
Effect of Drawing Parameters on the Properties of Polypropylene/Inorganic Particles Composites by Solid-State Die Drawing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
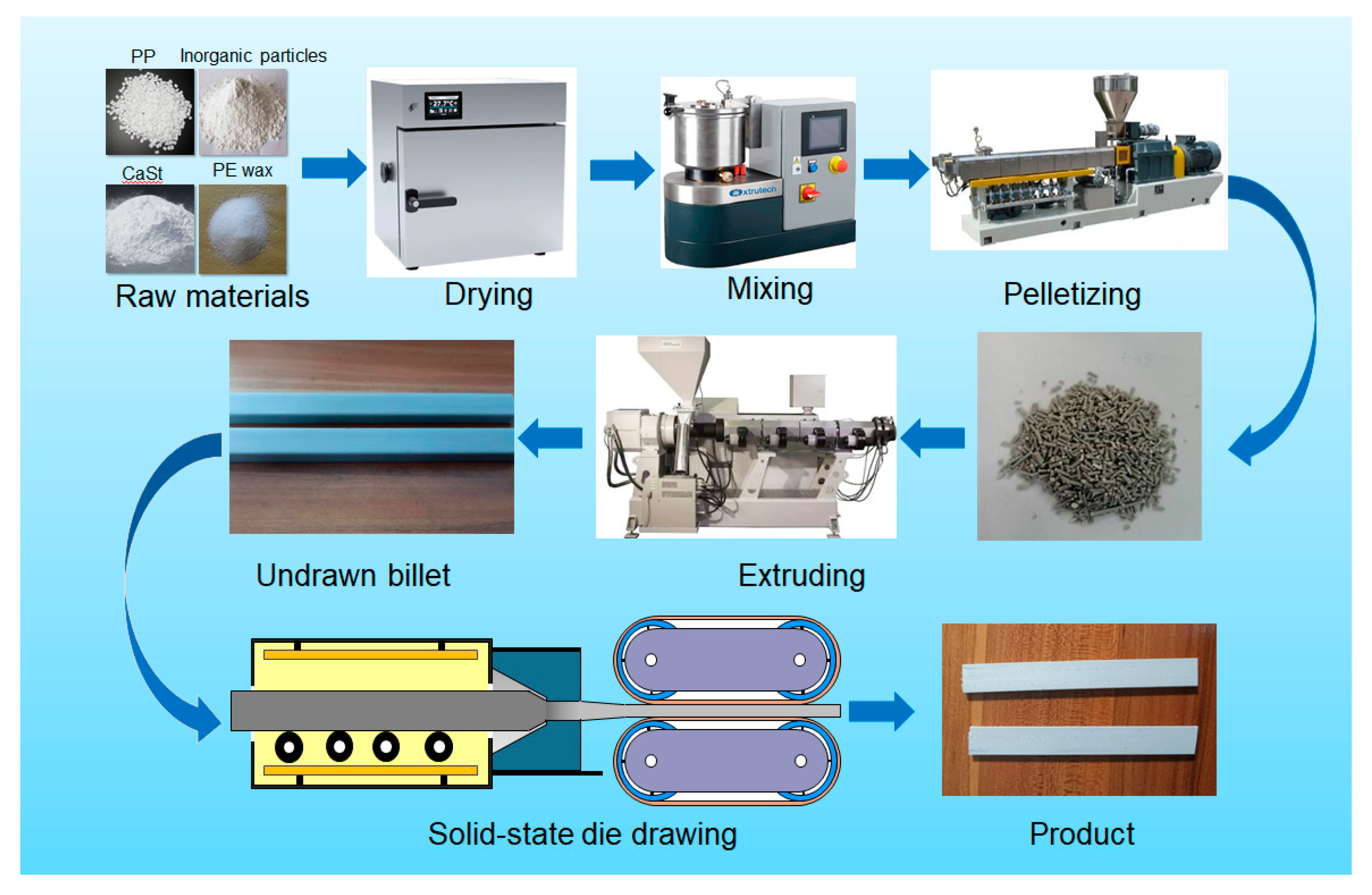
2.2. Preparation Procedure
2.3. Mechanical Properties Testing
2.4. Density Testing
2.5. Thermal Properties Measurement
2.6. Scanning Electron Microscopy
3. Results and Discussion
3.1. Comparison of the Composites’ Properties before and after Drawing
3.2. Effect of Inorganic Particle Contents
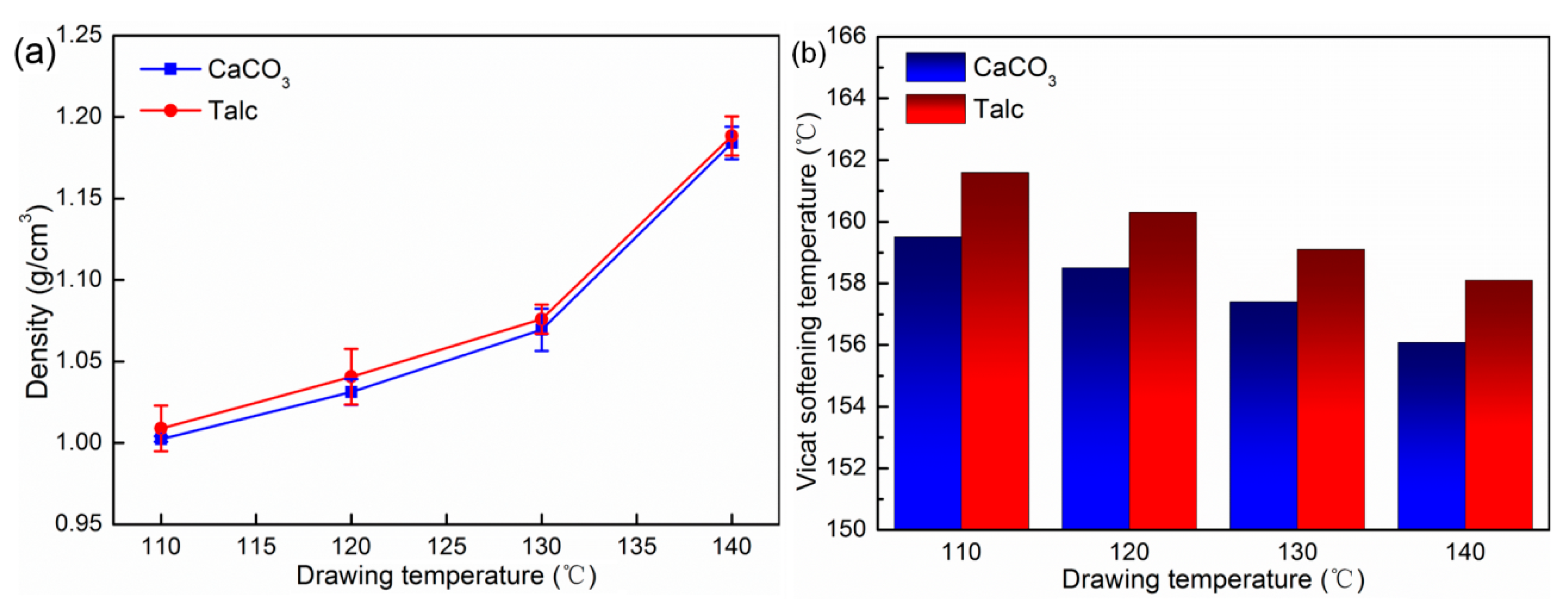
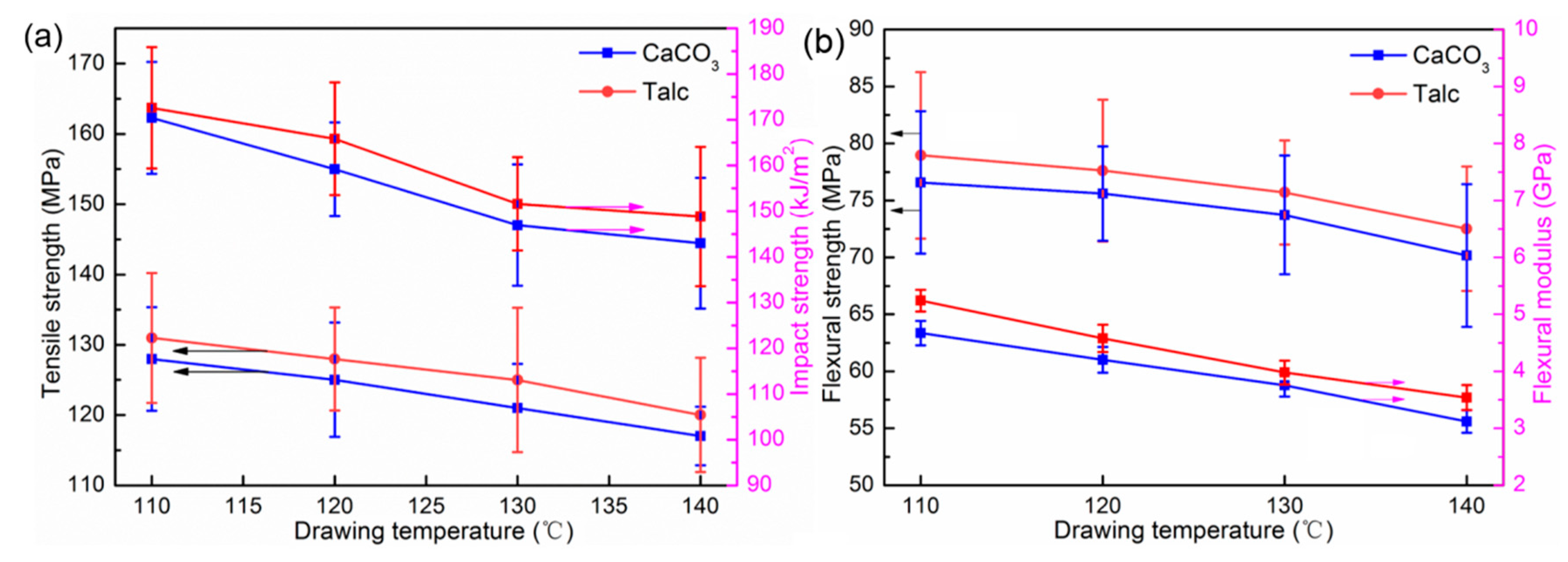
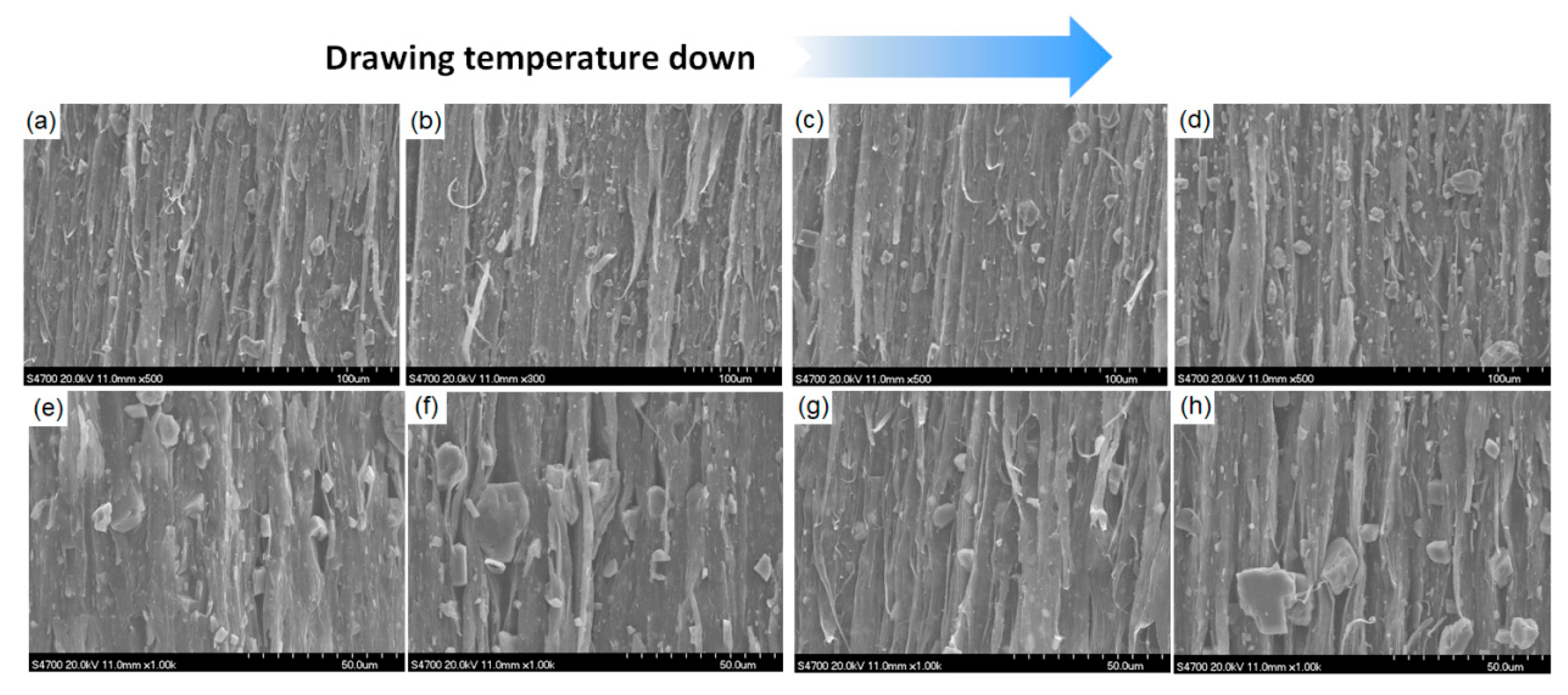
3.3. Effect of Drawing Temperature
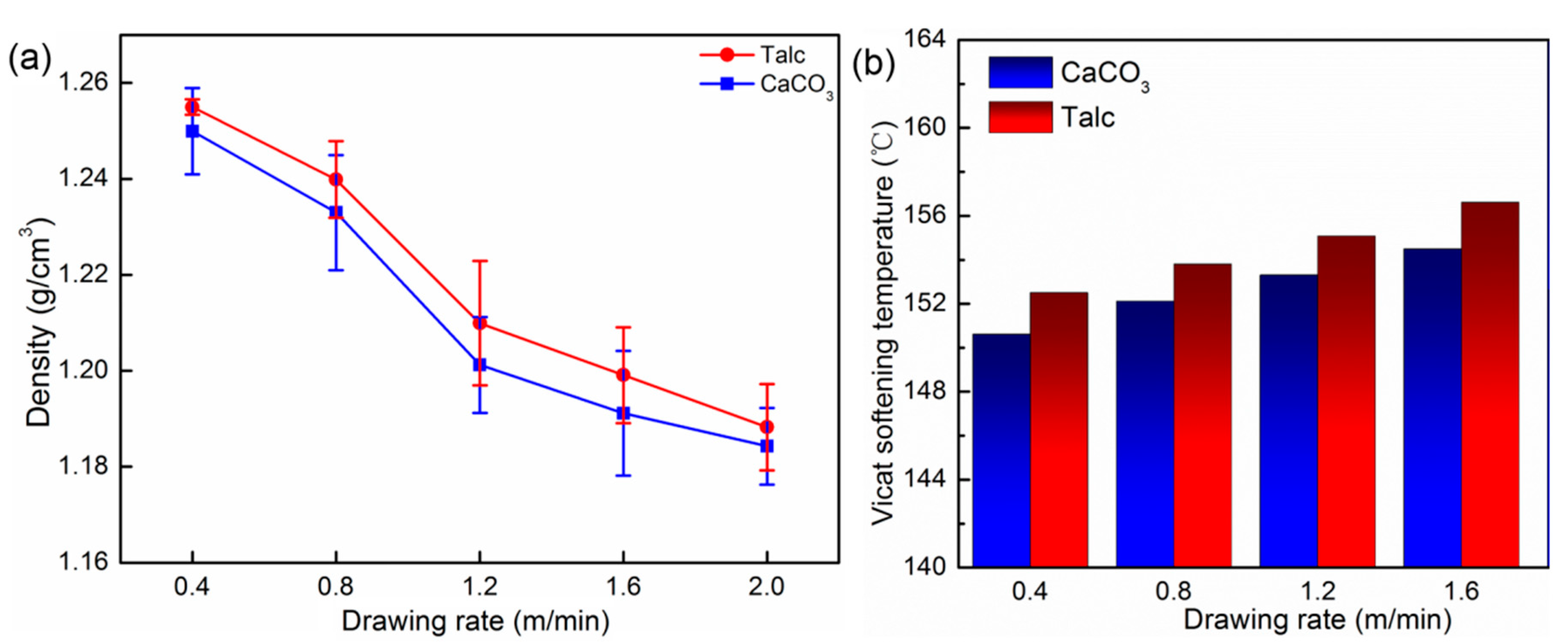
3.4. Effect of Drawing Speed
4. Conclusions
- (1)
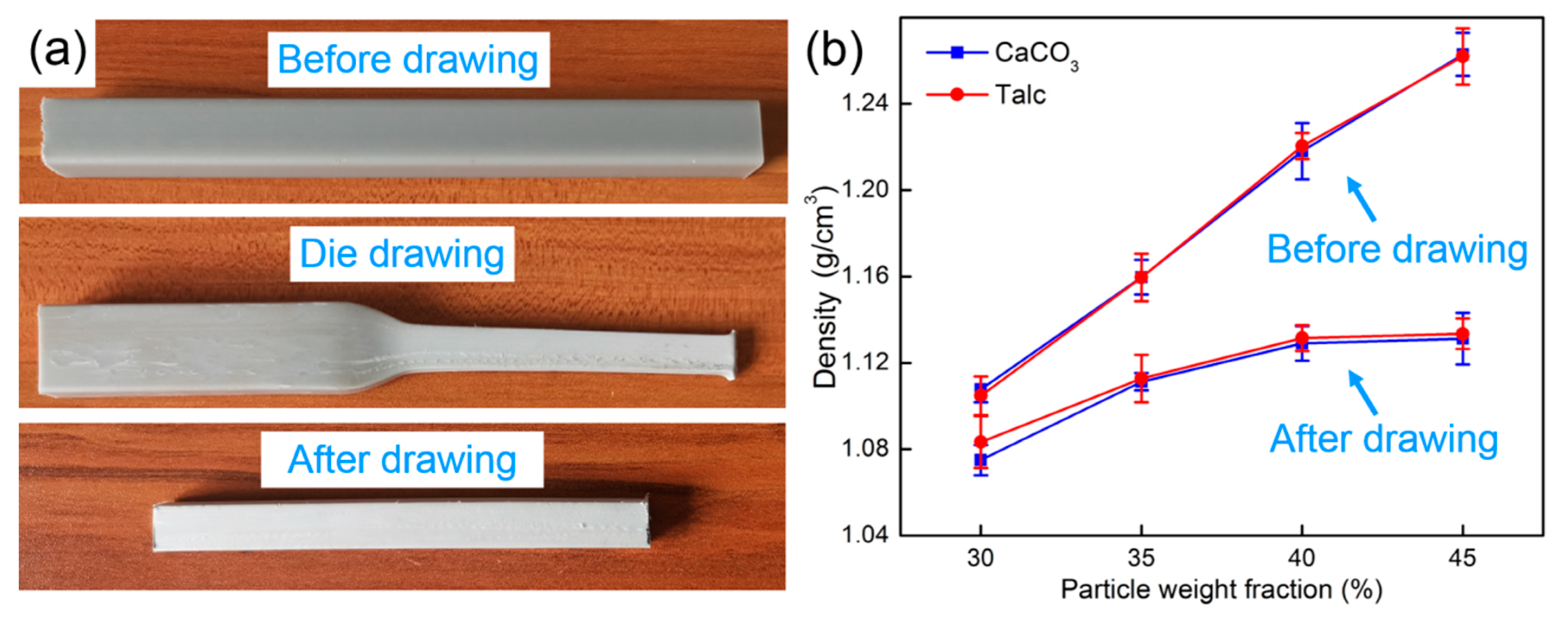
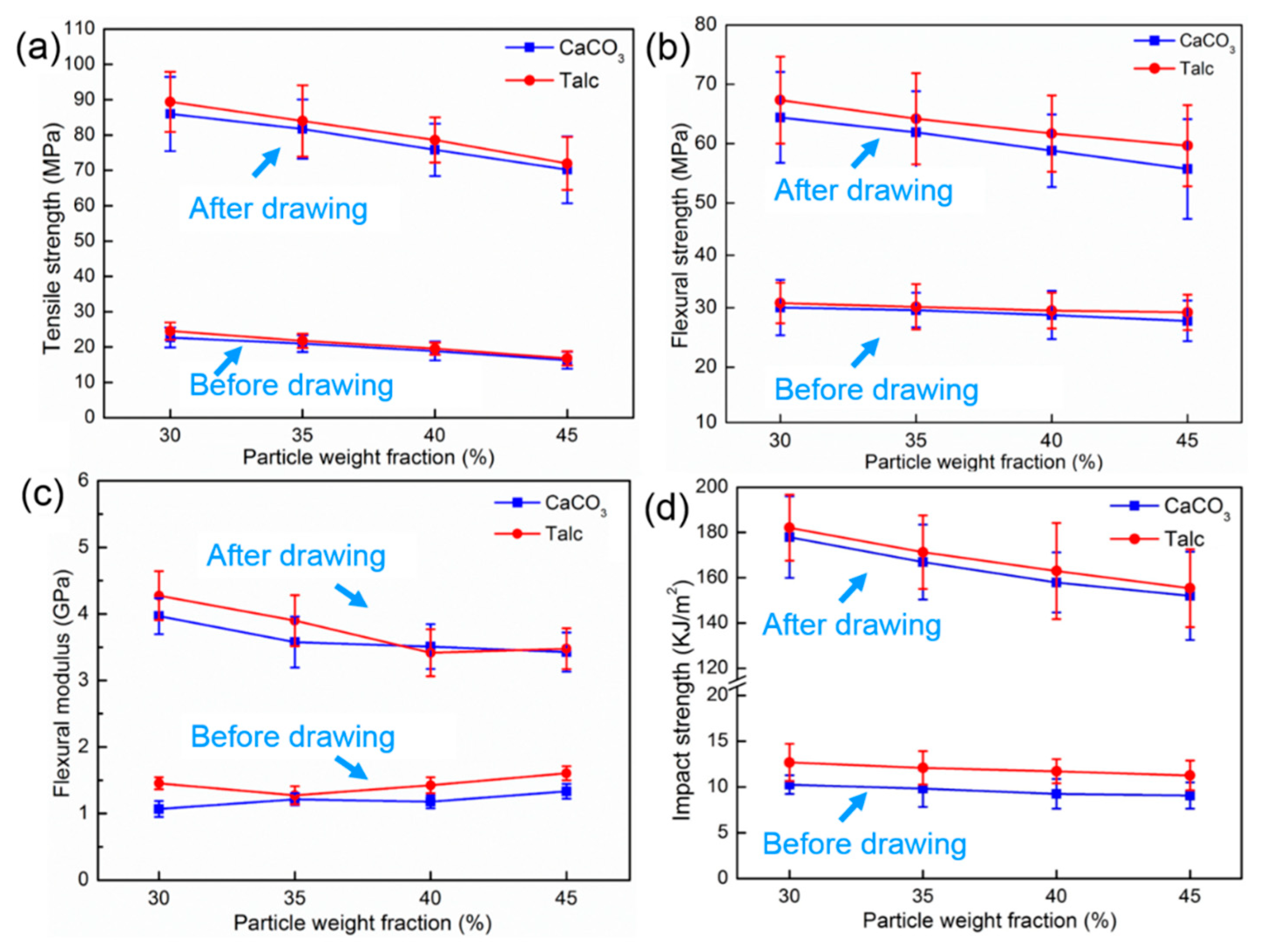
- Solid-state drawing promoted density reduction, and the value of the density reduction was larger as the content of inorganic particles increased. The largest decrease was when the content of inorganic particles was 45%, and the density decreased by 10.4%. Compared with before drawing, the tensile strength, flexural strength, flexural modulus, and impact strength were all significantly enhanced, and the best was when the content of Talc was 30%, respectively, 89.97 MPa, 68.42 MPa, 4.26 GPa, and 182.62 KJ/m2;
- (2)
