
The Impact of Artificial Marble Wastes on Heat Deflection Temperature, Crystallization, and Impact Properties of Polybutylene Terephthalate


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
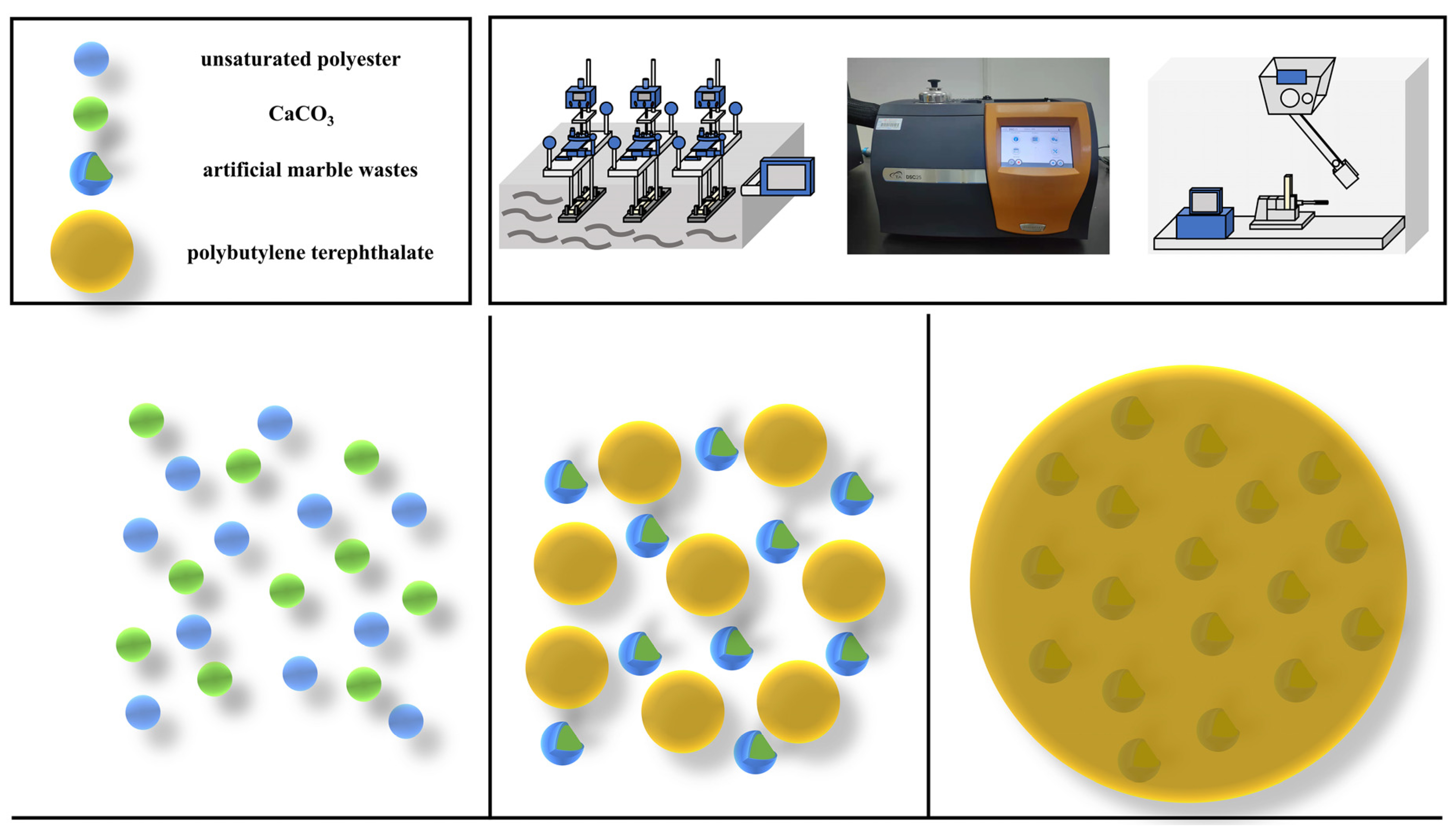
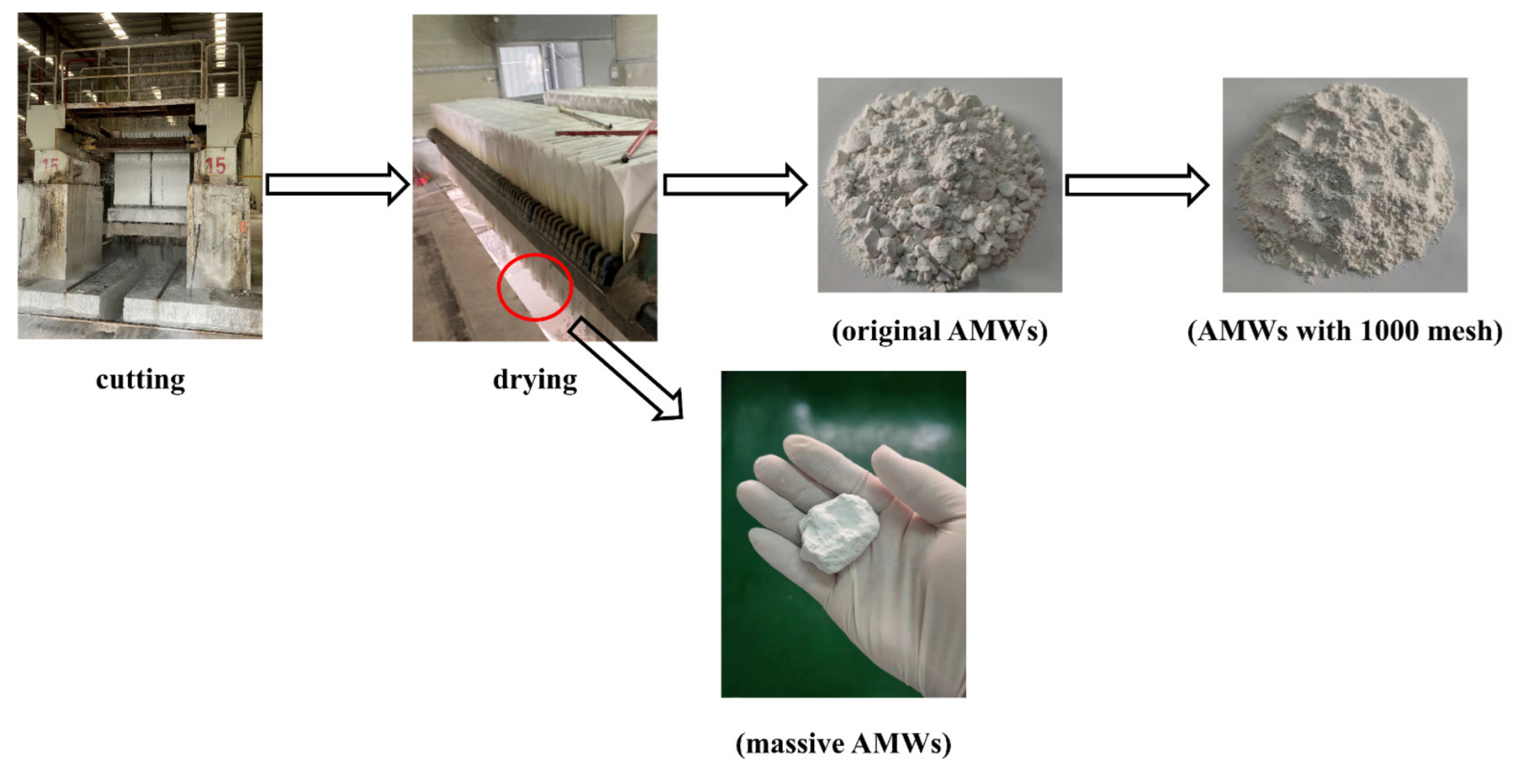
2.2.1. Pretreatment of AMWs
2.2.2. Preparation of PBT/AMWs Composites
2.3. Characterization of PBT and PBT/AMWs Composites
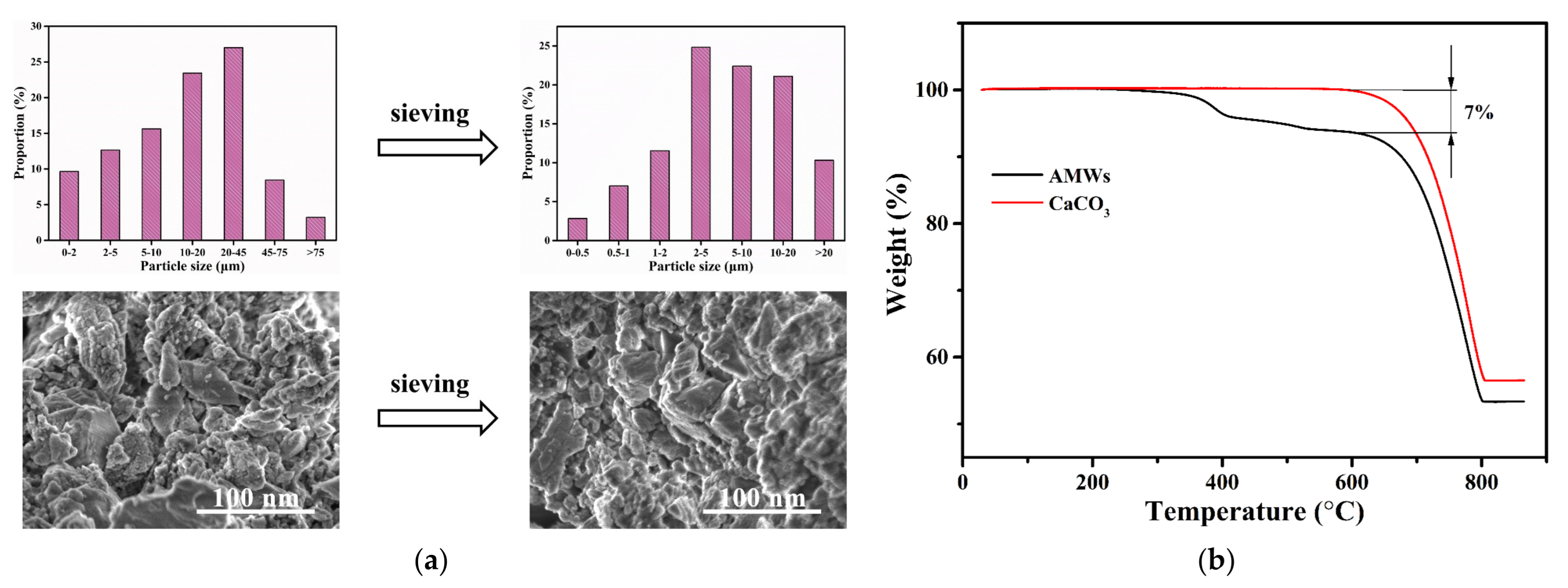
2.3.1. Particle Size Distribution
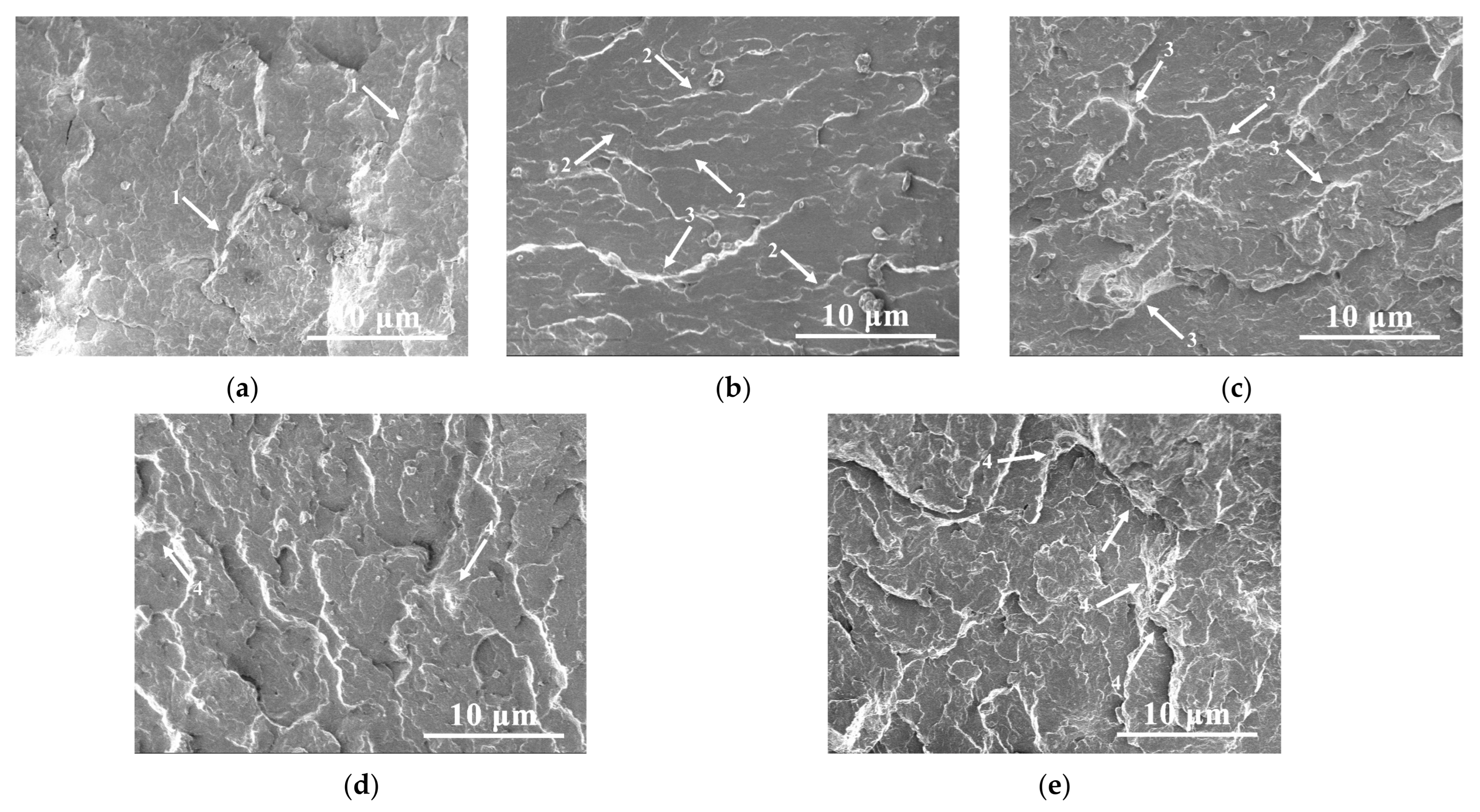
2.3.2. Scanning Electron Microscopy (SEM)
2.3.3. Thermogravimetric Analysis (TGA)
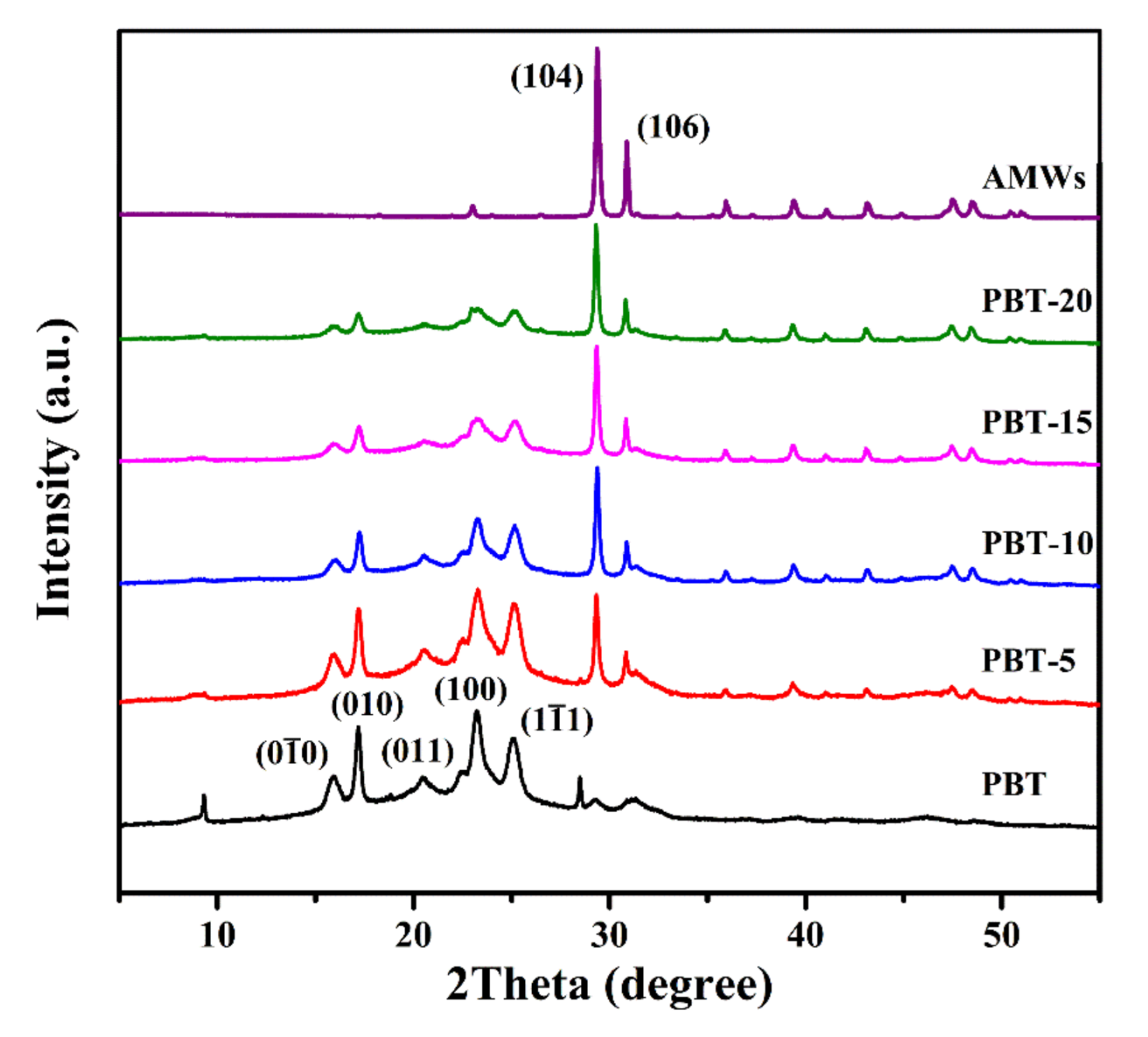
2.3.4. X-ray Diffraction (XRD)
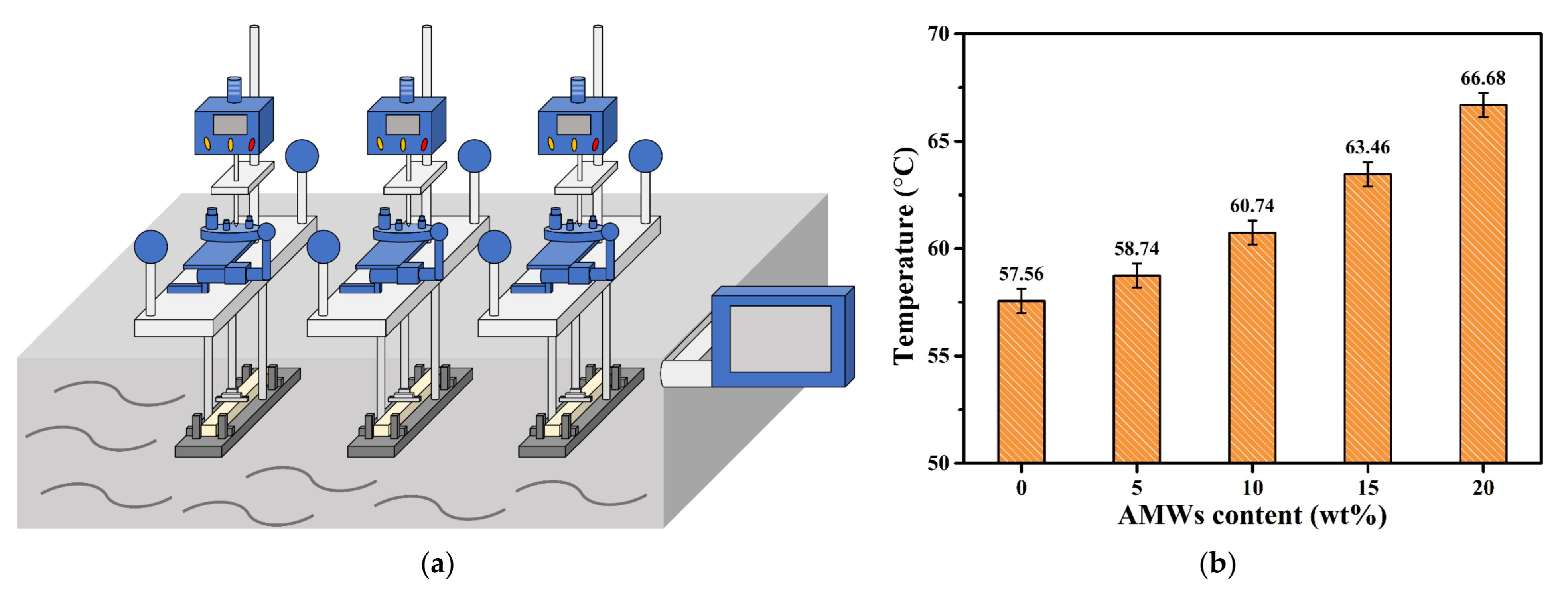
2.3.5. Heat Deflection Temperature (HDT)
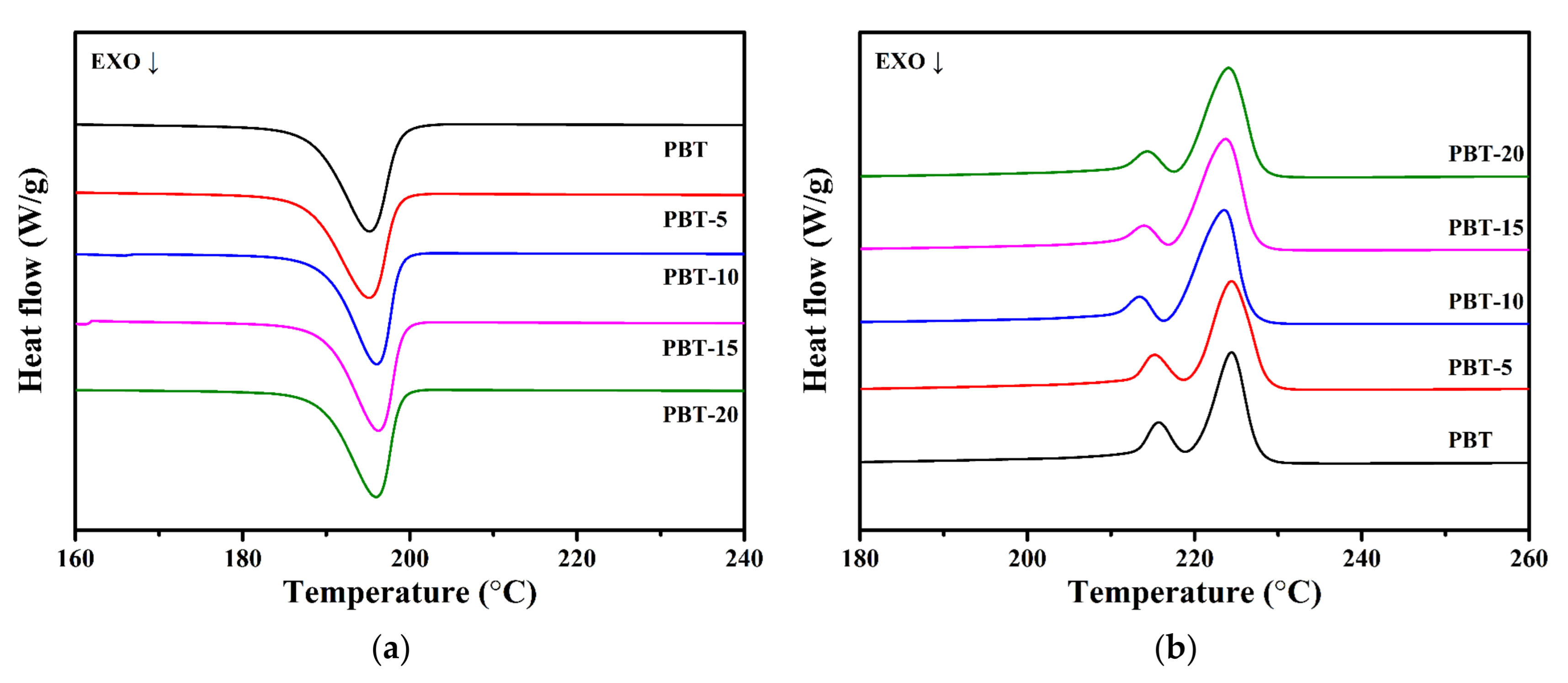
2.3.6. Differential Scanning Calorimetry (DSC)
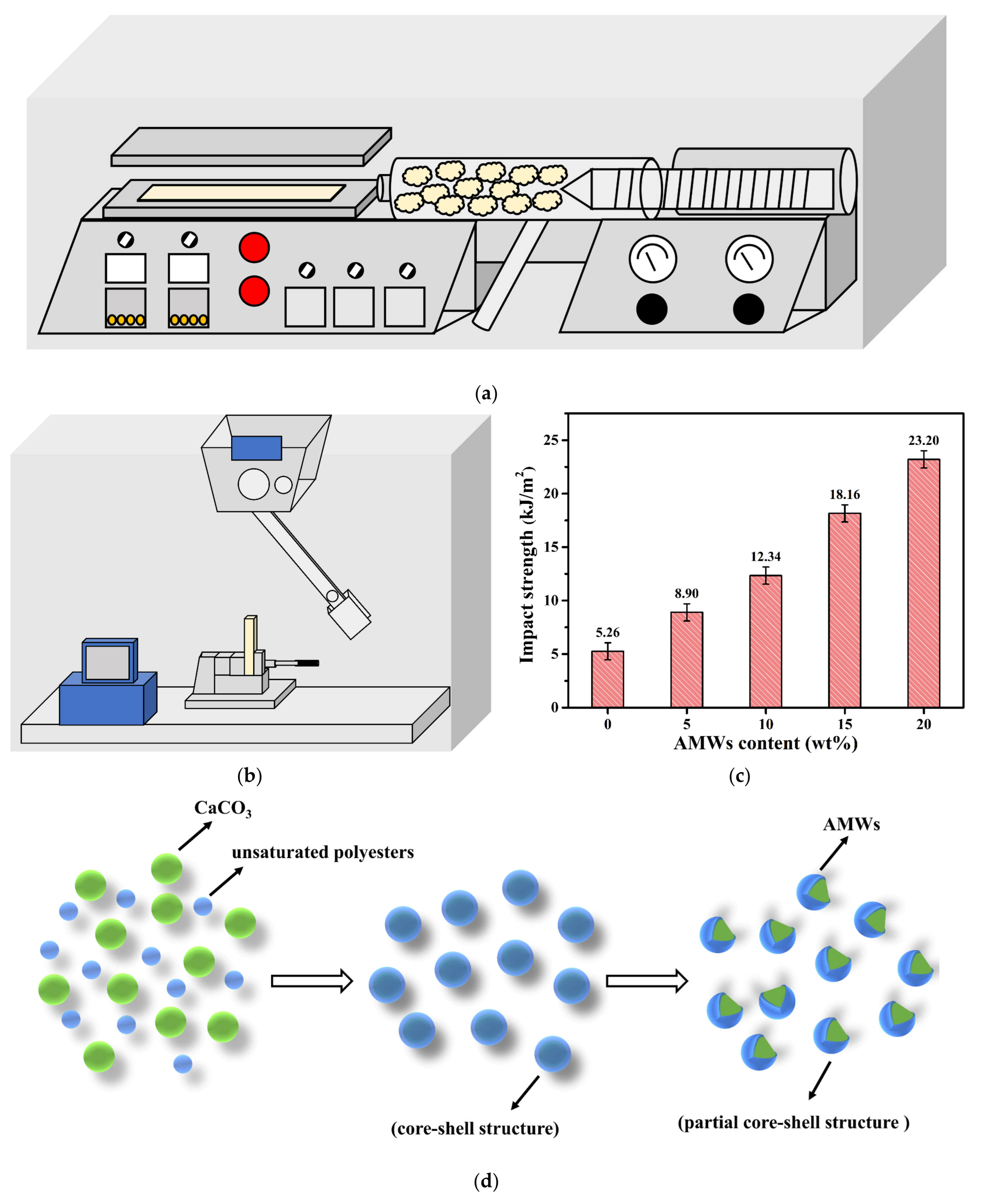
2.3.7. Impact Strength
3. Results and Discussion
3.1. Characterization of AMWs
3.2. XRD Analysis
3.3. HDT Analysis
3.4. DSC Analysis
3.5. Impact Strength Analysis
3.6. SEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lu, H.; Chen, K.; Yang, X.; Liu, J.; Huang, X.; Lv, Z.; Zhang, X. Use of titanate to improve interfacial interaction and mechanical properties of polyethylene/artificial marble wastes composites. J. Vinyl Addit. Technol. 2021, 27, 137–146. [Google Scholar] [CrossRef]
- El-Bashir, S.; Binhussain, M.; Al-Thumairi, N.; AlZayed, N. Preparation and characterization of PMMA/stone waste nanocomposites for marmoreal artificial stone industry. J. Reinf. Plast. Compos. 2014, 33, 350–357. [Google Scholar] [CrossRef]
- Hong, G.; Song, K.; Lee, Y. Recycling of waste artificial marble powder using supercritical methanol. J. Supercrit. Fluids 2021, 169, 105102. [Google Scholar] [CrossRef]
