
Surface Properties of Polymer Resins Fabricated with Subtractive and Additive Manufacturing Techniques

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Fabrication
2.2. Specimen Testing
2.3. Statistical Analysis
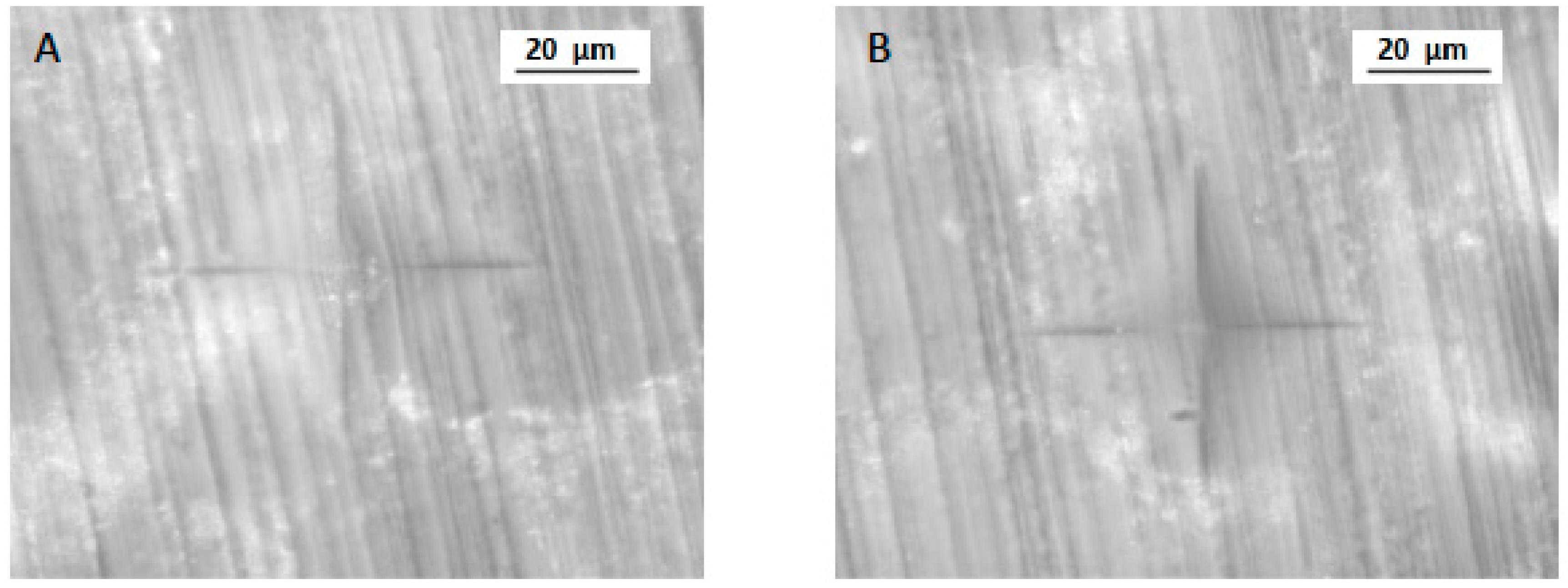
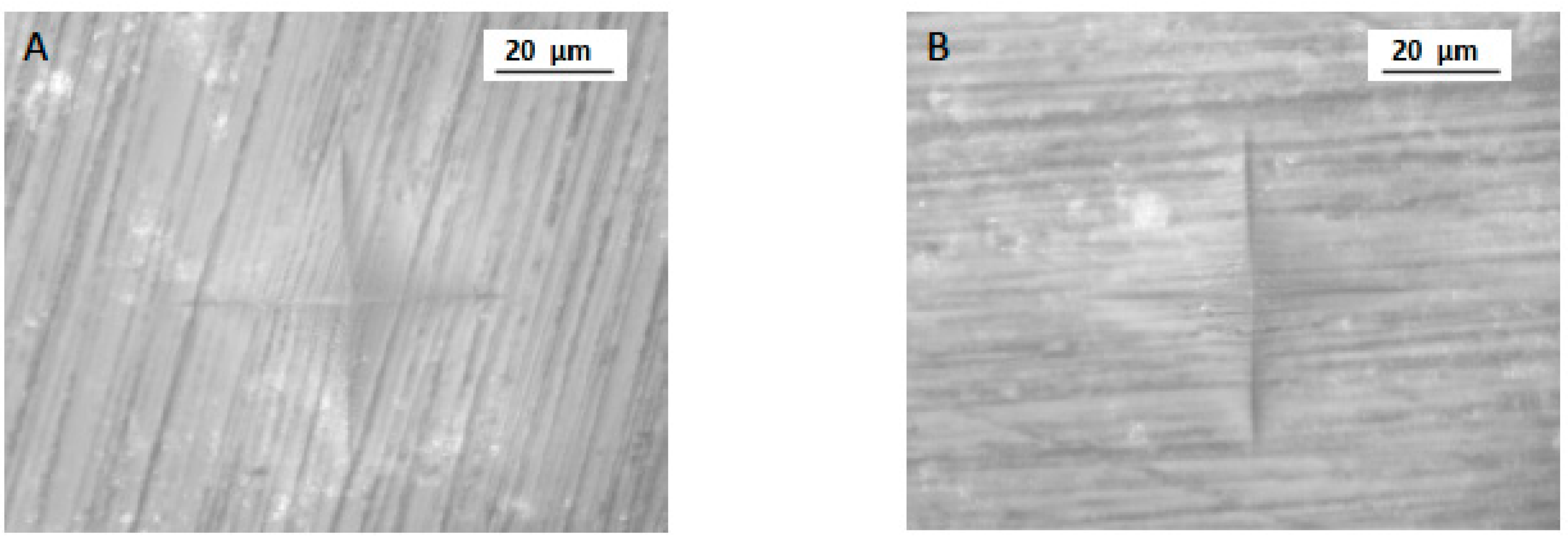
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Astudillo-Rubio, D.; Delgado-Gaete, A.; Bellot-Arcís, C.; Montiel-Company, J.M.; Pascual-Moscardó, A.; Almerich-Silla, J.M. Mechanical properties of provisional dental materials: A systematic review and meta-analysis. PLoS ONE 2018, 13, e0193162. [Google Scholar] [CrossRef] [Green Version]
- Rosenstiel, S.F.; Land, M.F. Contemporary Fixed Prosthodontics, 5th ed.; Elsevier Health Sciences: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Jo, L.J.; Shenoy, K.K.; Shetty, S. Flexural strength and hardness of resins for interim fixed partial dentures. Indian J. Dent. Res. 2011, 22, 71–76. [Google Scholar] [CrossRef]
- Anusavice, K.J. Mechanical Properties of Dental Materials. In Phillip’s Science of Dental Materials; Elsevier Inc.: Amsterdam, The Netherlands, 2004; pp. 73–102. [Google Scholar]
- Haselton, D.R.; Diaz-Arnold, A.M.; Vargas, M.A. Flexural strength of provisional crown and fixed partial denture resins. J. Prosthet. Dent. 2002, 87, 225–228. [Google Scholar] [CrossRef] [PubMed]
- Digholkar, S.; Madhav, V.N.; Palaskar, J. Evaluation of the flexural strength and microhardness of provisional crown and bridge materials fabricated by different methods. J. Indian Prosthodont. Soc. 2016, 16, 328–334. [Google Scholar] [CrossRef]
- Akova, T.; Ozkomur, A.; Uysal, H. Effect of food-simulating liquids on the mechanical properties of provisional restorative materials. Dent. Mater. 2006, 22, 1130–1134. [Google Scholar] [CrossRef]
- Rashid, H. The effect of surface roughness on ceramics used in dentistry: A review of literature. Eur. J. Dent. 2014, 8, 571–579. [Google Scholar] [CrossRef]
- Proudhon, H.; Fouvry, S.; Buffière, J.Y. A fretting crack initiation prediction taking into account the surface roughness and the crack nucleation process volume. Int. J. Fatigue 2005, 27, 569–579. [Google Scholar] [CrossRef] [Green Version]
- Negahdari, K.; Tavanagar, M.S.; Bagheri, R. Sorption, solubility, and surface microhardness of 3 nanohybrid resin composites after 60 days of water storage. J. Dent. Med. 2018, 30, 200–207. [Google Scholar]
