1. Introduction
Basalt fibres have gained great attention as a reinforcing material in polymer composite industries because they are chemically stable, with excellent mechanical and thermal properties. Basalt fibres are made from basalt rocks, which consist of SiO
2, Al
2O
3, CaO, MgO, Fe
2O
3, and FeO as the main components [
1,
2,
3,
4,
5]. Thus, these mineral-based natural fibres are non-toxic, eco-friendly, easy to recycle, and inexpensive. The main components of basalt fibres are similar to glass fibres, but with superior mechanical strength, thermal stability, and chemical resistance, which make them a great alternative for glass fibres. However, it is well-known that composite materials are vulnerable to failure due to the inherent brittleness of both the fibres and the matrix.
In general, hybrid composites are advanced engineered materials, consisting of two or more materials that are embedded or reinforced within a matrix. Hybrid composites are the key in developing innovative solutions by mixing two or more materials to achieve a synergistic effect. Subsequently, superior properties within the hybrid material can be obtained, such as improved elastic modulus, strength, ductility, and lighter weight [
6]. These hybridisation qualities are widely reported by previous researchers [
6,
7,
8,
9,
10]. For example, Bulut and Erklig [
6] concluded that the hybridisation of two or three different fibres can significantly affect indentation responses, i.e., force and absorbed energy. Sapiai et al. [
7,
8] and Muhamad et al. [
9] found that the hybridisation of kenaf fibre with glass fibre can produce better composite properties compared to the single kenaf fibre system. Al-Hajaj et al. [
11] and Dhakal et al. [
12] have proven that the hybridisation of carbon fibres with flax can significantly improve the environmental, thermal, and mechanical performance of the composite. In addition to hybridisation with different fibres, the incorporation of fillers within a matrix have been demonstrated as being able to enhance the elastic modulus, strength, and toughness of composites, without sacrificing the strain to failure and thermal stability. Thermoset polymers used as a matrix in composites have always exhibited poor crack resistance, brittle fractures, and crystalline structures, which ultimately reduce their mechanical performance. Many researchers have overcome this problem by adding fillers/nanofillers. The use of fillers to modify the matrix is an alternative method to improve mechanical, thermal, and dynamic properties without altering the weight or processability of composites [
13]. Several types of fillers can be used to modify composites, such as metal oxides (alumina, iron oxide, magnesium hydroxide, and titanium dioxide) [
13,
14,
15], nanomaterials (nanosilica, nanoclay, graphene, and carbon nanotubes) [
7,
16,
17,
18], rubber [
19,
20], and thermoplastic [
21,
22].
Granite dust is a waste material that can potentially be used as a reinforcement due to its excellent properties, such as high modulus of elasticity and strength [
23,
24,
25,
26]. Granite dust is also classified as an industrial waste that can threaten the environment. A large amount of granite waste can form colloidal waste in water when granite stones undergo processing by the granite processing industry [
