
Design of Novel PLA/OMMT Films with Improved Gas Barrier and Mechanical Properties by Intercalating OMMT Interlayer with High Gas Barrier Polymers


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Composite Films Preparation
2.3. Characterization
3. Results and Discussion
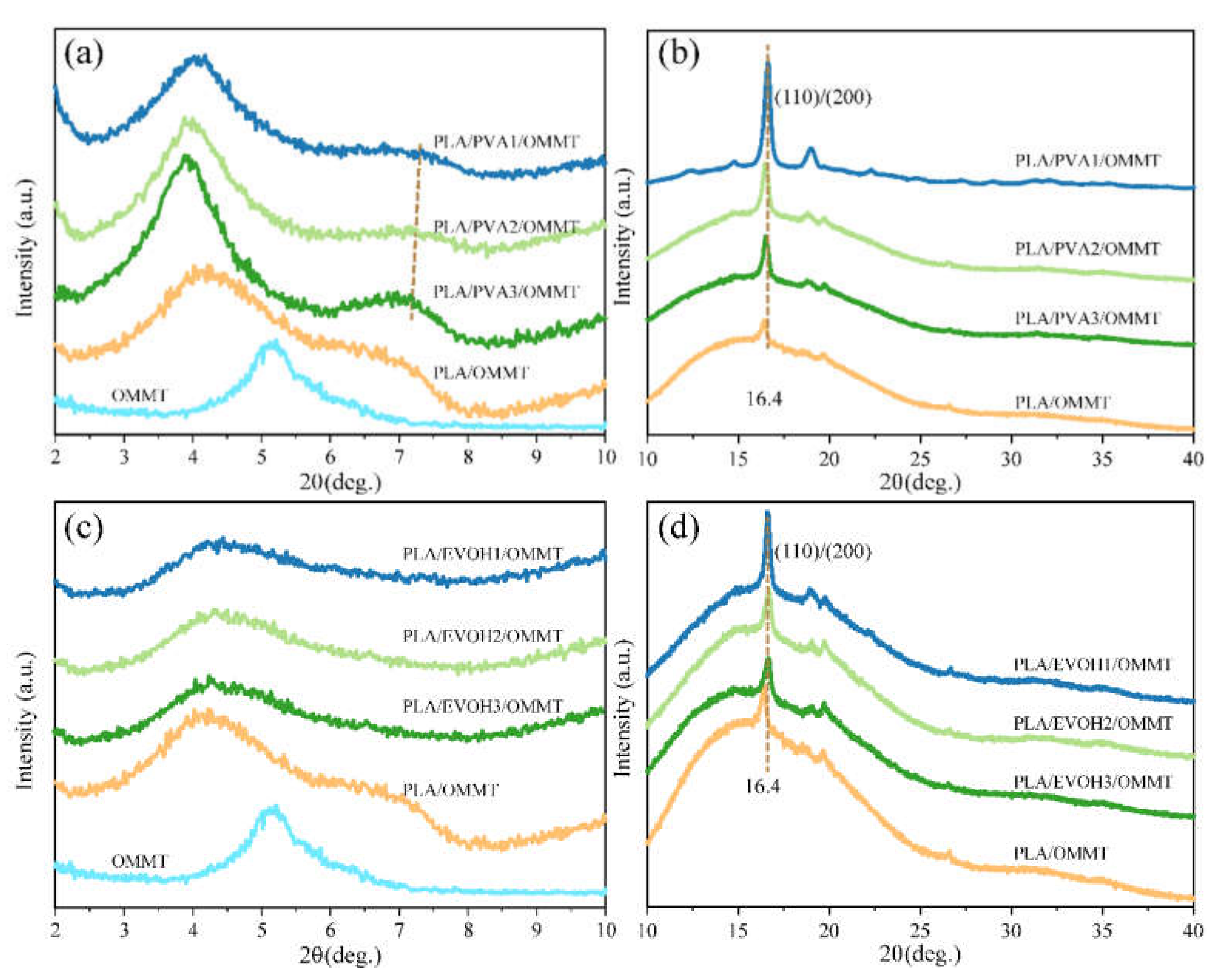
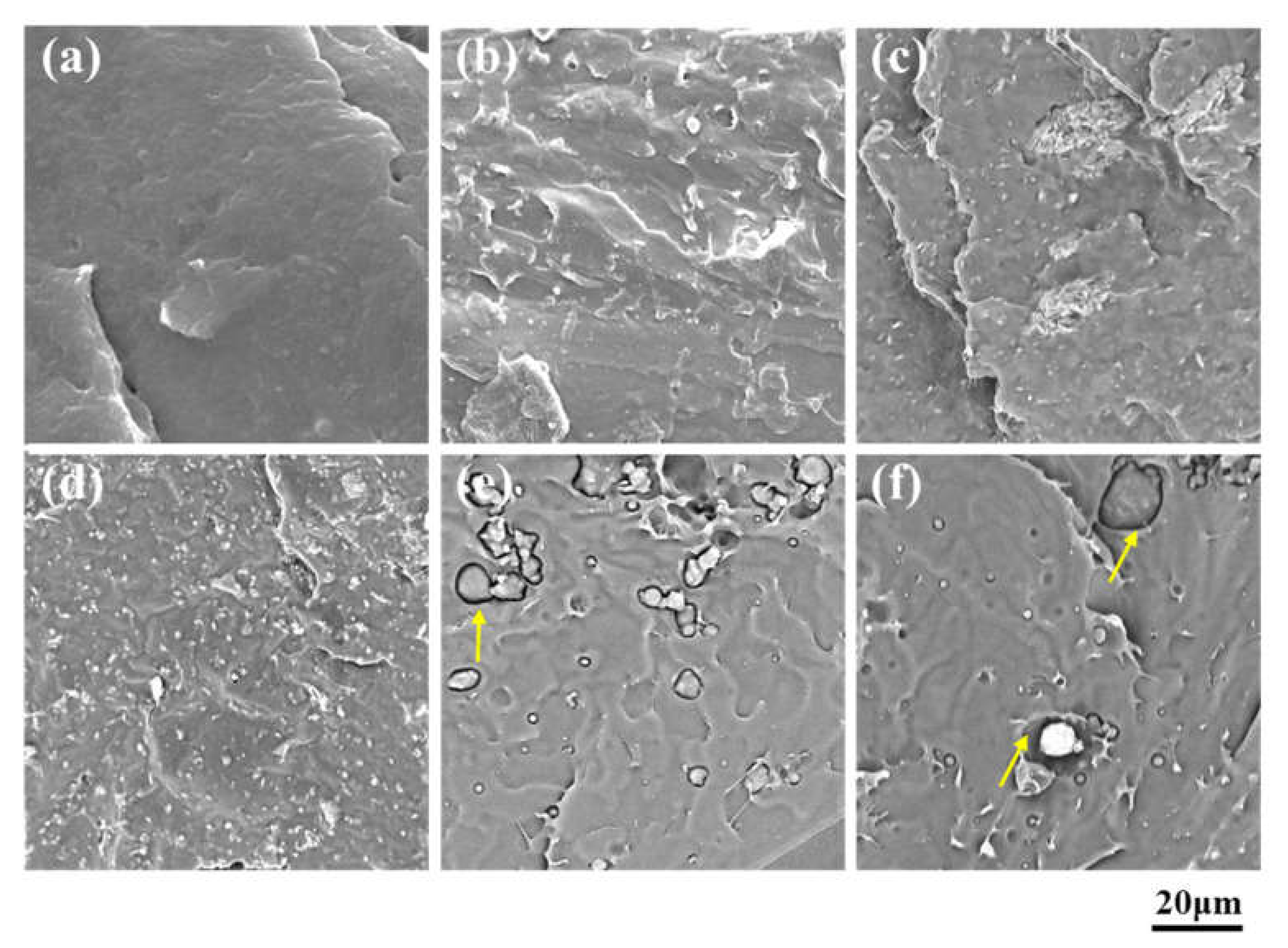
3.1. Film Structure and Morphology
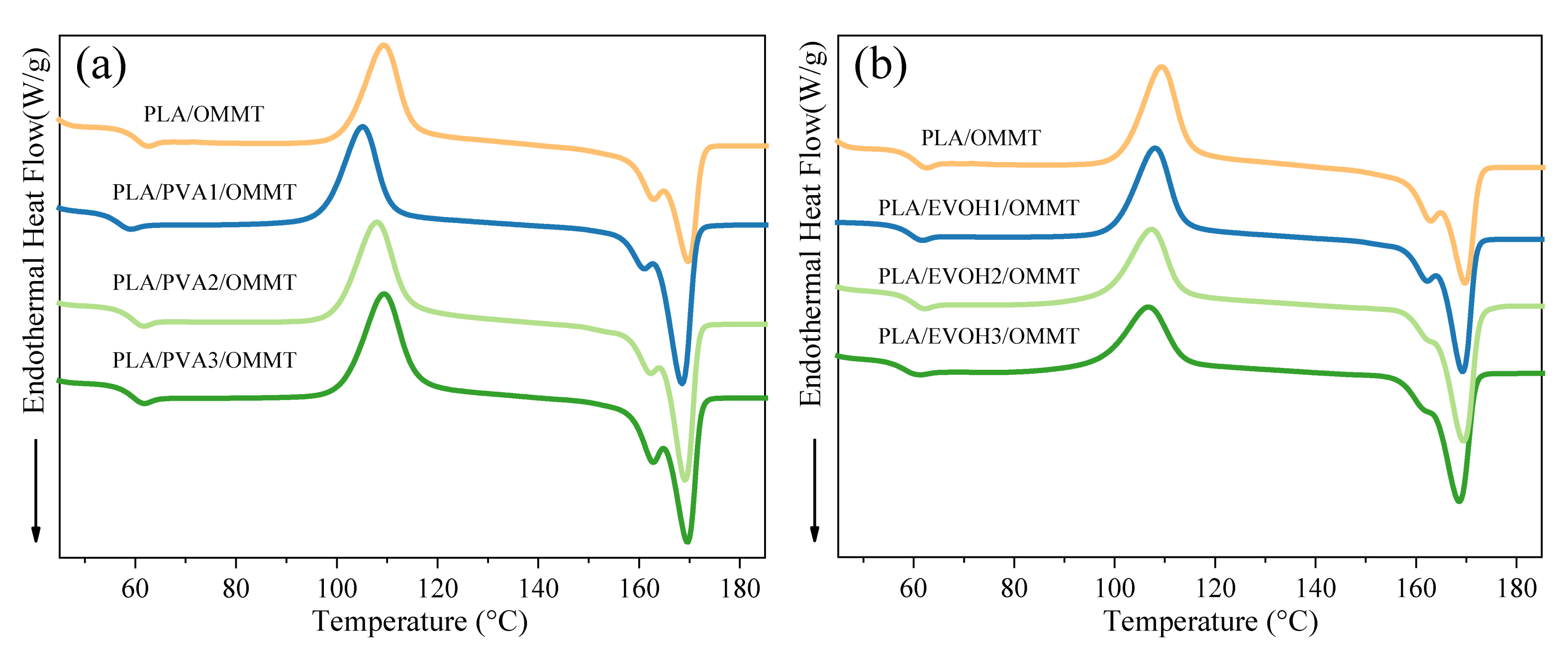
3.2. Crystallinity
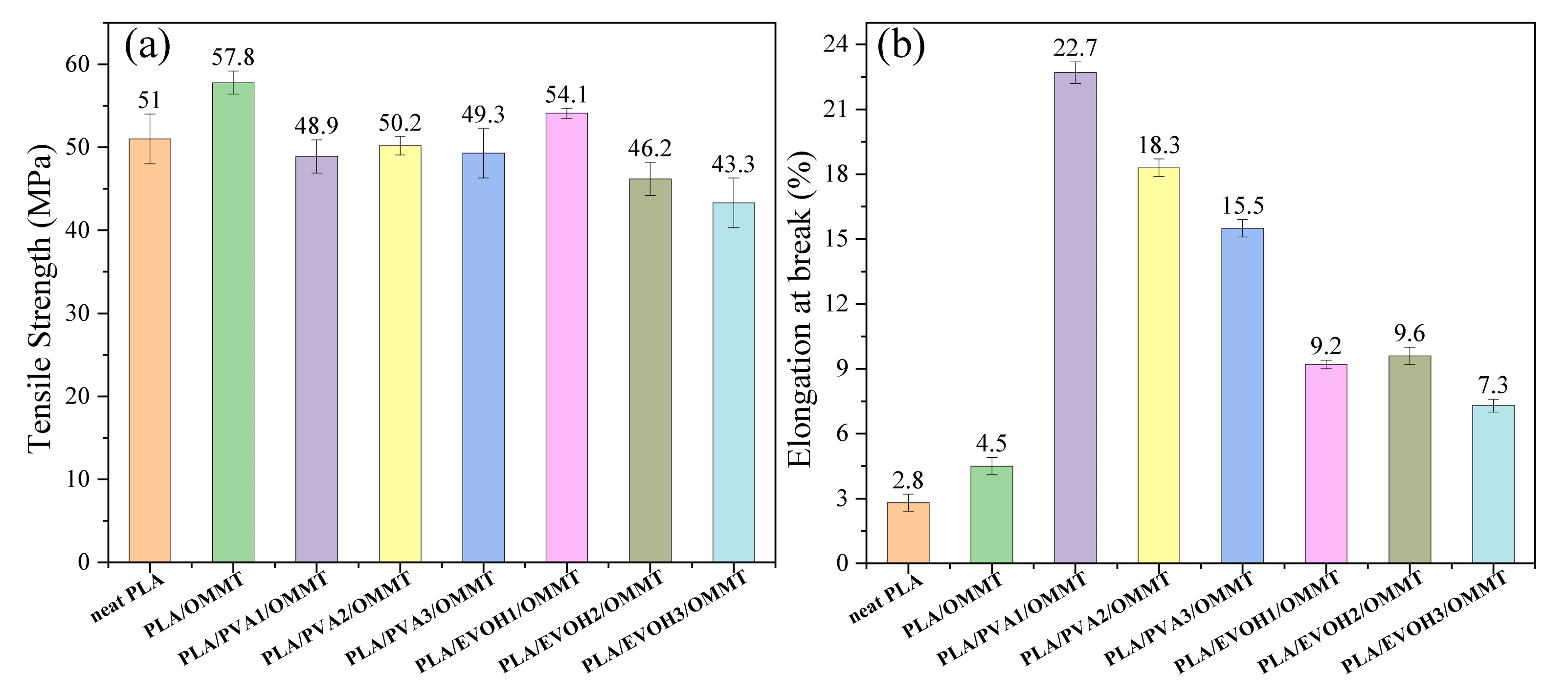
3.3. Mechanical Properties
3.4. Gas Barrier Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramesh, M.; Narendra, G.; Sasikanth, S. A Review on Biodegradable Packaging Materials in Extending the Shelf Life and Quality of Fresh Fruits. In Waste Management as Economic Industry Towards Circular Economy; Ghosh, S.K., Ed.; Springer: Singapore, 2020; pp. 59–66. [Google Scholar] [CrossRef]
- Olaimat, A.N.; Shahbaz, H.M.; Fatima, N.; Munir, S.; Holley, R.A. Food Safety During and After the Era of COVID-19 Pandemic. Front. Microbiol. 2020, 11, 1854. [Google Scholar] [CrossRef] [PubMed]
- Sameen, D.E.; Ahmed, S.; Lu, R.; Li, R.; Dai, J.; Qin, W.; Zhang, Q.; Li, S.; Liu, Y. Electrospun nanofibers food packaging: Trends and applications in food systems. Crit. Rev. Food Sci. Nutr. 2021, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Plastics Europe. Plastics—The Facts 2016. An Analysis of European Plastics Production, Demand and Waste Data; Plastics Europe: Brussels, Belgium, 2016. [Google Scholar]