- Dayan, C.; Kiseri, B.; Gencel, B.; Kurt, H.; Tuncer, N. Wear resistance and microhardness of various interim fixed prosthesis materials. J. Oral Sci. 2019, 61, 447–453. [Google Scholar] [CrossRef] [Green Version]
- Simoneti, D.M.; Pereira-Cenci, T.; Dos Santos, M.B.F. Comparison of material properties and biofilm formation in interim single crowns obtained by 3D printing and conventional methods. J. Prosthet. Dent. 2020, 126, 26. [Google Scholar] [CrossRef]
- Kerby, R.E.; Knobloch, L.A.; Sharples, S.; Peregrina, A. Mechanical properties of urethane and bis-acryl interim resin materials. J. Prosthet. Dent. 2013, 110, 21–28. [Google Scholar] [CrossRef]
- Poonacha, V.; Poonacha, S.; Salagundi, B.; Rupesh, P.L.; Raghavan, R. In vitro comparison of flexural strength and elastic modulus of three provisional crown materials used in fixed prosthodontics. J. Clin. Exp. Dent. 2013, 5, e212–e217. [Google Scholar] [CrossRef]
- Colombo, M.; Poggio, C.; Lasagna, A.; Chiesa, M.; Scribante, A. Vickers Micro-Hardness of New Restorative CAD/CAM Dental Materials: Evaluation and Comparison after Exposure to Acidic Drink. Materials 2019, 12, 1246. [Google Scholar] [CrossRef] [Green Version]
- Rayyan, M.M.; Aboushelib, M.; Sayed, N.M.; Ibrahim, A.; Jimbo, R. Comparison of interim restorations fabricated by CAD/CAM with those fabricated manually. J. Prosthet. Dent. 2015, 114, 414–419. [Google Scholar] [CrossRef]
- Anadioti, E.; Kane, B.; Soulas, E. Current and Emerging Applications of 3D Printing in Restorative Dentistry. Curr. Oral. Health Rep. 2018, 5, 133–139. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, F.Q. The application of rapid prototyping in prosthodontics. J. Prosthodont. Implant Esthet. Reconstr. Dent. 2012, 21, 641–644. [Google Scholar] [CrossRef] [PubMed]
- Aldahian, N.; Khan, R.; Mustafa, M.; Vohra, F.; Alrahlah, A. Influence of Conventional, CAD-CAM, and 3D Printing Fabrication Techniques on the Marginal Integrity and Surface Roughness and Wear of Interim Crowns. Appl. Sci. 2021, 11, 8964. [Google Scholar] [CrossRef]
- Ceramill Temp. Available online: https://www.amanngirrbach.com/en/products/cadcam-material/polymers/ceramill-temp/ (accessed on 21 August 2021).
