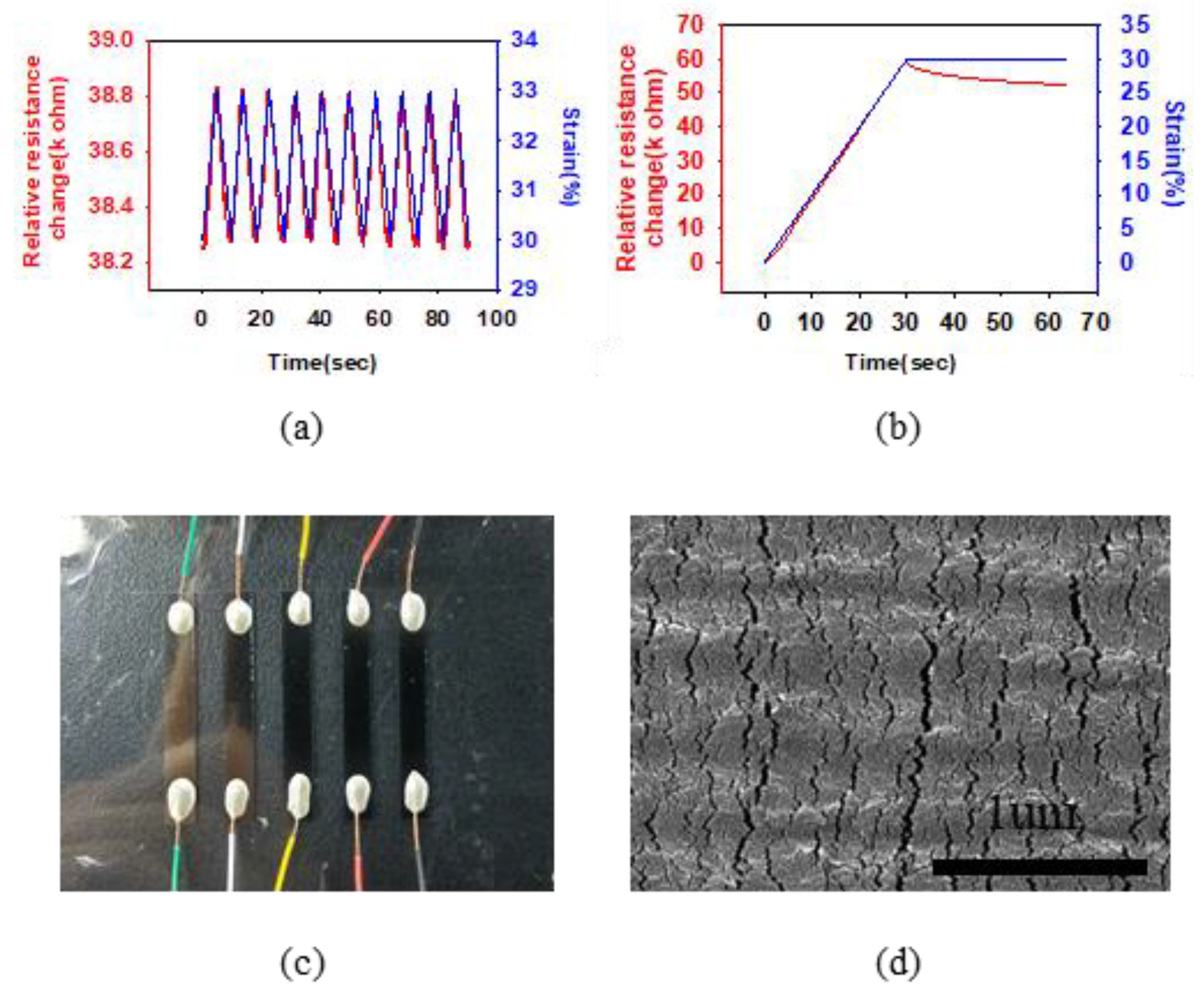
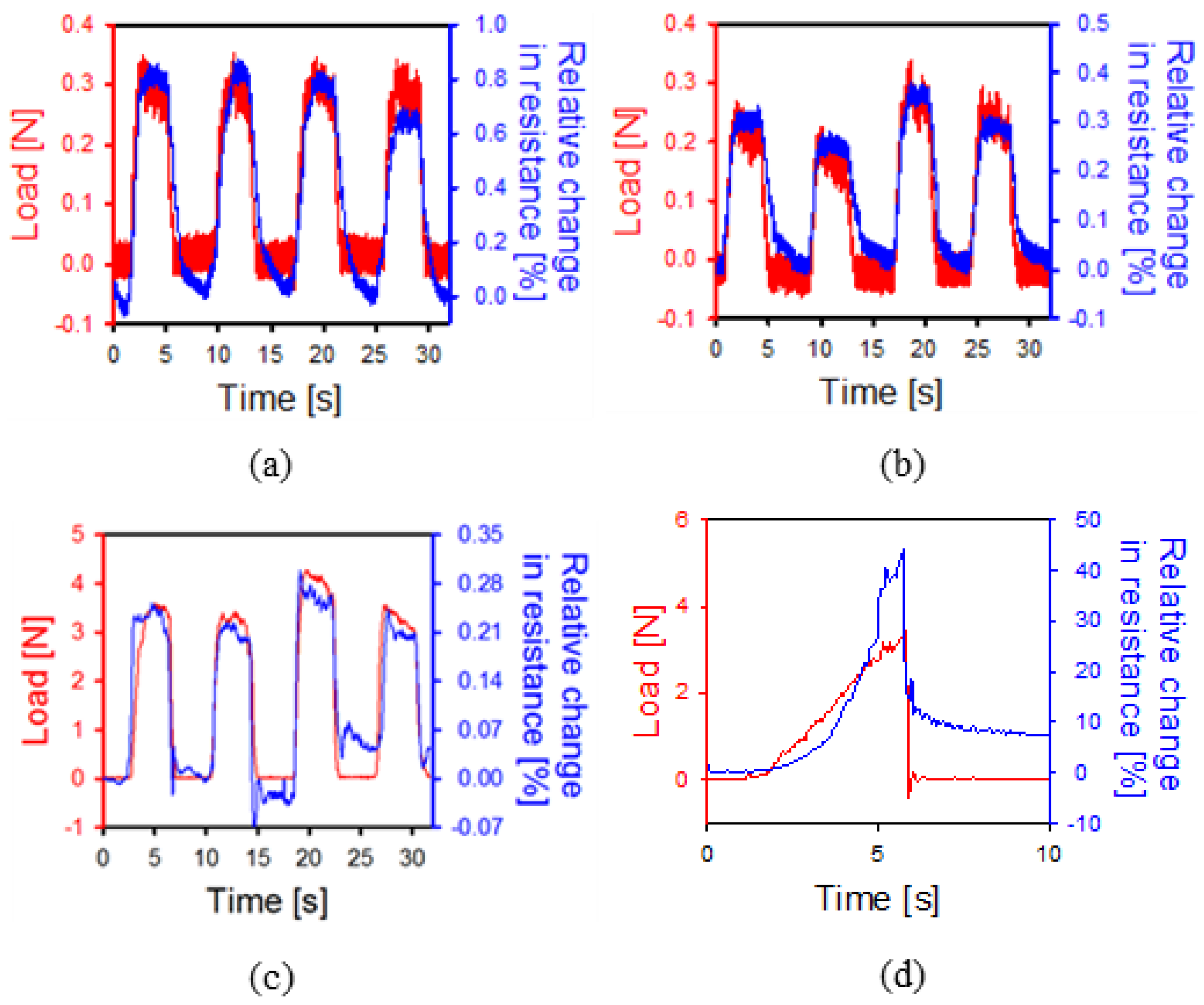
3.1. Pre-Strained Method and Nano-Crack-Based Sensor
3.2. Improvement and Optimization
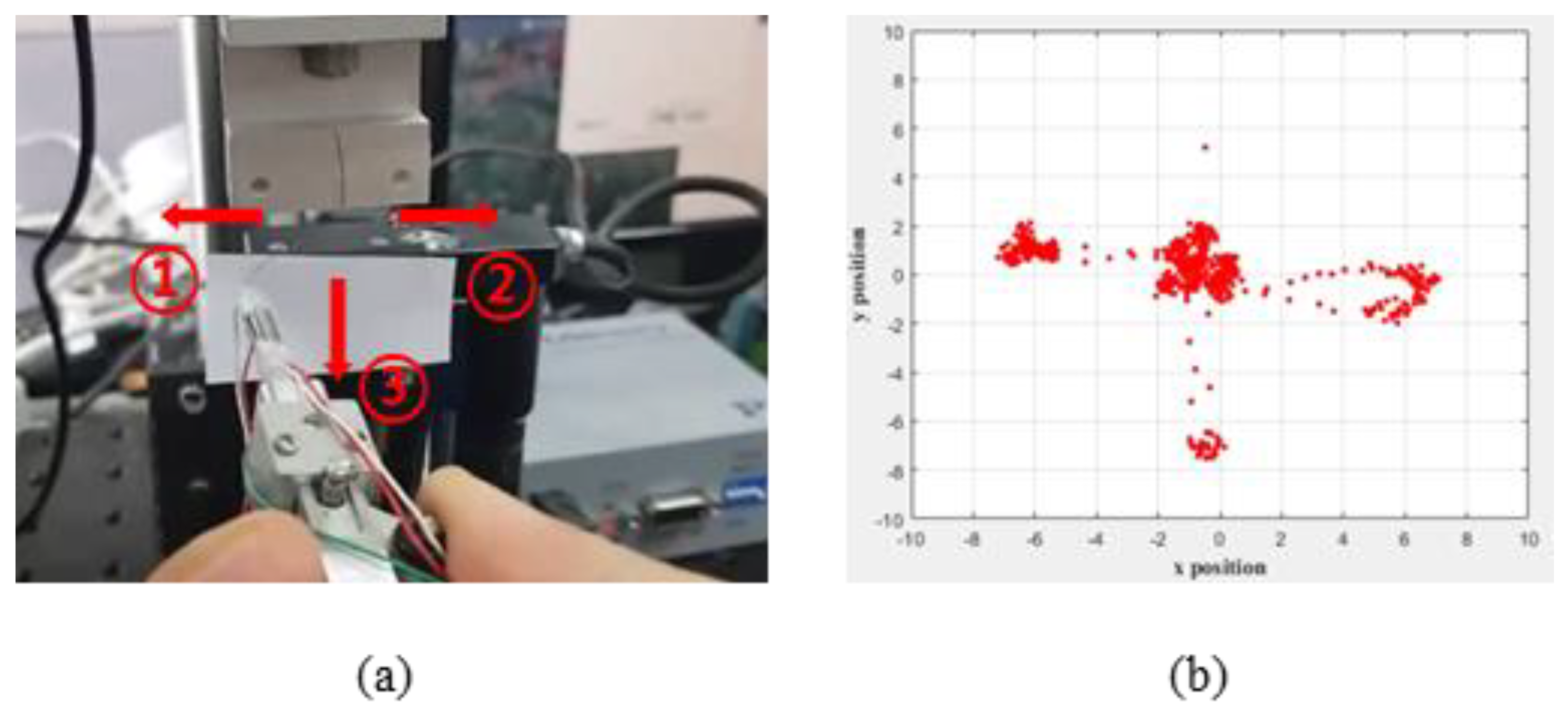
3.3. Position Optimization of Nano-Crack-Based Sensor for Highly Sensitive Detection
3.4. 3-Axis Strain Measurement and System Integration
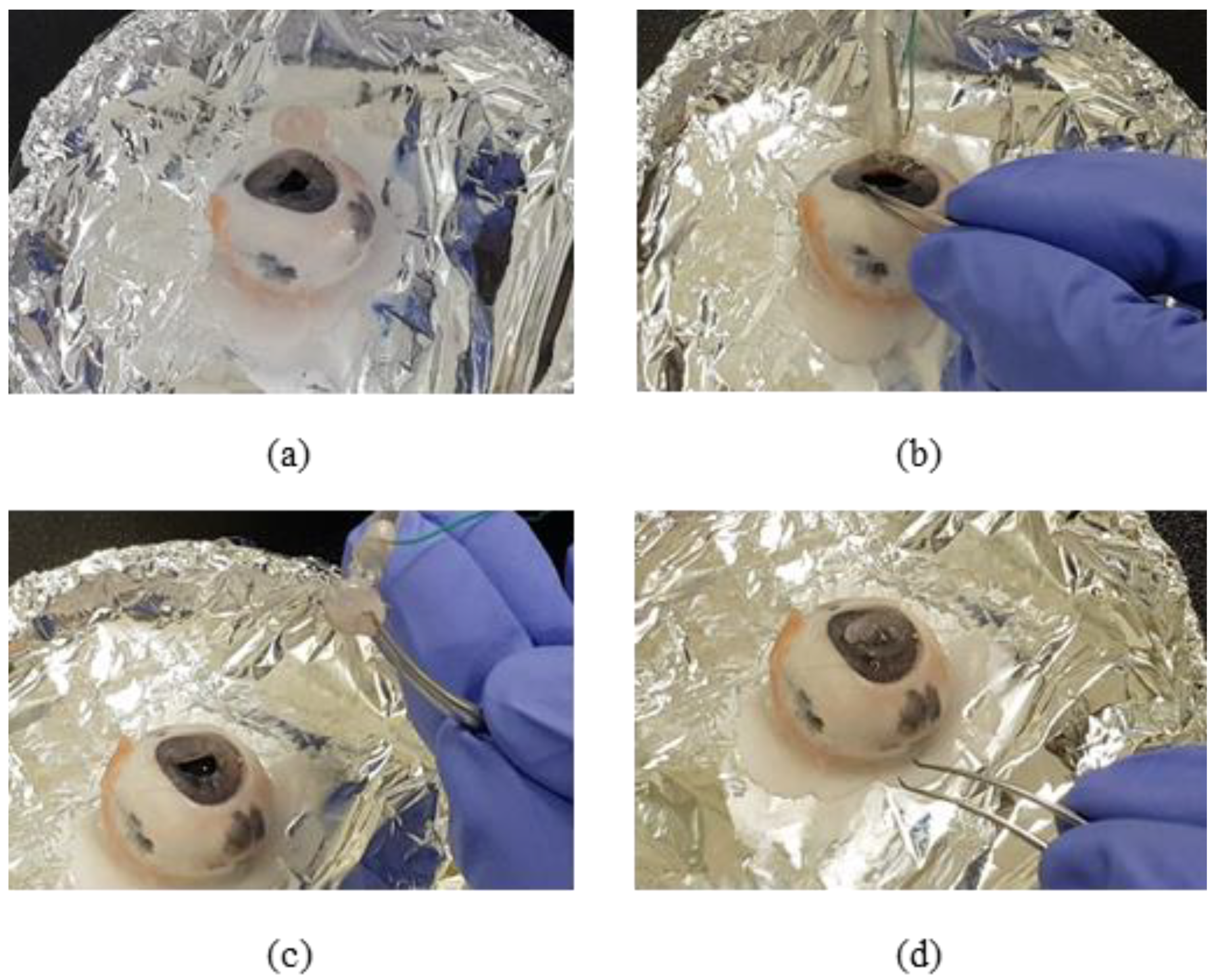
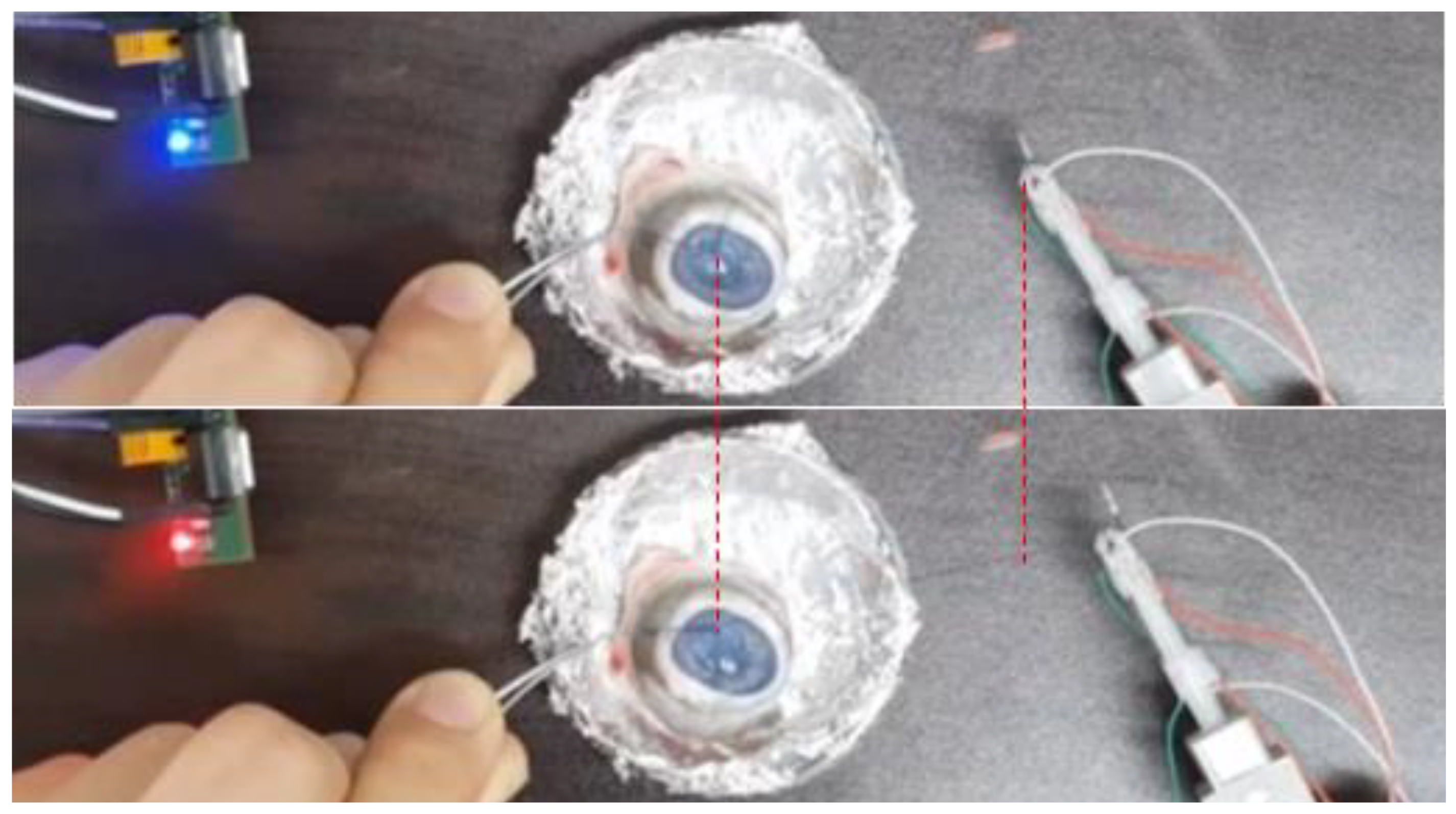
3.5. Ex-Vivo Test in Integrated System
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- Hassan, S.S.; Wilhelmus, K.R.; Dahl, P.; Davis, G.C.; Roberts, R.T.; Ross, K.W.; Varnum, B.H. Medical Review Subcommittee of the Eye Bank Association of America. Infectious disease risk factors of corneal graft donors. Arch. Ophthalmol. 2008, 216, 235–239. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rosen, J.; Brown, J.D.; De, S.; Sinanan, M.; Hannaford, B. Biomechanical properties of abdominal organs in vivo and postmortem under compression loads. J. Biomech. Eng. 2008, 130, 021020. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bell, M.C.; Torgerson, J.; Seshadri-Kreaden, U.; Suttle, A.W.; Hunt, S. Comparison of outcomes and cost for endometrial cancer staging via traditional laparotomy, standard laparoscopy and robotic techniques. Gynecol. Oncol. 