- Moon, S.; Shin, J.; Cha, S.; Shin, Y.; Lee, K. Introduction of reversible crosslinker into artificial marbles toward chemical recyclability. J. Ind. Eng. Chem. 2015, 31, 86–90. [Google Scholar] [CrossRef]
- Lu, J.; Cong, X.; Li, Y.; Hao, Y.; Wang, C. High strength artificial stoneware from marble waste via surface modification and low temperature sintering. J. Clean. Prod. 2018, 180, 728–734. [Google Scholar] [CrossRef]
- Okan, M.; Aydin, H.; Barsbay, M. Current approaches to waste polymer utilization and minimization: A review. J. Chem. Technol. Biotechnol. 2019, 94, 8–21. [Google Scholar] [CrossRef] [Green Version]
- Eliche-Quesada, D.; Corpas-Iglesias, F.; Perez-Villarejo, L.; Iglesias-Godino, F. Recycling of sawdust, spent earth from oil filtration, compost and marble residues for brick manufacturing. Constr. Build. Mater. 2012, 34, 275–284. [Google Scholar] [CrossRef]
- El-Alfi, E.A.; Gado, R.A. Preparation of calcium sulfoaluminate-belite cement from marble sludge waste. Constr. Build. Mater. 2016, 113, 764–772. [Google Scholar] [CrossRef]
- Khan, A.; Patidar, R.; Pappu, A. Marble waste characterization and reinforcement in low density polyethylene composites via injection moulding: Towards improved mechanical strength and thermal conductivity. Constr. Build. Mater. 2021, 269, 121229. [Google Scholar] [CrossRef]
- Hwang, E.; Ko, Y.; Jeon, J. Effect of polymer cement modifiers on mechanical and physical properties of polymer-modified mortar using recycled artificial marble waste fine aggregate. J. Ind. Eng. Chem. 2008, 14, 265–271. [Google Scholar] [CrossRef]
- Ribeiro, C.; Rodriguez, R. Influence of Compaction Pressure and Particle Content on Thermal and Mechanical Behavior of Artificial Marbles with Marble Waste and Unsaturated Polyester. Mater. Res. 2015, 18, 283–290. [Google Scholar] [CrossRef]