- Briassoulis, D.; Giannoulis, A. Evaluation of the functionality of bio-based food packaging films. Polym. Test. 2018, 69, 39–51. [Google Scholar] [CrossRef]
- Ahmed, S.; Sameen, D.E.; Lu, R.; Li, R.; Dai, J.; Qin, W.; Liu, Y. Research progress on antimicrobial materials for food packaging. Crit. Rev. Food Sci. Nutr. 2020, 1–14. [Google Scholar] [CrossRef]
- Zhou, L.; Ke, K.; Yang, M.-B.; Yang, W. Recent progress on chemical modification of cellulose for high mechanical-performance Poly (lactic acid)/Cellulose composite: A short review. Compos. Commun. 2020, 23, 100548. [Google Scholar] [CrossRef]
- Singha, S.; Hedenqvist, M.S. A Review on Barrier Properties of Poly(Lactic Acid)/Clay Nanocomposites. Polymers 2020, 12, 1095. [Google Scholar] [CrossRef]
- Sanusi, O.M.; Benelfellah, A.; Bikiaris, D.N.; Hocine, N.A. Effect of rigid nanoparticles and preparation techniques on the performances of poly (lactic acid) nanocomposites: A review. Polym. Adv. Technol. 2021, 32, 444–460. [Google Scholar] [CrossRef]
- Zhao, X.; Hu, H.; Wang, X.; Yu, X.; Zhou, W.; Peng, S. Super tough poly (lactic acid) blends: A comprehensive review. RSC Adv. 2020, 10, 13316–13368. [Google Scholar] [CrossRef] [Green Version]
- Kabir, E.; Kaur, R.; Lee, J.; Kim, K.-H.; Kwon, E.E. Prospects of biopolymer technology as an alternative option for non-degradable plastics and sustainable management of plastic wastes. J. Clean. Prod. 2020, 258, 120536. [Google Scholar] [CrossRef]