- The increase in tensile temperature did not promote the formation of a fibrous structure of PP in the PP/inorganic particle composites, resulting in the deterioration of the properties of the composites. When the drawing temperature was 110 °C, the minimum density was 1.00 g/cm3, and the Vicat softening temperature was also the highest. The tensile strength, flexural strength, and impact strength were 131.12 MPa, 78.95 MPa, and 172.61 KJ/m2, respectively;
- (3)
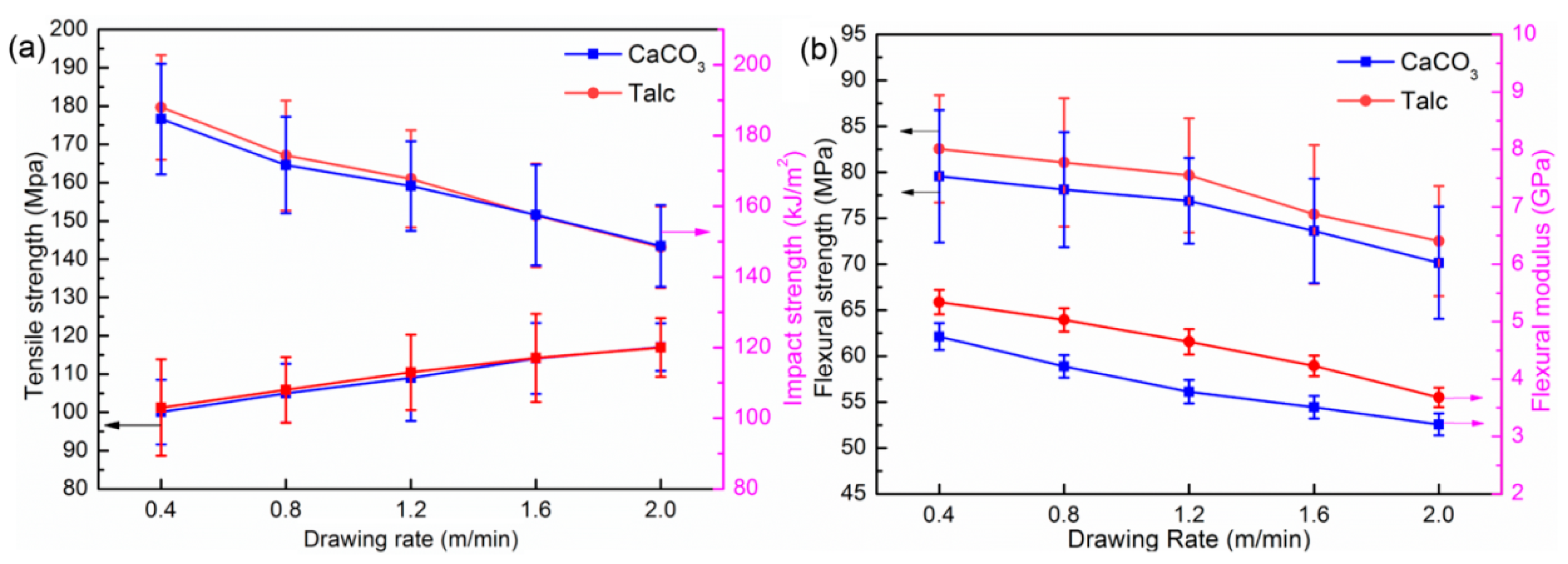
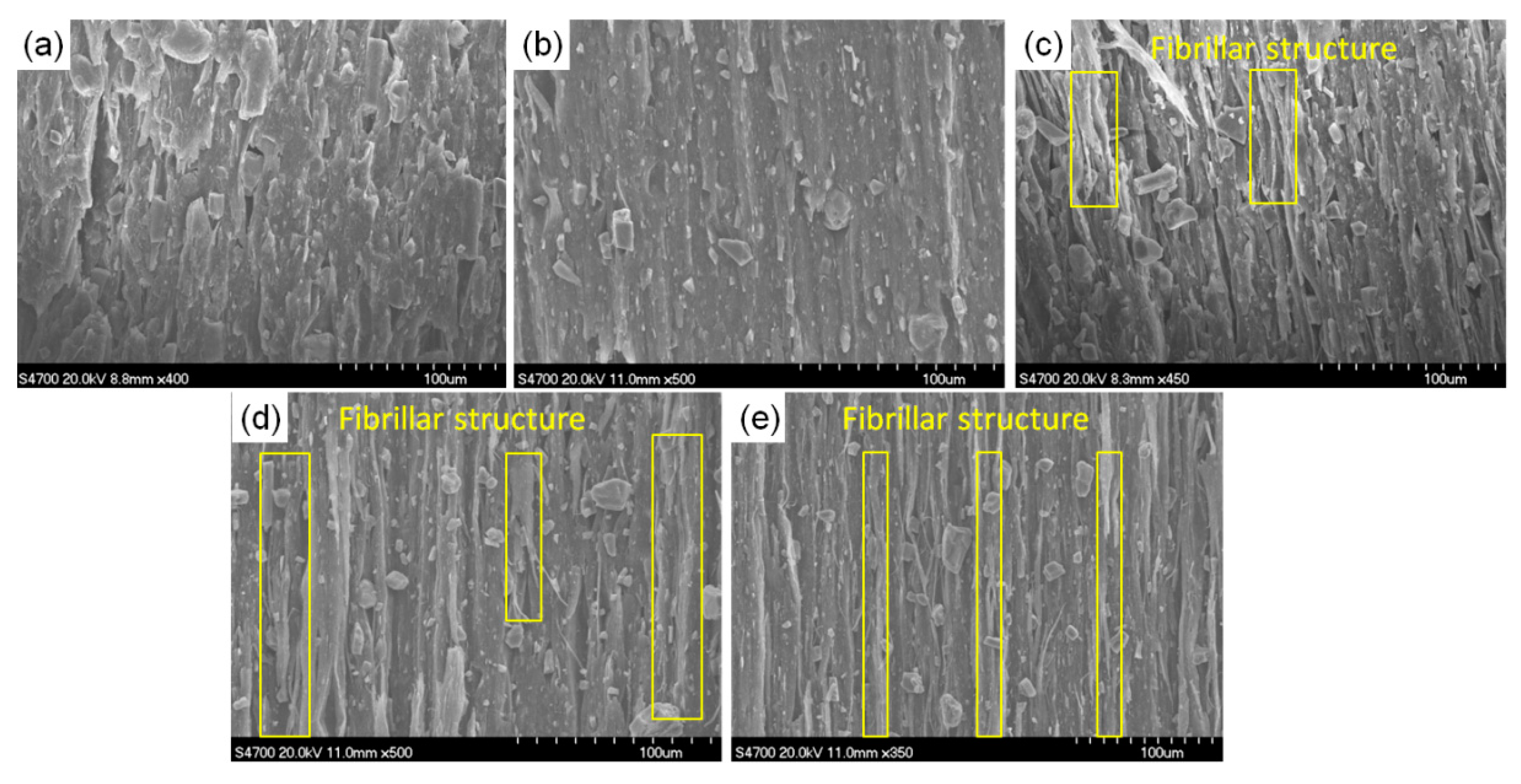
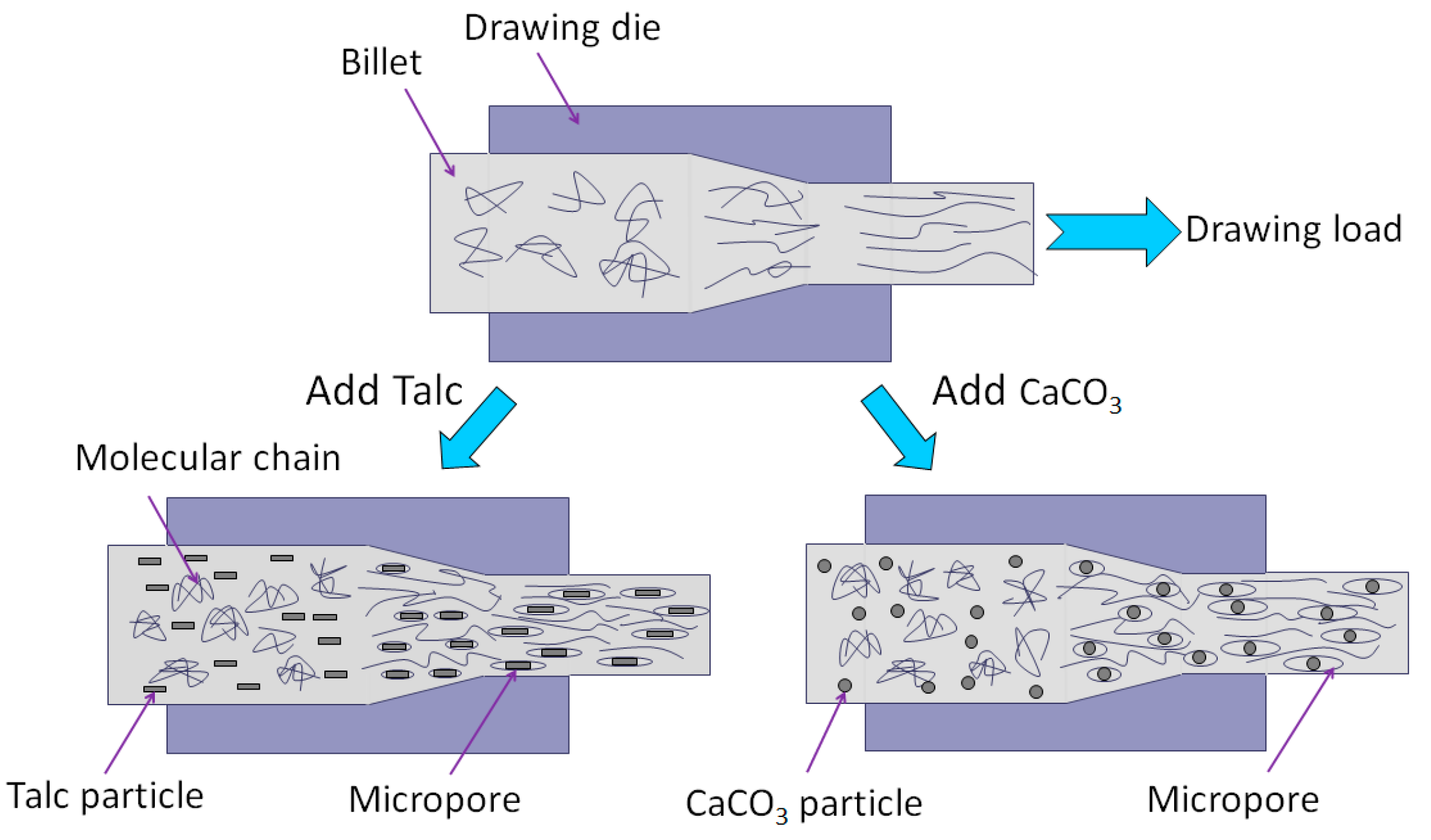
- The increase in the drawing speed promoted the generation of micropores in the composites and induced particle debonding. The Vicat softening temperature also increased with the increase in drawing speed. The tensile strength enhanced with the increase in drawing speed. When the drawing speed was 2 m/min, the tensile strength was 121.04 MPa, while the increase in the drawing speed weakened the flexural performance and impact strength.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, N.; Niu, H.; Li, Y. A novel catalytic way of comprising a β-nucleating agent in isotactic polypropylene: Catalyst design strategy and polymerization-assisted dispersion. Polymer 2017, 113, 259–266. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, X.; Zheng, G.; Dai, K.; Liu, C.; Shen, C.; Yin, R.; Guo, Z. Mechanical enhancement of melt-stretched β-nucleated isotactic polypropylene: The role of lamellar branching of β-crystal. Polym. Test. 2017, 58, 227–235. [Google Scholar] [CrossRef]