2008, 111, 407–441. [Google Scholar] [CrossRef] [PubMed]
- Trejos, A.L.; Patel, R.V.; Naish, M.D. Force sensing and its application in minimally invasive surgery and therapy: A survey. Proc. Inst. Mech. Eng. C 2010, 224, 1435–1454. [Google Scholar] [CrossRef]
- Gao, A.; Gonenc, B.; Guo, J.; Liu, H.; Gehlbach, P.; Iordachita, I. 3-DOF force-sensing micro-forceps for robot-assisted membrane peeling: Intrinsic actuation force modeling. In Proceedings of the 2016 6th IEEE International Conference on Biomedical Robotics and Biomechatronics (BioRob), Singapore, 26–29 June 2016; pp. 489–494. [Google Scholar]
- Gonenc, B.; Chamani, A.; Handa, J.; Gehlbach, P.; Taylor, R.H.; Iordachita, I. 3-DOF force-sensing motorized micro-forceps for robot-assisted vitreoretinal surgery. IEEE Sens. J. 2017, 17, 3526–3541. [Google Scholar] [CrossRef]
- He, X.; Balicki, M.A.; Kang, J.U.; Gehlbach, P.L.; Handa, J.T.; Taylor, R.H.; Iordachita, I.I. Force sensing micro-forceps with integrated fiber bragg grating for vitreoretinal surgery. In Optical Fibers and Sensors for Medical Diagnostics and Treatment Applications XII; SPIE: San Francisco, CA, USA, 2012; p. 82180W. [Google Scholar]
