Figure 1.
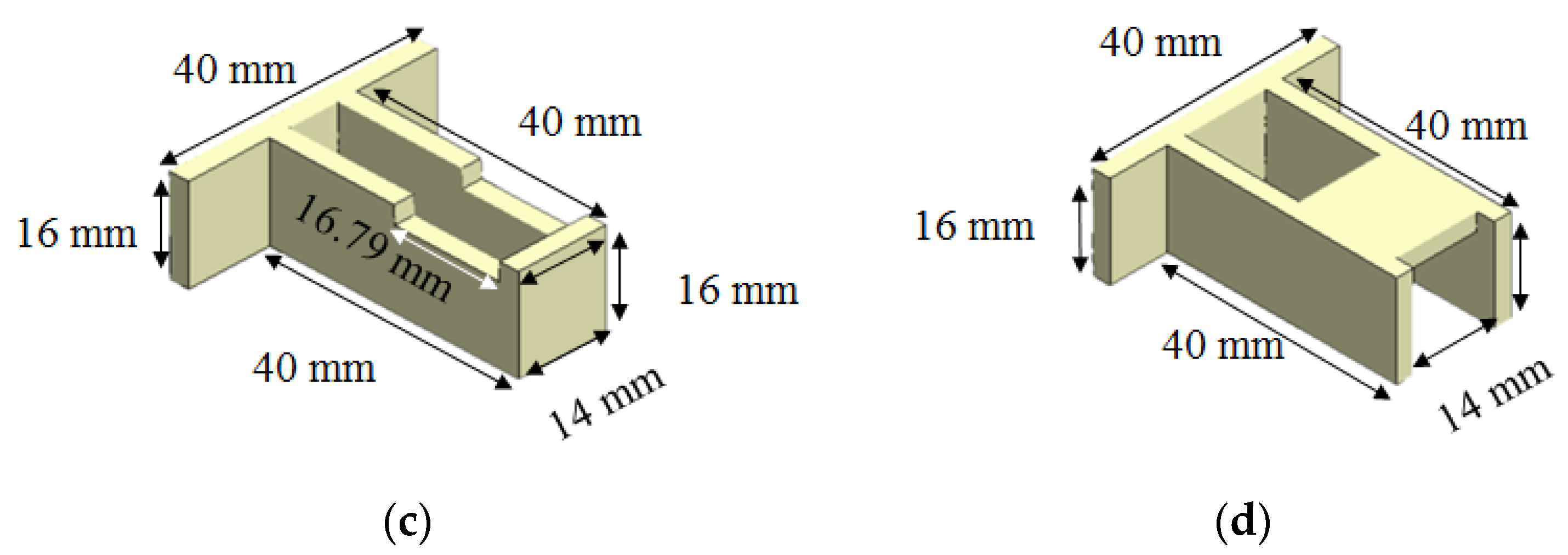
Geometrical structures of two components in a family mold: (a) the runner and cavities, (b) the dimensions of the runner, (c) the dimensions of part A, (d) the dimensions of part B.
Figure 1.
Geometrical structures of two components in a family mold: (a) the runner and cavities, (b) the dimensions of the runner, (c) the dimensions of part A, (d) the dimensions of part B.
Figure 2.
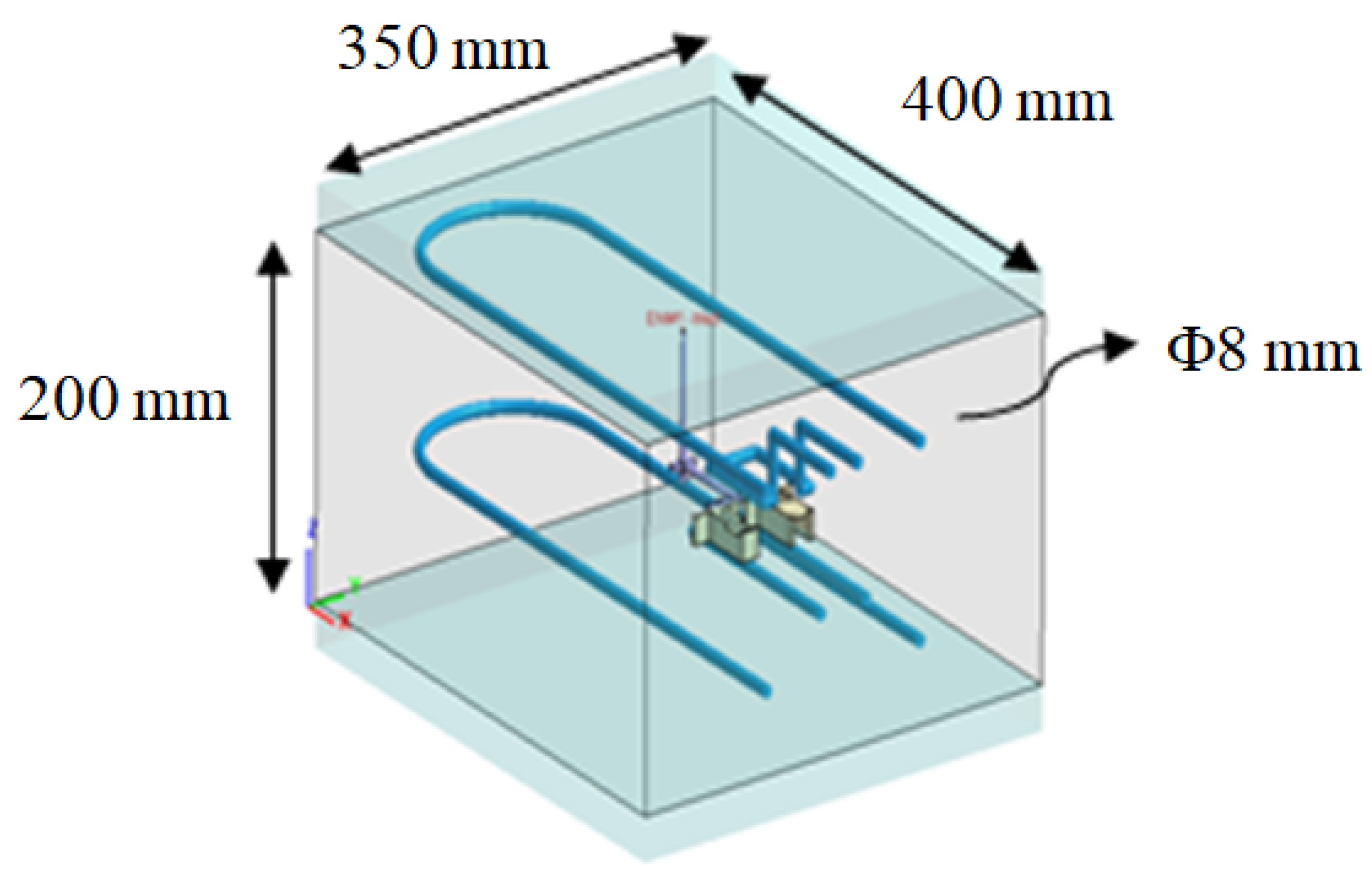
The moldbase and cooling channel layout.
Figure 2.
The moldbase and cooling channel layout.
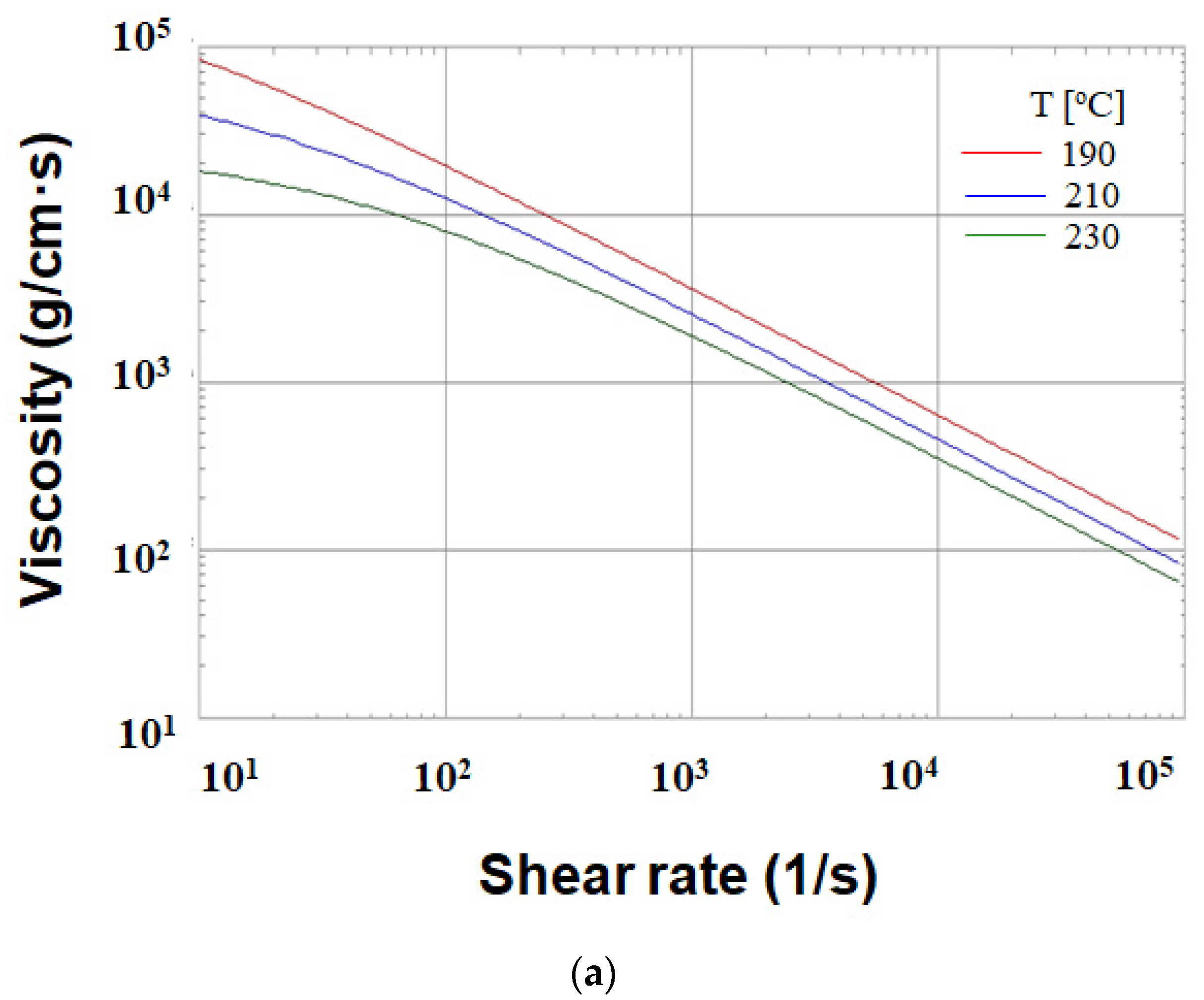
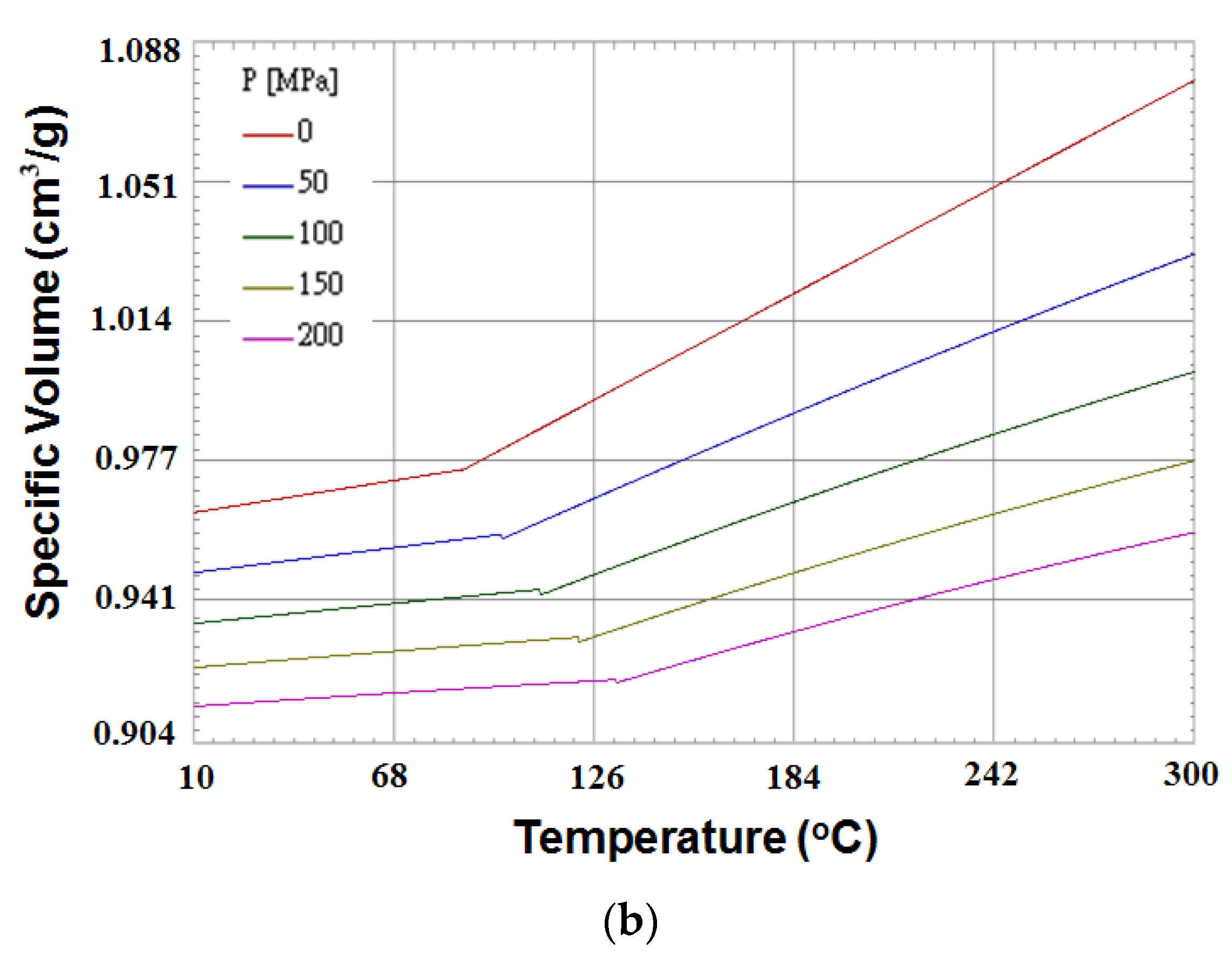
Figure 3.
