
Impact and Tensile Properties of Polyester Nanocomposites Reinforced with Conifer Fiber Cellulose Nanocrystal: A Previous Study Extension
 , , , ,
, , , ,  and
and
Abstract
:
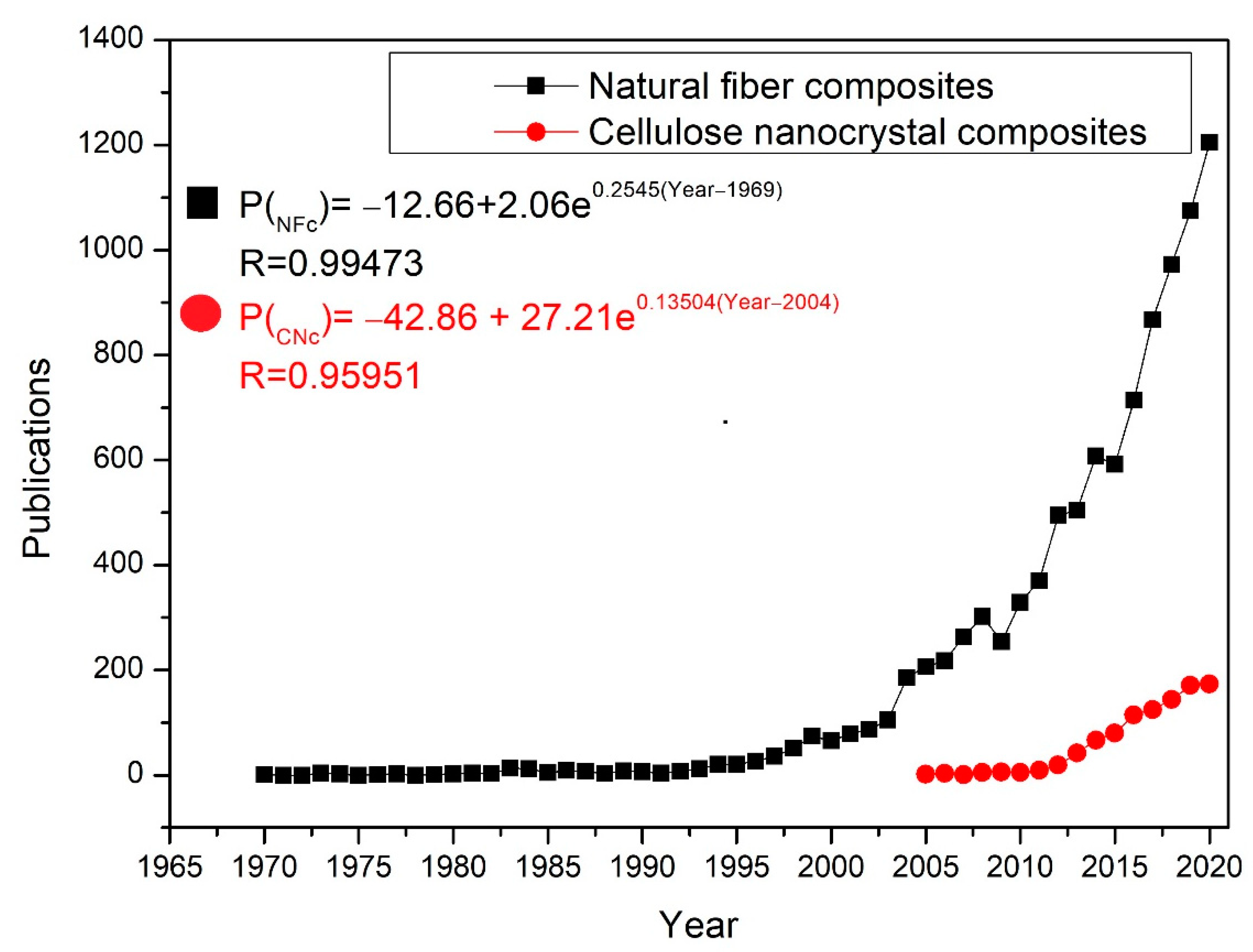
1. Introduction
2. Materials and Methods
2.1. Materials
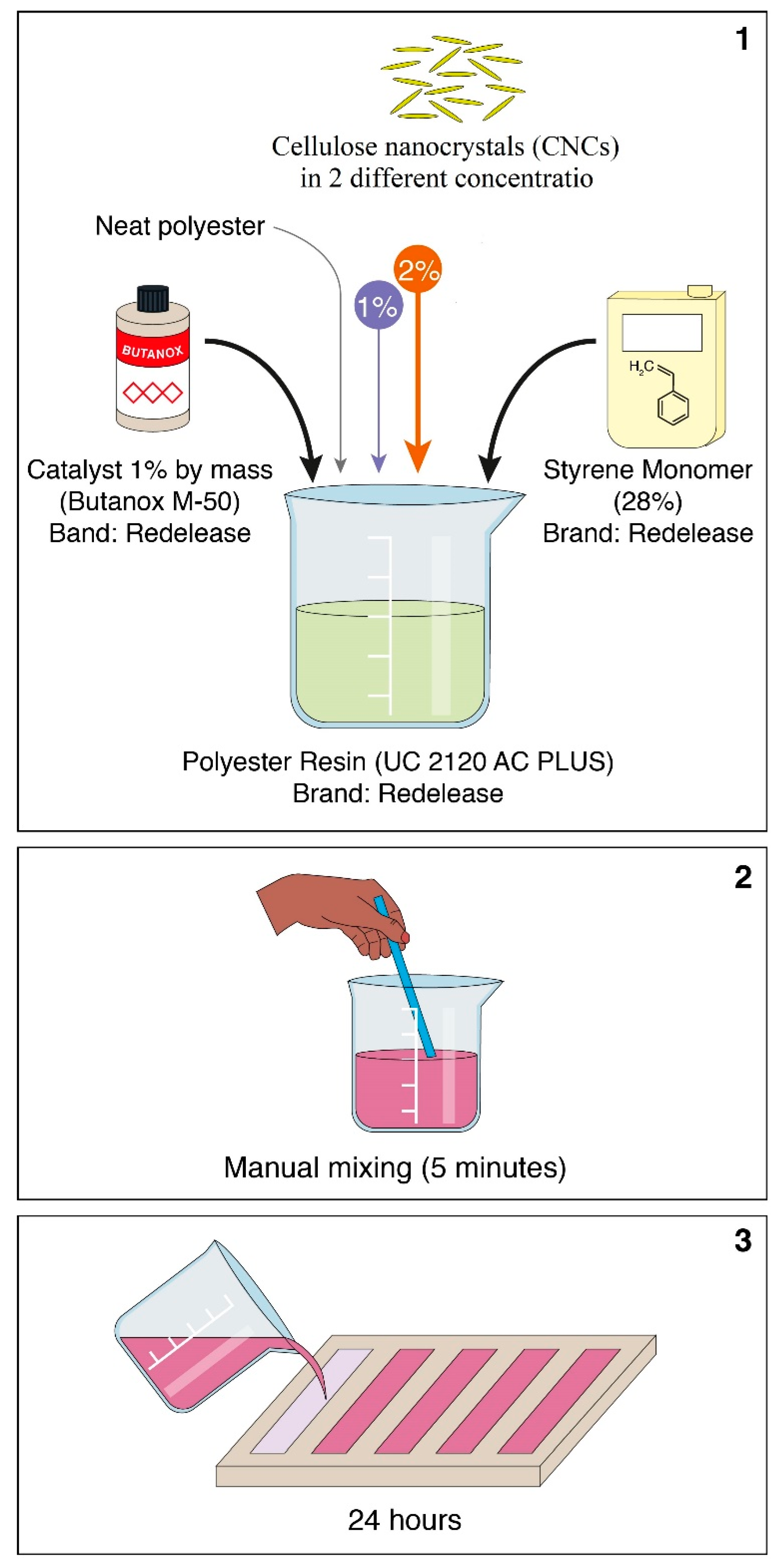
2.2. Processing of Nanocomposites
2.3. Fourier Transform Infrared Analysis (FTIR)
2.4. Izod Impact Test
2.5. Tensile Test
2.6. Statistical Analysis
3. Results and Discussion
3.1. Fourier Transform Infrared Analysis Spectroscopy (FTIR)
3.2. Izod Impact Strength
3.3. Tensile Test
4. Summary and Conclusions
- An increase of 50% in the impact strength was obtained for the 1 wt% CNC nanocomposite, which proved to be an effective reinforcement with respect to neat polyester. For the 2 wt% CNC composite, the 16% increase in the average value had standard deviations coinciding with that of polyester and were not found be different via the ANOVA and Tukey test.
- The tensile strength and Young’s modulus of the 1 wt% CNC nanocomposite were not different than those of neat polyester, as supported by the ANOVA and Tukey test. On the other hand, the Young’s Modulus of the 2 wt% nanocomposite decreased by 15% if compared to the neat polyester.
- A preliminary cost analysis found that since polyester is the most expensive precursor, the 1 wt% CNC nanocomposite and glass fiber composites are equally cost-effective.