27]. The use of granite dust is relevant in the present time, especially for the development of innovative technology, which would overcome problems associated with its disposal, including environmental problems. Granite dust is primarily composed of alumina, silica, and potassium, with small amounts of magnesium and calcium. Owing to its chemical composition (i.e., alumina, silica, and magnesium, which are excellent fillers), granite dust has the potential of being used in polymer composites. Awad et al. [
26] investigated the effect of different granite dust weight percentages on the flexural properties of HDPE composites. It was indicated that 50 wt% of granite dust in HDPE can increase flexural strength, while a weight percentage of higher than 50 wt% can lead to particle agglomeration, which would reduce the performance of the composites. Subhash et al. [
28] claimed that 40 wt% of granite dust in epoxy composites can be unsuitable for fabrication due to improper wetting between granite particles and epoxy resin at higher concentration. The results indicated that the Vickers hardness was increased with up to 20 wt% of granite dust, while impact strength was increased with up to 30 wt% of granite dust. The percentage of moisture content was also increased with increasing granite dust content due to the porosity of the composites.
A review of the previous literature showed that no specific work has been conducted to investigate the modifying effect of granite dust in the polyurethane matrix on the mechanical properties of basalt/glass composites. Most granite dust research was developed in various construction applications and building materials using bottom fine granite aggregate to replace natural sand and cement in concrete, filler material for roads, and manufacturing bricks and tiles for construction, infrastructure, and building [
23,
24,
25,
26,
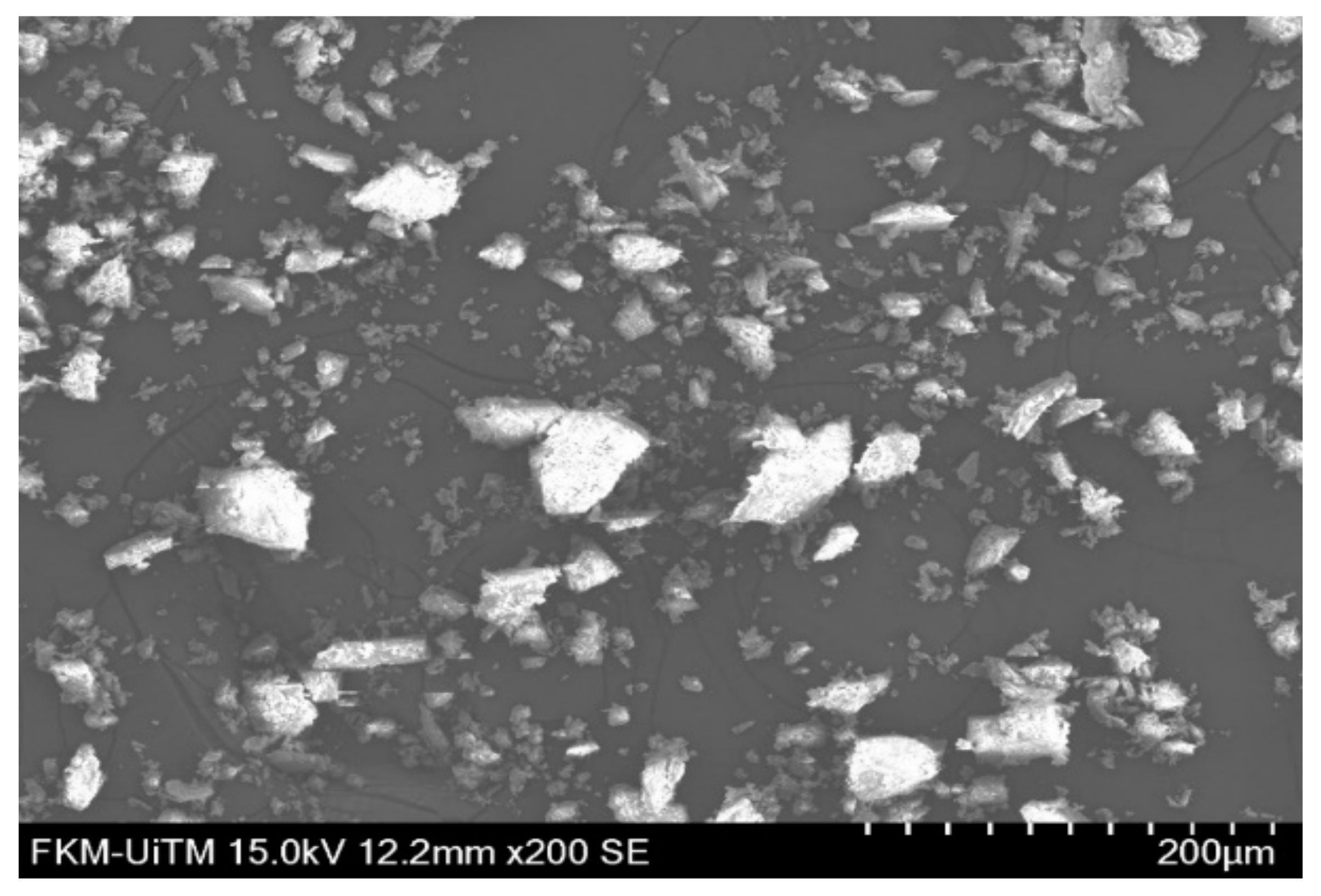
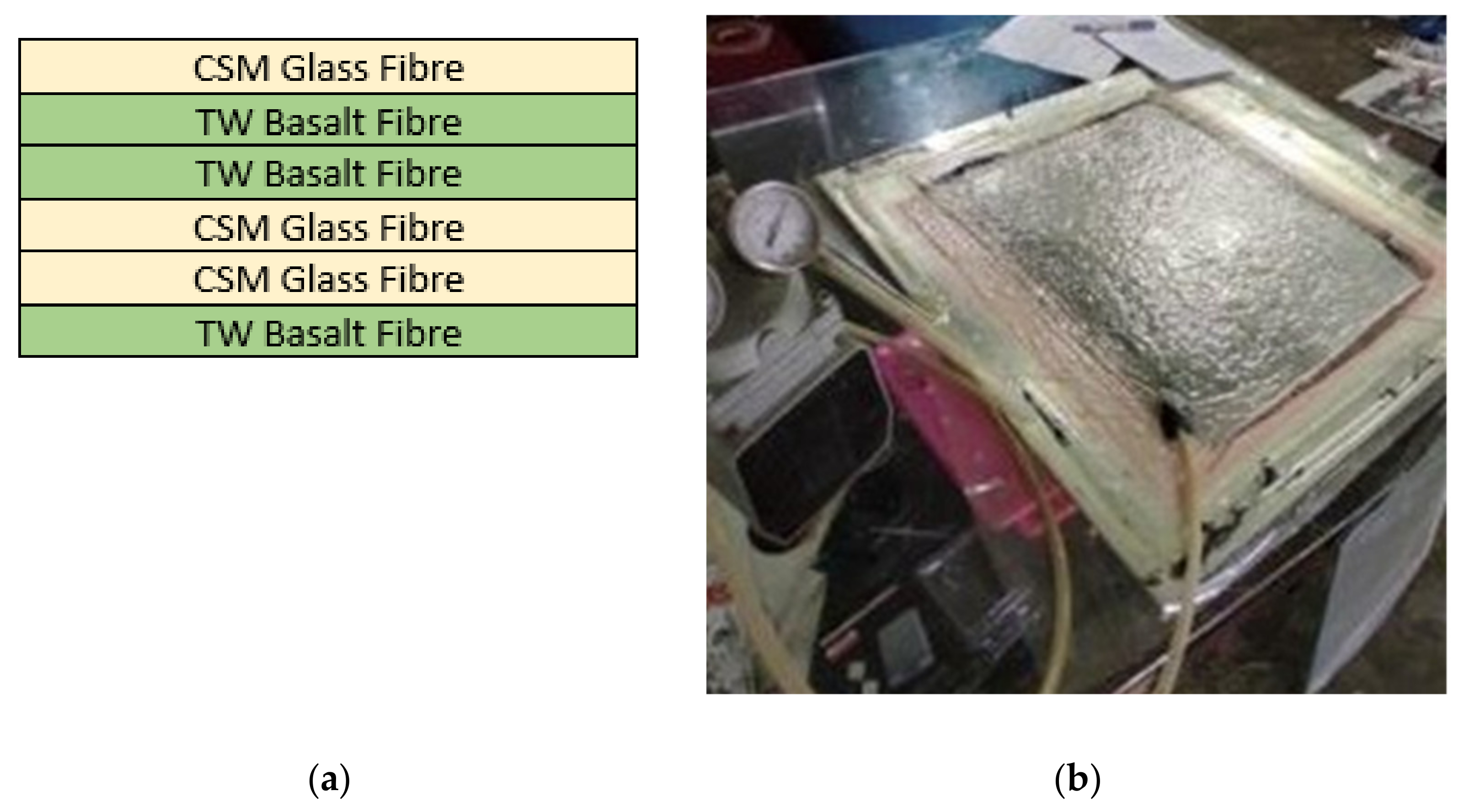
27]. Most of this research used bottom granite dust that is collected after the grinding or cutting process of granite stone; meanwhile, in this research, the granite dust used is a fine fly dry granite dust that is collected from the filter after drying, blowing, and heating at an elevated temperature of 200 °C during the preparation of concrete mixture at the quarry plant. Therefore, in this research, the fine fly granite dust will be used as a filler in enhancing the mechanical behaviour of basalt/glass composites to achieve the comprehensive application of granite dust. The granite dust-filled basalt/glass composites were designed in a unique arrangement for damaged or cracked surfaces and pipeline repair as a patch to replace carbon fibre reinforced composite patch. The effects of the various mechanical properties, i.e., (UHT, OHT, LVI, QSI, flexural, ILSS properties) were studied by different loading of granite dust, while the form and types of the fibre were specified for woven-type basalt fibre and chopped strand mat glass fibre. The addition of granite dust came at no cost because it is a waste material from the granite processing industry and can be considered as utilisation of waste material to solve disposal problems. This research also aims to further develop the potential of using granite dust in natural material-based composites.
