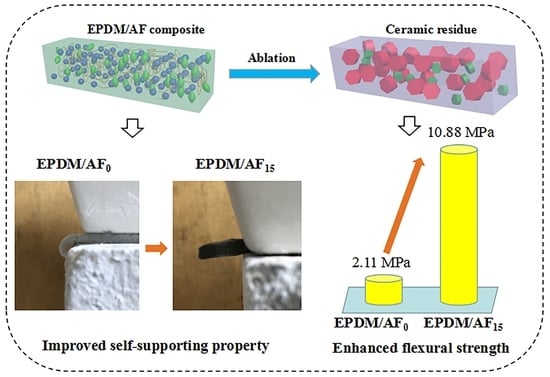
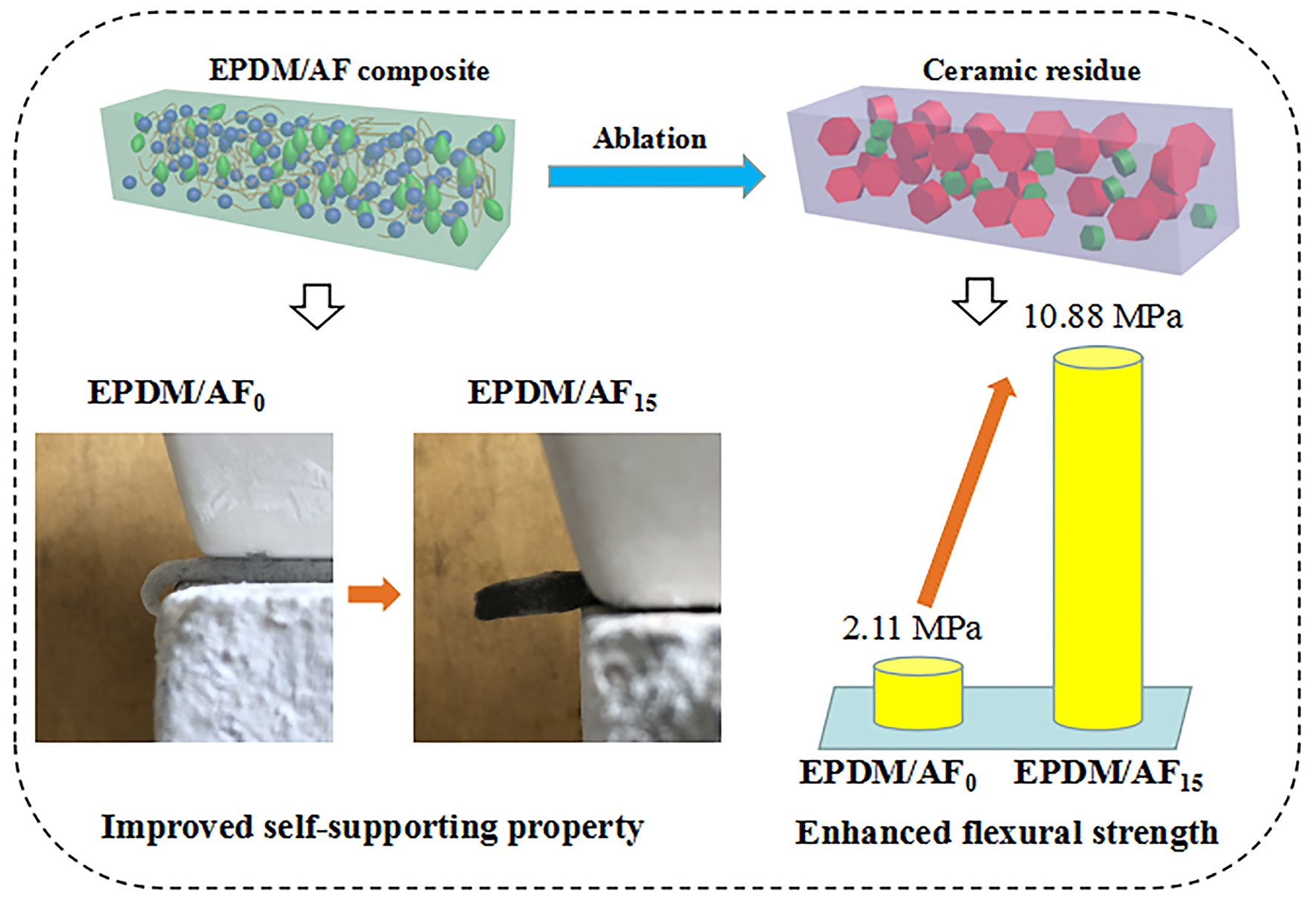
Improved Self-Supporting and Ceramifiable Properties of