- Ribeiro, C.; Rodriguez, R.; Carvalho, E. Microstructure and mechanical properties of artificial marble. Constr. Build. Mater. 2017, 149, 149–155. [Google Scholar] [CrossRef]
- Buketov, A.; Maruschak, P.; Sapronov, O.; Zinchenko, D.; Yatsyuk, V.; Panin, S. Enhancing Performance characteristics of equipment of sea and river transport by using epoxy composites. Transport 2016, 31, 333–342. [Google Scholar] [CrossRef] [Green Version]
- Stukhlyak, P.D.; Buketov, A.V.; Panin, S.V.; Maruschak, P.O.; Moroz, K.M.; Poltaranin, M.A.; Vukherer, T.; Kornienko, L.A.; Lyukshin, B.A. Structural fracture scales in shock-loaded epoxy composites. Phys. Mesomech. 2015, 18, 58–74. [Google Scholar] [CrossRef]
- Huang, X.; Guo, Q.; Zhou, P.; Lu, C.; Yuan, G.; Chen, Z.; Zhang, X. Poly(vinyl alcohol)/artificial marble wastes composites with improved melt processability and mechanical properties. Compos. Part B Eng. 2020, 182, 107628. [Google Scholar] [CrossRef]
- Chen, H.; He, H.; Tian, S.; Chen, S. Recycling of Waste Artificial Marble Powder in HDPE-Wood Composites. Polym. Compos. 2018, 39, 2347–2355. [Google Scholar] [CrossRef]
- Kim, H.; Kim, Y.; Kwac, L.; Chae, S.; Shin, H. Synthesis of Carbon Foam from Waste Artificial Marble Powder and Carboxymethyl Cellulose via Electron Beam Irradiation and Its Characterization. Materials 2018, 11, 469. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, H.; Wei, Z. Impacts of Modified Graphite Oxide on Crystallization, Thermal and Mechanical Properties of Polybutylene Terephthalate. Polymers 2021, 13, 2431. [Google Scholar] [CrossRef]
- Ganguly, A.; Channe, P.; Jha, R.; Mitra, S.; Saha, S. Review on transesterification in polycarbonate-poly(butylene terephthalate) blend. Polym. Eng. Sci. 2021, 61, 650–661. [Google Scholar] [CrossRef]