- Kang, H.; Li, Y.; Gong, M.; Guo, Y.; Guo, Z.; Fang, Q.; Li, X. An environmentally sustainable plasticizer toughened polylactide. RSC Adv. 2018, 8, 11643–11651. [Google Scholar] [CrossRef] [Green Version]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [Green Version]
- Getme, A.S.; Patel, B. A review: Bio-fiber’s as reinforcement in composites of polylactic acid (PLA). Mater. Today Proc. 2020, 26, 2116–2122. [Google Scholar] [CrossRef]
- Alobad, Z.K.; Habeeb, S.A.; Albozahid, M.A. A review on silicone rubber/montmorillo-nite nanocomposites. Iraqi J. Mech. Mater. Eng. 2020, 20, 268–281. [Google Scholar]
- Li, F.; Zhang, C.; Weng, Y. Improvement of the Gas Barrier Properties of PLA/OMMT Films by Regulating the Interlayer Spacing of OMMT and the Crystallinity of PLA. ACS Omega 2020, 5, 18675–18684. [Google Scholar] [CrossRef]
- Kuttalam, K.C.; Karuppiah, G.; Palaniappan, M.; Santulli, C.; Palanisamy, S. Mechanical and Impact Strength of Nanoclay-Filled Composites: A Short Review. J. Mater. Sci. Res. Rev. 2021, 7, 7–20. [Google Scholar]
- Huang, S.-M.; Hwang, J.-J.; Liu, H.-J.; Zheng, A.-M. A Characteristic Study of Polylactic Acid/Organic Modified Montmorillonite (PLA/OMMT) Nanocomposite Materials after Hydrolyzing. Crystals 2021, 11, 376. [Google Scholar] [CrossRef]
