
Electrospun Nanofibre Filtration Media to Protect against Biological or Nonbiological Airborne Particles


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Electrospinning of Nanofibre and Characterisation
2.3. Pressure Drop (ΔP) and Breathing Resistance
2.4. Filtration Performance Testing
2.5. Electrospinning Solutions
3. Results and Discussion
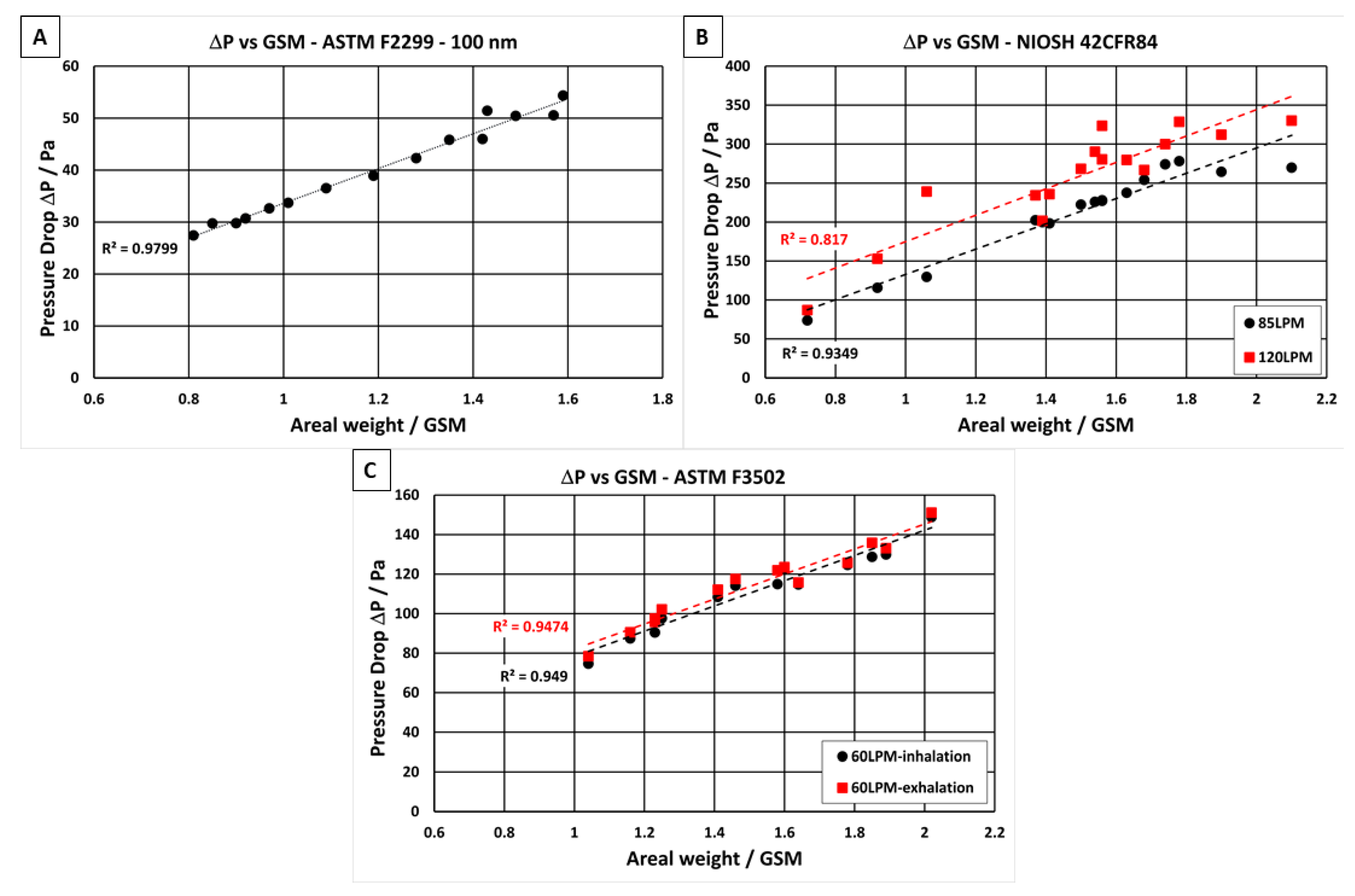
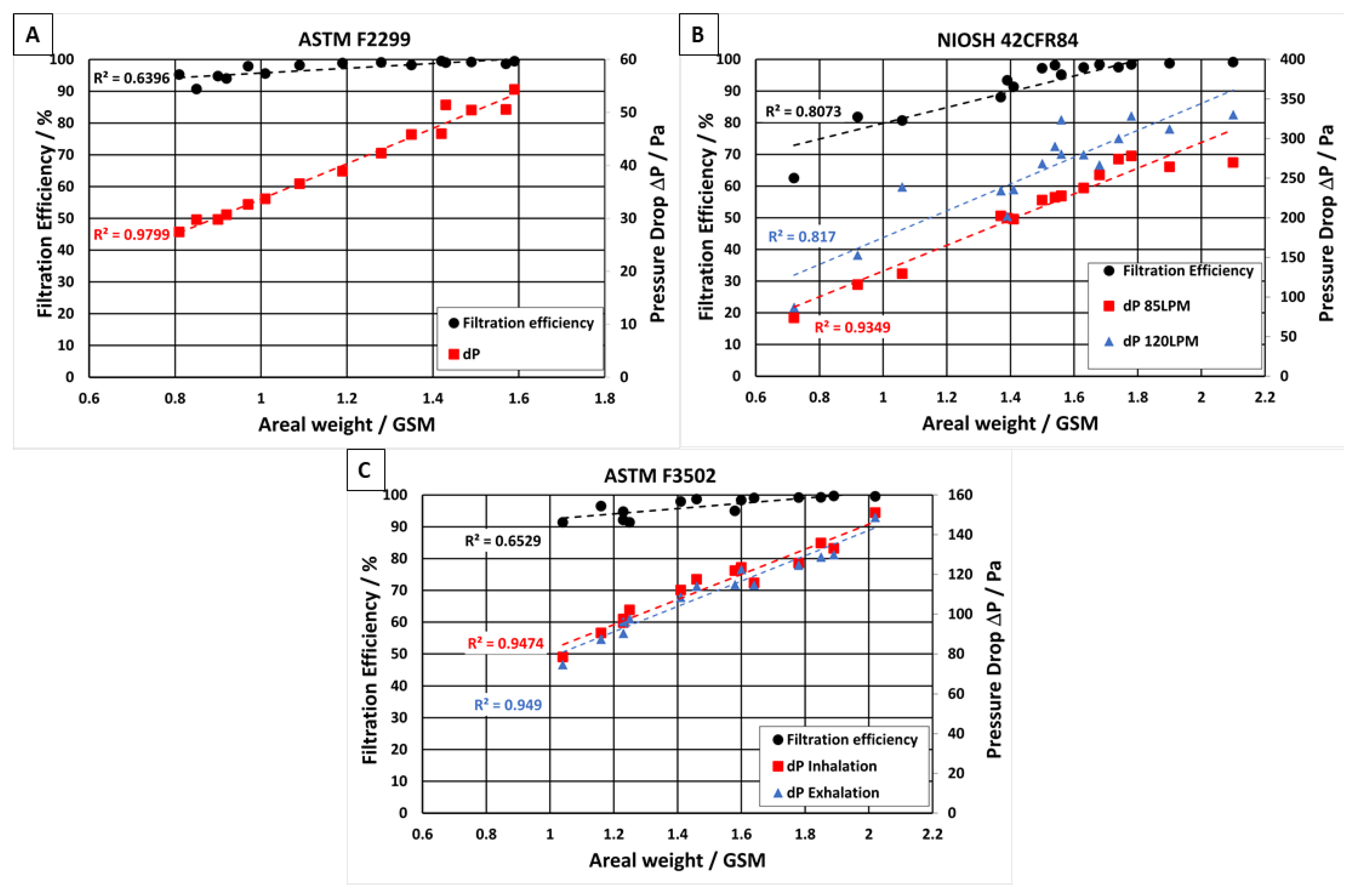
3.1. Pressure drop (ΔP) vs. Areal Weight in GSM
3.2. Filtration Performance when Tested to Different International Standards
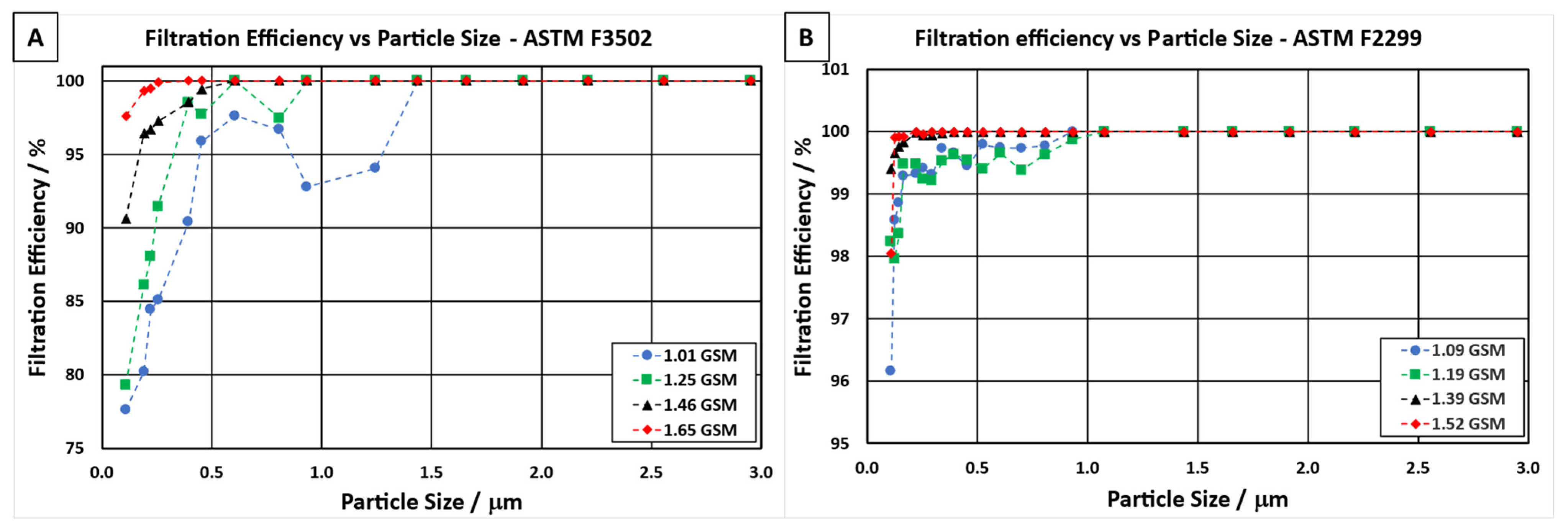
3.3. Filtration Efficiency vs. Particle Size
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shen, H.; Zhou, Z.; Wang, H.; Zhang, M.; Han, M.; Shen, Y.; Shuai, D. Photosensitized Electrospun Nanofibrous Filters for Capturing and Killing Airborne Coronaviruses under Visible Light Irradiation. bioRxiv 2021. [Google Scholar] [CrossRef]
- Ullah, S.; Ullah, A.; Lee, J.; Jeong, Y.; Hashmi, M.; Zhu, C.; Joo, K.I.; Cha, H.J.; Kim, I.S. Reusability Comparison of Melt-Blown vs Nanofiber Face Mask Filters for Use in the Coronavirus Pandemic. ACS Appl. Nano Mater. 2020, 3, 7231–7241. [Google Scholar] [CrossRef]
- Wang, H.; Shen, H.; Zhou, Z.; Zhang, M.; Han, M.; Durkin, D.P.; Shuai, D.; Shen, Y. Development of Electrospun Nanofibrous Filters for Controlling Coronavirus Aerosols. medRxiv 2021. [Google Scholar] [CrossRef]
- Blosi, M.; Costa, A.L.; Ortelli, S.; Belosi, F.; Ravegnani, F.; Varesano, A.; Tonetti, C.; Zanoni, I.; Vineis, C. Polyvinyl alcohol/silver electrospun nanofibers: Biocidal filter media capturing virus-size particles. J. Appl. Polym. Sci. 2021, 138, 51380. [Google Scholar] [CrossRef]
- Essa, W.; Yasin, S.; Saeed, I.; Ali, G. Nanofiber-Based Face Masks and Respirators as COVID-19 Protection: A Review. Membranes 2021, 11, 250. [Google Scholar] [CrossRef]