4. Conclusions
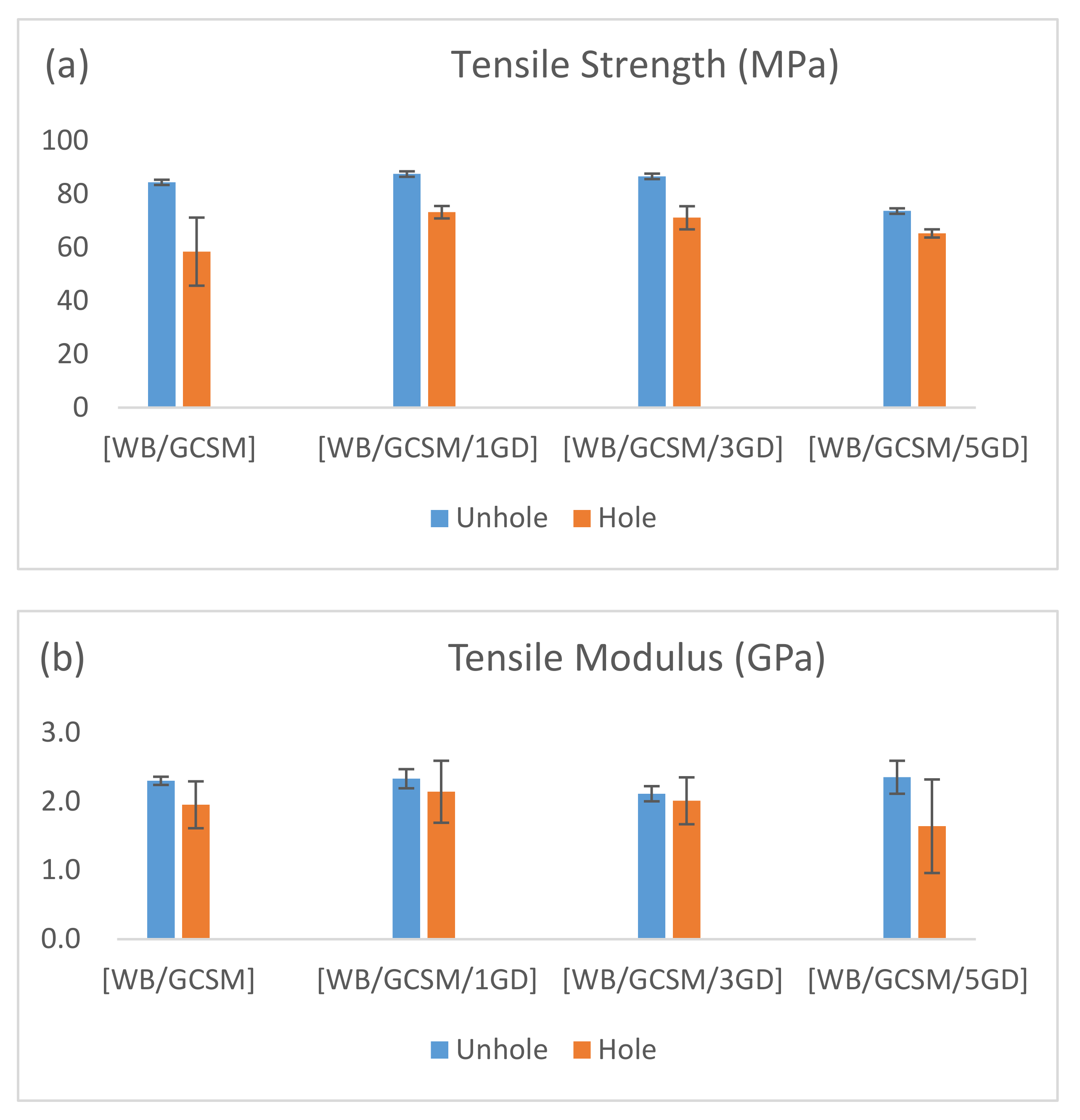
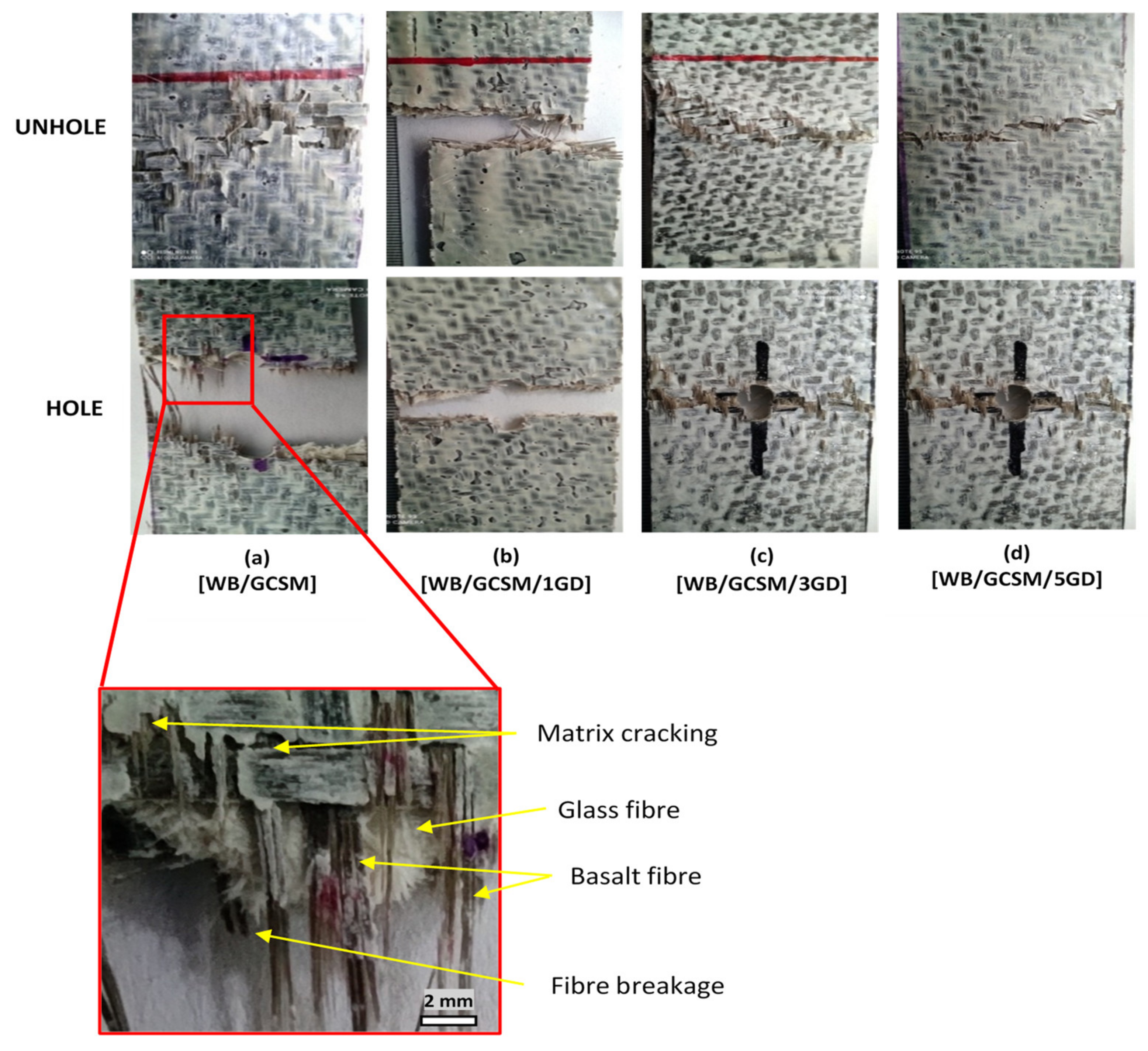
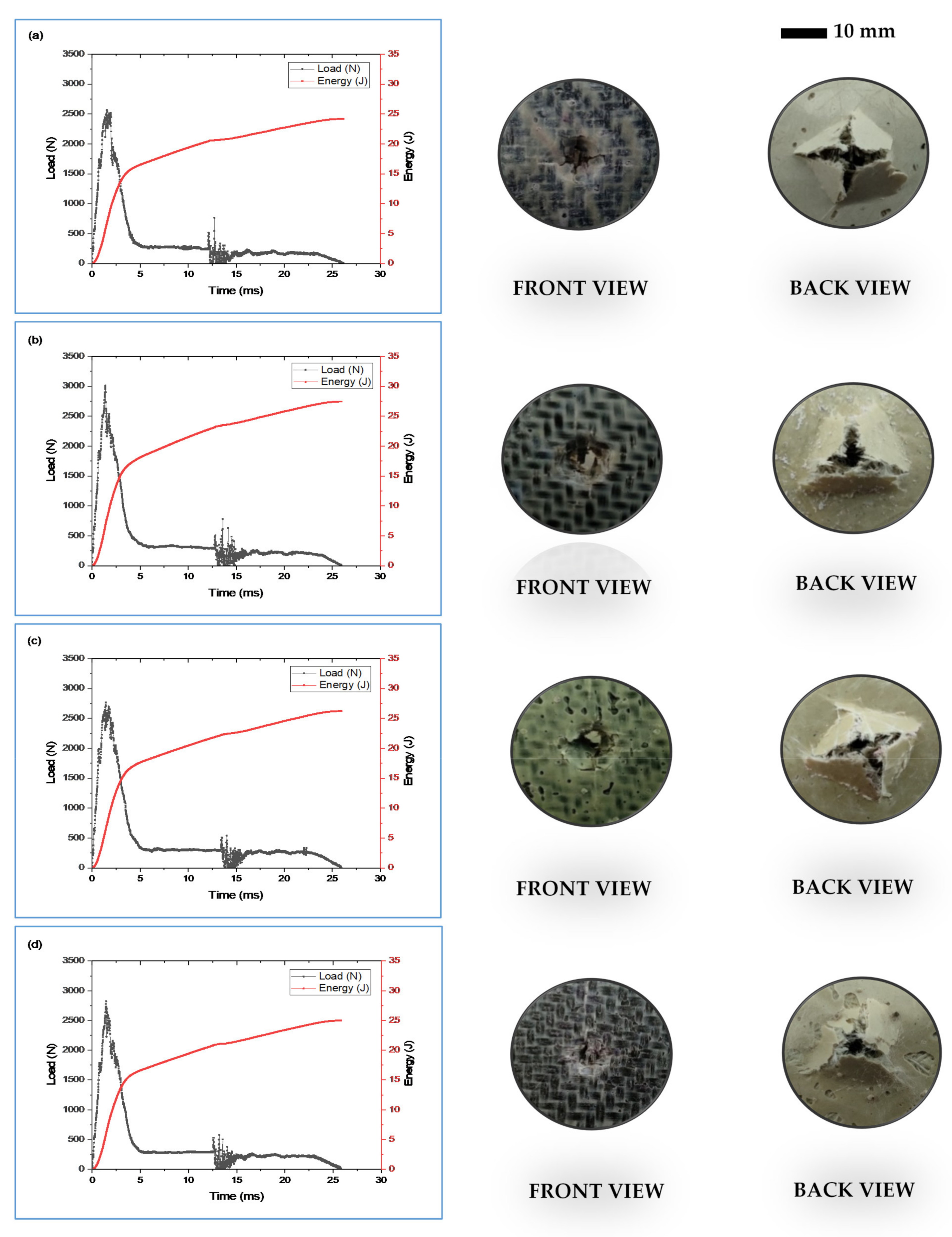
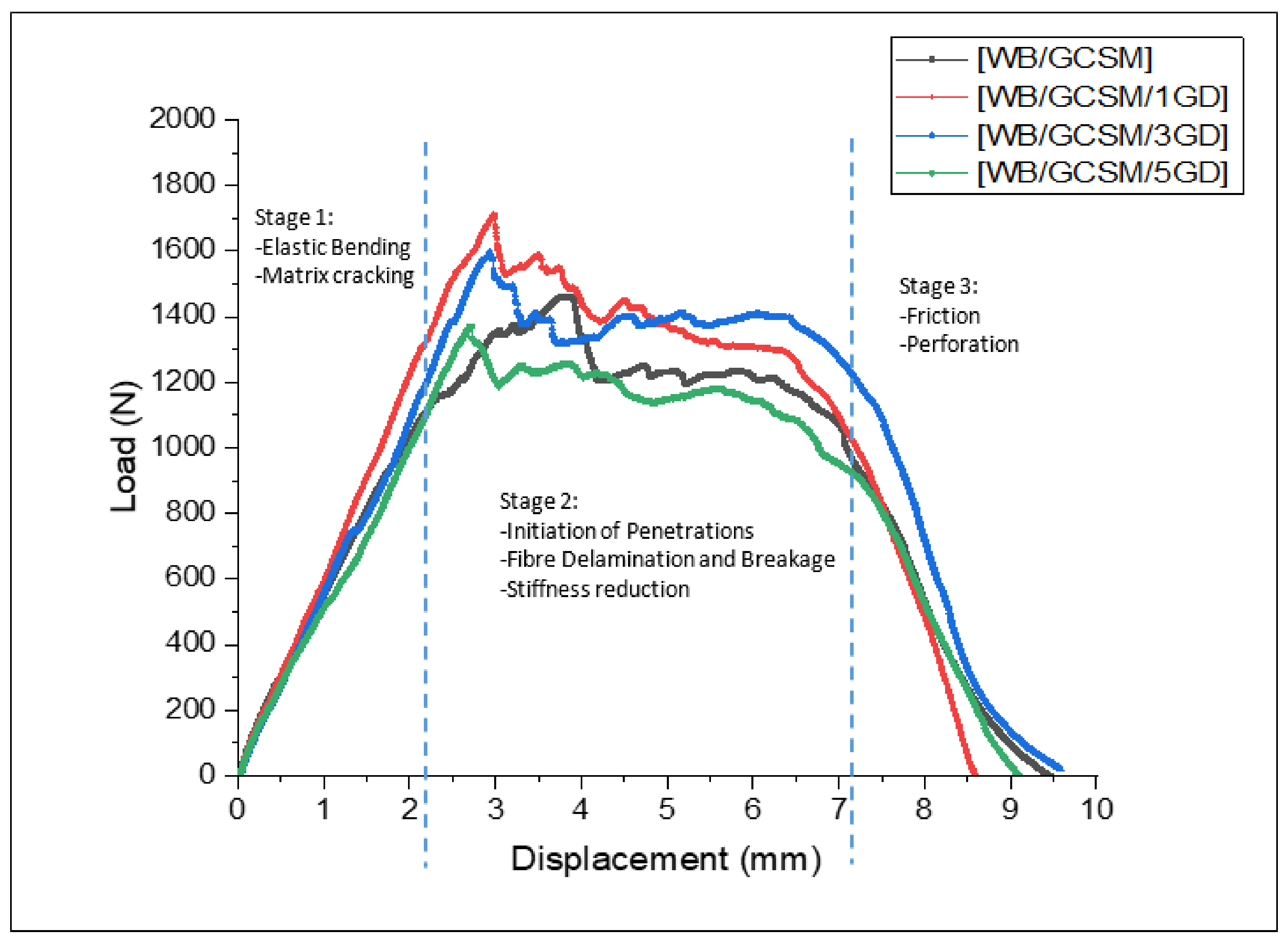
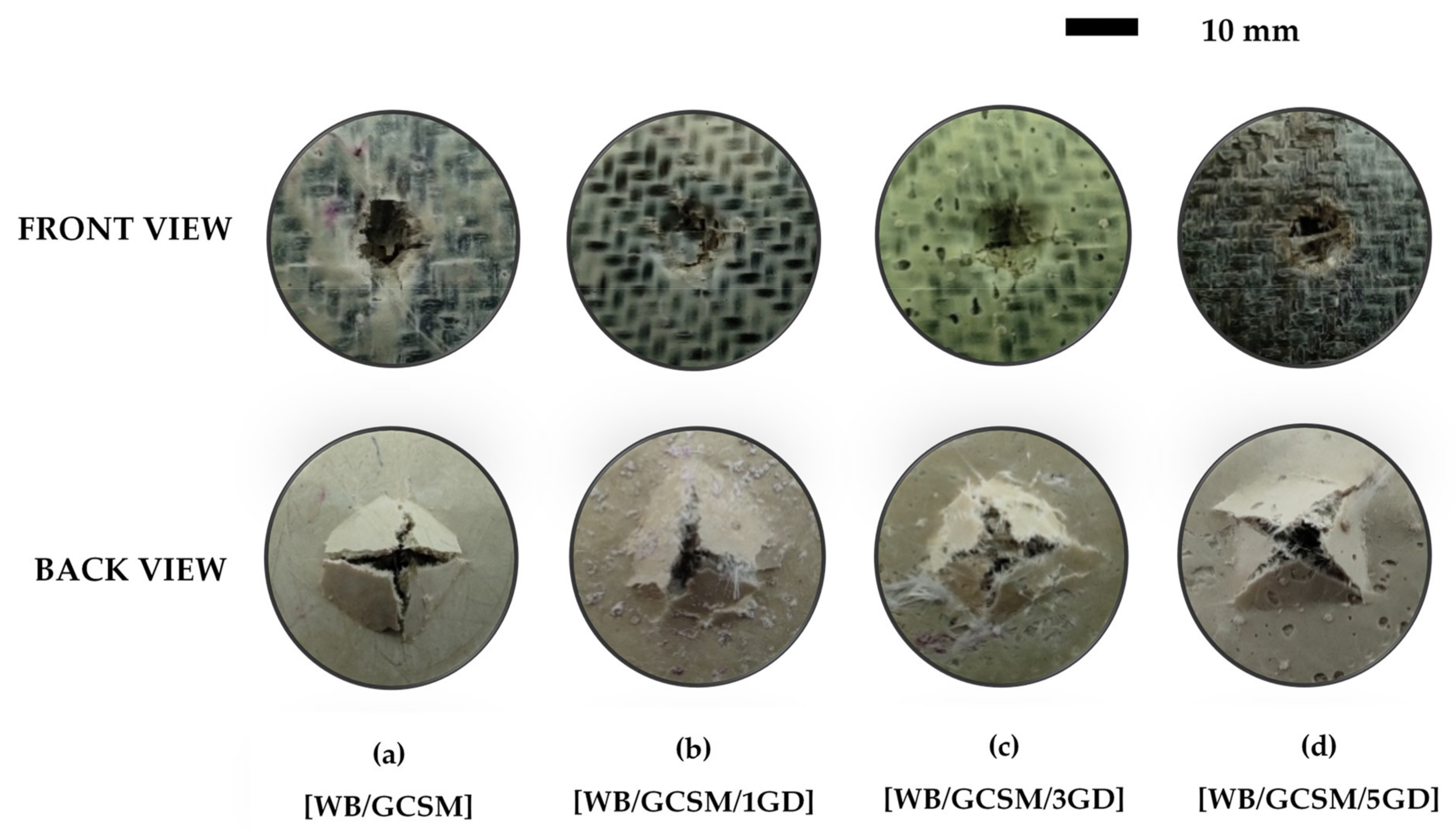
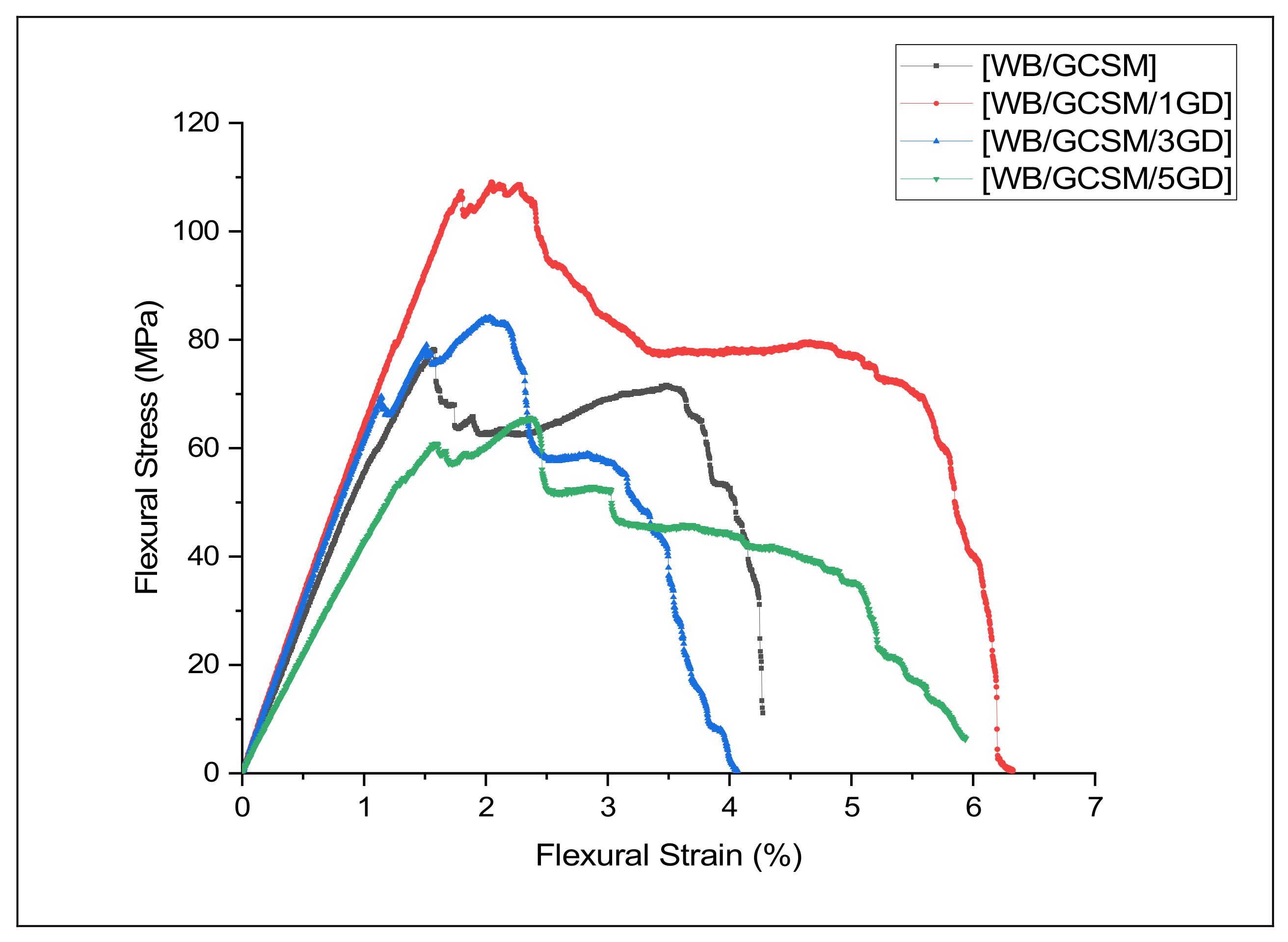
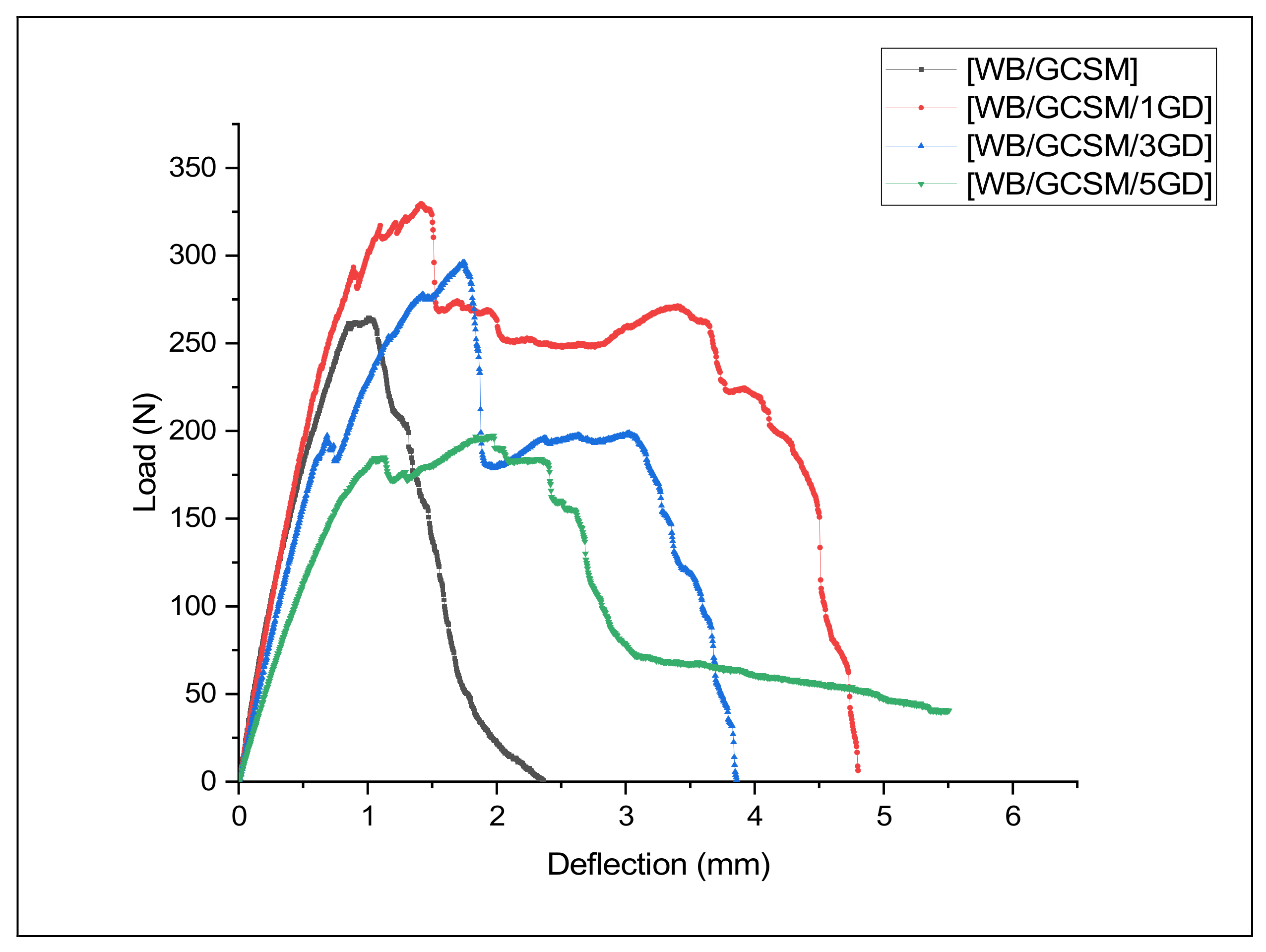
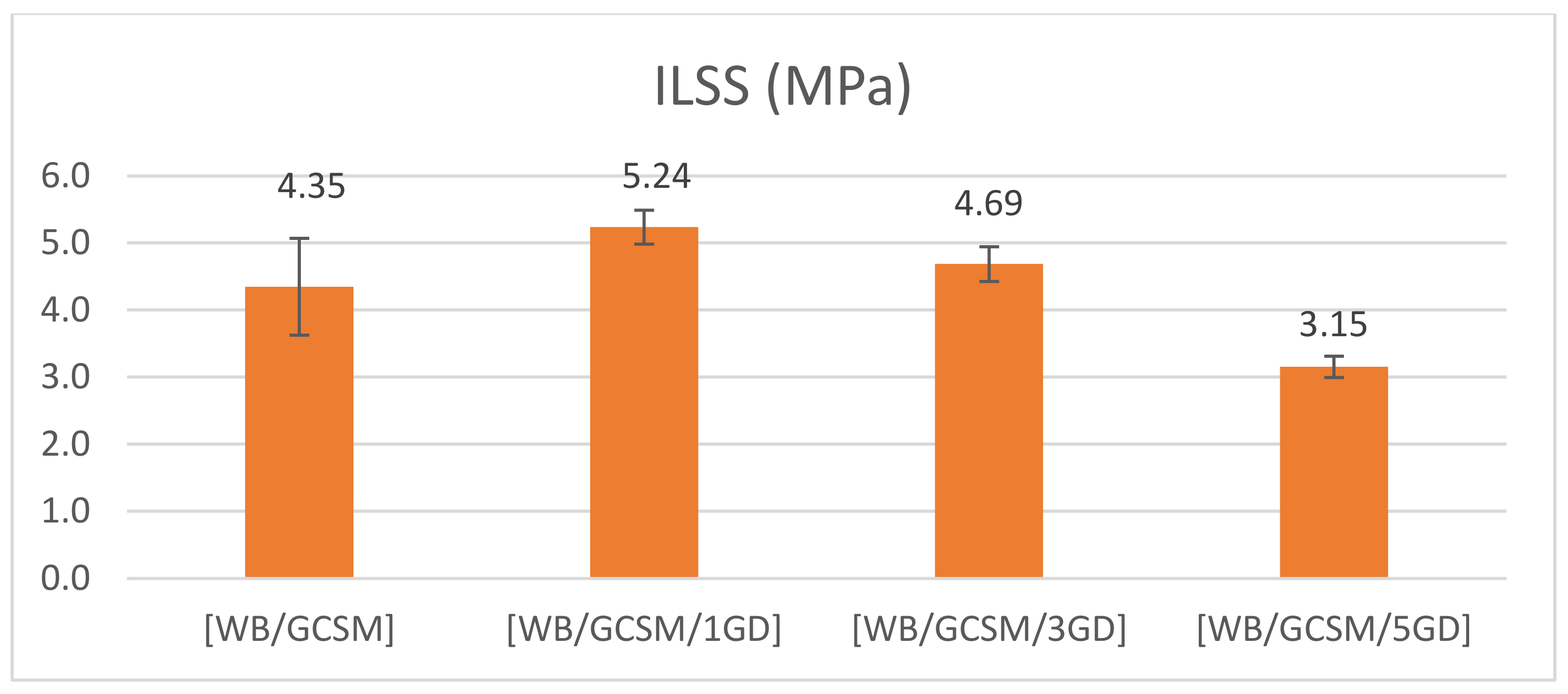