- Ghoshal, S.; Wang, P.-H.; Gulgunje, P.; Verghese, N.; Kumar, S. High impact strength polypropylene containing carbon nanotubes. Polymer 2016, 100, 259–274. [Google Scholar] [CrossRef]
- Paiva, R.; Wrona, M.; Nerín, C.; Veroneze, I.; Gavril, G.-L.; Cruz, S. Importance of profile of volatile and off-odors compounds from different recycled polypropylene used for food applications. Food Chem. 2021, 350, 129250. [Google Scholar] [CrossRef] [PubMed]
- Chung, T.C.M. Expanding Polyethylene and Polypropylene Applications to High-Energy Areas by Applying Polyolefin-Bonded Antioxidants. Macromolecules 2019, 52, 5618–5637. [Google Scholar] [CrossRef]
- Hariprasad, K.; Ravichandran, K.; Jayaseelan, V.; Muthuramalingam, T. Acoustic and mechanical characterisation of polypropylene composites reinforced by natural fibres for automotive applications. J. Mater. Res. Technol. 2020, 9, 14029–14035. [Google Scholar] [CrossRef]
- Huda, S.; Yang, Y. Composites from ground chicken quill and polypropylene. Compos. Sci. Technol. 2008, 68, 790–798. [Google Scholar] [CrossRef]
- Wang, S.; Ajji, A.; Guo, S.; Xiong, C. Preparation of Microporous Polypropylene/Titanium Dioxide Composite Membranes with Enhanced Electrolyte Uptake Capability via Melt Extruding and Stretching. Polymers 2017, 9, 110. [Google Scholar] [CrossRef] [Green Version]