- Kchaou, M.; Alquraish, M.; Abuhasel, K.; Abdullah, A.; Ali, A.A. Electrospun Nanofibrous Scaffolds: Review of Current Progress in the Properties and Manufacturing Process, and Possible Applications for COVID-19. Polymers 2021, 13, 916. [Google Scholar] [CrossRef]
- Yoon, K.; Hsiao, B.S.; Chu, B. Functional nanofibers for environmental applications. J. Mater. Chem. 2008, 18, 5326–5334. [Google Scholar] [CrossRef]
- Podgórski, A.; Bałazy, A.; Gradon, L. Application of nanofibers to improve the filtration efficiency of the most penetrating aerosol particles in fibrous filters. Chem. Eng. Sci. 2006, 61, 6804–6815. [Google Scholar] [CrossRef]
- Wu, J.; Zhou, H.; Zhou, J.; Zhu, X.; Zhang, B.; Feng, S.; Zhong, Z.; Kong, L.; Xing, W. Meltblown fabric vs nanofiber membrane, which is better for fabricating personal protective equipments. Chin. J. Chem. Eng. 2020, 36, 1–9. [Google Scholar] [CrossRef]
- Ramakrishna, S.; Fujihara, K.; Teo, W.E.; Yong, T.; Ma, Z.; Ramaseshan, R. Electrospun nanofibers: Solving global issues. Mater. Today 2006, 9, 40–50. [Google Scholar] [CrossRef]
- Xue, J.; Wu, T.; Dai, Y.; Xia, Y. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [CrossRef]
- Santiago-Morales, J.; Amariei, G.; Letón, P.; Rosal, R. Antimicrobial activity of poly(vinyl alcohol)-poly(acrylic acid) electrospun nanofibers. Colloids Surf. B Biointerfaces 2016, 146, 144–151. [Google Scholar] [CrossRef]
- Lv, D.; Zhu, M.; Jiang, Z.; Jiang, S.; Zhang, Q.; Xiong, R.; Huang, C. Green Electrospun Nanofibers and Their Application in Air Filtration. Macromol. Mater. Eng. 2018, 303, 1800336. [Google Scholar] [CrossRef]
- Lee, K.W.; Liu, B.Y.H. On the Minimum Efficiency and the Most Penetrating Particle Size for Fibrous Filters. J. Air Pollut. Control. Assoc. 1980, 30, 377–381. [Google Scholar] [CrossRef]
