
Tailoring the Random Lasing Properties by Controlled Phase Separation Process in PMMA:PVK Dye-Doped Polymeric Blends


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Preparation of Samples
2.2. Morphological Studies
2.3. Random Lasing
3. Results and Discussion
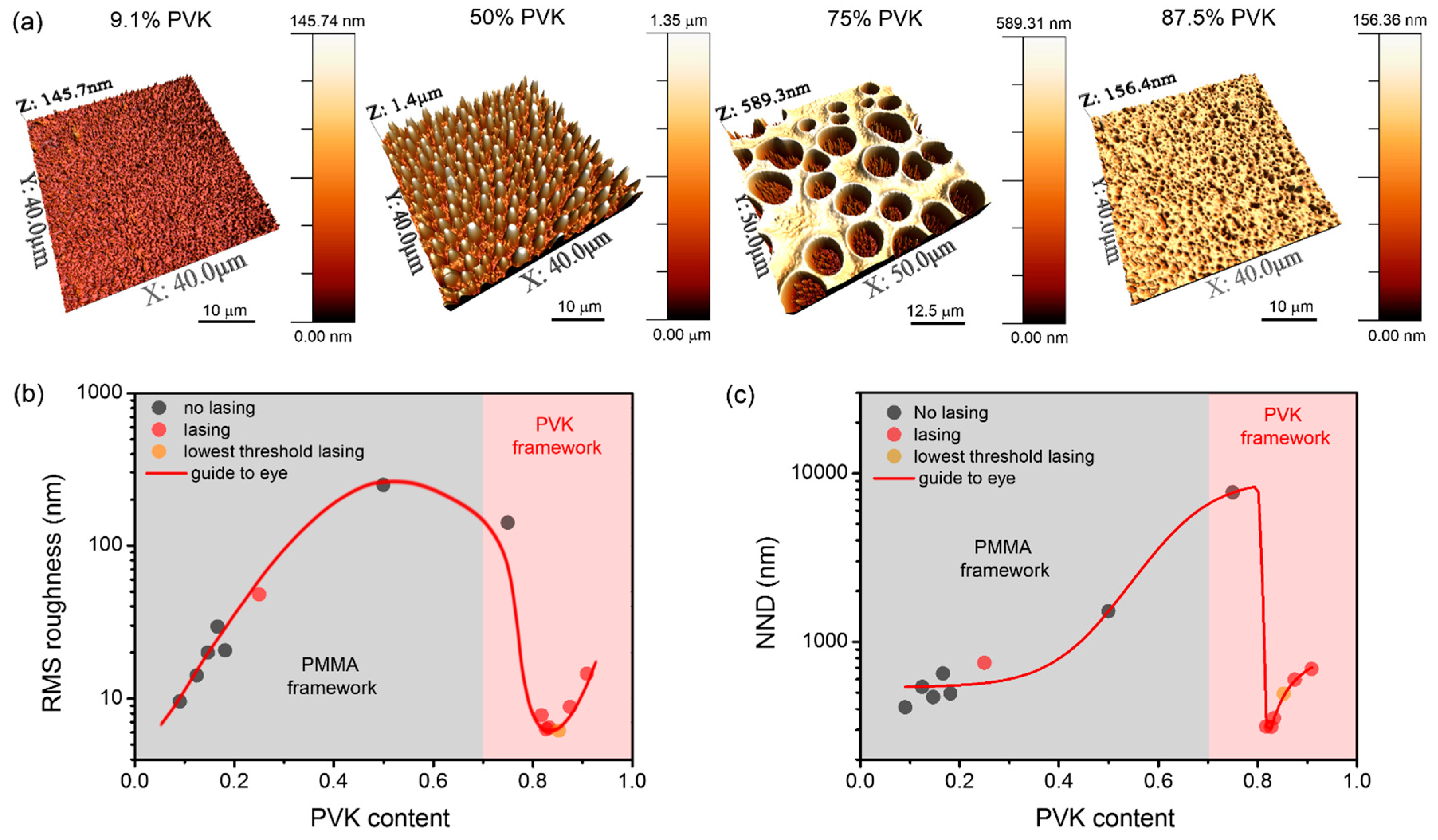
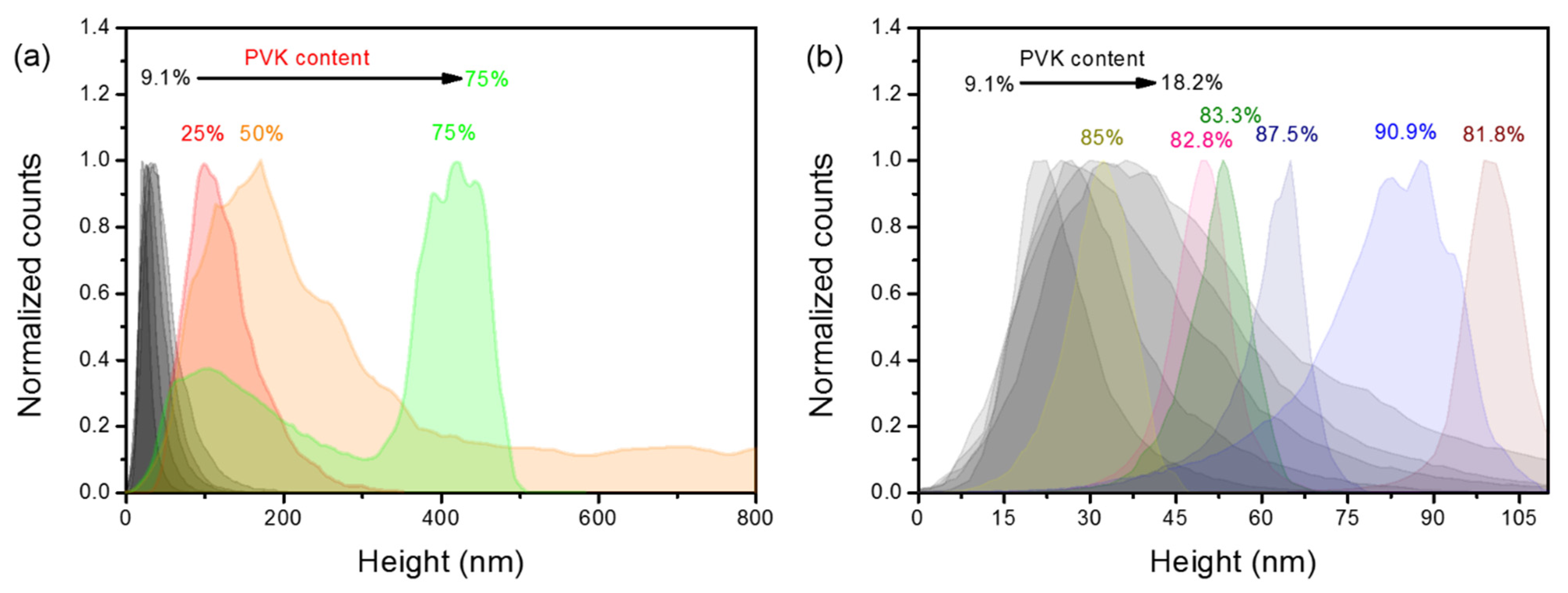
3.1. Morphology
3.2. Results of Random Lasing Measurements
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, X.; Dong, X.; Xiong, Y.; Yi, P.; Ren, Y.; Guo, S. Light scattering materials with tunable optical properties by controlling refractive index of the dispersed phase. J. Appl. Polym. Sci. 2016, 133, 44156. [Google Scholar] [CrossRef]
- Hu, J.; Zhou, Y.; Sheng, X. Optical diffusers with enhanced properties based on novel polysiloxane@CeO2@PMMA fillers. J. Mater. Chem. C 2015, 3, 2223–2230. [Google Scholar] [CrossRef]
- Hamid, T.; Kielar, M.; Yambem, S.D.; Pandey, A.K. Multifunctional Diode Operation of Tetracene Sensitized Polymer:Fullerene Heterojunctions with Simultaneous Electroluminescence in Visible and NIR Bands. Adv. Electron. Mater. 2021, 7, 2000824. [Google Scholar] [CrossRef]
- Müller, C.; Ferenczi, T.A.M.; Campoy-Quiles, M.; Frost, J.M.; Bradley, D.D.C.; Smith, P.; Stingelin-Stutzmann, N.; Nelson, J. Binary organic photovoltaic blends: A simple rationale for optimum compositions. Adv. Mater. 2008, 20, 3510–3515. [Google Scholar] [CrossRef]
- Scharber, M.C.; Sariciftci, N.S. Efficiency of bulk-heterojunction organic solar cells. Prog. Polym. Sci. 2013, 38, 1929–1940. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, Y.; Chen, Z.H.; Wang, T.; Qiao, J.W.; Cui, F.Z.; Xu, L.H.; Qin, C.C.; Yin, H.; Hao, X.T. High performance indoor light harvesters with a wide-gap donor polymer PBDB-T. Org. Electron. 2021, 98, 106289. [Google Scholar] [CrossRef]
- Zafar, Q.; Ahmad, Z.; Sulaiman, K.; Hamzah, A.S.; Rahman, Z.A. A MEHPPV/VOPcPhO composite based diode as a photodetector. Sens. Actuators A Phys. 2014, 206, 138–143. [Google Scholar] [CrossRef]
- Cheng, S.S.; Huang, P.Y.; Ramesh, M.; Chang, H.C.; Chen, L.M.; Yeh, C.M.; Fung, C.L.; Wu, M.C.; Liu, C.C.; Kim, C.; et al. Solution-processed small-molecule bulk heterojunction ambipolar transistors. Adv. Funct. Mater. 2014, 24, 2057–2063. [Google Scholar] [CrossRef]