The material properties of ABS (PA757, supplied by Che-Mei): (a) viscosity, (b) pvT (the specific volume against pressure-temperature).
Figure 3.
The material properties of ABS (PA757, supplied by Che-Mei): (a) viscosity, (b) pvT (the specific volume against pressure-temperature).
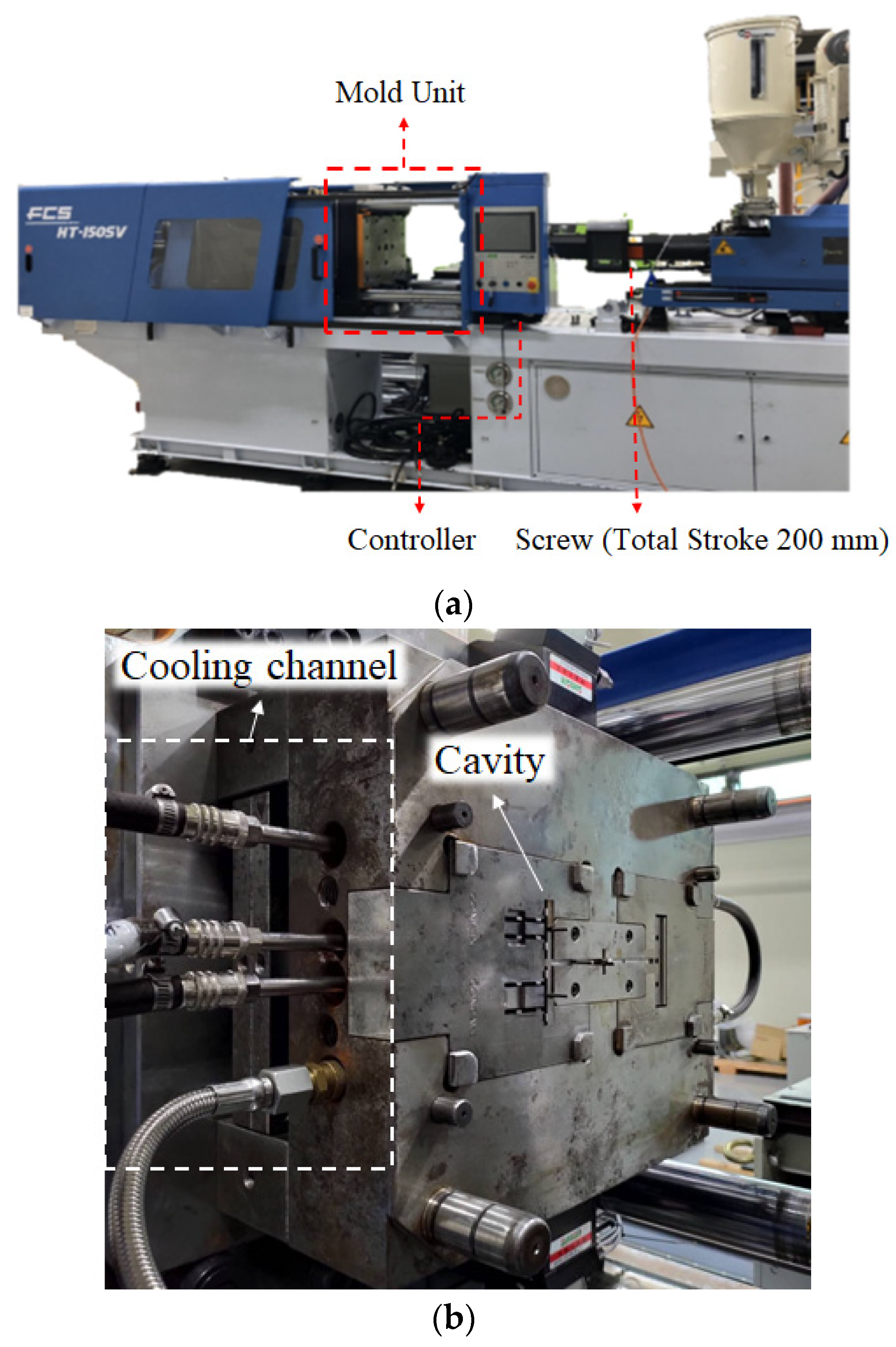
Figure 4.
Machine and equipment setup: (a) injection machine (Fu Chun Shin Machinery Co. Ltd., Model: FCS 150-SV), and (b) mold layout.
Figure 4.
Machine and equipment setup: (a) injection machine (Fu Chun Shin Machinery Co. Ltd., Model: FCS 150-SV), and (b) mold layout.
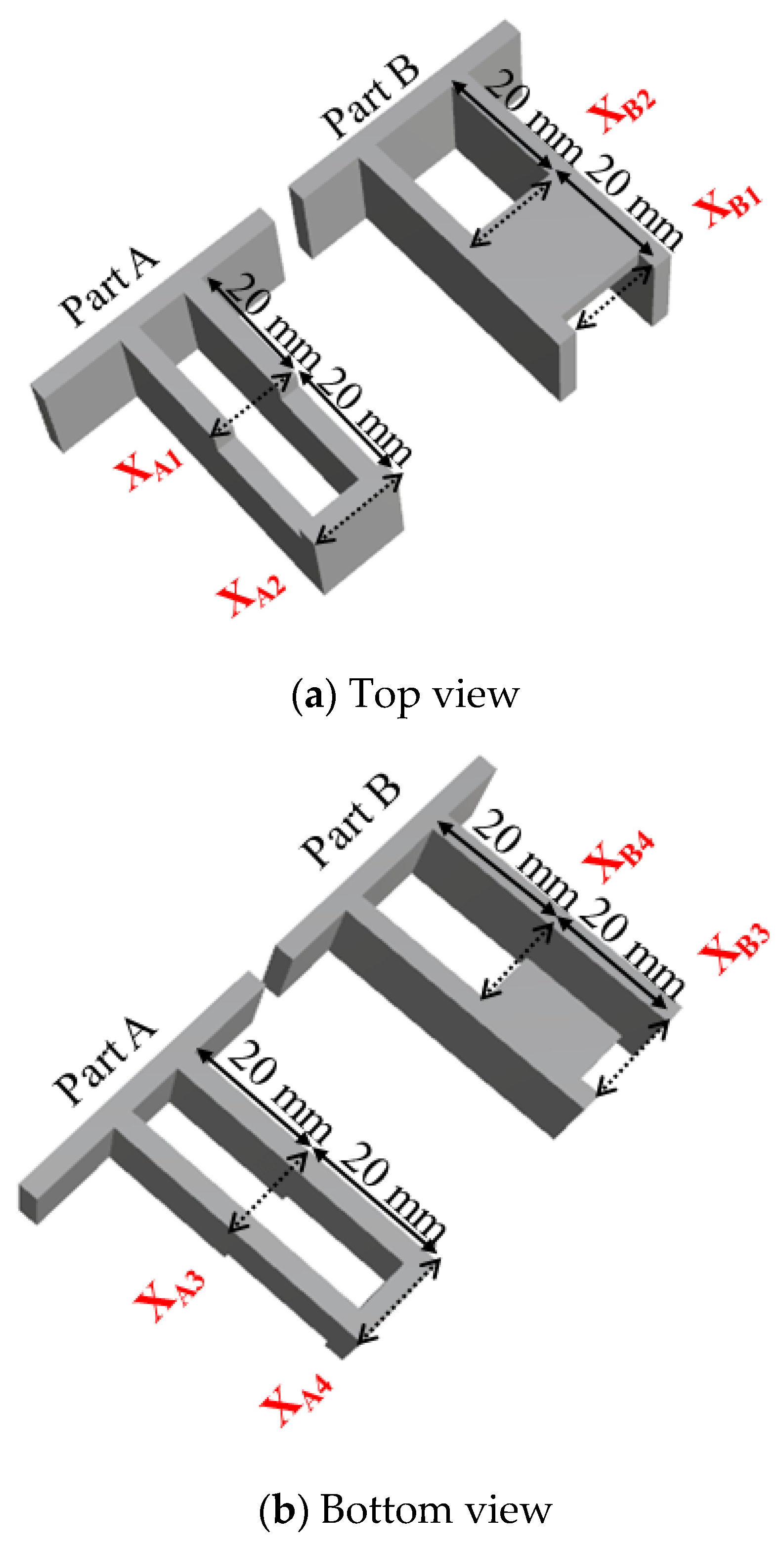
Figure 5.
Definition of the characteristic lengths for parts A and B: (a) top view, (b) bottom view.
Figure 5.
Definition of the characteristic lengths for parts A and B: (a) top view, (b) bottom view.