- Tebyetekerwa, M.; Xu, Z.; Yang, S.; Ramakrishna, S. Electrospun Nanofibers-Based Face Masks. Adv. Fiber Mater. 2020, 2, 161–166. [Google Scholar] [CrossRef]
- Hinds, W.C. Aerosol Technology: Properties, Behavior, and Measurement of Airborne Particles; John Wiley & Sons: New York, NY, USA, 1999. [Google Scholar]
- Poudyal, A.; Beckermann, G.W.; Chand, N.A.; Hosie, I.C.; Blake, A.; Kannan, B. Electrospun Nanofibre Filter Media: New Emergent Technologies and Market Perspectives. In Filtering Media by Electrospinning: Next Generation Membranes for Separation Applications; Focarete, M.L., Gualandi, C., Ramakrishna, S., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 197–224. [Google Scholar]
- Qin, X.; Subianto, S. 17—Electrospun nanofibers for filtration applications. In Electrospun Nanofibers; Afshari, M., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 449–466. [Google Scholar]
- Chua, M.H.; Cheng, W.; Goh, S.S.; Kong, J.; Li, B.; Lim, J.Y.C.; Mao, L.; Wang, S.; Xue, K.; Yang, L.; et al. Face Masks in the New COVID-19 Normal: Materials, Testing, and Perspectives. Research 2020, 2020, 7286735. [Google Scholar] [CrossRef]
- Xie, M.; Chen, Q. Insight into 2019 novel coronavirus—An updated interim review and lessons from SARS-CoV and MERS-CoV. Int. J. Infect. Dis. 2020, 94, 119–124. [Google Scholar] [CrossRef]
- Guan, W.J.; Ni, Z.Y.; Hu, Y.; Liang, W.H.; Ou, C.Q.; He, J.X.; Liu, L.; Shan, H.; Lei, C.-L.; Hui, D.S.C.; et al. Clinical Characteristics of Coronavirus Disease 2019 in China. N. Engl. J. Med. 2020, 382, 1708–1720. [Google Scholar] [CrossRef]
- Chu, D.K.; Akl, E.A.; Duda, S.; Solo, K.; Yaacoub, S.; Schünemann, H.J.; COVID-19 Systematic Urgent Review Group Effort (SURGE) study authors. Physical distancing, face masks, and eye protection to prevent person-to-person transmission of SARS-CoV-2 and COVID-19: A systematic review and meta-analysis. Lancet 2020, 395, 1973–1987. [Google Scholar] [CrossRef]