- Liang, J.Z.; Li, B.; Ruan, J.Q. Crystallization Properties and Thermal Stability of Polypropylene Composites Filled with Wollastonite. Polym. Test. 2015, 71, 185–191. [Google Scholar] [CrossRef]
- Zhao, R.; Huang, J.; Sun, B.; Dai, G. Study of the mechanical properties of mica-filled polypropylene-based GMT composite. J. Appl. Polym. Sci. 2001, 82, 2719–2728. [Google Scholar] [CrossRef]
- Castillo, L.; Barbosa, S.; Capiati, N. Influence of talc morphology on the mechanical properties of talc filled polypropylene. J. Polym. Res. 2013, 20, 1–9. [Google Scholar] [CrossRef]
- Thumsorn, S.; Leong, W.Y.; Hamada, H.; Thavarungkul, N.; On, J.W. Properties of composites prepared from cockleshell-derived CaCO3 filled polypropylene. Annu. Tech. Conf. ANTEC Conf. Proc. 2010, 1, 697–701. [Google Scholar]
- Thumsorn, S.; Thavarungkul, N.; Wong-on, J.; Leong, Y.; Hamada, H. Crystallization, mechanical properties and thermal stability of cockleshell-derived CaCO3 filled polypropylene. J. Polym. Res. 2016, 23, 224. [Google Scholar] [CrossRef]
- Zhao, G.; Wang, Y.; Men, Y.; Jiang, W. Effect of shear on the crystallization behavior of glass bead filled polypropylene. Chem. J. Chin. Univ. Chin. Ed. 2008, 29, 842–846. [Google Scholar]