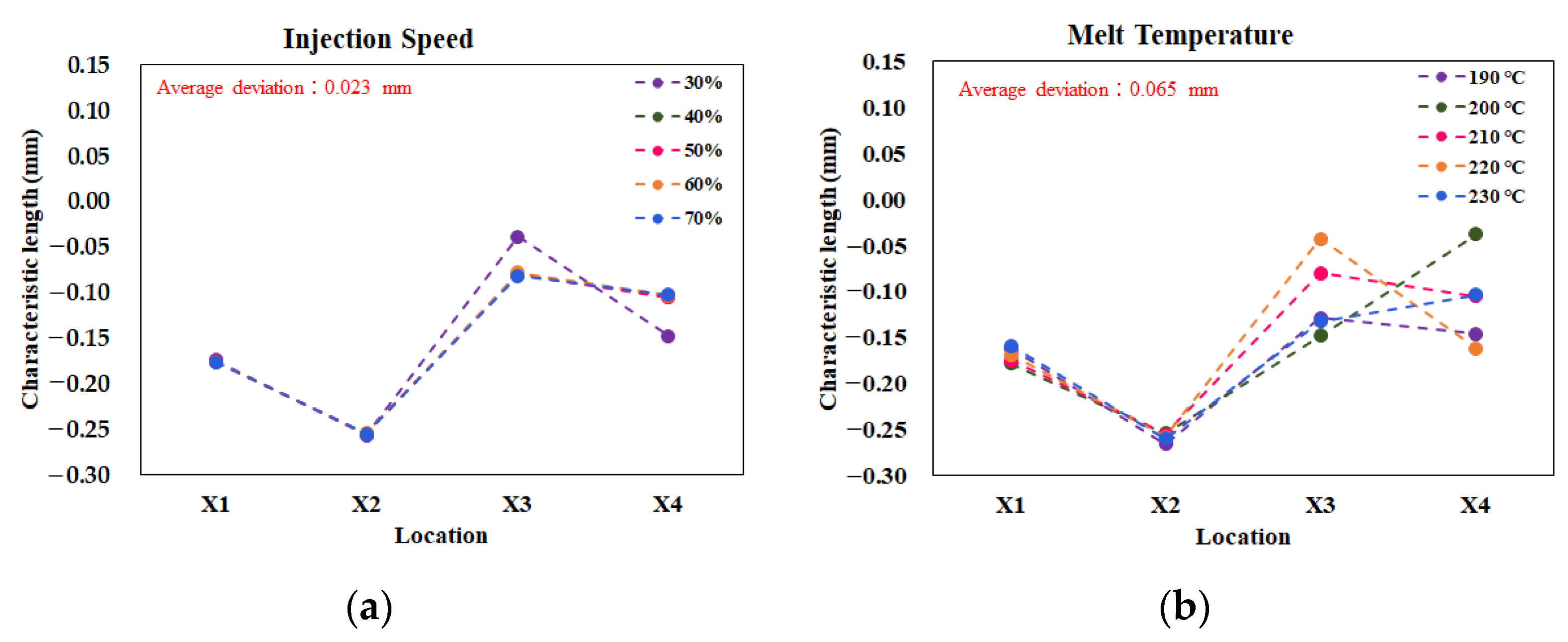
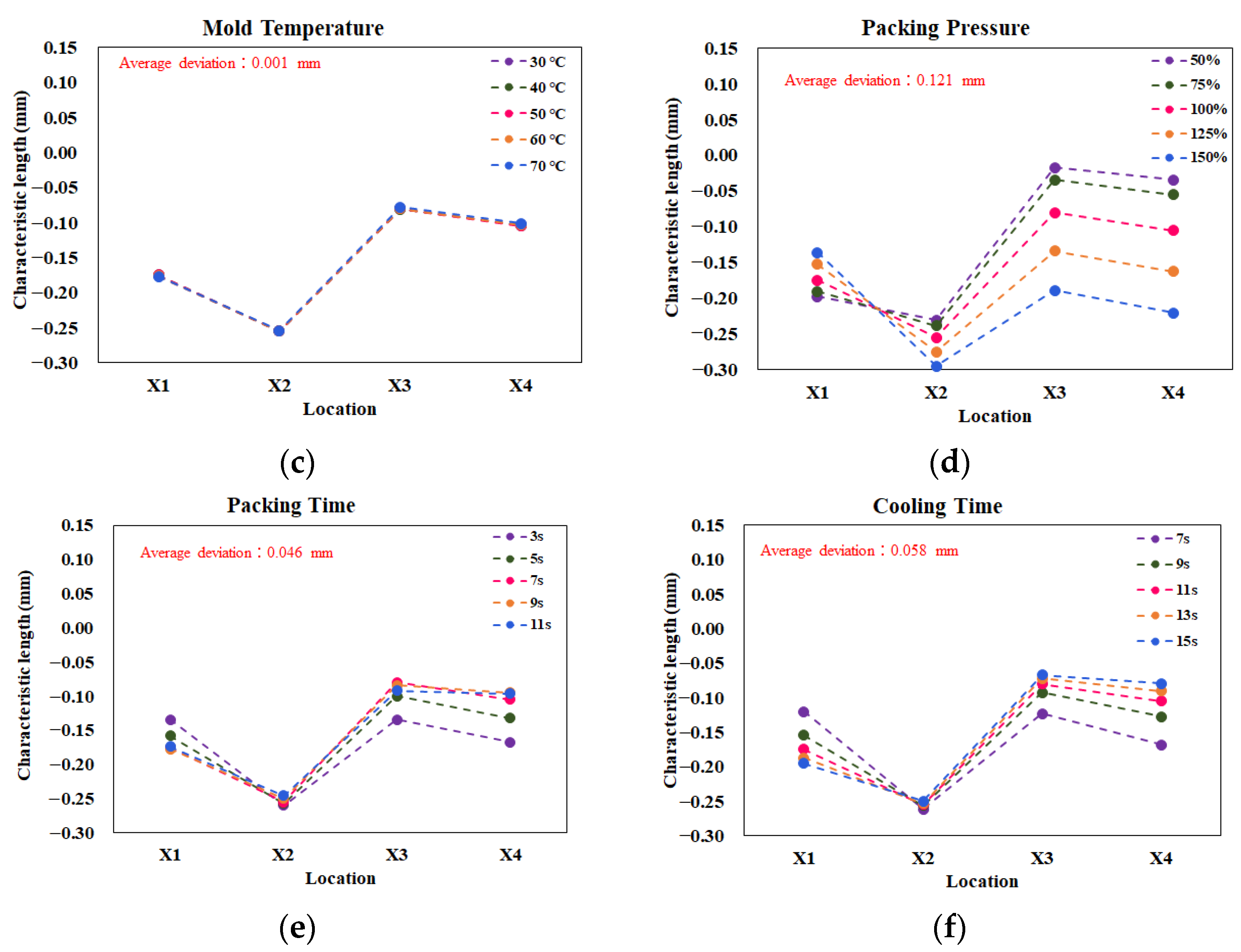
Figure 6.
Characteristic lengths variation due to the single factor test: (a) injection speed, (b) melt temperature, (c) mold temperature, (d) packing pressure, (e) packing time, (f) cooling time.
Figure 6.
Characteristic lengths variation due to the single factor test: (a) injection speed, (b) melt temperature, (c) mold temperature, (d) packing pressure, (e) packing time, (f) cooling time.
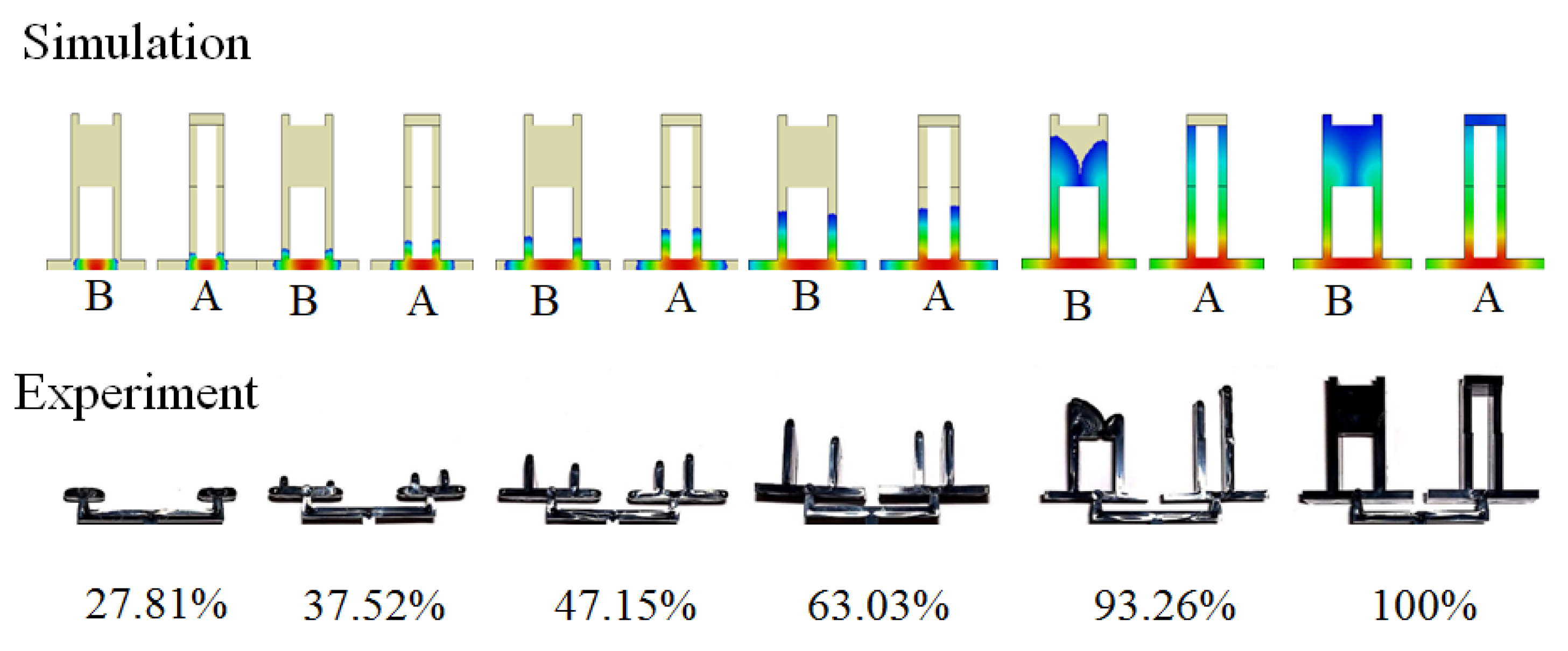
Figure 7.
The flow behavior for both the simulation prediction and experimental validation.
Figure 7.
The flow behavior for both the simulation prediction and experimental validation.
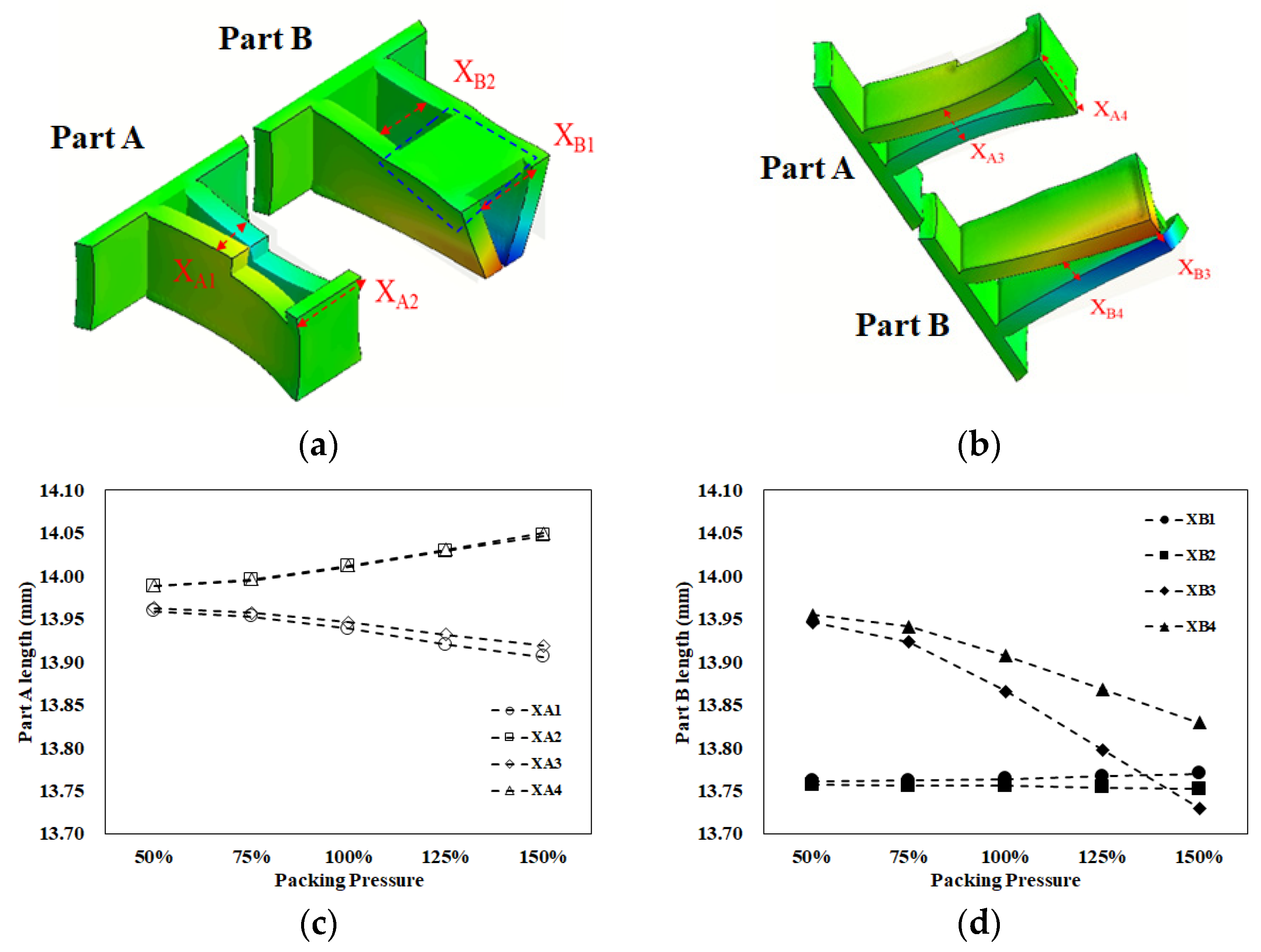
Figure 8.
The shrinkage behavior for parts A and B: (a) top view, (b) bottom view, (c) individual length variation of part A, (d) individual length variation of part B.
Figure 8.
The shrinkage behavior for parts A and B: (a) top view, (b) bottom view, (c) individual length variation of part A, (d) individual length variation of part B.