- Li, X.; Xia, M.; Qiu, D.; Long, R.; Huang, Z.; Li, J.; Long, S.; Li, X. Fabrication and Properties of Modified Poly(butylene terephthalate) with Two-Step Chain Extension. Macromol. Mater. Eng. 2021, 306, 2000638. [Google Scholar] [CrossRef]
- Arslan, C.; Dogan, M. The mechanical and thermal properties of chopped basalt fiber-reinforced poly (butylene terephthalate) composites: Effect of fiber amount and length. J. Compos. Mater. 2019, 53, 2465–2475. [Google Scholar] [CrossRef]
- Xin, F.; Guo, C.; Chen, Y.; Zhang, H.; Qian, L. A novel triazine-rich polymer wrapped MMT: Synthesis, characterization and its application in flame-retardant poly(butylene terephthalate). RSC Adv. 2017, 7, 47324–47331. [Google Scholar] [CrossRef] [Green Version]
- Soudmand, B.H.; Shelesh-Nezhad, K. Failure and wear analysis of poly(butylene terephthalate) nanocomposite spur gears. Tribol. Int. 2020, 151, 106439. [Google Scholar] [CrossRef]
- Bian, J.; Lin, H.; He, F.; Wang, L.; Wei, X.; Chang, I.; Sancaktar, E. Processing and assessment of high-performance poly(butylene terephthalate) nanocomposites reinforced with microwave exfoliated graphite oxide nanosheets. Eur. Polym. J. 2013, 49, 1406–1423. [Google Scholar] [CrossRef]
- Heidarzadeh, N.; Rafizadeh, M.; Taromi, F.; Bouhendi, H. Preparation of poly(butylene terephthalate)/modified organoclay nanocomposite via in-situ polymerization: Characterization, thermal properties and flame retardancy. High Perform. Polym. 2012, 24, 589–602. [Google Scholar] [CrossRef]
- Shang, M.; Wu, Y.; Shentu, B.; Weng, Z. Toughening of PBT by POE/POE-g-GMA Elastomer through Regulating Interfacial Adhesion and Toughening Mechanism. Ind. Eng. Chem. Res. 2019, 58, 12650–12663. [Google Scholar] [CrossRef]