- Kuru, I.; Gonenc, B.; Balicki, M.; Handa, J.; Gehlbach, P.; Taylor, R.H.; Iordachita, I. Force Sensing Micro-Forceps for Robot Assisted Retinal Surgery. In Proceedings of the 2012 Annual International Conference of the IEEE Engineering in Medicine and Biology Society, San Diego, CA, USA, 28 August–1 September 2012; pp. 1401–1404. [Google Scholar]
- Gonenc, B.; Iordachita, I. FBG-based transverse and axial force-sensing micro-Forceps for retinal microsurgery. In Proceedings of the 2016 IEEE SENSORS, Orlando, FL, USA, 30 October–3 November 2016; pp. 667–669. [Google Scholar]
- Wagner, C.R.; Stylopoulos, N.; Jackson, P.G.; Howe, R.D. The benefit of force feedback in surgery: Examination of blunt dissection. Presence Teleoperators Virtual Environ. 2007, 16, 252–262. [Google Scholar] [CrossRef]
- Puangmali, P.; Althoefer, K.; Seneviratne, L.D.; Murphy, D.; Dasgupta, P. State-of-the-art of force and tactile sensing for minimally invasive surgery. IEEE Sens. J. 2008, 8, 371–381. [Google Scholar] [CrossRef]
- Callaghan, D.; McGrath, M.M.; Coyle, E. Force measurement methods in telerobotic surgery: Implications for end-effector manufacture. In Proceedings of the 25th International Manufacturing Conference (IMC25), Dublin, Ireland, 3–5 September 2008; pp. 389–398. [Google Scholar]
- Seibold, U.; Kubler, B.; Hirzinger, G. Prototype of instrument for minimally invasive surgery with 6-axis force sensing capability. In Proceedings of the 2005 IEEE International Conference on Robotics and Automation, Barcelona, Spain, 18–22 April 2005; pp. 496–501. [Google Scholar]
- Valdastri, P.; Harada, K.; Menciassi, A.; Beccai, L.; Stefanini, C.; Fujie, M.; Dario, P. Integration of a miniaturised triaxial force sensor in a minimally invasive surgical tool. IEEE Trans. Biomed. Eng. 2006, 53, 2397–2400. [Google Scholar] [CrossRef] [PubMed]
- Seibold, U.; Kuebler, B.; Hirzinger, G. Prototypic force feedback instrument for minimally invasive robotic surgery. Med. Robot. 2008, 44, 377–400. [Google Scholar]
- Trejos, A.L.; Patel, R.V.; Naish, M.D.; Lyle, A.C.; Schlachta, C.M. A sensorized instrument for skills assessment and training in minimally invasive surgery. J. Med. Devices 2009, 3, 041002. [Google Scholar] [CrossRef]