- Ho, D.; Vegiraju, S.; Choi, D.; Cho, C.H.; Kwon, G.; Huang, P.C.; Lee, G.H.; Earmme, T.; Yau, S.L.; Chen, M.C.; et al. Solution-processable small molecules for bulk heterojunction ambipolar thin-film transistors and complementary-like inverters. Dyes Pigment. 2019, 163, 725–733. [Google Scholar] [CrossRef]
- Susarova, D.K.; Novikov, D.V.; Troshin, P.A. Organic light emitting diodes with a solution processible organic bulk heterojunction electroluminescent layer. Mendeleev Commun. 2014, 24, 85–87. [Google Scholar] [CrossRef]
- Wiersma, D.S. The physics and applications of random lasers. Nat. Phys. 2008, 4, 359–367. [Google Scholar] [CrossRef]
- Lawandy, N.M.; Balachandran, R.M.; Gomes, A.S.L.; Sauvain, E. Laser action in strongly scattering media. Nature 1994, 368, 436–438. [Google Scholar] [CrossRef]
- Jiménez-Villar, E.; Da Silva, I.F.; Mestre, V.; Wetter, N.U.; Lopez, C.; De Oliveira, P.C.; Faustino, W.M.; De Sá, G.F. Random Lasing at Localization Transition in a Colloidal Suspension (TiO2@Silica). ACS Omega 2017, 2, 2415–2421. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Shi, X.; Yu, R.; Wei, S.; Chang, Q.; Wang, Y.; Liu, D.; Wang, Z.L. Single-excitation dual-color coherent lasing by tuning resonance energy transfer processes in porous structured nanowires. Nanoscale 2015, 7, 15091–15098. [Google Scholar] [CrossRef] [PubMed]
- Dice, G.D.; Mujumdar, S.; Elezzabi, A.Y. Plasmonically enhanced diffusive and subdiffusive metal nanoparticle-dye random laser. Appl. Phys. Lett. 2005, 86, 131105. [Google Scholar] [CrossRef]
- Ziegler, J.; Wörister, C.; Vidal, C.; Hrelescu, C.; Klar, T.A. Plasmonic Nanostars as Efficient Broadband Scatterers for Random Lasing. ACS Photonics 2016, 3, 919–923. [Google Scholar] [CrossRef] [Green Version]
- Ning, S.; Wu, Z.; Dong, H.; Ma, L.; Jiao, B.; Ding, L.; Ding, L.; Zhang, F. The enhanced random lasing from dye-doped polymer films with different-sized silver nanoparticles. Org. Electron. 2016, 30, 165–170. [Google Scholar] [CrossRef]
- Meng, X.; Fujita, K.; Zong, Y.; Murai, S.; Tanaka, K. Random lasers with coherent feedback from highly transparent polymer films embedded with silver nanoparticles. Appl. Phys. Lett. 2008, 92, 201112. [Google Scholar] [CrossRef]