- Tran, N.; Pham, N. Investigation of the Effect of Polycarbonate Rate on Mechanical Properties of Polybutylene Terephthalate/Polycarbonate Blends. Int. J. Polym. Sci. 2021, 2021, 7635048. [Google Scholar] [CrossRef]
- Deshmukh, G.S.; Pathak, S.U.; Peshwe, D.R.; Ekhe, J.D. Effect of uncoated calcium carbonate and stearic acid coated calcium carbonate on mechanical, thermal and structural properties of poly(butylene terephthalate) (PBT)/calcium carbonate composites. Bull. Mater. Sci. 2010, 33, 277–284. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.K.; Siddhartha. Mechanical and thermo-mechanical peculiarity of functionally graded materials-based glass fiber-filled polybutylene terephthalate composites. J. Reinf. Plast. Compos. 2018, 37, 410–426. [Google Scholar] [CrossRef]
- Varga, C.; Bartha, L. Improving Mechanical Properties of Glass Fibre Reinforced PBT Waste for its Recycling as a Product of Pipe System Elements. Polym. Polym. Compos. 2016, 24, 609–616. [Google Scholar] [CrossRef]
- Cheng, Q.; Jiang, H.; Li, H. Effect of fiber content and orientation on the scratch behavior of short glass fiber reinforced PBT composites. Tribol. Int. 2020, 146, 106221. [Google Scholar] [CrossRef]
- Munirathnamma, L.M.; Ravikumar, H.B. Effect of Hydrodynamic Interaction on Free Volume Changes and the Mechanical Properties of SGFR-PBT Composites. Polym. Compos. 2018, 39, 1878–1886. [Google Scholar] [CrossRef]
- Hwang, S. Tensile, electrical conductivity and EMI shielding properties of solid and foamed PBT/carbon fiber composites. Compos. Part B Eng. 2016, 98, 1–8. [Google Scholar] [CrossRef]
- Kalkar, A.; Deshpande, V.; Purkar, B. Evaluation of thermal transitions in Poly (butylene terephthalate)/15A MMT nanocomposites: Nonisothermal experiments and modelling using isoconversional methods. Thermochim. Acta 2018, 660, 23–36. [Google Scholar] [CrossRef]