- Saharudin, M.S.; Hasbi, S.; Nazri, M.N.A.; Inam, F. A Review of Recent Developments in Mechanical Properties of Polymer–Clay Nanocomposites. Adv. Manuf. Eng. 2020, 107–129. [Google Scholar] [CrossRef]
- Cui, Y.; Kumar, S.; Kona, B.R.; van Houcke, D. Gas barrier properties of polymer/clay nanocomposites. RSC Adv. 2015, 5, 63669–63690. [Google Scholar] [CrossRef]
- Dabbaghianamiri, M.; Duraia, E.-S.M.; Beall, G.W. Self-assembled Montmorillonite clay-poly vinyl alcohol nanocomposite as a safe and efficient gas barrier. Results Mater. 2020, 7, 100101. [Google Scholar] [CrossRef]
- Gill, Y.Q.; Song, M.; Abid, U. Permeation characterization and modelling of polyethylene/clay nanocomposites for packaging. Polym. Bull. 2020, 77, 3749–3765. [Google Scholar] [CrossRef]
- Ko, E.; Kim, T.; Ahn, J.; Park, S.; Pak, S.; Kim, M.; Kim, H. Synergic Effect of HNT/oMMT Bi-filler System for the Mechanical Enhancement of PLA/PBAT Film. Fibers Polym. 2021, 22, 2163–2169. [Google Scholar] [CrossRef]
- Fortunati, E.; Armentano, I.; Zhou, Q.; Puglia, D.; Terenzi, A.; Berglund, L.A.; Kenny, J.M. Microstructure and nonisothermal cold crystallization of PLA composites based on silver nanoparticles and nanocrystalline cellulose. Polym. Degrad. Stabil. 2012, 97, 2027–2036. [Google Scholar] [CrossRef]
- Abdellatief, A.; Welt, B.A. Comparison of new dynamic accumulation method for measuring oxygen transmission rate of packaging against the steady-state method described by ASTM D3985. Packag. Technol. Sci. 2013, 26, 281–288. [Google Scholar] [CrossRef]