- Rueda, M.; Auscher, M.-C.; Fulchiron, R.; Périé, T.; Martin, G.; Sonntag, P.; Cassagnau, P. Rheology and applications of highly filled polymers: A review of current understanding. Prog. Polym. Sci. 2016, 66, 22–53. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, J.; Qu, M.; Guo, J.; Yang, S.-G.; Lei, J.; Xu, J.-Z.; Chen, Y.-H.; Zhong, G.; Hsiao, B. An unusual promotion of γ -crystals in metallocene-made isotactic polypropylene from orientational relaxation and favorable temperature window induced by shear. Polymer 2017, 134, 196–203. [Google Scholar] [CrossRef]
- De Rosa, C.; Di Girolamo, R.; Malafronte, A.; Scoti, M.; Mitchell, G.; Esposito, S. Relationship Between Molecular Configuration and Stress-Induced Phase Transitions; Springer: Cham, Switzerland, 2016; pp. 287–327. [Google Scholar]
- De Rosa, C. Crystallization of Metallocene-Made Isotactic Polypropylene: Disordered Modifications Intermediate between the α and γ Forms. Macromolecules 2002, 35, 9057–9068. [Google Scholar]
- Huy, T.; Adhikari, R.; Lüpke, T.; Henning, S.; Michler, G.H. Molecular deformation mechanisms of isotactic polypropylene in α-and β-crystal forms by FTIR spectroscopy. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 4478–4488. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, B.; Yang, H.; Zhang, Q.; Li, Z. Deformation behavior of isotactic polypropylene with oriented α- and β-crystals. Mater. Lett. 2018, 219, 209–211. [Google Scholar] [CrossRef]