- Heydari, E.; Pastoriza-Santos, I.; Liz-Marzán, L.M.; Stumpe, J. Nanoplasmonically-engineered random lasing in organic semiconductor thin films. Nanoscale Horiz. 2017, 2, 261–266. [Google Scholar] [CrossRef]
- Deng, C.; He, Q.; He, C.; Shi, L.; Cheng, J.; Lin, T. Conjugated polymer-titania nanoparticle hybrid films: Random lasing action and ultrasensitive detection of explosive vapors. J. Phys. Chem. B 2010, 114, 4725–4730. [Google Scholar] [CrossRef]
- Tong, J.; Li, S.; Chen, C.; Fu, Y.; Cao, F.; Niu, L.; Zhai, T.; Zhang, X. Flexible random laser using silver nanoflowers. Polymers 2019, 11, 619. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Z.; Cao, M.; Shao, G.; Zhang, Z.; Yu, H.; Chen, Y.; Zhang, Y.; Li, Y.; Xu, B.; Wang, Y.; et al. Coherent Random Lasing in Colloidal Quantum Dot-Doped Polymer-Dispersed Liquid Crystal with Low Threshold and High Stability. J. Phys. Chem. Lett. 2020, 11, 767–774. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, Y.; Song, X.; Che, Y.; Zhang, H.; Dai, H.; Zhang, G.; Yao, J. Random lasing in a colloidal quantum dot-doped disordered polymer. Opt. Express 2016, 24, 9325–9331. [Google Scholar] [CrossRef] [PubMed]
- Leonetti, M.; Sapienza, R.; Ibisate, M.; Conti, C.; López, C. Optical gain in DNA-DCM for lasing in photonic materials. Opt. Lett. 2009, 34, 3764–3766. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Adamow, A.; Sznitko, L.; Mysliwiec, J. The influence of homogenization process on lasing performance in polymer-nematic liquid crystal emulsions. Opt. Mater. 2017, 69, 81–86. [Google Scholar] [CrossRef]
- Adamow, A.; Szukalski, A.; Sznitko, L.; Persano, L.; Pisignano, D.; Camposeo, A.; Mysliwiec, J. Electrically controlled white laser emission through liquid crystal/polymer multiphases. Light Sci. Appl. 2020, 9, 19. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tulek, A.; Polson, R.C.; Vardeny, Z.V. Naturally occurring resonators in random lasing of -conjugated polymer films. Nat. Phys. 2010, 6, 303–310. [Google Scholar] [CrossRef]
- Cerdan, L.; Costela, A.; Duran-Sampedro, G.; Garcia-Moreno, I. Random lasing from sulforhodamine dye-doped polymer films with high surface roughness. Appl. Phys. B Lasers Opt. 2012, 108, 839–850. [Google Scholar] [CrossRef] [Green Version]