- Long, Y.; Hu, T.; Liu, L.; Chen, R.; Guo, Q.; Yang, L.; Cheng, Y.; Huang, J.; Du, L. Effectiveness of N95 respirators versus surgical masks against influenza: A systematic review and meta-analysis. J. Evid.-Based Med. 2020, 13, 93–101. [Google Scholar] [CrossRef]
- Davies, A.; Thompson, K.A.; Giri, K.; Kafatos, G.; Walker, J.; Bennett, A. Testing the efficacy of homemade masks: Would they protect in an influenza pandemic? Disaster Med. Public Health Prep. 2013, 7, 413–418. [Google Scholar] [CrossRef]
- Mueller, A.V.; Eden, M.J.; Oakes, J.M.; Bellini, C.; Fernandez, L.A. Quantitative Method for Comparative Assessment of Particle Removal Efficiency of Fabric Masks as Alternatives to Standard Surgical Masks for PPE. Matter 2020, 3, 950–962. [Google Scholar] [CrossRef]
- Van Der Sande, M.; Teunis, P.; Sabel, R. Professional and home-made face masks reduce exposure to respiratory infections among the general population. PLoS ONE 2008, 3, e2618. [Google Scholar] [CrossRef] [Green Version]
- Rubbo, S.D.; Abbott, L.R. Filtration Efficiency of Surgical Masks: A New Method of Evaluation. Aust. N. Z. J. Surg. 1968, 38, 80–83. [Google Scholar] [CrossRef]
- Zhu, N.; Zhang, D.; Wang, W.; Li, X.; Yang, B.; Song, J.; Zhao, X.; Huang, B.; Shi, W.; Lu, R.; et al. A Novel Coronavirus from Patients with Pneumonia in China, 2019. N. Engl. J. Med. 2020, 382, 727–733. [Google Scholar] [CrossRef]
- Akduman, C. Cellulose acetate and polyvinylidene fluoride nanofiber mats for N95 respirators. J. Ind. Text. 2019, 50, 1239–1261. [Google Scholar] [CrossRef]
- Rutledge, G.C.; Fridrikh, S.V. Formation of fibers by electrospinning. Adv. Drug Deliv. Rev. 2007, 59, 1384–1391. [Google Scholar] [CrossRef]