- Jiang, X.-L.; Liu, T.; Xu, Z.-M.; Zhao, L.; Hu, G.-H.; Yuan, W.-K. Effects of crystal structure on the foaming of isotactic polypropylene using supercritical carbon dioxide as a foaming agent. J. Supercrit. Fluids J. 2009, 48, 167–175. [Google Scholar] [CrossRef]
- Morita, A.T.; Toma, M.S.; Paoli, M.-A.D. Low cost capillary rheometer, transfer molding and die-drawing module. Polym. Test. 2006, 25, 197–202. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, P.; Yang, Q.; Jiang, J. Fabrication of reinforced and toughened poly(lactic acid)/poly(butylene adipate-co-terephthalate) composites through solid die drawing process. J. Appl. Polym. Sci. 2020, 137, 49071. [Google Scholar] [CrossRef]
- Wu, P.; Yang, Q.; Zhao, Z.; Sun, H.; Zhang, T.; Huang, Y.; Liao, X. Structure evolution and orientation mechanism of isotactic polypropylene during the two-stage solid die drawing process. J. Appl. Polym. Sci. 2018, 135, 135. [Google Scholar] [CrossRef]
- Kong, C.; Wang, Y.; Ye, L.; Zhao, X. Structure and self-reinforcing mechanism of biaxially oriented polyethylene pipes produced by solid phase die drawing. Polymer 2019, 178, 121556. [Google Scholar] [CrossRef]
- Shen, L.; Severn, J.; Bastiaansen, C.W.M. Drawing behavior and mechanical properties of ultra-high molecular weight polyethylene blends with a linear polyethylene wax. Polymer 2018, 153, 354–361. [Google Scholar] [CrossRef]
- Coates, P.; Ward, I. Drawing of polymers through a conical die. Polymer 1979, 20, 1553–1560. [Google Scholar] [CrossRef]