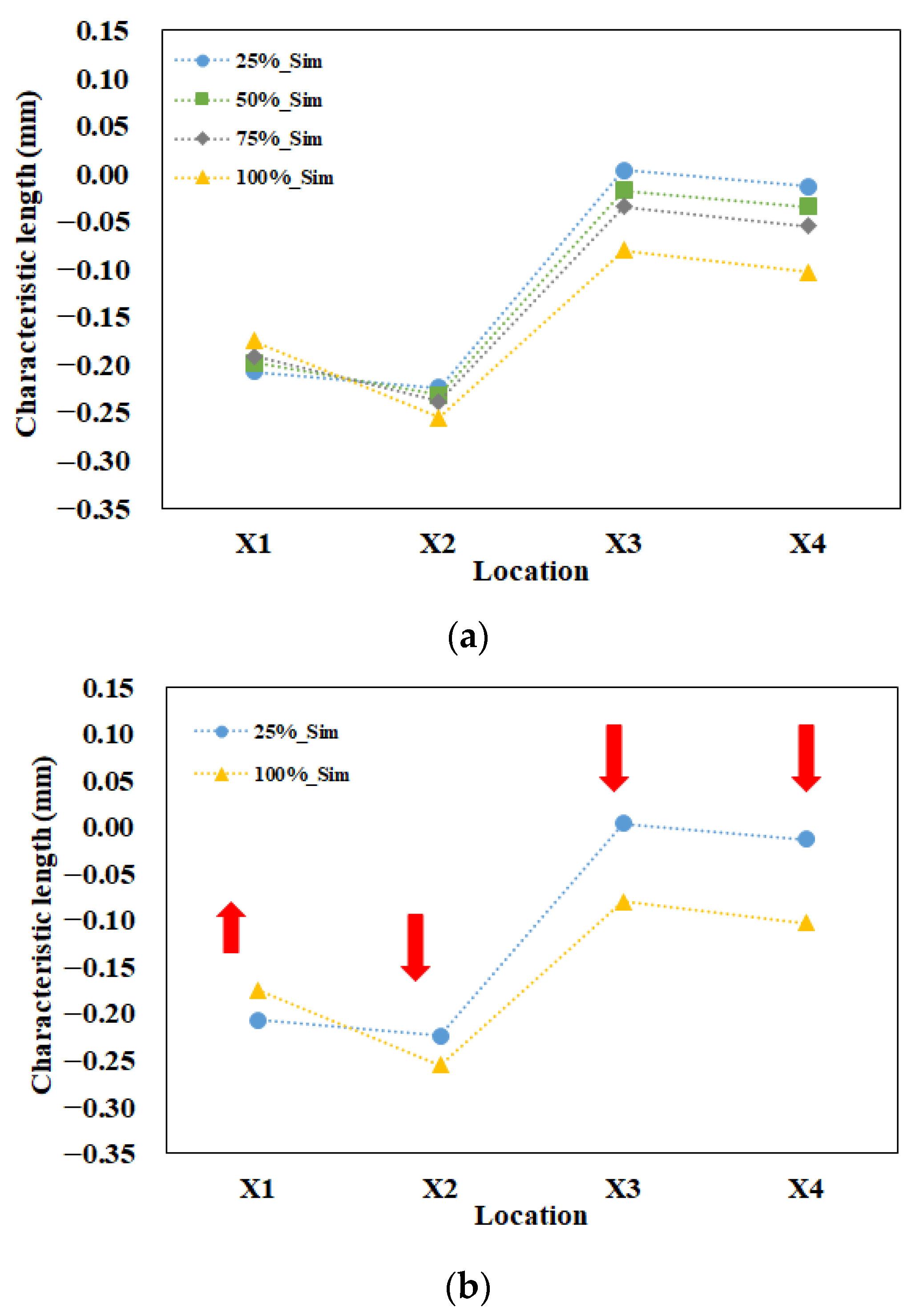
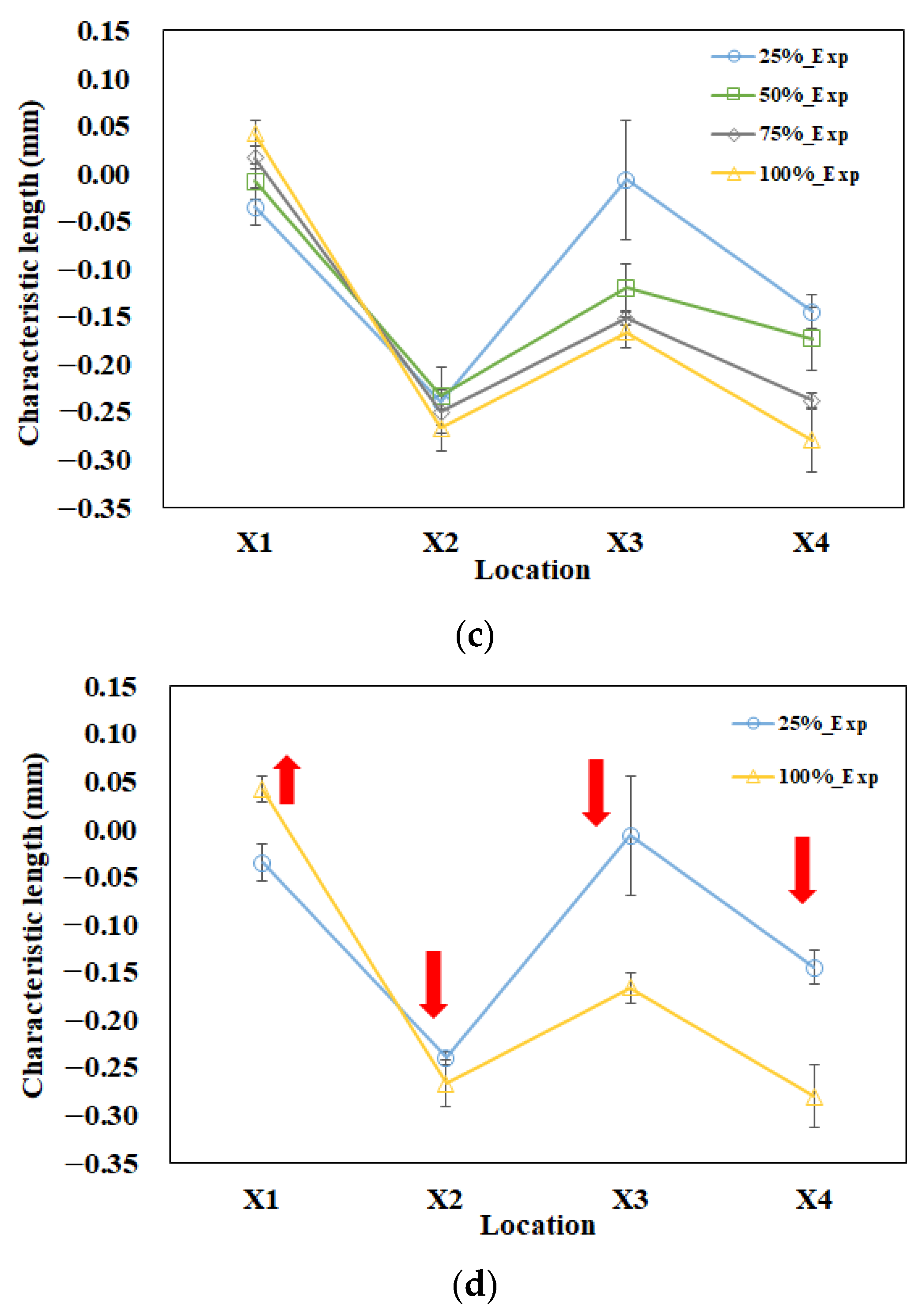
Figure 9.
Evaluation of the ease of assembly for parts A and B: (a) full range of packing pressure effect for simulation prediction, (b) higher and lower packing pressure effect for simulation prediction, (c) full range of packing pressure effect for experimental measurement, (d) higher and lower packing pressure effect for experimental measurement.
Figure 9.
Evaluation of the ease of assembly for parts A and B: (a) full range of packing pressure effect for simulation prediction, (b) higher and lower packing pressure effect for simulation prediction, (c) full range of packing pressure effect for experimental measurement, (d) higher and lower packing pressure effect for experimental measurement.
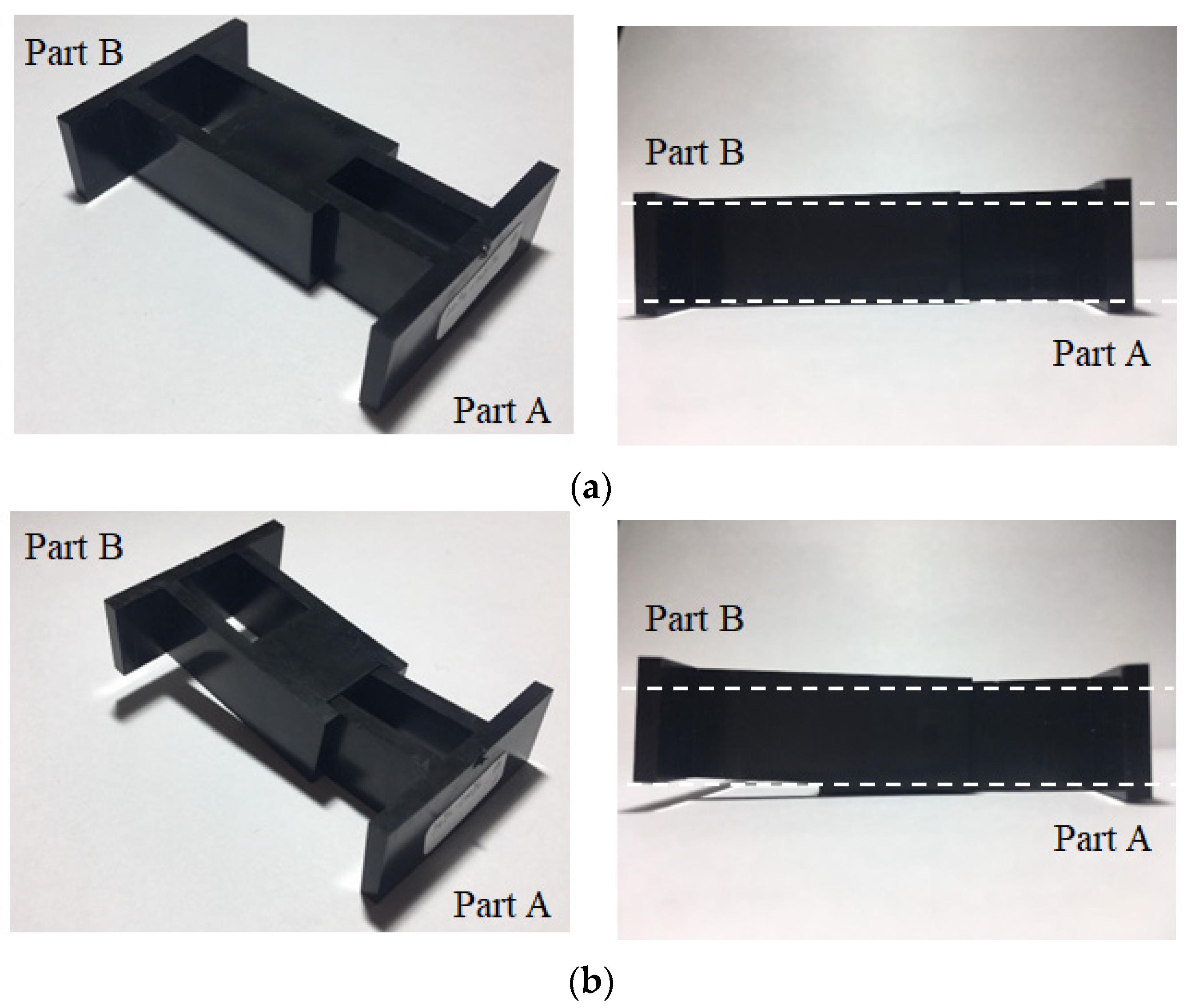
Figure 10.
Evaluation on the degree of assembly difficulty through a real integration test for different packing pressure settings on the injection parts: (a) 25% packing: passed, (b) 100% packing: failed.
Figure 10.
Evaluation on the degree of assembly difficulty through a real integration test for different packing pressure settings on the injection parts: (a) 25% packing: passed, (b) 100% packing: failed.