- Pardo-Figuerez, M.; Chiva-Flor, A.; Figueroa-Lopez, K.; Prieto, C.; Lagaron, J. Antimicrobial Nanofiber Based Filters for High Filtration Efficiency Respirators. Nanomaterials 2021, 11, 900. [Google Scholar] [CrossRef]
- Maze, B.; Tafreshi, H.V.; Wang, Q.; Pourdeyhimi, B. A simulation of unsteady-state filtration via nanofiber media at reduced operating pressures. J. Aerosol Sci. 2007, 38, 550–571. [Google Scholar] [CrossRef]
- Leung, W.W.-F.; Sun, Q. Charged PVDF multilayer nanofiber filter in filtering simulated airborne novel coronavirus (COVID-19) using ambient nano-aerosols. Sep. Purif. Technol. 2020, 245, 116887. [Google Scholar] [CrossRef]
- Li, L.; Frey, M.W.; Green, T.B. Modification of Air Filter Media with Nylon-6 Nanofibers. J. Eng. Fibers Fabr. 2006, 1, 155892500600100101. [Google Scholar] [CrossRef] [Green Version]
- Kadam, V.; Kyratzis, I.L.; Truong, Y.B.; Schutz, J.; Wang, L.; Padhye, R. Electrospun bilayer nanomembrane with hierarchical placement of bead-on-string and fibers for low resistance respiratory air filtration. Sep. Purif. Technol. 2019, 224, 247–254. [Google Scholar] [CrossRef]
- Aliabadi, M. Effect of electrospinning parameters on the air filtration performance using electrospun polyamide-6 nanofibers. Chem. Ind. Chem. Eng. Q. 2017, 23, 441–446. [Google Scholar] [CrossRef] [Green Version]
- Barhate, R.S.; Loong, C.K.; Ramakrishna, S. Preparation and characterization of nanofibrous filtering media. J. Membr. Sci. 2006, 283, 209–218. [Google Scholar] [CrossRef]
- Barhate, R.S.; Ramakrishna, S. Nanofibrous filtering media: Filtration problems and solutions from tiny materials. J. Membr. Sci. 2007, 296, 1–8. [Google Scholar] [CrossRef]