Ceramifiable EPDM Composites by Adding Aramid Fiber

Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Characterization
3. Results and Discussion
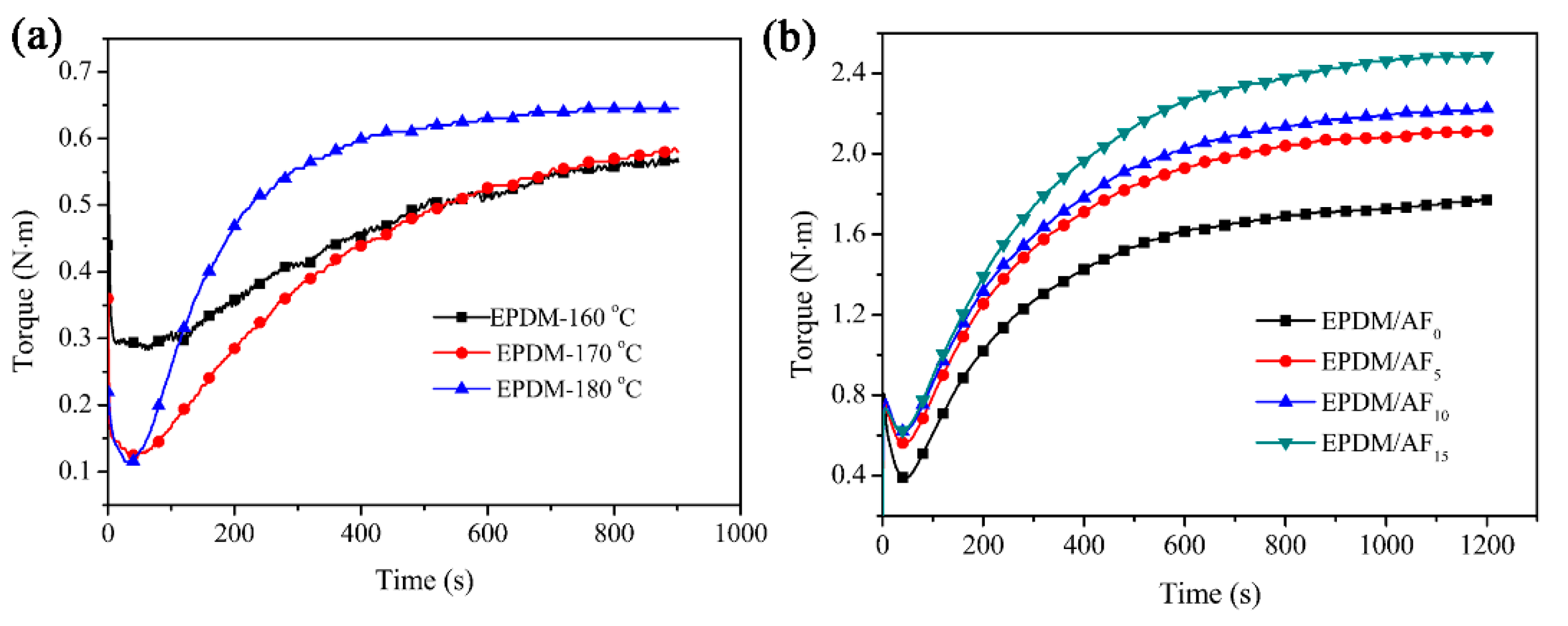
3.1. Curing Properties of Ceramifiable EPDM Composites
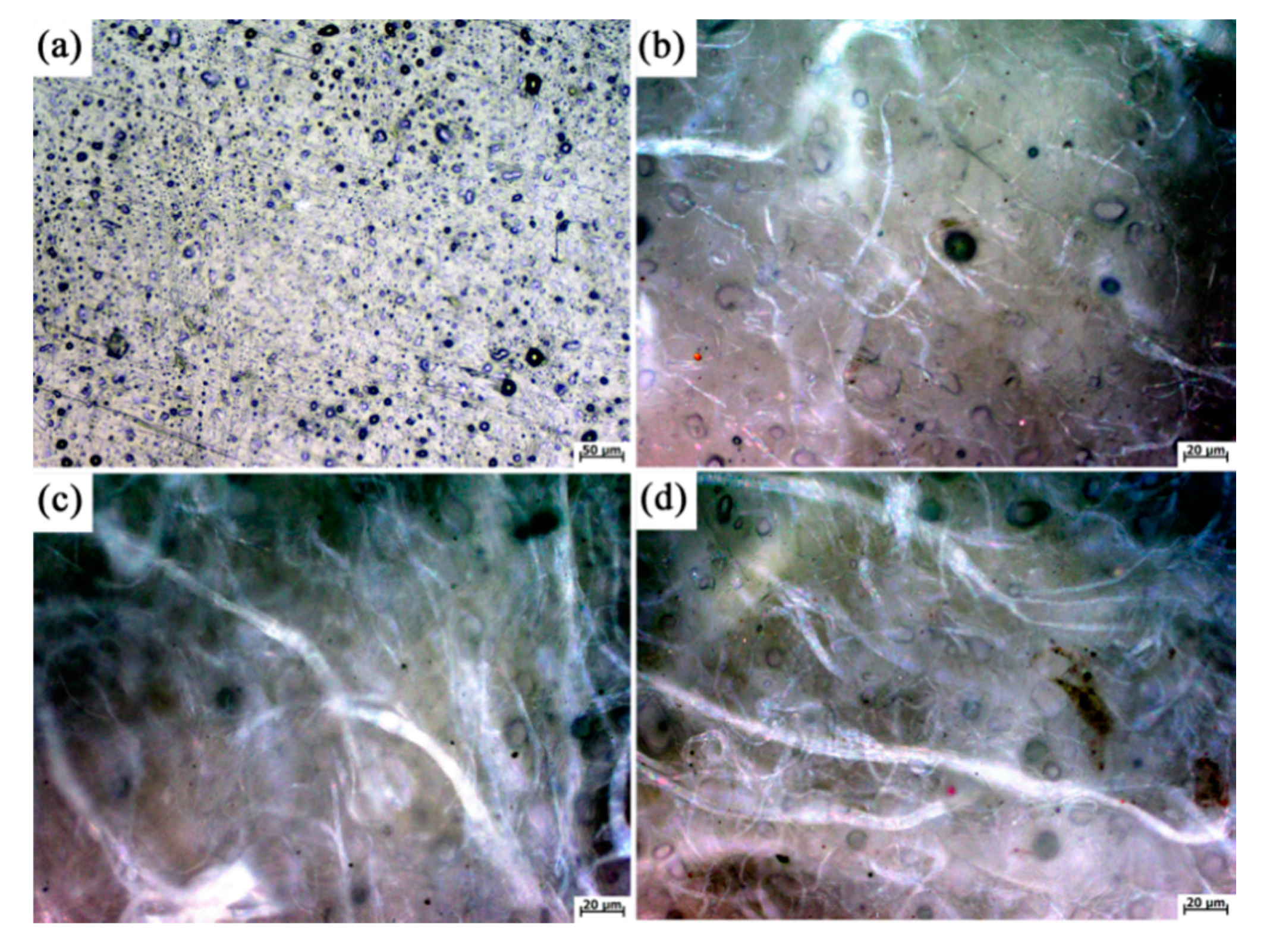