- Chopra, S.; Deshmukh, K.; Peshwe, D. Theoretical prediction of interfacial properties of PBT/CNT nanocomposites and its experimental evaluation. Mech. Mater. 2017, 109, 11–17. [Google Scholar] [CrossRef]
- Yang, W.; Zhou, H.; Yang, B.; Lu, H.; Song, L.; Hu, Y. Facile Preparation of Modified Carbon Nanotube-Reinforced PBT Nanocomposites with Enhanced Thermal, Flame Retardancy, and Mechanical Properties. Polym. Compos. 2016, 37, 1812–1820. [Google Scholar] [CrossRef]
- Slusarczyk, C.; Sieradzka, M.; Fabia, J.; Fryczkowski, R. Supermolecular Structure of Poly(Butylene Terephthalate) Fibers Formed with the Addition of Reduced Graphene Oxide. Polymers 2020, 12, 1456. [Google Scholar] [CrossRef] [PubMed]
- Mao, H.; Chen, C.; Rwei, S. Synthesis and Nonisothermal Crystallization Kinetics of Poly(Butylene Terephthalate-co-Tetramethylene Ether Glycol) Copolyesters. Polymers 2020, 12, 1897. [Google Scholar] [CrossRef]
- Battegazzore, D.; Salvetti, O.; Frache, A.; Peduto, N.; De Sio, A.; Marino, F. Thermo-mechanical properties enhancement of bio-polyamides (PA10.10 and PA6.10) by using rice husk ash and nanoclay. Compos. Part A Appl. Sci. Manuf. 2016, 81, 193–201. [Google Scholar] [CrossRef]
- Tan, Y.; Wang, X.; Wu, D. Preparation, microstructures, and properties of long-glass-fiber-reinforced thermoplastic composites based on polycarbonate/poly(butylene terephthalate) alloys. J. Reinf. Plast. Compos. 2015, 34, 1804–1820. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, X.; Wu, D. Recycled carbon fiber reinforced poly(butylene terephthalate) thermoplastic composites: Fabrication, crystallization behaviors and performance evaluation. Polym. Adv. Technol. 2013, 24, 364–375. [Google Scholar] [CrossRef]