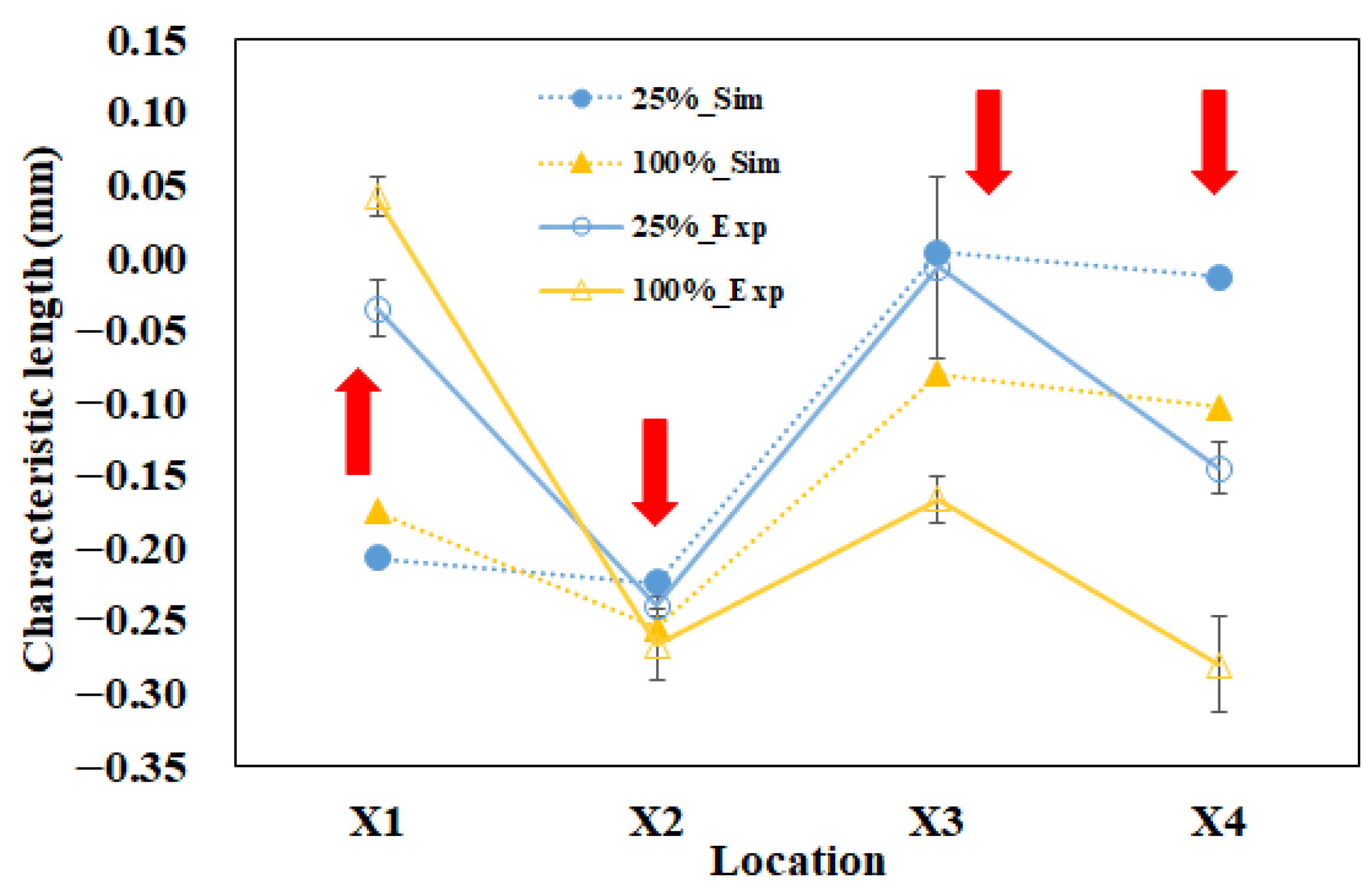
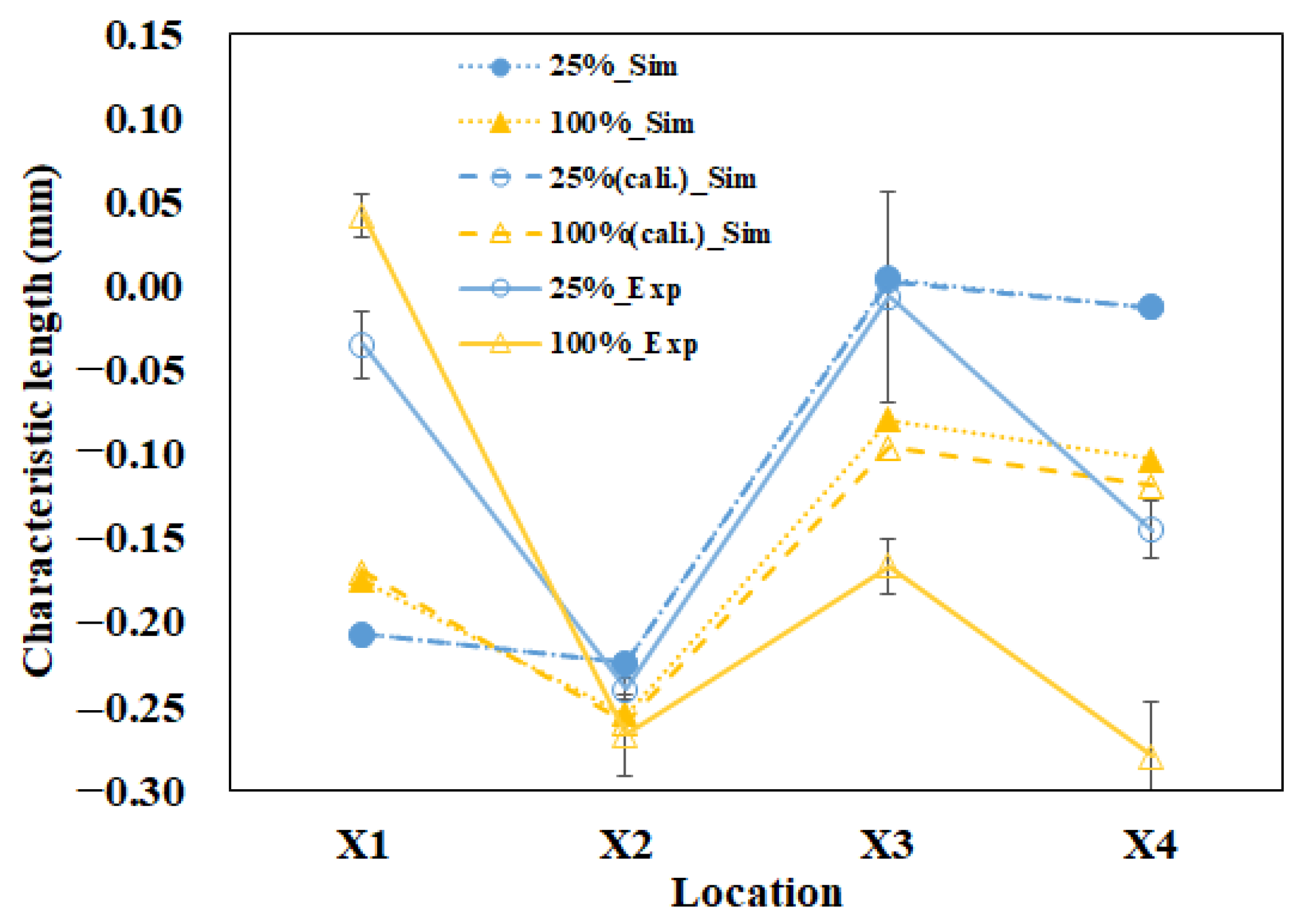
Figure 11.
Comparison between simulation and experiment at 25% to 100% packing pressure settings.
Figure 11.
Comparison between simulation and experiment at 25% to 100% packing pressure settings.
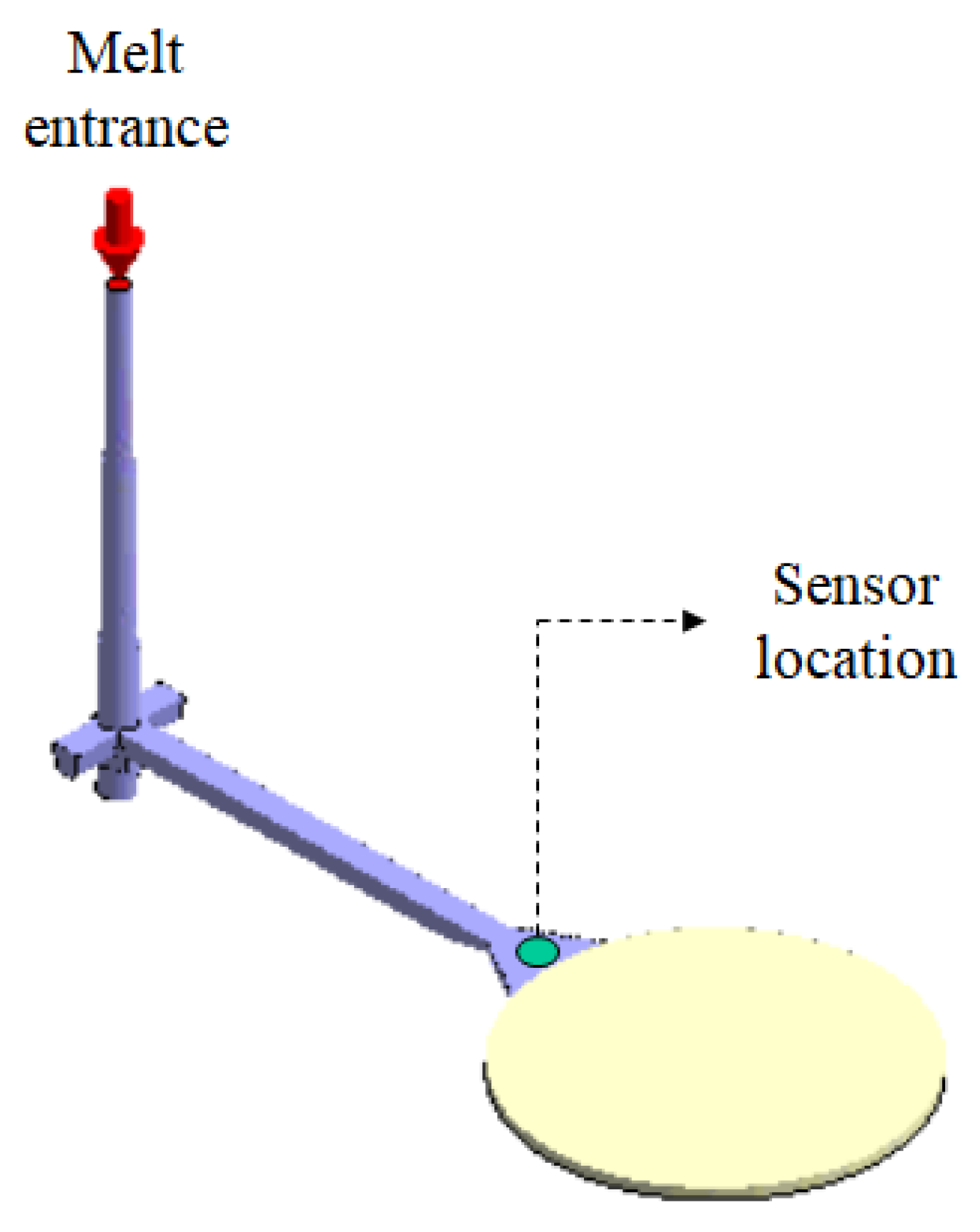
Figure 12.
The calibration system and the sensor location.
Figure 12.
The calibration system and the sensor location.