- Coates, P.; Ward, I. Die drawing: Solid phase drawing of polymers through a converging die. Polym. Eng. Sci. 1981, 21, 612–618. [Google Scholar] [CrossRef]
- Luijsterburg, B.; Jobse, P.; Hermida Merino, D.; Peijs, T.; Goossens, H. Solid-state drawing of β-nucleated polypropylene: Effect of additives on drawability and mechanical properties. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 1071–1082. [Google Scholar] [CrossRef]
- Rane, R.H.; Jayaraman, K.; Nichols, K.L.; Bieler, T.R.; Mazor, M.H. Evolution of crystalline orientation and texture during solid phase die-drawing of PP-Talc composites. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 1528–1538. [Google Scholar] [CrossRef]
- Wu, P.; Luo, X.; Zhang, T.; Yang, Q. Contribution of oriented structure and rigid nanofillers to mechanical enhancement of die-drawn PP/MWCNT composites. Polym. Test. 2020, 81, 106165. [Google Scholar] [CrossRef]
- Lin, X.; Jayaraman, K. Developing properties in porous tapes from die-drawing of polypropylene composites. Polym. Plast. Technol. Mater. 2019, 58, 1702–1711. [Google Scholar] [CrossRef]
- Li, J.; Li, Z.; Ye, L.; Zhao, X.; Coates, P.; Caton-Rose, F.; Martyn, M. Structure evolution and orientation mechanism of long-chain-branched poly (lactic acid) in the process of solid die drawing. Eur. Polym. J. 2017, 90, 54–65. [Google Scholar] [CrossRef] [Green Version]