- Xie, Z.; Wu, X.; Giacomin, A.; Zhao, G.; Wang, W. Suppressing Shrinkage/Warpage of PBT Injection Molded Parts with Fillers. Polym. Compos. 2018, 39, 2377–2384. [Google Scholar] [CrossRef]
- Soudmand, B.; Shelesh-Nezhad, K.; Salimi, Y. A combined differential scanning calorimetry-dynamic mechanical thermal analysis approach for the estimation of constrained phases in thermoplastic polymer nanocomposites. J. Appl. Polym. Sci. 2020, 137, 49260. [Google Scholar] [CrossRef]
- Zambrano, O.A. A Review on the Effect of Impact Toughness and Fracture Toughness on Impact-Abrasion Wear. J. Mater. Eng. Perform. 2021, 30, 7101–7116. [Google Scholar] [CrossRef]
- Huang, R.; Zhang, X.; Zhou, C. Mechanical, flammable, and thermal performances of co-extruded wood polymer composites with core-shell structure containing barite-filled shells. Wood Sci. Technol. 2020, 54, 1299–1318. [Google Scholar] [CrossRef]
- Li, H.; Wang, J.; Li, G.; Lu, Y.; Wang, N.; Zhang, Q.; Qu, X. Preparation of core-shell structured particle and its application in toughening PA6/PBT blends. Polym. Advan. Technol. 2017, 28, 699–707. [Google Scholar] [CrossRef]
- Wu, Z.; Gao, S.; Chen, L.; Jiang, D.; Shao, Q.; Zhang, B.; Zhai, Z.; Wang, C.; Zhao, M.; Ma, Y.; et al. Electrically Insulated Epoxy Nanocomposites Reinforced with Synergistic Core-Shell SiO2@MWCNTs and Montmorillonite Bifillers. Macromol. Chem. Phys. 2017, 218, 1700357. [Google Scholar] [CrossRef]
- Xu, C.; Ma, J.; Li, G.; Wang, N.; Zhang, Q.; Grami, M.; Qu, X. Enhanced toughness for polyamide 6 with a core-shell structured polyacrylic modifier. J. Polym. Res. 2017, 24, 147. [Google Scholar] [CrossRef]