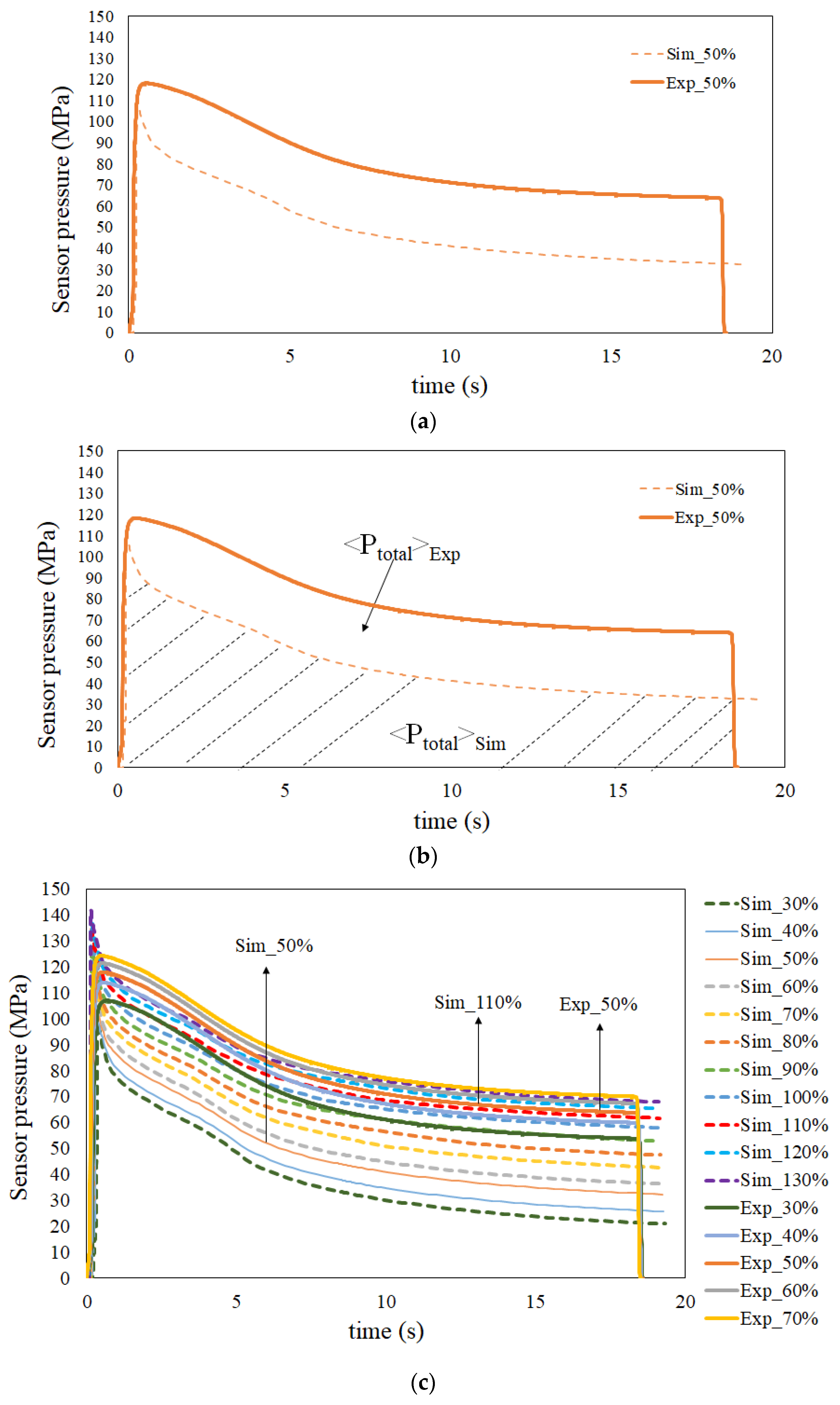
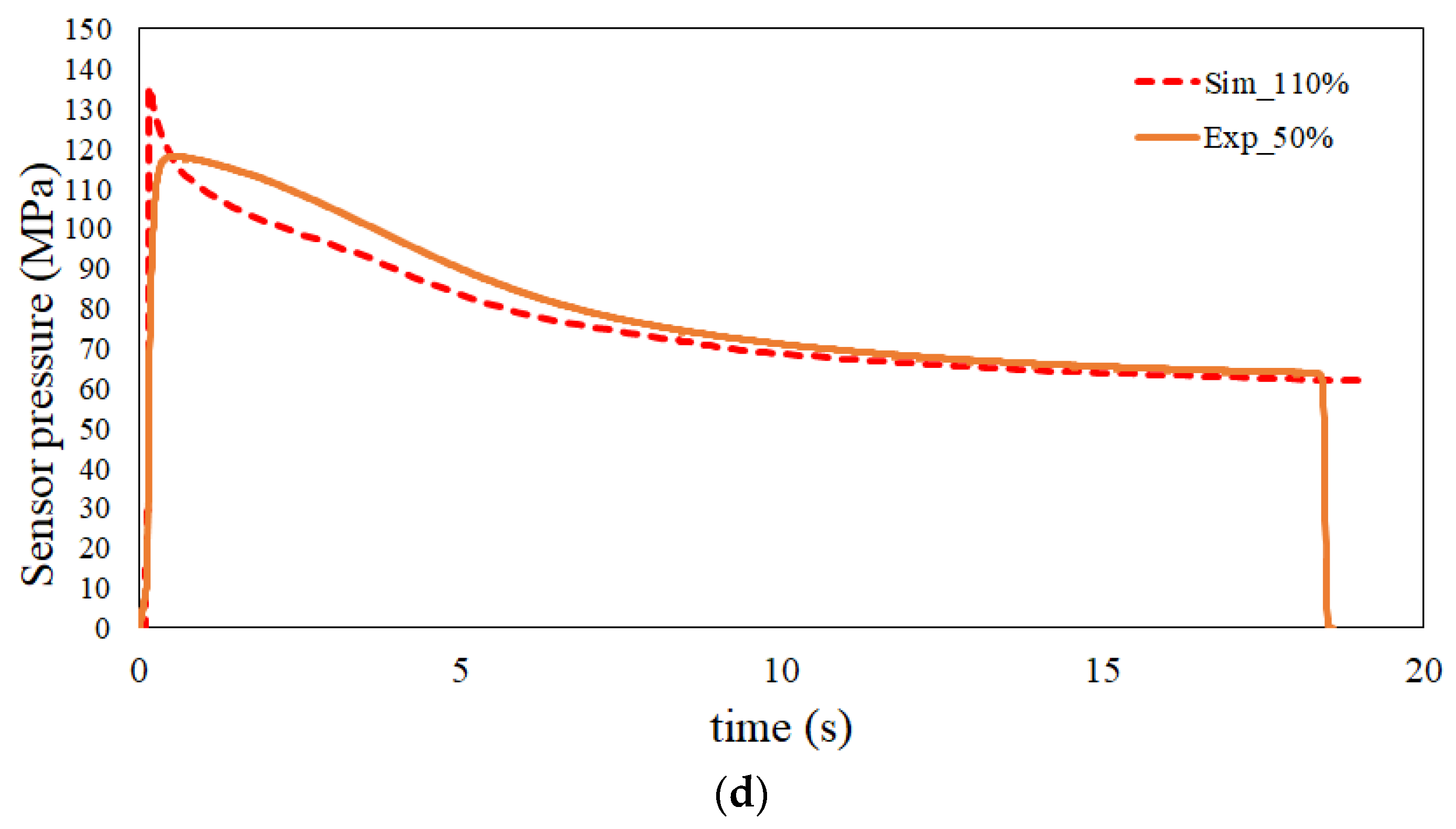
Figure 13.
Injection pressure history curves used to perform machine calibration: (a) original injection pressure history curves at the 50% injection speed settings for both simulation and experiment, (b) schematic plots for the total driving force of the real experimental and simulation systems, (c) comparison of the history of injection pressure between the simulation and experiment at various injection speeds from 30% to 130%, (d) the matched pair for both the simulation and the experiment, where the simulation 110% injection speed setting is matched with the experimental 50% injection speed setting.
Figure 13.
Injection pressure history curves used to perform machine calibration: (a) original injection pressure history curves at the 50% injection speed settings for both simulation and experiment, (b) schematic plots for the total driving force of the real experimental and simulation systems, (c) comparison of the history of injection pressure between the simulation and experiment at various injection speeds from 30% to 130%, (d) the matched pair for both the simulation and the experiment, where the simulation 110% injection speed setting is matched with the experimental 50% injection speed setting.
Figure 14.
At the 50% injection speed setting, the comparison of the characteristic length deviation between simulation and experiment at the 25% to 100% packing pressure settings before and after machine calibration.
Figure 14.
At the 50% injection speed setting, the comparison of the characteristic length deviation between simulation and experiment at the 25% to 100% packing pressure settings before and after machine calibration.
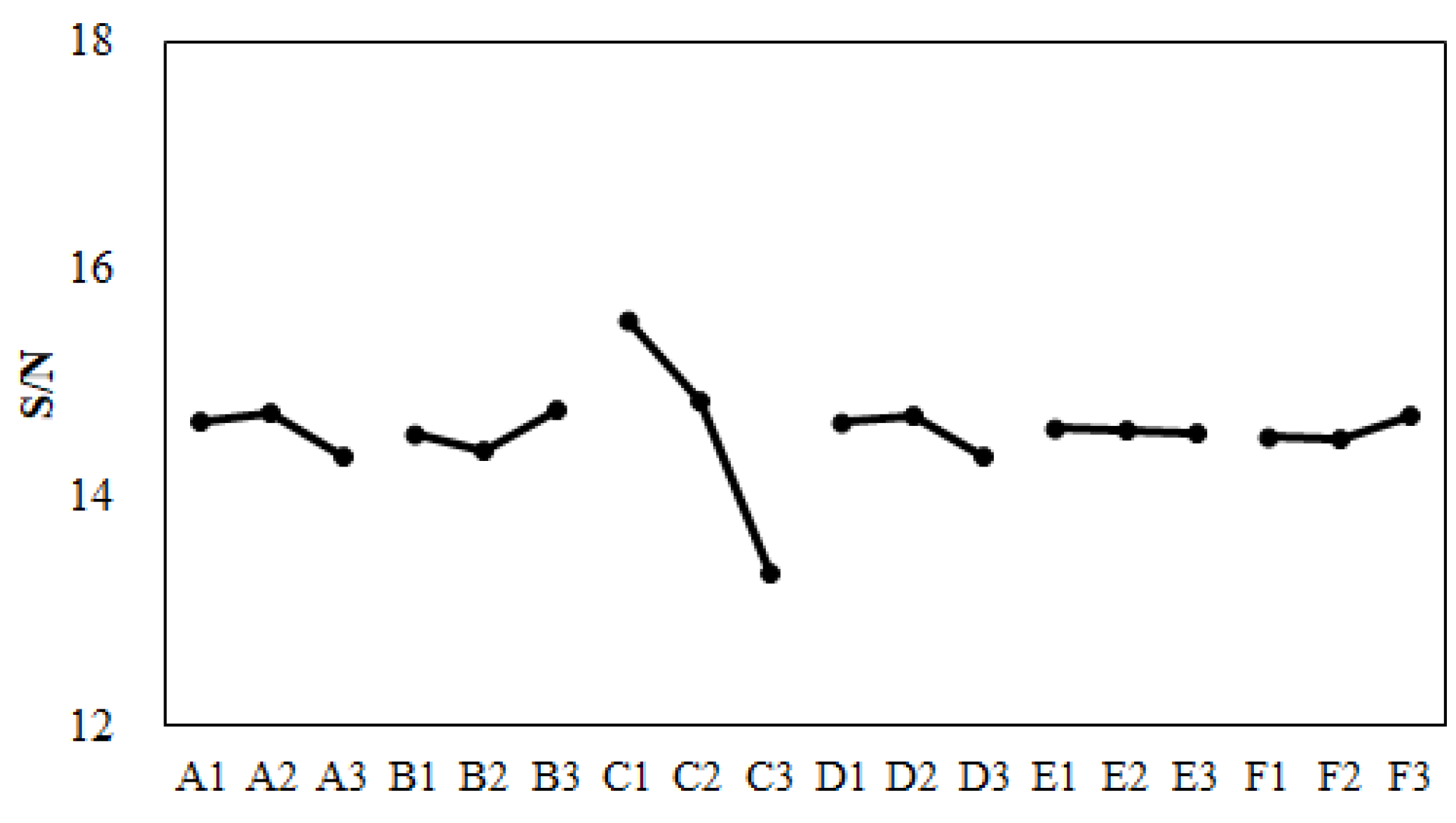
Figure 15.
Response plot for various control factors before machine calibration.
Figure 15.
Response plot for various control factors before machine calibration.