- Sznitko, L.; Cyprych, K.; Szukalski, A.; Miniewicz, A.; Mysliwiec, J. Coherent-incoherent random lasing based on nano-rubbing induced cavities. Laser Phys. Lett. 2014, 11, 045801. [Google Scholar] [CrossRef]
- Cao, H.; Zhao, Y.G.; Ho, S.T.; Seelig, E.W.; Wang, Q.H.; Chang, R.P.H. Random laser action in semiconductor powder. Phys. Rev. Lett. 1999, 82, 2278–2281. [Google Scholar] [CrossRef] [Green Version]
- Massue, J.; Felouat, A.; Vérité, P.M.; Jacquemin, D.; Cyprych, K.; Durko, M.; Sznitko, L.; Mysliwiec, J.; Ulrich, G. An extended excited-state intramolecular proton transfer (ESIPT) emitter for random lasing applications. Phys. Chem. Chem. Phys. 2018, 20, 19958–19963. [Google Scholar] [CrossRef]
- Krebs, F.C. Fabrication and processing of polymer solar cells: A review of printing and coating techniques. Sol. Energy Mater. Sol. Cells 2009, 93, 394–412. [Google Scholar] [CrossRef]
- Chen, W.C.; Shiao, J.H.; Tsai, T.L.; Jiang, D.H.; Chen, L.C.; Chang, C.H.; Lin, B.H.; Lin, J.H.; Kuo, C.C. Multiple Scattering from Electrospun Nanofibers with Embedded Silver Nanoparticles of Tunable Shape for Random Lasers and White-Light-Emitting Diodes. ACS Appl. Mater. Interfaces 2020, 12, 2783–2792. [Google Scholar] [CrossRef] [PubMed]
- Persano, L.; Szukalski, A.; Gaio, M.; Moffa, M.; Salvadori, G.; Sznitko, L.; Camposeo, A.; Mysliwiec, J.; Sapienza, R.; Mennucci, B.; et al. Dye Stabilization and Wavelength Tunability in Lasing Fibers Based on DNA. Adv. Opt. Mater. 2020, 8, 2001039. [Google Scholar] [CrossRef]
- Liao, Y.M.; Liao, W.C.; Chang, S.W.; Hou, C.F.; Tai, C.T.; Su, C.Y.; Hsu, Y.T.; Wu, M.H.; Chou, R.J.; Lee, Y.H.; et al. Inkjet-Printed Random Lasers. Adv. Mater. Technol. 2018, 3, 1800214. [Google Scholar] [CrossRef]
- Hsu, Y.T.; Lin, Y.Y.; Chen, Y.Z.; Lin, H.Y.; Liao, Y.M.; Hou, C.F.; Wu, M.H.; Deng, W.N.; Chen, Y.F. 3D Printed Random Lasers. Adv. Mater. Technol. 2020, 5, 1900742. [Google Scholar] [CrossRef]
- Wang, L.; Bäcklund, F.G.; Yuan, Y.; Nagamani, S.; Hanczyc, P.; Sznitko, L.; Solin, N. Air-Water Interface Assembly of Protein Nanofibrils Promoted by Hydrophobic Additives. ACS Sustain. Chem. Eng. 2021, 9, 9289–9299. [Google Scholar] [CrossRef]