- Jarzabek, D. The impact of weak interfacial bonding strength on mechanical properties of metal matrix—Ceramic reinforced composites. Compos. Struct. 2018, 201, 352–362. [Google Scholar] [CrossRef]
- Alfano, G.; Sacco, E. Combining interface damage and friction in a cohesive-zone model. Int. J. Numer. Meth. Eng. 2006, 68, 542–582. [Google Scholar] [CrossRef]
- Yasniy, P.V.; Maruschak, P.O.; Panin, S.V.; Bischak, R.T.; Vuherer, T.; Ovechkin, B.B.; Panin, V.E. Temperature effect on impact fracture of 25Cr1Mo1V ferrite-pearlite steel. Phys. Mesomech. 2011, 14, 185–194. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PBT (g) | AMWs (g) | AMWs (wt%) |
|---|---|---|---|
| PBT | 400 | 0 | 0 |
| PBT-5 | 380 | 20 | 5 |
| PBT-10 | 360 | 40 | 10 |
| PBT-15 | 340 | 60 | 15 |
| PBT-20 | 320 | 80 | 20 |
| Samples | T0 (°C) | Tc (°C) | Tm (°C) |
|---|---|---|---|
| PBT | 204.72 | 195.13 | 224.43 |
| PBT-5 | 202.51 | 195.15 | 224.43 |
| PBT-10 | 202.34 | 196.04 | 223.55 |
| PBT-15 | 201.94 | 196.27 | 223.73 |
| PBT-20 | 202.16 | 195.99 | 224.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, T.; Li, Y.; Fang, L.; Chen, Z. The Impact of Artificial Marble Wastes on Heat Deflection Temperature, Crystallization, and Impact Properties of Polybutylene Terephthalate. Polymers 2021, 13, 4242. https://doi.org/10.3390/polym13234242
Feng T, Li Y, Fang L, Chen Z. The Impact of Artificial Marble Wastes on Heat Deflection Temperature, Crystallization, and Impact Properties of Polybutylene Terephthalate. Polymers. 2021; 13(23):4242. https://doi.org/10.3390/polym13234242
Chicago/Turabian StyleFeng, Tianliang, Yangzhou Li, Liang Fang, and Zhenming Chen. 2021. "The Impact of Artificial Marble Wastes on Heat Deflection Temperature, Crystallization, and Impact Properties of Polybutylene Terephthalate" Polymers 13, no. 23: 4242. https://doi.org/10.3390/polym13234242