3.2. Surface Morphology of Ceramifiable EPDM Composites
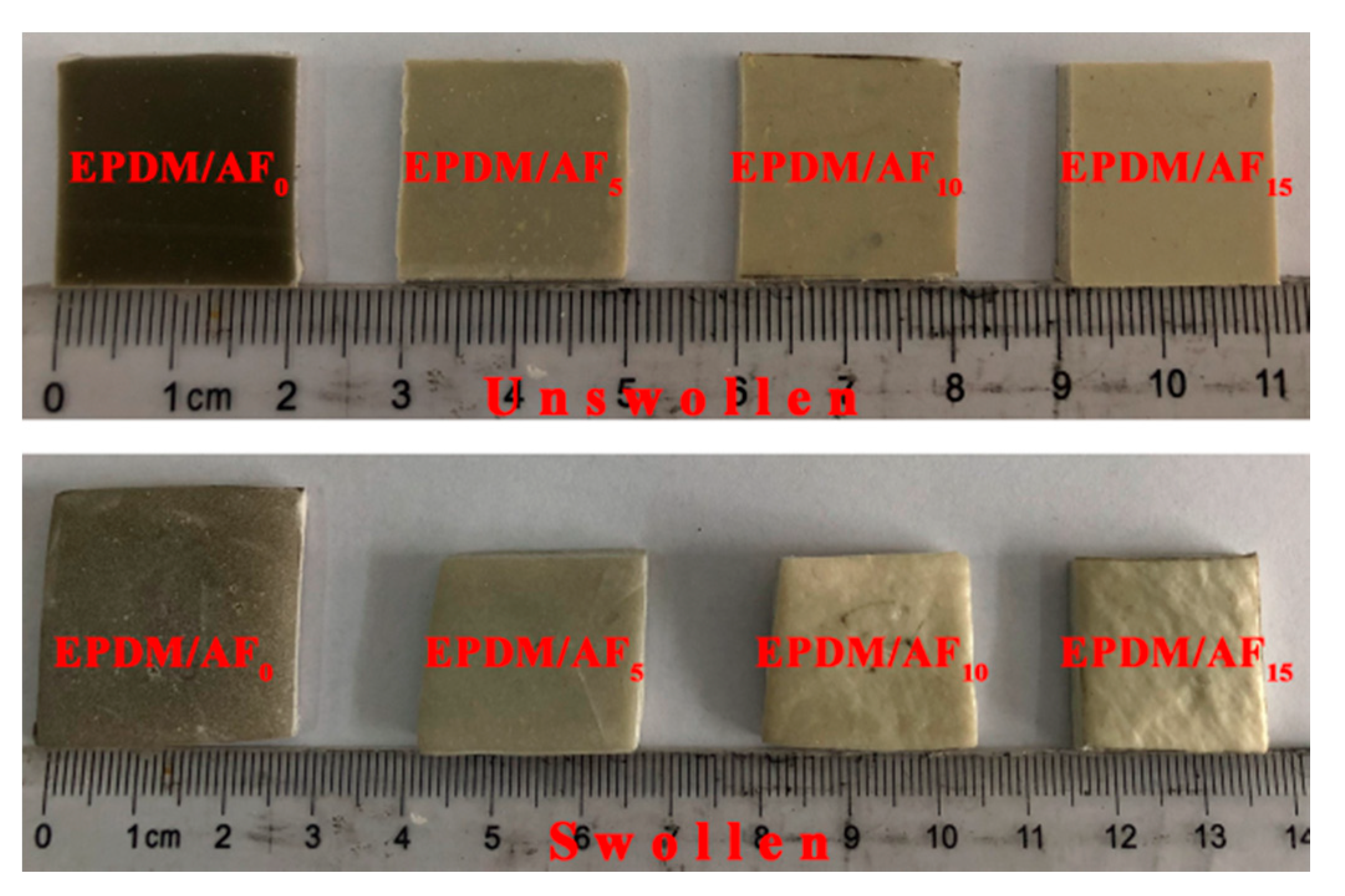
3.3. Swelling Property of Ceramifiable EPDM Composites