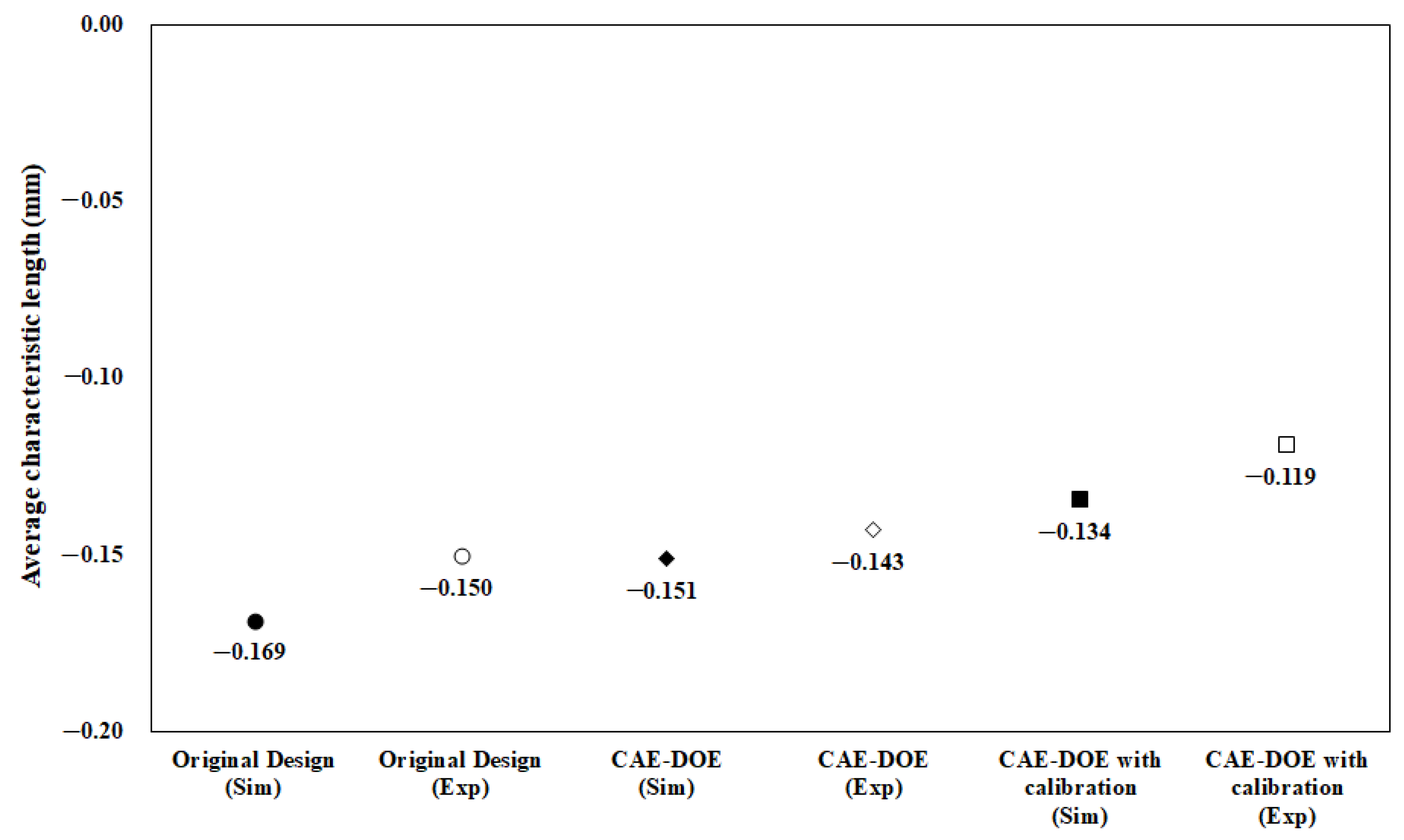
Figure 16.
Average of the characteristic length quality change through DOE optimization.
Figure 16.
Average of the characteristic length quality change through DOE optimization.
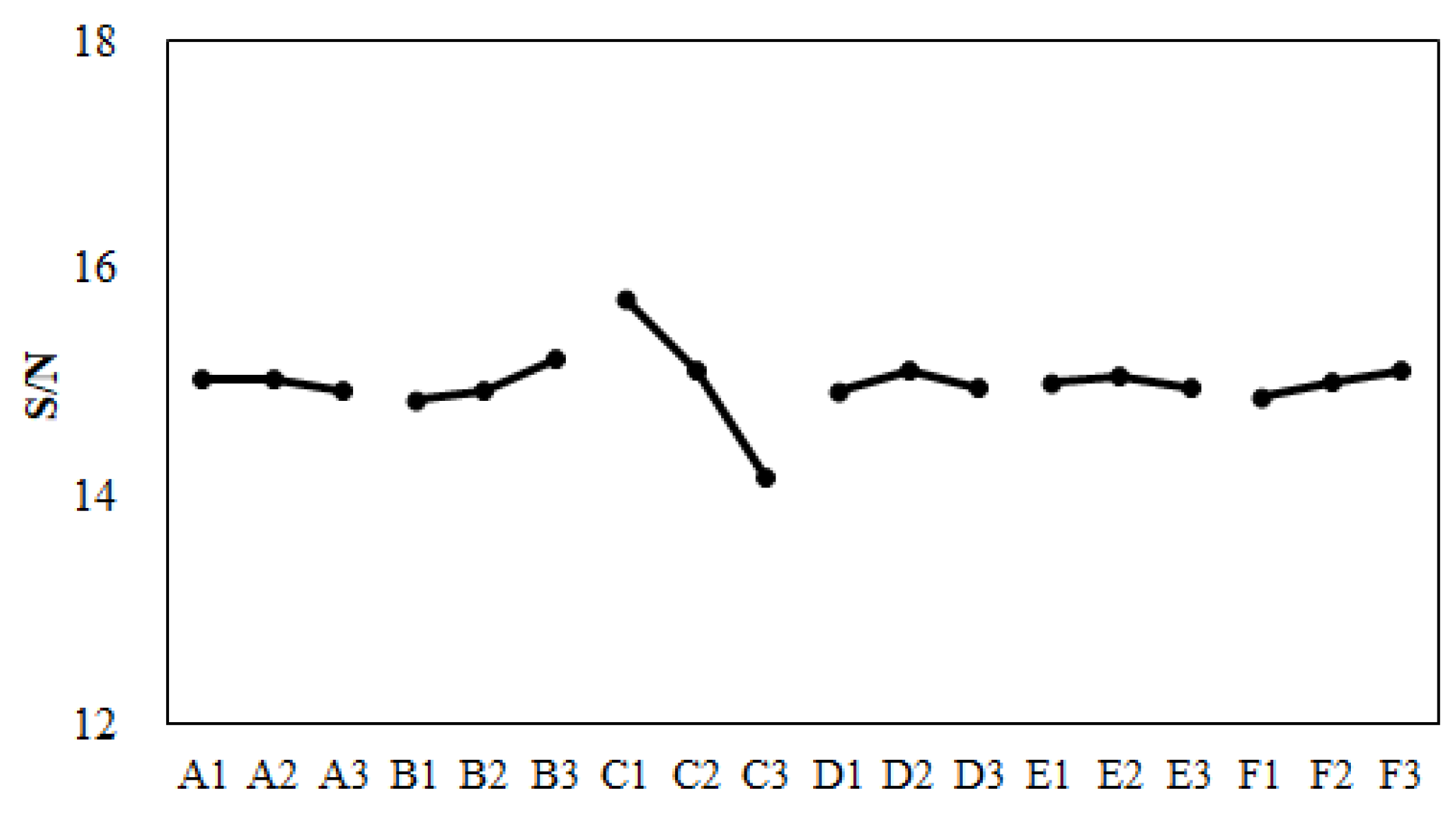
Figure 17.
Response plot for various control factors after machine calibration.
Figure 17.
Response plot for various control factors after machine calibration.
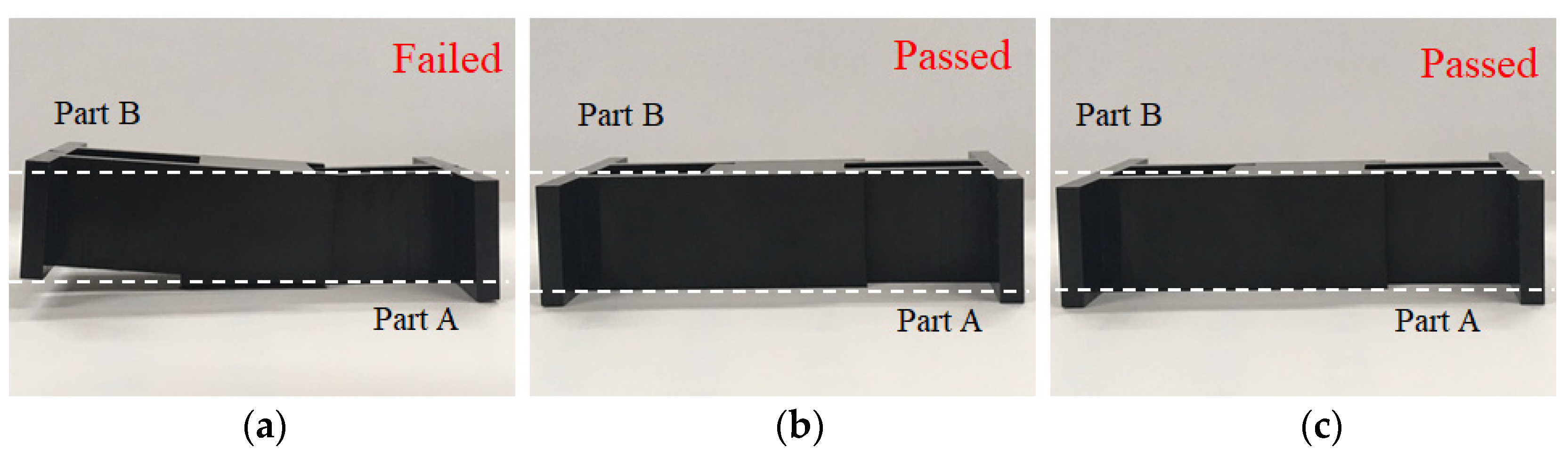
Figure 18.
Experimental validation for the degree of assembly through the real integration test for CAE-DOE: (a) original design, (b) optimization before machine calibration, (c) optimization before machine calibration.
Figure 18.
Experimental validation for the degree of assembly through the real integration test for CAE-DOE: (a) original design, (b) optimization before machine calibration, (c) optimization before machine calibration.
Table 1.
The operation conditions for the single factor test.
Table 1.
The operation conditions for the single factor test.
| Factor | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
|---|
| Injection speed a (%) | 30 | 40 | 50 | 60 | 70 |
| Melt temperature (°C) | 190 | 200 | 210 | 220 | 230 |
| Mold temperature (°C) | 30 | 40 | 50 | 60 | 70 |
| Packing time (s) | 3 | 5 | 7 | 9 | 11 |
| Packing pressure b (%) | 50 | 75 | 100 | 125 | 150 |
| Cooling time (s) | 7 | 9 | 11 | 13 | 15 |
Table 2.
The key operation parameters utilized in the literature.
Table 2.
The key operation parameters utilized in the literature.
| Ref. | Authors | Year | Key Operation Parameters |
|---|
| Mold Temp. | Melt Temp. | Injection Speed/Time | Injection Pressure | Packing Pressure | Packing Time | Cooling Temp. | Cooling Time |
|---|
| 14 | Lee and Kim | 1995 | | ✓ | ✓ | | ✓ | ✓ | ✓ | |
| 15 | Leo and Cuvelliez | 1996 | | | | | ✓ | | | |
| 16 | Yen et al. | 2006 | | | | | | | | |
| 17 | Zhai et al. | 2009 | ✓ | ✓ | | ✓ | | | | |
| 18 | Othman et al. | 2013 | ✓ | ✓ | ✓ | | ✓ | | | ✓ |
| 21 | Kova and Solymossy | 2009 | ✓ | ✓ | | | | | | |
| 22 | Hakimian and Sulong | 2012 | ✓ | ✓ | | | | ✓ | | ✓ |
| 23 | Ozcelik and Erzurumlu | 2006 | ✓ | ✓ | | | ✓ | ✓ | | ✓ |
| 24 | Zhai and Xie | 2010 | | | | | | | | |
| 25 | Chiang and Chang | 2007 | ✓ | | | | ✓ | ✓ | | ✓ |
| 27 | Tsai and Tang | 2014 | ✓ | ✓ | ✓ | | ✓ | ✓ | | ✓ |
| 28 | Xu and Yang | 2015 | ✓ | ✓ | ✓ | | ✓ | ✓ | | ✓ |
| 29 | Kitayama et al. | 2018 | | ✓ | ✓ | | ✓ | ✓ | ✓ | ✓ |
| 30 | Hentati | 2019 | ✓ | ✓ | | ✓ | | ✓ | | |
| 31 | Huang et al. | 2020 | ✓ | ✓ | ✓ | | ✓ | ✓ | | ✓ |
Table 3.
Process conditions for the basic test.
Table 3.
Process conditions for the basic test.
| Factor | Operation Conditions |
|---|
| Injection speed (%) | 50 |
| Melt temperature (°C) | 210 |
| Mold temperature (°C) | 50 |
| Packing time (s) | 7 |
| Packing pressure (%) | 25; 50; 75; 100 |
| Cooling time (s) | 11 |
Table 4.
The control factors and their levels in CAE-DOE before machine calibration.
Table 4.
The control factors and their levels in CAE-DOE before machine calibration.
| Control Factor | Level 1 | Level 2 | Level 3 |
|---|
| A | Injection Speed (mm/s) | 25
(20%) | 75
(60%) | 125
(100%) |
| B | Mold Temperature (°C) | 30 | 50 | 70 |
| C | Packing Pressure (MPa) | 95 | 126 | 158 |
| D | Packing Time (s) | 5 | 7 | 9 |
| E | Melt Temperature (°C) | 200 | 210 | 220 |
| F | Cooling Time (s) | 9 | 11 | 13 |
Table 5.
L18(21 × 37) orthogonal array for CAE-DOE performance.
Table 5.