- Available online: https://www.detax.de/en/shop/produkte/Freeprint-temp.php/ (accessed on 12 August 2021).
- Available online: https://www.3zdental.ca/products/22-jet-acrylic-liquid-8oz/ (accessed on 14 August 2021).
- Borba, M.; Della Bona, Á.; Cecchetti, D. Flexural strength and hardness of direct and indirect composites. Braz. Oral. Res. 2009, 23, 5–10. [Google Scholar] [CrossRef] [Green Version]
- Dawood, A.; Marti, B.; Sauret-Jackson, V.; Darwood, A. 3D printing in dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef] [PubMed]
- Reymus, M.; Fabritius, R.; Keßler, A.; Hickel, R.; Edelhoff, D.; Stawarczyk, B. Fracture load of 3D-printed fixed dental prostheses compared with milled and conventionally fabricated ones: The impact of resin material, build direction, post-curing, and artificial aging—An in vitro study. Clin. Oral. Investig. 2020, 24, 701–710. [Google Scholar] [CrossRef]
- Alrahlah, A.; Altwaim, M.; Alshuwaier, A.; Eldesouky, M.; Alzahrani, K.M.; Attar, E.A.; Alshahrani, A.; Abrar, E.; Vohra, F.; Abduljabbar, T. Influence of Ceramic Lumineers on Inflammatory Periodontal Parameters and Gingival Crevicular Fluid IL-6 and TNF-α Levels—A Clinical Trial. Appl. Sci. 2021, 11, 2829. [Google Scholar] [CrossRef]
- Revilla-León, M.; Morillo, J.A.; Att, W.; Özcan, M. Chemical Composition, Knoop Hardness, Surface Roughness, and Adhesion Aspects of Additively Manufactured Dental Interim Materials. J. Prosthodont. 2021, 30, 698–705. [Google Scholar] [CrossRef] [PubMed]
- Arnold, C.; Monsees, D.; Hey, J.; Schweyen, R. Surface Quality of 3D-Printed Models as a Function of Various Printing Parameters. Materials 2019, 12, 1970. [Google Scholar] [CrossRef] [Green Version]
- Dikova, T.; Dzhendov, D.A.; Ivanov, D.; Bliznakova, K. Dimensional accuracy and surface roughness of polymeric dental bridges produced by different 3D printing processes. Arch. Mater. Sci. Eng. 2018, 94, 65–75. [Google Scholar] [CrossRef]
- Tahayeri, A.; Morgan, M.; Fugolin, A.P.; Bompolaki, D.; Athirasala, A.; Pfeifer, C.S.; Ferracane, J.L.; Bertassoni, L.E. 3D printed versus conventionally cured provisional crown and bridge dental materials. Dent. Mater. 2018, 34, 192–200. [Google Scholar] [CrossRef] [PubMed]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2015, 32, 135–148. [Google Scholar] [CrossRef]