3.4. Mechanical Properties of Ceramifiable EPDM Composites
3.5. Anti-Dripping and Self-Supporting Properties of Ceramifiable EPDM Composites
3.6. Linear Ablation Property of Ceramifiable EPDM Composites
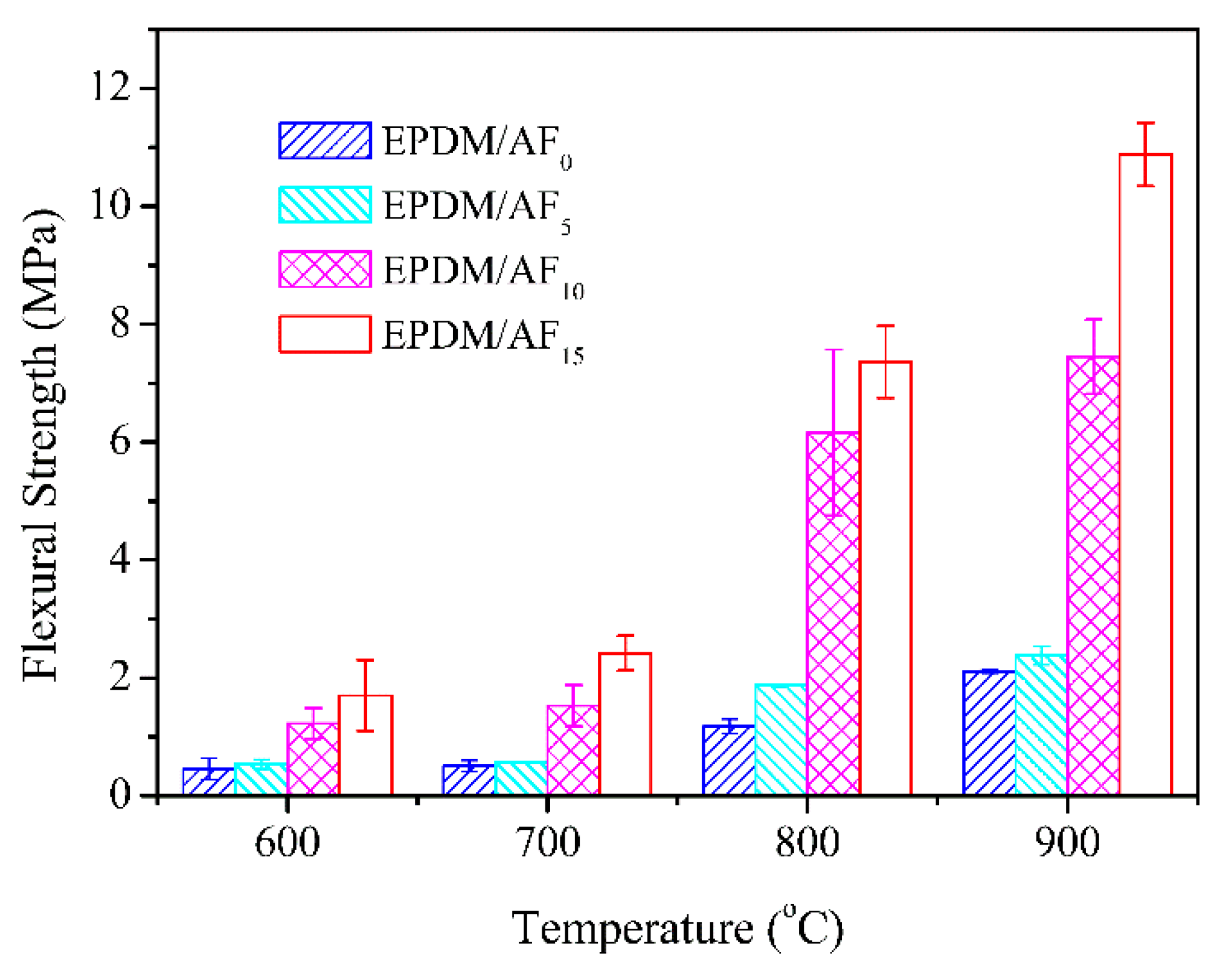
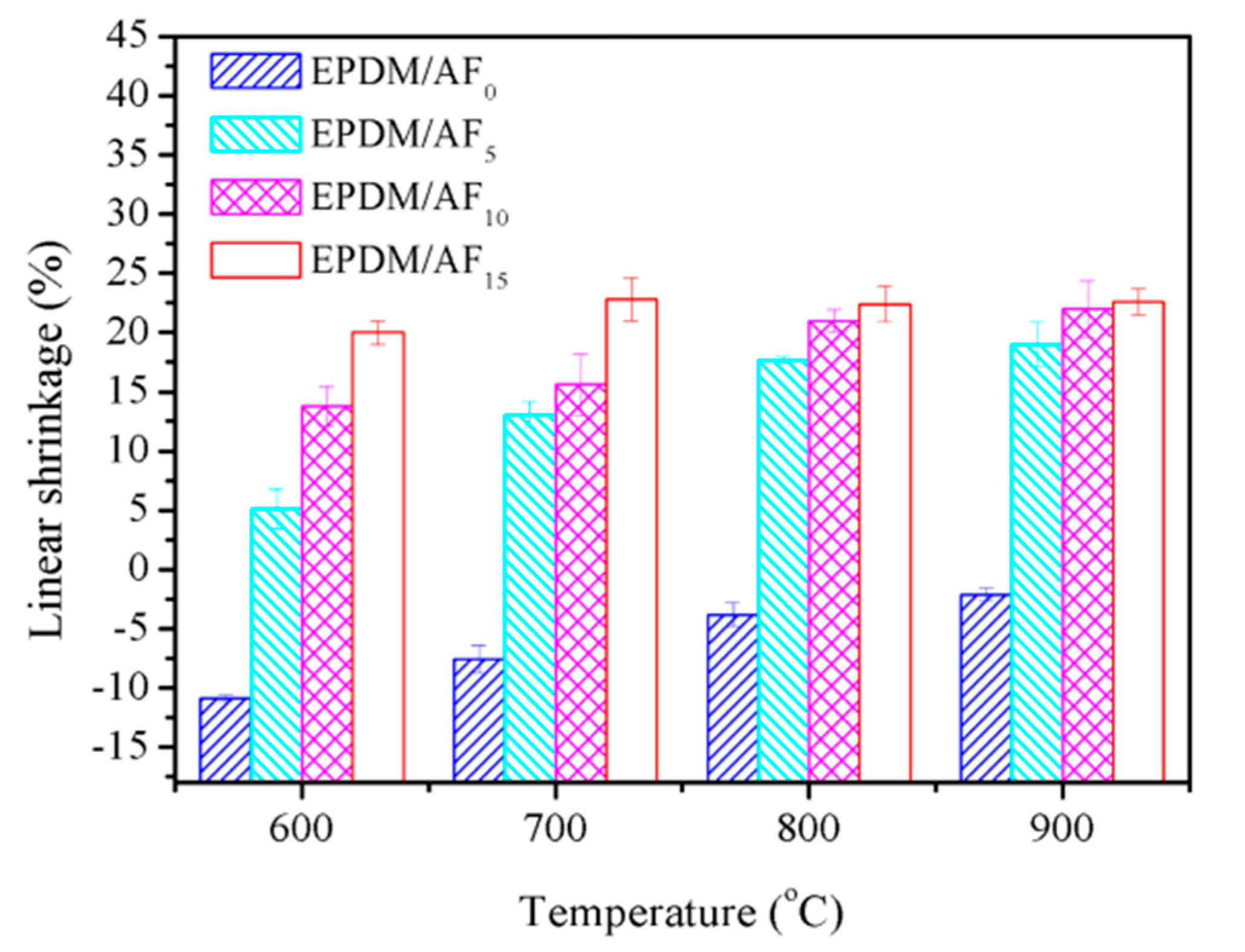