- Other factors such as impact strength and CNC renewability would favor the present nanocomposite for specific applications in high-performance sport equipment.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luz, F.S.; Garcia Filho, F.C.; Del-Rio, M.T.C.; Nascimento, L.F.C.; Pinehro, W.A.; Monteiro, S.N. Graphene-Incorporated Natural Fiber Polymer Composites: A First Overview. Polymers 2020, 12, 1601. [Google Scholar] [CrossRef]
- Scopus Database. Available online: www.scopus.com/search/form.uri#basic (accessed on 22 April 2021).
- Aisyah, H.A.; Peridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A comprehnsive review on advanced sustainable woven natural fiber polymer composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Cai, S.; Li, Y.; Wang, Z.; Long, Y.; Yu, T.; Shen, Y. High performances of plant fiber reiforced composites a new insight from hierarchical microstructures. Compos. Sci. Techinol. 2020, 194, 10815. [Google Scholar]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Nagarajan, K.J.; Ramanujam, N.R.; Sanjay, M.R.; Siengchin, S.; Surya Rajan, B.; Sathick Basha, K.; Madhu, P.; Raghav, G.R. A comprehensive review on cellulose nanocrystals and cellulose nanofibers: Pretreatment, preparation, and characterization. Polym. Compos. 2021, 42, 1588–1630. [Google Scholar] [CrossRef]
- Vanderfleet, O.M.; Cranston, E.D. Production routes to tailor the performance of cellulose nanocrystals. Nat. Rev. Mater. 2021, 6, 124–144. [Google Scholar] [CrossRef]
- Zheng, T.; Pilla, S. Melt procesing of cellulose nanocrystal-foller composites; Toward reiforcement and foum nucleation. Ind. Eng. Clem. Res. 2020, 59, 8511–8531. [Google Scholar] [CrossRef]
- Huang, S.; Liu, X.; Chang, C.; Wang, Y. Recent developments and prospective food-related applications of cellulose nanocrystals: A review. Cellulose 2020, 27, 2991–3111. [Google Scholar] [CrossRef]
- Gong, X.; Kalantari, M.; Aslanzadeh, S.; Boluk, Y. Interfacial interaction and eletrospinning of cellulose nanocrystal dispersions in polyer solution: A review. J. Dispers. Sci. Technol. 2020, 1–33. [Google Scholar] [CrossRef]
- Isogai, A. Cellulose nanofiber: Recent progress and future prospects. J. Fiber Sci. Thechnol. 2020, 70, 310–326. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.N.; Iskak, M.R.; Zaimudin, E.S. Nanocrystalline cellulose as reiforment for polymeric matrix nanocomposites and its potential applications: A review. Curr. Anal. Chem. 2018, 14, 203–225. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Sheltami, R.M.; Ahmad, I.; Abdullah, I.; Dufresne, A. Cellulose nanocrustal: A promising toughening agent for unsaturated polyester nanocomposite. Polymer 2015, 56, 346–357. [Google Scholar] [CrossRef]
- Ng, H.M.; Sin, L.T.; Tee, T.T.; Bee, S.T.; Hui, D.; Low, C.Y.; Rahmat, A.R. Extraction of cellulose nanocrystals from plant sources for application as reinforcing agent in polymers. Compos. Part B Eng. 2015, 75, 176–200. [Google Scholar] [CrossRef]
- Eichhorn, S. Cellulose nanowhiskers: Promising materials for advanced applications. Soft Matter 2011, 7, 303–315. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Development and characterization of sugar palm nanocrystalline cellulose reinforced sugar palm starch bionanocomposites. Carbohydr. Polym. 2018, 202, 186–202. [Google Scholar] [CrossRef]
- Korotkov, A.N.; Voskoboinikov, I.V.; Konstantinova, S.A.; Gal’braikh, L.S.; Mikhailov, A.I. Some observations on obtaining cellulose nanocrystals. Fibre Chem. 2012, 43, 339–343. [Google Scholar] [CrossRef]
- Johar, N.; Ahmad, I.; Dufresne, A. Extraction preparation and characterization of cellulose fibers and nanocrystals from rice hunks. Ind. Chop. Prod. 2012, 37, 93–99. [Google Scholar] [CrossRef]