- Zhao, X.; Wu, Z.; Ning, S.; Liang, S.; Wang, D.; Hou, X. Random lasing from granular surface of waveguide with blends of PS and PMMA. Opt. Express 2011, 19, 16126–16131. [Google Scholar] [CrossRef]
- Wetter, N.U.; Ramos De Miranda, A.; Pecoraro, É.; Lima Ribeiro, S.J.; Jimenez-Villar, E. Dynamic random lasing in silica aerogel doped with rhodamine 6G. RSC Adv. 2018, 8, 29678–29685. [Google Scholar] [CrossRef] [Green Version]
- Stefik, M.; Guldin, S.; Vignolini, S.; Wiesner, U.; Steiner, U. Block copolymer self-assembly for nanophotonics. Chem. Soc. Rev. 2015, 44, 5076–5091. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yoon, J.; Lee, W.; Thomas, E.L. Optically pumped surface-emitting lasing using self-assembled block-copolymer-distributed bragg reflectors. Nano Lett. 2006, 6, 2211–2214. [Google Scholar] [CrossRef] [PubMed]
- Janeczko, M.; Cyprych, K.; Kozbial, M.; Mysliwiec, J. Analysis of organic luminescent dye aggregation forms embedded in cyclodextrins via random lasing. Org. Electron. 2020, 85. [Google Scholar] [CrossRef]
- Horcas, I.; Fernández, R.; Gómez-Rodríguez, J.M.; Colchero, J.; Gómez-Herrero, J.; Baro, A.M. WSXM: A software for scanning probe microscopy and a tool for nanotechnology. Rev. Sci. Instrum. 2007, 78, 013705. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PMMA:PVK | 10:1 | 7:1 | 5.8:1 | 5:1 | 4.5:1 | 3:1 | 1:1 | 1:3 | 1:4.5 | 1:4.8 | 1:5 | 1:5.8 | 1:7 | 1:10 |
| PVK Content | 9.1% | 12.5% | 14.7% | 16.7% | 18.2% | 25% | 50% | 75% | 81.8% | 82.8% | 83.3% | 85.3% | 87.5% | 90.9% |
| PMMA Content | 90.9% | 87.5% | 85.3% | 83.3% | 81.8% | 75% | 50% | 25% | 18.2% | 17.2% | 16.7% | 14.7% | 12.5% | 9.1% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cyprych, K.; Sznitko, L. Tailoring the Random Lasing Properties by Controlled Phase Separation Process in PMMA:PVK Dye-Doped Polymeric Blends. Polymers 2021, 13, 3182. https://doi.org/10.3390/polym13183182
Cyprych K, Sznitko L. Tailoring the Random Lasing Properties by Controlled Phase Separation Process in PMMA:PVK Dye-Doped Polymeric Blends. Polymers. 2021; 13(18):3182. https://doi.org/10.3390/polym13183182
Chicago/Turabian StyleCyprych, Konrad, and Lech Sznitko. 2021. "Tailoring the Random Lasing Properties by Controlled Phase Separation Process in PMMA:PVK Dye-Doped Polymeric Blends" Polymers 13, no. 18: 3182. https://doi.org/10.3390/polym13183182