- Xu, J.; Liu, C.; Hsu, P.-C.; Liu, K.; Zhang, R.; Liu, Y.; Cui, Y. Roll-to-Roll Transfer of Electrospun Nanofiber Film for High-Efficiency Transparent Air Filter. Nano Lett. 2016, 16, 1270–1275. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, G.; Chen, L.; Li, H.; Yin, T.; Wang, B.; Lee, J.C.M.; Yu, Q. Electrospun nanofiber meshes with tailored architectures and patterns as potential tissue-engineering scaffolds. Biofabrication 2009, 1, 015001. [Google Scholar] [CrossRef]
- Nezarati, R.M.; Eifert, M.B.; Cosgriff-Hernandez, E. Effects of humidity and solution viscosity on electrospun fiber morphology. Tissue Eng. Part C Methods 2013, 19, 810–819. [Google Scholar] [CrossRef] [Green Version]
- Almetwally, A.A.; El-Sakhawy, M.; Elshakankery, M.H.; Kasem, M.H. Technology of nano-fibers: Production techniques and properties—Critical review. J. Text. Assoc. 2017, 78, 5–14. [Google Scholar]
- Kim, S.C.; Kang, S.; Lee, H.; Kwak, D.-B.; Ou, Q.; Pei, C.; Pui, D.Y. Nanofiber Filter Performance Improvement: Nanofiber Layer Uniformity and Branched Nanofiber. Aerosol Air Qual. Res. 2020, 20, 80–88. [Google Scholar] [CrossRef] [Green Version]
- Pullangott, G.; Kannan, U.; Gayathr, S.; Kiran, D.V.; Maliyekkal, S.M. A comprehensive review on antimicrobial face masks: An emerging weapon in fighting pandemics. RSC Adv. 2021, 11, 6544–6576. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Level 1 | Level 2 | Level 3 | |
|---|---|---|---|---|
| ASTM F2299 (PFE)-1 Filtration at 0.1 µm—28.3 L·min−1 | 95%≤ | 98%≤ | ||
| EN14683 (Breathing resistance—Breathability) | ≤49 Pa | ≤58.8 Pa | ||
| ASTM F3502 Filtration at 0.3 µm—60 L·min−1 | 20%≤ | 50%≤ | ||
| ASTM F3502 (Breathing resistance—Breathability) | 15 mmH2O (147.5 Pa) | 5 mm H2O (49 Pa) | ||
| NIOSH 42 CFR 84 Filtration at 0.3 µm—85 L·min−1 | N95 95%≤ | |||
| Breathing resistance | Inhalation—120 L·min−1 | <314 Pa | ΔP < 98 Pa | |
| Exhalation—85 L·min−1 | <245 Pa | |||