- Hagn, U.; Konietschke, R.; Tobergte, A.; Nickl, M.; Jörg, S.; Kübler, B.; Passig, G.; Gröger, M.; Fröhlich, F.; Seibold, U.; et al. DLR MiroSurge: A versatile system for research in endoscopic telesurgery. Int. J. Comput. Assist. Radiol. Surg. 2010, 5, 183–193. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tobergte, A.; Passig, G.; Kübler, B.; Seibold, U.; Hagn, U.A.; Fröhlich, F.A.; Konietschke, R.; Jörg, S.; Nickl, M.; Thielmann, S.; et al. MiroSurge-advanced user interaction modalities in minimally invasive robotic surgery. Presence 2010, 19, 400–414. [Google Scholar] [CrossRef]
- Okamura, A.M.; Verner, L.N.; Yamamoto, T.; Gwilliam, J.C.; Griffiths, P.G. Force feedback and sensory substitution for robot-assisted surgery. Surg. Robot. 2011, 19, 419–448. [Google Scholar]
- Haslinger, R.; Leyendecker, P.; Seibold, U. A fiberoptic force-torque sensor for minimally invasive robotic surgery. In Proceedings of the 2013 IEEE International Conference on Robotics and Automation, Karlsruhe, Germany, 6–10 May 2013; pp. 4390–4395. [Google Scholar]