L18(21 × 37) orthogonal array for CAE-DOE performance.
| Exp | | A | B | C | D | E | F | |
|---|
| | Injection Speed
(mm/s) | Mold Temp.
(°C) | Packing Pressure
(MPa) | Packing Time
(s) | Melt Temp.
(°C) | Cooling Time
(s) | |
|---|
| | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 |
| 3 | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 |
| 4 | 1 | 2 | 1 | 1 | 2 | 2 | 3 | 3 |
| 5 | 1 | 2 | 2 | 2 | 3 | 3 | 1 | 1 |
| 6 | 1 | 2 | 3 | 3 | 1 | 1 | 2 | 2 |
| 7 | 1 | 3 | 1 | 2 | 1 | 3 | 2 | 3 |
| 8 | 1 | 3 | 2 | 3 | 2 | 1 | 3 | 1 |
| 9 | 1 | 3 | 3 | 1 | 3 | 2 | 1 | 2 |
| 10 | 2 | 1 | 1 | 3 | 3 | 2 | 2 | 1 |
| 11 | 2 | 1 | 2 | 1 | 1 | 3 | 3 | 2 |
| 12 | 2 | 1 | 3 | 2 | 2 | 1 | 1 | 3 |
| 13 | 2 | 2 | 1 | 2 | 3 | 1 | 3 | 2 |
| 14 | 2 | 2 | 2 | 3 | 1 | 2 | 1 | 3 |
| 15 | 2 | 2 | 3 | 1 | 2 | 3 | 2 | 1 |
| 16 | 2 | 3 | 1 | 3 | 2 | 3 | 1 | 2 |
| 17 | 2 | 3 | 2 | 1 | 3 | 1 | 2 | 3 |
| 18 | 2 | 3 | 3 | 2 | 1 | 2 | 3 | 1 |
Table 6.
Difference of the characteristic lengths between the 100% and 25% packing pressure settings for both simulation and experiment (unit: mm).
Table 6.
Difference of the characteristic lengths between the 100% and 25% packing pressure settings for both simulation and experiment (unit: mm).
| | ΔX1 | ΔX2 | ΔX3 | ΔX4 | Ave ΔX |
|---|
| Simulation | 0.032 | −0.031 | −0.065 | −0.084 | −0.037 |
| Experiment | 0.077 | −0.027 | −0.160 | −0.135 | −0.061 |
Table 7.
Matched pairs of injection speed settings for the simulation and experiment systems.
Table 7.
Matched pairs of injection speed settings for the simulation and experiment systems.
| Simulation | Simulation Injection Speed Setting
(mm/s) | Experiment Injection Speed Setting a |
|---|
| 90% | 67.0 | 30% |
| 100% | 73.4 | 40% |
| 110% | 79.5 | 50% |
| 120% | 85.8 | 60% |
| 130% | 92.0 | 70% |
Table 8.
Measurements of the calibration effect for the 50% injection speed setting at the 100% packing pressure setting.
Table 8.
Measurements of the calibration effect for the 50% injection speed setting at the 100% packing pressure setting.
| | before Calibration | after Calibration | Calibration Rate (%) |
|---|
| Character. Length | Sim | Exp | ΔL | (Sim)cal | (Exp)cal | (ΔL)cal |
|---|
| X1 | −0.175 | 0.042 | 0.217 | −0.170 | 0.042 | 0.212 | 2 |
| X2 | −0.255 | −0.267 | −0.012 | −0.260 | −0.267 | −0.007 | 42 |
| X3 | −0.080 | −0.167 | −0.087 | −0.096 | −0.167 | −0.071 | 18 |
| X4 | −0.103 | −0.280 | −0.177 | −0.119 | −0.280 | −0.161 | 9 |
| Average calibration rate | 18 |
Table 9.
Measurement of the calibration effect for the 50% injection speed setting at various packing pressure settings.
Table 9.
Measurement of the calibration effect for the 50% injection speed setting at various packing pressure settings.
| | Machine Calibration Rate (%) |
|---|
| Packing Pressure Setting (%) | X1 | X2 | X3 | X4 | Average |
|---|
| 25 | 0 | 0 | 9 | 0 | 2 |
| 50 | 1 | 0 | 11 | 8 | 5 |
| 75 | 2 | 42 | 14 | 8 | 17 |
| 100 | 2 | 42 | 18 | 9 | 18 |
| Total average calibration rate | 10 |
Table 10.
Quantification of the degree of assembly through the integration test for the 50% injection speed system, experimentally.
Table 10.
Quantification of the degree of assembly through the integration test for the 50% injection speed system, experimentally.
| Packing Pressure (%) | X1 | X2 | X3 | X4 | Integration Test |
|---|
| 25 | −0.035 | −0.240 | −0.007 | −0.145 | passed |
| 50 | −0.008 | −0.233 | −0.120 | −0.173 | passed |
| 75 | 0.017 | −0.250 | −0.152 | −0.238 | passed |
| 100 | 0.042 | −0.267 | −0.167 | −0.280 | failed |
Table 11.
Quantification the degree of assembly for the 50% injection speed setting in the simulation system.
Table 11.
Quantification the degree of assembly for the 50% injection speed setting in the simulation system.
| Packing Pressure (%) | X1 | X2 | X3 | X4 | Integration Test |
|---|
| 25 | −0.207 | −0.224 | 0.003 | −0.013 | passed |
| 50 | −0196 | −0.235 | −0.028 | −0.045 | passed |
| 75 | −0.187 | −0.243 | −0.050 | −0.069 | passed |
| 100 | −0.170 | −0.260 | −0.096 | −0.119 | failed |
Table 12.
Quality predictions based on the characteristic length for CAE-DOE before machine calibration.
Table 12.
Quality predictions based on the characteristic length for CAE-DOE before machine calibration.
| Exp | Characteristic Lengths (mm) | Average | Sn | S/N |
|---|
| X1 | X2 | X3 | X4 |
|---|
| 1 | −0.15 | −0.25 | −0.08 | −0.12 | −0.15 | 0.06 | 15.82 |
| 2 | −0.16 | −0.27 | −0.11 | −0.14 | −0.17 | 0.06 | 14.93 |
| 3 | −0.13 | −0.29 | −0.20 | −0.22 | −0.21 | 0.06 | 13.27 |
| 4 | −0.20 | −0.24 | −0.04 | −0.06 | −0.14 | 0.09 | 15.88 |
| 5 | −0.15 | −0.27 | −0.13 | −0.15 | −0.17 | 0.05 | 14.80 |
| 6 | −0.15 | −0.28 | −0.15 | −0.19 | −0.19 | 0.05 | 13.95 |
| 7 | −0.15 | −0.27 | −0.14 | −0.17 | −0.18 | 0.05 | 14.52 |
| 8 | −0.14 | −0.28 | −0.19 | −0.20 | −0.20 | 0.05 | 13.53 |
| 9 | −0.17 | −0.25 | −0.09 | −0.11 | −0.15 | 0.06 | 15.54 |
| 10 | −0.12 | −0.29 | −0.21 | −0.23 | −0.21 | 0.06 | 13.22 |
| 11 | −0.18 | −0.25 | −0.07 | −0.09 | −0.15 | 0.07 | 15.74 |
| 12 | −0.15 | −0.26 | −0.11 | −0.15 | −0.17 | 0.06 | 14.99 |
| 13 | −0.16 | −0.26 | −0.14 | −0.14 | −0.17 | 0.05 | 14.88 |
| 14 | −0.11 | −0.29 | −0.21 | −0.25 | −0.21 | 0.07 | 12.99 |
| 15 | −0.18 | −0.24 | −0.06 | −0.08 | −0.14 | 0.08 | 15.93 |
| 16 | −0.12 | −0.29 | −0.20 | −0.24 | −0.21 | 0.06 | 13.09 |
| 17 | −0.15 | −0.26 | −0.16 | −0.16 | −0.18 | 0.05 | 14.50 |
| 18 | −0.18 | −0.26 | −0.10 | −0.13 | −0.17 | 0.06 | 15.00 |
Table 13.
Response values for various control factors before machine calibration.
Table 13.
Response values for various control factors before machine calibration.
| | A | B | C | D | E | F |
|---|
| Level 1 | 14.66 | 14.57 | 15.57 | 14.67 | 14.61 | 14.54 |
| Level 2 | 14.74 | 14.42 | 14.85 | 14.72 | 14.60 | 14.51 |
| Level 3 | 14.36 | 14.78 | 13.34 | 14.37 | 14.56 | 14.72 |
| Ei1−2 | 0.08 | −0.15 | −0.72 | 0.05 | −0.02 | −0.03 |
| Ei2−3 | −0.37 | 0.36 | −1.51 | −0.36 | −0.04 | 0.21 |
| Range | 0.37 | 0.36 | 2.23 | 0.36 | 0.05 | 0.21 |
| Rank | 2 | 3 | 1 | 4 | 6 | 5 |
Table 14.
Control factors and their levels in CAE-DOE after machine calibration.
Table 14.
Control factors and their levels in CAE-DOE after machine calibration.
| Control Factor | Level 1 | Level 2 | Level 3 |
|---|
| A | Injection Speed (mm/s) | 67 | 79.5 | 92 |
| B | Mold Temperature (°C) | 30 | 50 | 70 |
| C | Packing Pressure (MPa) | 90 | 120 | 140 |
| D | Packing Time (s) | 5 | 7 | 9 |
| E | Melt Temperature (°C) | 200 | 210 | 220 |
| F | Cooling Time (s) | 9 | 11 | 13 |
Table 15.
Quality predictions based on the characteristic lengths for CAE-DOE after machine calibration.
Table 15.
Quality predictions based on the characteristic lengths for CAE-DOE after machine calibration.
| Exp | Characteristic Lengths (mm) | Average | Sn | S/N |
|---|
| X1 | X2 | X3 | X4 |
|---|
| 1 | −0.14 | −0.26 | −0.10 | −0.14 | −0.16 | 0.06 | 15.41 |
| 2 | −0.17 | −0.26 | −0.10 | −0.12 | −0.16 | 0.06 | 15.20 |
| 3 | −0.15 | −0.27 | −0.16 | −0.17 | −0.19 | 0.05 | 14.19 |
| 4 | −0.20 | −0.24 | −0.04 | −0.05 | −0.13 | 0.09 | 15.94 |
| 5 | −0.15 | −0.26 | −0.11 | −0.14 | −0.17 | 0.06 | 15.08 |
| 6 | −0.16 | −0.27 | −0.12 | −0.16 | −0.18 | 0.06 | 14.62 |
| 7 | −0.15 | −0.27 | −0.13 | −0.16 | −0.18 | 0.05 | 14.73 |
| 8 | −0.16 | −0.27 | −0.14 | −0.16 | −0.18 | 0.05 | 14.46 |
| 9 | −0.18 | −0.24 | −0.06 | −0.07 | −0.14 | 0.08 | 16.01 |
| 10 | −0.14 | −0.27 | −0.16 | −0.18 | −0.19 | 0.05 | 14.21 |
| 11 | −0.19 | −0.24 | −0.05 | −0.08 | −0.14 | 0.08 | 15.88 |
| 12 | −0.17 | −0.25 | −0.10 | −0.13 | −0.16 | 0.06 | 15.33 |
| 13 | −0.16 | −0.26 | −0.13 | −0.13 | −0.17 | 0.05 | 15.01 |
| 14 | −0.12 | −0.28 | −0.18 | −0.22 | −0.20 | 0.06 | 13.68 |
| 15 | −0.18 | −0.24 | −0.10 | −0.02 | −0.14 | 0.08 | 15.94 |
| 16 | −0.12 | −0.28 | −0.17 | −0.21 | −0.19 | 0.06 | 13.85 |
| 17 | −0.17 | −0.25 | −0.11 | −0.11 | −0.16 | 0.06 | 15.30 |
| 18 | −0.18 | −0.26 | −0.09 | −0.11 | −0.16 | 0.07 | 15.25 |
Table 16.
Response values for various control factors after machine calibration.
Table 16.
Response values for various control factors after machine calibration.
| | A | B | C | D | E | F |
|---|
| Level 1 | 15.04 | 14.86 | 15.75 | 14.93 | 15.02 | 14.89 |
| Level 2 | 15.04 | 14.93 | 15.10 | 15.12 | 15.05 | 15.00 |
| Level 3 | 14.94 | 15.22 | 14.17 | 14.97 | 14.95 | 15.12 |
| Ei1−2 | 0.00 | 0.08 | −0.65 | 0.19 | 0.03 | 0.10 |
| Ei2−3 | −0.11 | 0.29 | −0.93 | −0.15 | −0.10 | 0.12 |
| Range | 0.11 | 0.36 | 1.58 | 0.19 | 0.10 | 0.23 |
| Rank | 5 | 2 | 1 | 4 | 6 | 3 |




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}