- Wang, K.; Liang, S.; Du, R.; Zhang, Q.; Fu, Q. The interplay of thermodynamics and shear on the dispersion of polymer nanocomposite. Polymer 2004, 45, 7953–7960. [Google Scholar] [CrossRef]
- Bousmina, M. Study of intercalation and exfoliation processes in polymer nanocomposites. Macromolecules 2006, 39, 4259–4263. [Google Scholar] [CrossRef]
- Ray, S.S.; Yamada, K.; Okamoto, M.; Ueda, K. New polylactide-layered silicate nanocomposites. 2. Concurrent improvements of material properties, biodegradability and melt rheology. Polymer 2003, 44, 857–866. [Google Scholar]
- Van Krevelen, D.W.; Nijenhuis, K.T. Properties of Polymers: Their Correlation with Chemical Structure; Their Numerical Estimation and Prediction from Additive Group Contributions; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Liu, B.; Du, Q.; Yang, Y. The phase diagrams of mixtures of EVAL and PEG in relation to membrane formation. J. Membr. Sci. 2000, 180, 81–92. [Google Scholar] [CrossRef]
- Bocqué, M.; Voirin, C.; Lapinte, V.; Caillol, S.; Robin, J.J. Petro-based and bio-based plasticizers: Chemical structures to plasticizing properties. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 11–33. [Google Scholar] [CrossRef]