- Kang, D.; Pikhitsa, P.V.; Choi, Y.W.; Lee, C.; Shin, S.S.; Piao, L.; Park, B.; Suh, K.Y.; Kim, T.I.; Choi, M. Ultrasensitive mechanical crack-based sensor inspired by the spider sensory system. Nature 2014, 516, 222–226. [Google Scholar] [CrossRef] [PubMed]
- Magsi, H.; Sodhro, A.H.; Zahid, N.; Pirbhulal, S.; Wang, L.; Al-Rakhami, M.S. A Novel Adaptive Battery-Aware Algorithm for Data Transmission in IoT-Based Healthcare Applications. Electronics 2021, 10, 367. [Google Scholar] [CrossRef]
- Jeon, H.; Hong, S.K.; Kim, M.S.; Cho, S.J.; Lim, G. Omni-purpose stretchable strain sensor based on a highly dense nanocracking structure for whole-body motion monitoring. ACS Appl. Mater. Interfaces 2017, 9, 41712–41721. [Google Scholar] [CrossRef] [PubMed]
- Jeon, H.; Hong, S.K.; Cho, S.J.; Lim, G. Development of an integrated evaluation system for a stretchable strain sensor. Sensors 2016, 16, 1114. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jung, H.; Park, C.; Lee, H.; Hong, S.; Kim, H.; Cho, S.J. Nano-cracked strain sensor with high sensitivity and linearity by controlling the crack arrangement. Sensors 2019, 19, 2834. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jeon, H.; Hong, S.K.; Cho, S.J.; Lim, G. Fabrication of a highly sensitive stretchable strain sensor utilizing a microfibrous membrane and a cracking structure on conducting polymer. Acromolecular Mater. Eng. 2018, 303, 1700389. [Google Scholar] [CrossRef]
- Muzammal, M.; Talat, R.; Sodhro, A.H.; Pirbhulal, S. A Multi-sensor Data Fusion Enabled Ensemble Approach for Medical Data from Body Sensor Networks. Inf. Fusion 2020, 53, 155–164. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Kim, S.; Hong, S.K.; Jeon, H.; Cho, S.J.; Lim, G. Three-Axis Tension-Measuring Vitreoretinal Forceps Using Strain Sensor for Corneal Surgery. Polymers 2021, 13, 4433. https://doi.org/10.3390/polym13244433
Yang S, Kim S, Hong SK, Jeon H, Cho SJ, Lim G. Three-Axis Tension-Measuring Vitreoretinal Forceps Using Strain Sensor for Corneal Surgery. Polymers. 2021; 13(24):4433. https://doi.org/10.3390/polym13244433
Chicago/Turabian StyleYang, Seongjin, Suhyeon Kim, Seong Kyung Hong, Hyungkook Jeon, Seong J. Cho, and Geunbae Lim. 2021. "Three-Axis Tension-Measuring Vitreoretinal Forceps Using Strain Sensor for Corneal Surgery" Polymers 13, no. 24: 4433. https://doi.org/10.3390/polym13244433