- Cheng, W.; Fuh, J.Y.H.; Nee, A.Y.C.; Wong, Y.S.; Loh, H.T.; Miyazawa, T. Multi-objective optimization of part-building orientation in stereolithography. Rapid. Prototyp. J. 1995, 1, 12–23. [Google Scholar] [CrossRef]
- Diaz-Arnold, A.M.; Dunne, J.T.; Jones, A.H. Microhardness of provisional fixed prosthodontic materials. J. Prosthet. Dent. 1999, 82, 525–528. [Google Scholar] [CrossRef]
- Schwantz, J.K.; Oliveira-Ogliari, A.; Meereis, C.T.; Leal, F.B.; Ogliari, F.A.; Moraes, R.R. Characterization of Bis-Acryl Composite Resins for Provisional Restorations. Braz. Dent. J. 2017, 28, 354–361. [Google Scholar] [CrossRef] [Green Version]
- Joshi, N. Physical and Optical Properties of Provisional Crown and Bridge Materials Fabricated Using CAD/CAM Milling or 3D Printing Technology; Nova Southeastern University: Fort Lauderdale, FL, USA, 2019. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Roughness (Ra) | Micro-Hardness (VHN) | |||
|---|---|---|---|---|
| Study Group | Mean | SD | Mean | SD |
| CAD-CAM | 3.68 a | 0.42 | 22.07 a | 4.01 |
| 3D | 5.77 b | 0.60 | 25.16 b | 4.12 |
| Conventional | 4.11 a | 1.45 | 21.68 a | 5.53 |
| p-value | <0.01 | <0.01 | ||
| Study Group | Mean (MPa) | SD (MPa) | p Value |
|---|---|---|---|
| CAD-CAM | 116.09 a | 13.29 | p < 0.01 |
| 3D | 113.16 a | 15.70 | |
| Conventional | 93.68 b | 17.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Qahtani, A.S.; Tulbah, H.I.; Binhasan, M.; Abbasi, M.S.; Ahmed, N.; Shabib, S.; Farooq, I.; Aldahian, N.; Nisar, S.S.; Tanveer, S.A.; et al. Surface Properties of Polymer Resins Fabricated with Subtractive and Additive Manufacturing Techniques. Polymers 2021, 13, 4077. https://doi.org/10.3390/polym13234077
Al-Qahtani AS, Tulbah HI, Binhasan M, Abbasi MS, Ahmed N, Shabib S, Farooq I, Aldahian N, Nisar SS, Tanveer SA, et al. Surface Properties of Polymer Resins Fabricated with Subtractive and Additive Manufacturing Techniques. Polymers. 2021; 13(23):4077. https://doi.org/10.3390/polym13234077
Chicago/Turabian StyleAl-Qahtani, Amal S., Huda I. Tulbah, Mashael Binhasan, Maria S. Abbasi, Naseer Ahmed, Sara Shabib, Imran Farooq, Nada Aldahian, Sidra S. Nisar, Syeda A. Tanveer, and et al. 2021. "Surface Properties of Polymer Resins Fabricated with Subtractive and Additive Manufacturing Techniques" Polymers 13, no. 23: 4077. https://doi.org/10.3390/polym13234077