- Zhao, G.; Ni, H.; Ren, S.; Fang, G. Correlation between solubility parameters and properties of alkali lignin/pva composites. Polymers 2018, 10, 290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hansen, C.M. Hansen Solubility Parameters: A User’s Handbook; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Breil, J. Oriented Film Technology. In Multilayer Flexible Packaging; Matthew Deans: Oxford, UK, 2016; pp. 153–172. [Google Scholar]
- Zhou, S.Y.; Huang, H.D.; Ji, X.; Yan, D.X.; Zhong, G.J.; Hsiao, B.S.; Li, Z.M. Super-Robust Polylactide Barrier Films by Building Densely Oriented Lamellae Incorporated with Ductile in Situ Nanofibrils of Poly(butylene adipate-co-terephthalate). ACS Appl. Mater. Interfaces 2016, 8, 8096–8109. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.; Zeng, S.; Liu, J.; Sun, L. Bi-axially oriented polystyrene/montmorillonite nanocomposite films. RSC Adv. 2015, 5, 58191–58198. [Google Scholar] [CrossRef]
- Lange, J.; Wyser, Y. Recent innovations in barrier technologies for plastic packaging—A review. Packag. Technol. Sci. 2003, 16, 149–158. [Google Scholar] [CrossRef]
- Park, S.I.; Marsh, K.S.; Dawson, P. Application of chitosan-incorporated LDPE film to sliced fresh red meats for shelf life extension. Meat Sci. 2010, 85, 493–499. [Google Scholar] [CrossRef]
- Reesha, K.V.; Panda, S.K.; Bindu, J.; Varghese, T.O. Development and characterization of an LDPE/chitosan composite antimicrobial film for chilled fish storage. Int. J. Biol. Macromol. 2015, 79, 934–942. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Codes | PLA (wt %) | OMMT (wt %) | PVA (wt %) | EVOH (wt %) |