- Deepa, B.; Abraham, E.; Cherian, B.M.; Bismark, A.; Blaker, J.J.; Pothan, I.A.; Leao, A.L.; Souza, S.F.; Kottaisamy, M. Structure, morphology and thermal characterization of banana fiber obtained by steam explosion. Bioresou. Technol. 2010, 102, 1988–1997. [Google Scholar] [CrossRef]
- Morán, J.I.; Alvarez, V.A.; Cyras, V.P.; Vazquez, A. Extraction of cellulose and preparation of nanocellulose from sisal fibers. Cellulose 2008, 159, 149–159. [Google Scholar] [CrossRef]
- Azazi Samir, M.A.S.; Alloin, F.; Sanchez, J.-Y.; Dufresne, A. Cellulose nanocrystal reiforced polycoxythelene. Polymer 2004, 45, 4149–4157. [Google Scholar] [CrossRef]
- Bindal, A.; Singh, S.; Batra, N.K.; Khanna, R. Development of glass/jute fiber reinforced polyester composite. Indian J. Mater. Sci. 2013, 6, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Leonard, L.W.H.; Wong, K.J.; Low, K.O.; Yousif, B.F. Fracture behavior of glass fiber-reinforced polyester composite. Proceeding of the institution of Mechanical Engineers Part L. J. Mater. Des. Appl. 2009, 223, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Borgaonkara, A.V.; Mandaleb, M.B.; Potdarc, S.B. Effect of Changes in Fiber Orientations on Modal Density of Fiberglass Composite Plates. Mater. Today Proc. 2018, 5, 5783–5791. [Google Scholar] [CrossRef]
- Roman, M.; Winter, W.T. Cellulose nanocrystal for thermoplastic reinforcement: Effect of filler surface chemistry on composite properties. In Cellulose Nanocomposites; Oksman, K., Sain, M., Eds.; American Chemical Socity: Washington, DC, USA, 2006; Volume 938, pp. 99–113. [Google Scholar]
- Maradini, G.d.S.; Oliveira, M.P.; Guanaes, G.M.d.S.; Passamani, G.Z.; Carreira, L.G.; Boschetti, W.T.N.; Monteiro, S.N.; Pereira, A.C.; de Oliveira, B.F. Characterization of Polyester Nanocomposites Reinforced with Conifer Fiber Cellulose Nanocrystals. Polymers 2020, 12, 2838. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. ASTM D256-10; Standart Test Methodo for Determining the Izod Pendulum Impact Resistence of Plastic; ASTM: West Conshohocken, PA, USA, 1995. [Google Scholar]
- American Society for Testing and Materials. ASTM D3039-95; Standart Test Methodo for Tensile Properties of Polymers Matrix Composite Materials; ASTM: West Conshohocken, PA, USA, 1995. [Google Scholar]
- Larkin, P. Infrared and Raman Spectroscopy: Principles and Spectral Interpretation; Elsevier: San Diego, CA, USA, 2011. [Google Scholar]
- Movva, M.; Kommineni, R. Extraction of cellulose from pistachio shell and physical and mechanical characterisation of cellulose-based nanocomposites. Mater. Res. Express 2017, 4, aa6863. [Google Scholar] [CrossRef]
- Souza, D.R.S.; Mesquita, J.P.; Lago, R.M.; Caminhas, L.D.; Pereira, F.V. Cellulose nanocrystals: A versatile precursor for the preparation of different carbon structures and luminescent carbon dots. Ind. Crops Prod. 2016, 93, 121–128. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Margem, F.M.; Simonassi, N.T.; Loiola, R.L.; Oliveira, M.P. Characterization of curaua fibers by infrared spectroscopy. Mater. Sci. Forum 2014, 775–776, 325–329. [Google Scholar] [CrossRef]
- Li, M.; Zhao, X.; Li, Y.; Wang, W.; Zhong, W.; Luo, M.; Lu, Y.; Liu, K.; Liu, Q.; Wang, Y.; et al. Synergistic improvement for mechanical, thermal and optical properties of PVA-co-PE nanofiber/epoxy composites with cellulose nanocrystals. Compos. Sci. Technol. 2020, 188, 107990. [Google Scholar] [CrossRef]
- Parize, D.D.S.; Oliveira, J.E.; Williams, T.; Wood, D.; Avena-Bustillos, R.J.; Klamczynski, A.P.; Glenn, G.M.; Marconcini, J.M.; Mattoso, L.H.C. Solution blow spun nanocomposites of poly(lactic acid)/cellulose nanocrystals from Eucalyptus kraft pulp. Carbohydr. Polym. 2017, 174, 923–932. [Google Scholar] [CrossRef] [Green Version]