| ASTM F2299—100 nm | ASTM F2299—300 nm | ASTM F2299—500 nm | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| # | GSM | Filtration Efficiency @100 nm | ΔP | # | GSM | Filtration Efficiency @300 nm | ΔP | # | GSM | Filtration Efficiency @500 nm | ΔP |
| 1 | 0.81 | 95.25 | 27.43 | 1 | 0.45 | 96.11 | 16.08 | 1 | 0.65 | 98.86 | 17.11 |
| 2 | 0.85 | 90.69 | 29.74 | 2 | 0.75 | 97.11 | 24.93 | 2 | 0.68 | 99.15 | 18.47 |
| 3 | 0.9 | 94.73 | 29.76 | 3 | 0.83 | 99.35 | 29.82 | 3 | 0.89 | 99.11 | 27.11 |
| 4 | 0.92 | 93.97 | 30.67 | 4 | 1.05 | 99.2 | 33.43 | 4 | 0.9 | 99.68 | 27.58 |
| 5 | 0.97 | 97.83 | 32.61 | 5 | 1.09 | 99.87 | 38.09 | 5 | 1.07 | 99.92 | 28.36 |
| 6 | 1.01 | 95.53 | 33.68 | 6 | 1.13 | 99.9 | 39.63 | 6 | 1.21 | 99.57 | 35.12 |
| 7 | 1.09 | 98.16 | 36.51 | 7 | 1.19 | 99.48 | 41.71 | 7 | 1.23 | 99.90 | 39.05 |
| 8 | 1.19 | 98.83 | 38.88 | 8 | 1.2 | 99.85 | 40.11 | 8 | 1.26 | 99.99 | 41.33 |
| 9 | 1.28 | 99.01 | 42.29 | 9 | 1.23 | 99.97 | 44.45 | 9 | 1.28 | 99.98 | 40.68 |
| 10 | 1.35 | 98.21 | 45.83 | 10 | 1.32 | 99.94 | 47.42 | 10 | 1.31 | 99.90 | 41.41 |
| 11 | 1.42 | 99.5 | 45.96 | 11 | 1.43 | 99.7 | 49.92 | 11 | 1.33 | 99.90 | 42.81 |
| 12 | 1.43 | 98.97 | 51.42 | 12 | 1.5 | 99.96 | 48.36 | 12 | 1.35 | 100.00 | 43.32 |
| 13 | 1.49 | 99.16 | 50.42 | 13 | 1.5 | 99.99 | 55.87 | 13 | 1.37 | 99.93 | 45.86 |
| 14 | 1.57 | 98.59 | 50.55 | 14 | 1.52 | 99.83 | 53.17 | 14 | 1.42 | 100.00 | 47.12 |
| 15 | 1.59 | 99.39 | 54.34 | 15 | 1.56 | 99.98 | 52.09 | 15 | 1.67 | 100.00 | 51.84 |
| ASTM F3502—300 nm | NIOSH 42CFR84—300 nm | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| # | GSM | Filtration Efficiency @300 nm | ΔP Inhalation | ΔP Exhalation | # | GSM | Filtration Efficiency @300 nm | ΔP Inhalation | ΔP Exhalation |
| 1 | 1.04 | 91.38 | 78.40 | 74.58 | 1 | 0.72 | 62.47 | 73.65 | 86.98 |
| 2 | 1.16 | 96.49 | 90.55 | 87.40 | 2 | 0.92 | 81.82 | 115.63 | 152.83 |