|---|---|---|---|---|
| Pristine PLA | 100 | 0 | / | / |
| PLA/OMMT | 94 | 6 | / | / |
| PLA/PVA1/OMMT | 93 | 6 | 1 | / |
| PLA/PVA2/OMMT | 92 | 6 | 2 | / |
| PLA/PVA3/OMMT | 91 | 6 | 3 | / |
| PLA/EVOH1/OMMT | 93 | 6 | / | 1 |
| PLA/EVOH2/OMMT | 92 | 6 | / | 2 |
| PLA/EVOH3/OMMT | 91 | 6 | / | 3 |
| Samples | 2θ 2~10° | d-Spacing (nm) | 2θ 2~10° | d-Spacing (nm) | |
|---|---|---|---|---|---|
| OMMT | 5.22 | 1.69 | PLA/OMMT | 4.22 | 2.09 |
| PLA/PVA1/OMMT | 4.18 | 2.11 | PLA/EVOH1/OMMT | 4.44 | 1.99 |
| PLA/PVA2/OMMT | 3.88 | 2.27 | PLA/EVOH2/OMMT | 4.30 | 2.06 |
| PLA/PVA3/OMMT | 3.88, 6.98 | 2.27, 1.27 | PLA/EVOH3/OMMT | 4.02 | 2.20 |
| Samples | Tg (°C) | Tcc (°C) | Tm1 (°C) | Tm2 (°C) | ΔHcc (J/g) | ΔHm (J/g) | χc (%) |
|---|---|---|---|---|---|---|---|
| Neat PLA | 58.9 | 112.8 | 163.1 | 170.8 | 23.7 | 24.8 | 1.2 |
| PLA/OMMT | 58.7 | 109.2 | 162.8 | 169.7 | 24.5 | 27.2 | 3.1 |
| PLA/PVA1/OMMT | 56.8 | 105.1 | 161.7 | 168.1 | 24.2 | 30.3 | 7.0 |
| PLA/PVA2/OMMT | 56.3 | 107.5 | 162.7 | 169.0 | 25.9 | 29.4 | 3.4 |
| PLA/PVA3/OMMT | 58.3 | 109.3 | 162.8 | 169.7 | 26.4 | 27.3 | 1.7 |
| PLA/EVOH1/OMMT | 57.3 | 108.2 | 162.3 | 169.4 | 24.3 | 30.7 | 7.3 |
| PLA/EVOH2/OMMT | 58.1 | 107.3 | 162.0 | 169.6 | 24.7 | 30.5 | 6.6 |
| PLA/EVOH3/OMMT | 57.9 | 106.5 | 162.2 | 168.7 | 25.3 | 30.3 | 5.7 |
| Samples | OMMT (wt %) | PVA (wt %) | EVOH (wt %) | O2 Permeability | Change (%) | |