This study has strived to develop and enhance the mechanical performance of WB/GCSM composites via modification with a waste material, i.e., granite dust. In this study, four systems of WB/GCSM composites, namely, [WB/GCSM], [WB/GCSM/1GD], [WB/GCSM/3GD], and [WB/GCSM/5GD] were successfully fabricated and characterised. All WB/GCSM composite systems showed similar behaviours, with and without the addition of granite dust, based on the load–displacement curves and the damage fractures after being tested. Based on the flexural, QSI, and ILSS results, the load–displacement of the WB/GCSM composites started with the elastic behaviour (linear curve). Then, the matrix started to crack with the increase of load, followed by fibre delamination and ruptures (fluctuation curve) until the composite completely failed. In conclusion, the [WB/GCSM/1GD] composite has the highest mechanical performance compared to the other WB/GCSM composites. The addition of 1.0 wt% of granite dust [WB/GCSM/1GD] has increased the UHT strength by 3.72%, UHT modulus by 1.30%, LVI energy absorbed by 14.53%, QSI energy absorbed by 5.36%, flexural strength by 39.42%, flexural modulus by 12.33%, and ILSS by 20.46% compared to the specimen without the granite dust [WB/GCSM] composite. The addition of 3 wt% of granite dust [WB/GCSM/3GD] composite has also enhanced the mechanical performance, but not as well as the [WB/GCSM/1GD] composite. The higher addition of granite dust of up to 5 wt% has reduced the mechanical performance of the [WB/GCSM/5GD] composites. The addition of granite dust within WB/GCSM composites has also reduced the stress reduction index, increased the damage tolerance index and ductility index, which confirmed the granite dust’s significant contribution. The utilisation of granite dust may have the potential to embark into other fields as a reinforcing material.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}