3.7. Flexural Strength and Linear Shrinkage of Ceramifiable EPDM Composites
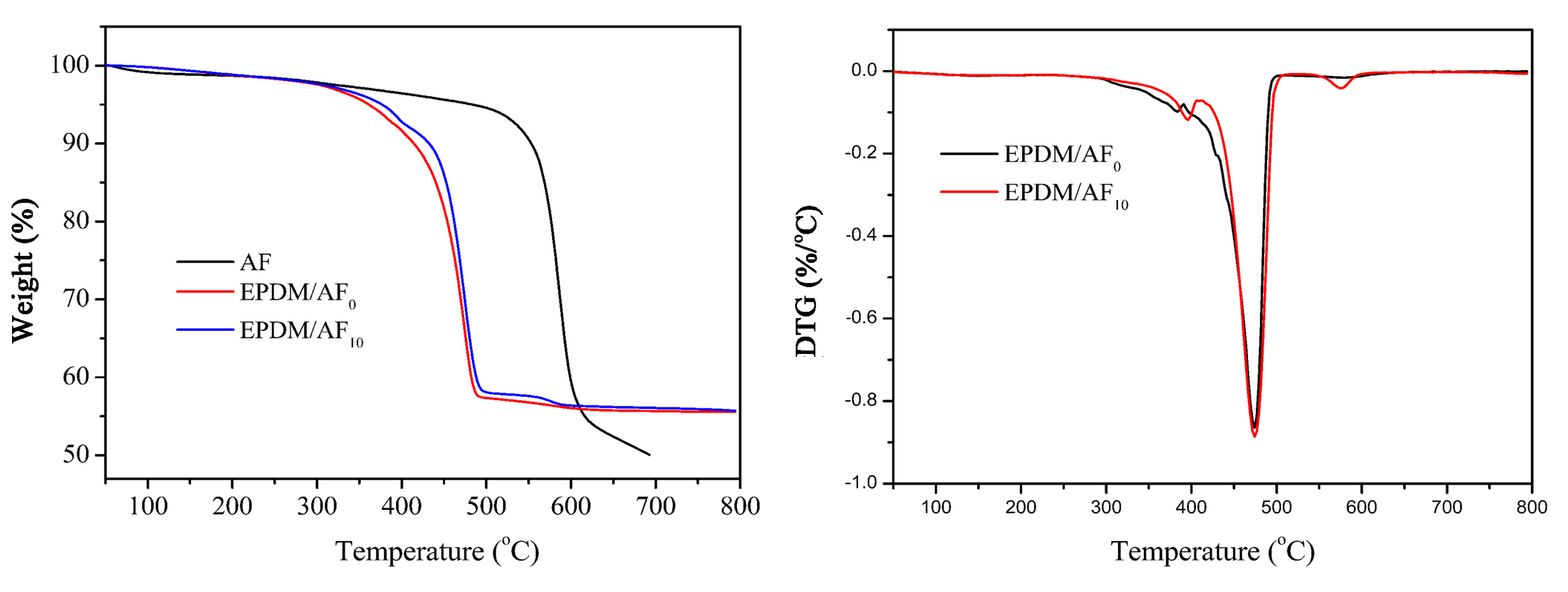
3.8. Thermogravimetric Analysis