|---|---|---|---|---|---|---|
| Barrer * | 10−14 cm3 cm/cm2 s Pa | |||||
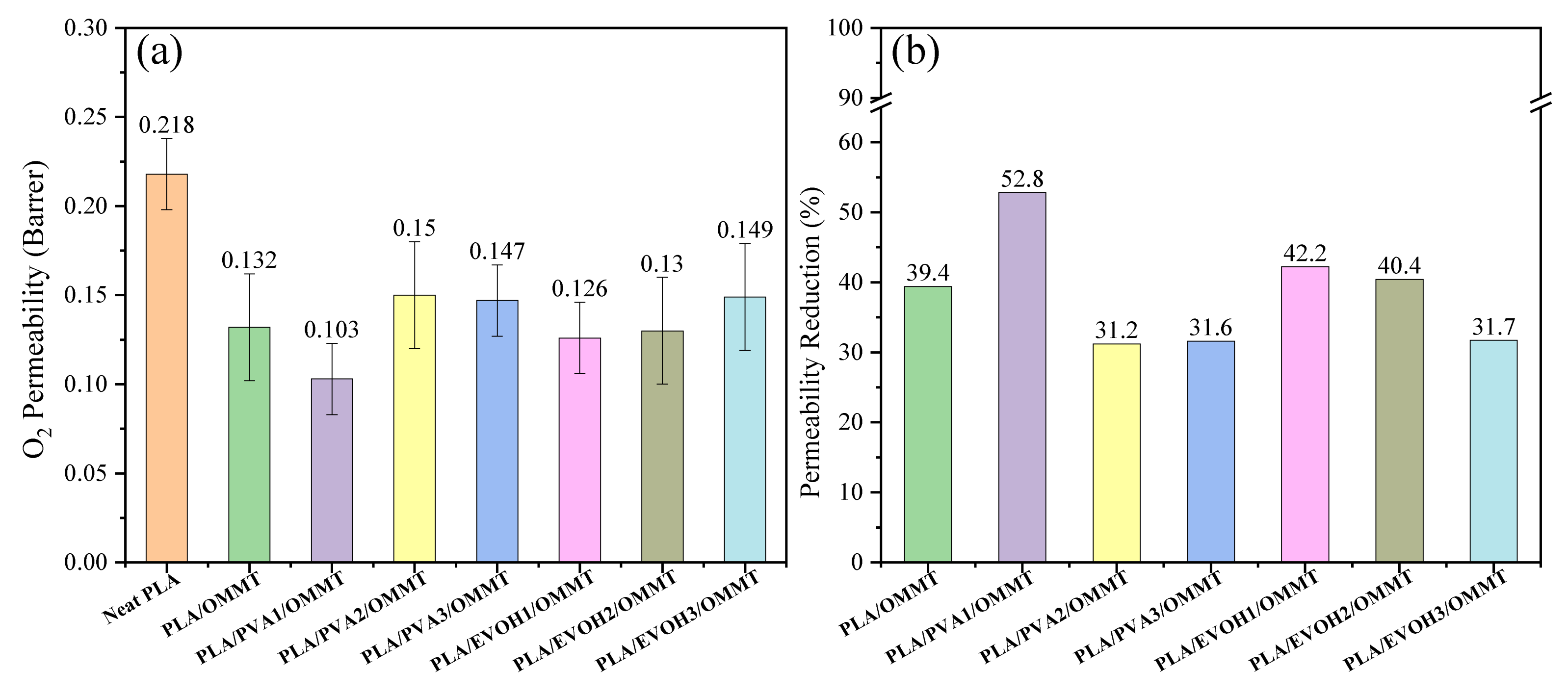
| Neat PLA | 0 | 0 | 0 | 0.218 | 1.635 | 0 |
| PLA/OMMT | 6 | 0 | 0 | 0.132 | 0.990 | 39.4 |
| PLA/PVA1/OMMT | 6 | 1 | / | 0.103 | 0.773 | 52.8 |
| PLA/PVA2/OMMT | 6 | 2 | / | 0.150 | 1.125 | 31.2 |
| PLA/PVA3/OMMT | 6 | 3 | / | 0.147 | 1.103 | 31.6 |
| PLA/EVOH1/OMMT | 6 | / | 1 | 0.126 | 0.945 | 42.2 |
| PLA/EVOH2/OMMT | 6 | / | 2 | 0.130 | 0.975 | 40.4 |
| PLA/EVOH3/OMMT | 6 | / | 3 | 0.149 | 1.118 | 31.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shar, A.S.; Zhang, C.; Song, X.; Weng, Y.; Du, Q. Design of Novel PLA/OMMT Films with Improved Gas Barrier and Mechanical Properties by Intercalating OMMT Interlayer with High Gas Barrier Polymers. Polymers 2021, 13, 3962. https://doi.org/10.3390/polym13223962
Shar AS, Zhang C, Song X, Weng Y, Du Q. Design of Novel PLA/OMMT Films with Improved Gas Barrier and Mechanical Properties by Intercalating OMMT Interlayer with High Gas Barrier Polymers. Polymers. 2021; 13(22):3962. https://doi.org/10.3390/polym13223962
Chicago/Turabian StyleShar, Abdul Shakoor, Caili Zhang, Xieqing Song, Yunxuan Weng, and Qiuyue Du. 2021. "Design of Novel PLA/OMMT Films with Improved Gas Barrier and Mechanical Properties by Intercalating OMMT Interlayer with High Gas Barrier Polymers" Polymers 13, no. 22: 3962. https://doi.org/10.3390/polym13223962