- Souza, A.G.; Kano, F.S.; Bonvent, J.J.; Rosa, D.S. Cellulose nanostructures obtained from waste paper industry: A comparison of acid and mechanical isolation methods. Mater. Res. 2017, 20, 209–214. [Google Scholar] [CrossRef]
- Chen, Y.W.; Lee, H.V.; Juan, J.C.; Phang, S.M. Production of new cellulose nanomaterial from red algae marine biomass Gelidium elegans. Carbohydr. Polym. 2016, 151, 1210–1219. [Google Scholar] [CrossRef]
- Abdullah, N.M.; Ahmad, I. Potential of using polyester reinforced coconut fiber composites derived from recycling polyethylene terephthalate (PET) waste. Fibers Polym. 2013, 14, 584–590. [Google Scholar] [CrossRef]
- Bora, C.; Bharali, P.; Baglari, S.; Dolui, S.K.; Konwar, B.K. Strong and conductive reduced graphene oxide/polyester resin composite films with improved mechanical strength, thermal stability and its antibacterial activity. Compos. Sci. Technol. 2013, 87, 1–7. [Google Scholar] [CrossRef]
- García del Pino, G.; Kieling, A.C.; Bezazi, A.; Boumediri, H.; Rolim de Souza, J.F.; Valenzuela Díaz, F.; Valin Rivera, J.L.; Dehaini, J.; Panzera, T.H. Hybrid Polyester Composites Reinforced with Curauá Fibres and Nanoclays. Fibers Polym. 2020, 21, 399–406. [Google Scholar] [CrossRef]
- Baskaran, R.; Saruhadevi, M.; Vijayakumar, C.T. Unsaturated polyester nanocomposite filled with alunuba. J. Mater. Sci. 2011, 46, 4846–4871. [Google Scholar] [CrossRef]
- You, C.J.; Xu, J.G.; Zeng, Y.Z.; Li, Y.; Jia, D.M.; Nishi, T. Morphology and performance of unsaturated polyester nanocomposites modified with organoclay and thermoplastic polyuretane. Chin. J. Polym. Sci. 2010, 28, 913–922. [Google Scholar] [CrossRef]
- Peng, Y.; Gardner, D.J.; Han, Y. Characterization of mechanical and morphological properties of cellulose reinforced polyamide 6 composites. Cellulose 2015, 22, 3199–3215. [Google Scholar] [CrossRef]
- Fiberglass Site. Available online: http://fiberglasssite.com/polyester-resin/ (accessed on 22 April 2021).
- Fiberglass Site. Available online: http://fiberglasssite.com/chopped-strands/ (accessed on 22 April 2021).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor Materials | Price (US$/Kg) | Ref |
| Unsaturated Polyester | 11.10 | [44] |
| E Glass Fiber | 6.90 | [45] |
| Conifer Fiber CNC | 8.16 | [present work] |
| Investigated Materials | Calculation | Final Cost (US$/Kg) |
| 1 wt% Conifer fiber CNC/Polyester | 0.01 × 8.16 + 0.99 × 11.10 | 11.07 |
| 20 wt% Glass Fiber/Polyester | 0.2 × 6.90 + 0.80 × 11.10 | 10.26 |
| 30 wt% Glass Fiber/Polyester | 0.3 × 6.90 + 0.70 × 11.10 | 9.84 |
| 40 wt% Glass Fiber/Polyester | 0.4 × 6.90 + 0.60 × 11.10 | 9.42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maradini, G.d.S.; Oliveira, M.P.; Carreira, L.G.; Guimarães, D.; Profeti, D.; Dias Júnior, A.F.; Boschetti, W.T.N.; Oliveira, B.F.d.; Pereira, A.C.; Monteiro, S.N. Impact and Tensile Properties of Polyester Nanocomposites Reinforced with Conifer Fiber Cellulose Nanocrystal: A Previous Study Extension. Polymers 2021, 13, 1878. https://doi.org/10.3390/polym13111878
Maradini GdS, Oliveira MP, Carreira LG, Guimarães D, Profeti D, Dias Júnior AF, Boschetti WTN, Oliveira BFd, Pereira AC, Monteiro SN. Impact and Tensile Properties of Polyester Nanocomposites Reinforced with Conifer Fiber Cellulose Nanocrystal: A Previous Study Extension. Polymers. 2021; 13(11):1878. https://doi.org/10.3390/polym13111878
Chicago/Turabian StyleMaradini, Grazielle da Silva, Michel Picanço Oliveira, Lilian Gasparelli Carreira, Damaris Guimarães, Demetrius Profeti, Ananias Francisco Dias Júnior, Walter Torezani Neto Boschetti, Bárbara Ferreira de Oliveira, Artur Camposo Pereira, and Sergio Neves Monteiro. 2021. "Impact and Tensile Properties of Polyester Nanocomposites Reinforced with Conifer Fiber Cellulose Nanocrystal: A Previous Study Extension" Polymers 13, no. 11: 1878. https://doi.org/10.3390/polym13111878