| 3 | 1.23 | 94.76 | 97.52 | 96.27 | 3 | 1.06 | 80.68 | 129.40 | 238.99 |
| 4 | 1.23 | 92.12 | 95.71 | 90.37 | 4 | 1.37 | 88.02 | 202.35 | 234.12 |
| 5 | 1.25 | 91.38 | 102.07 | 97.63 | 5 | 1.39 | 93.35 | 199.60 | 201.60 |
| 6 | 1.41 | 97.94 | 112.08 | 108.40 | 6 | 1.41 | 91.27 | 198.22 | 235.74 |
| 7 | 1.46 | 98.64 | 117.46 | 114.08 | 7 | 1.5 | 97.17 | 222.31 | 268.26 |
| 8 | 1.58 | 94.98 | 121.90 | 114.86 | 8 | 1.54 | 98.10 | 225.76 | 290.21 |
| 9 | 1.6 | 98.37 | 123.50 | 122.45 | 9 | 1.56 | 95.18 | 227.13 | 280.45 |
| 10 | 1.64 | 99.03 | 115.66 | 114.67 | 10 | 1.56 | 95.06 | 227.82 | 323.54 |
| 11 | 1.78 | 99.16 | 125.65 | 124.62 | 11 | 1.63 | 97.40 | 237.46 | 279.64 |
| 12 | 1.85 | 99.20 | 135.81 | 128.70 | 12 | 1.68 | 98.33 | 253.98 | 266.63 |
| 13 | 1.89 | 99.68 | 133.05 | 129.91 | 13 | 1.74 | 97.46 | 273.94 | 299.96 |
| 14 | 2.02 | 99.54 | 151.02 | 148.74 | 14 | 1.78 | 98.37 | 278.07 | 328.41 |
| 15 | 1.9 | 98.72 | 264.30 | 312.15 | |||||
| 16 | 2.1 | 99.11 | 269.81 | 330.04 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karabulut, F.N.H.; Höfler, G.; Ashok Chand, N.; Beckermann, G.W. Electrospun Nanofibre Filtration Media to Protect against Biological or Nonbiological Airborne Particles. Polymers 2021, 13, 3257. https://doi.org/10.3390/polym13193257
Karabulut FNH, Höfler G, Ashok Chand N, Beckermann GW. Electrospun Nanofibre Filtration Media to Protect against Biological or Nonbiological Airborne Particles. Polymers. 2021; 13(19):3257. https://doi.org/10.3390/polym13193257
Chicago/Turabian StyleKarabulut, Fabrice N. H., Günther Höfler, Naveen Ashok Chand, and Gareth W. Beckermann. 2021. "Electrospun Nanofibre Filtration Media to Protect against Biological or Nonbiological Airborne Particles" Polymers 13, no. 19: 3257. https://doi.org/10.3390/polym13193257