- Lyu, D.; Sun, Y.; Thompson, G.; Lu, Y.; Caton-Rose, P.; Lai, Y.; Coates, P.; Men, Y. Die geometry induced heterogeneous morphology of polypropylene inside the die during die-drawing process. Polym. Test. 2019, 74, 104–112. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | PP (wt%) | CaCO3 (wt%) | Talc (wt%) | PE Wax (wt%) | CaSt (wt%) |
|---|---|---|---|---|---|
| Ca-30 | 68.5 | 30 | - | 1% | 0.5% |
| Ca-35 | 63.5 | 35 | - | 1% | 0.5% |
| Ca-40 | 58.5 | 40 | - | 1% | 0.5% |
| Ca-45 | 53.5 | 45 | - | 1% | 0.5% |
| Ta-30 | 68.5 | - | 30 | 1% | 0.5% |
| Ta-35 | 63.5 | - | 35 | 1% | 0.5% |
| Ta-40 | 58.5 | - | 40 | 1% | 0.5% |
| Ta-45 | 53.5 | - | 45 | 1% | 0.5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, J.; Jiang, J.; Yang, Q.; Cheng, P.; Chen, K.; Wang, S. Effect of Drawing Parameters on the Properties of Polypropylene/Inorganic Particles Composites by Solid-State Die Drawing. Polymers 2021, 13, 3913. https://doi.org/10.3390/polym13223913
Cai J, Jiang J, Yang Q, Cheng P, Chen K, Wang S. Effect of Drawing Parameters on the Properties of Polypropylene/Inorganic Particles Composites by Solid-State Die Drawing. Polymers. 2021; 13(22):3913. https://doi.org/10.3390/polym13223913
Chicago/Turabian StyleCai, Jianchen, Jinyun Jiang, Qun Yang, Peng Cheng, Ke Chen, and Suwei Wang. 2021. "Effect of Drawing Parameters on the Properties of Polypropylene/Inorganic Particles Composites by Solid-State Die Drawing" Polymers 13, no. 22: 3913. https://doi.org/10.3390/polym13223913