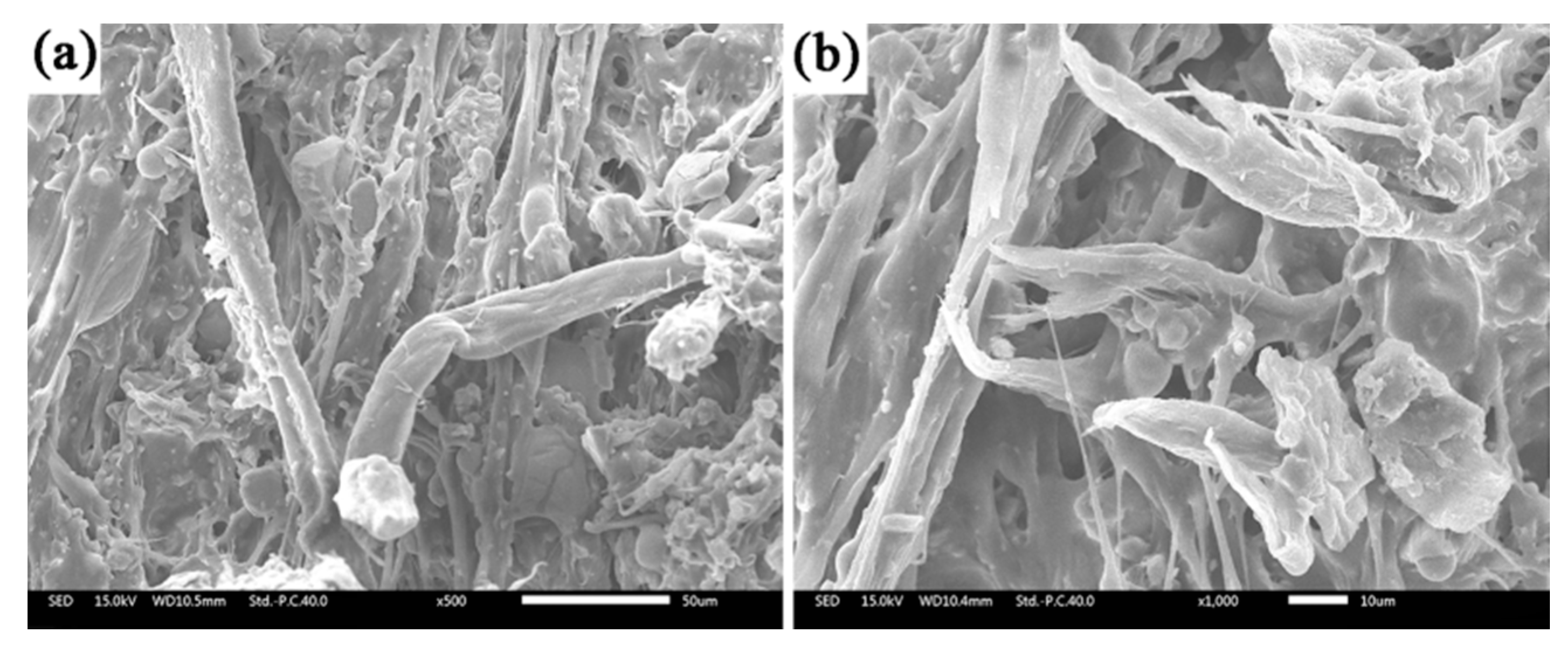
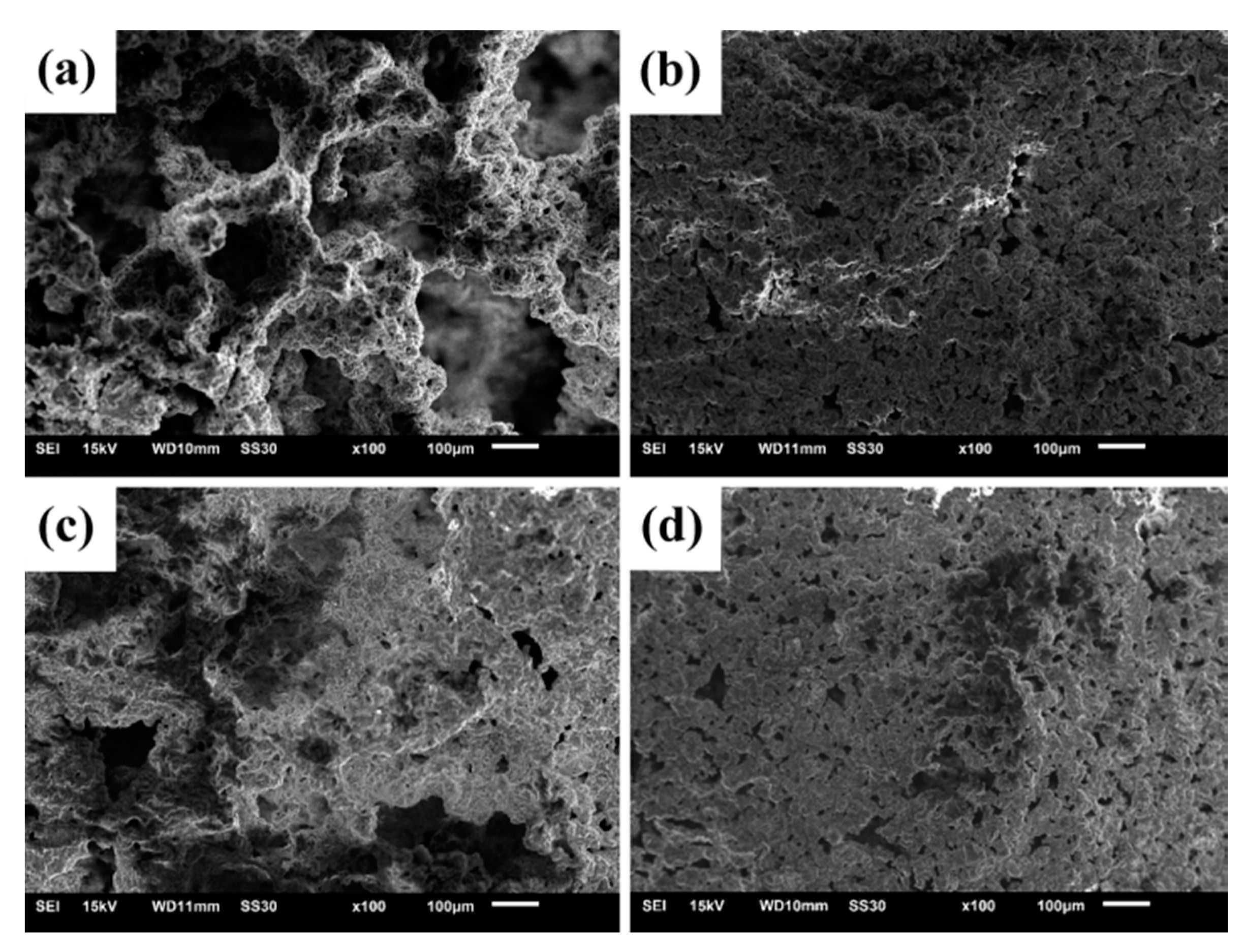
3.9. SEM Analysis
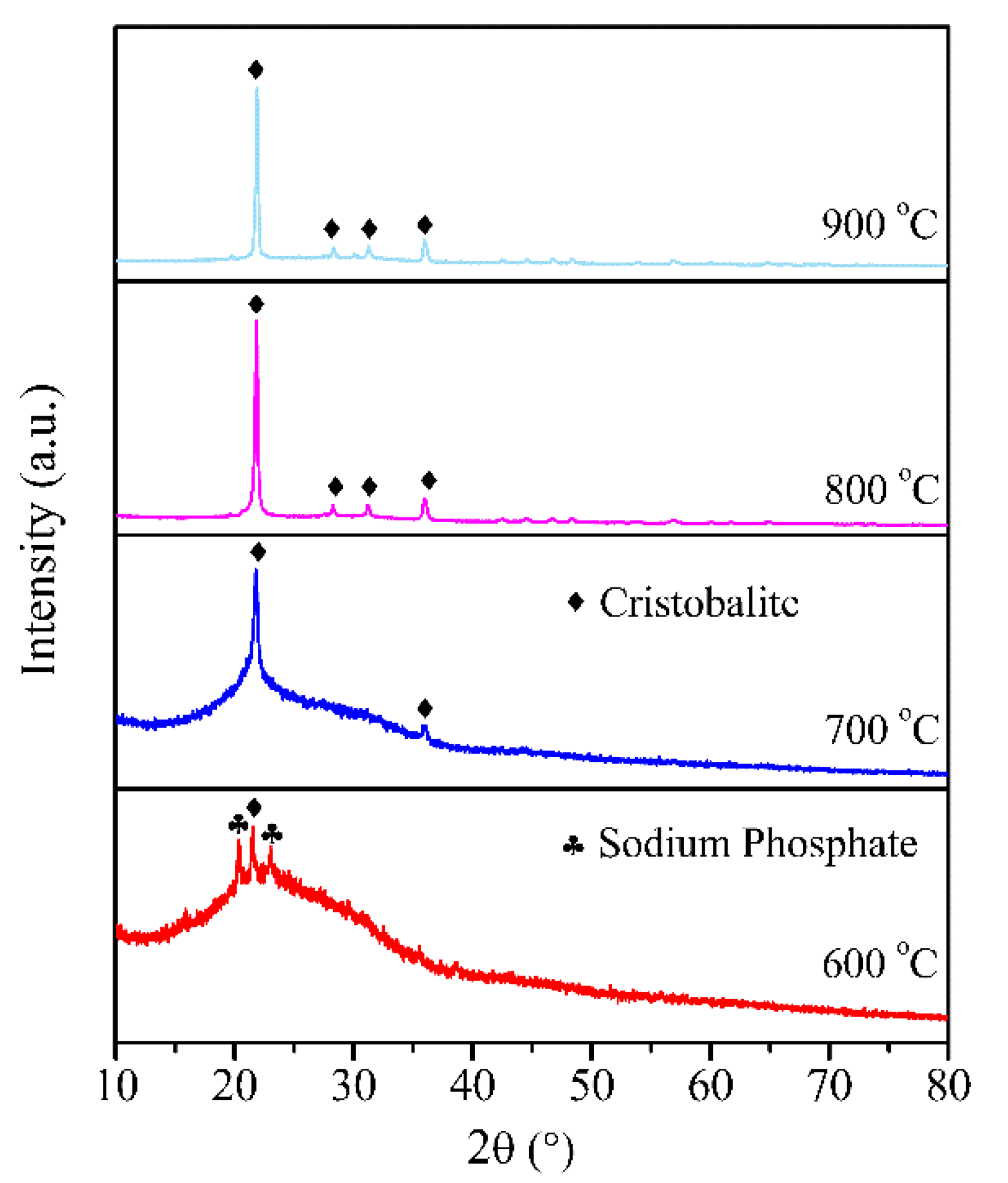
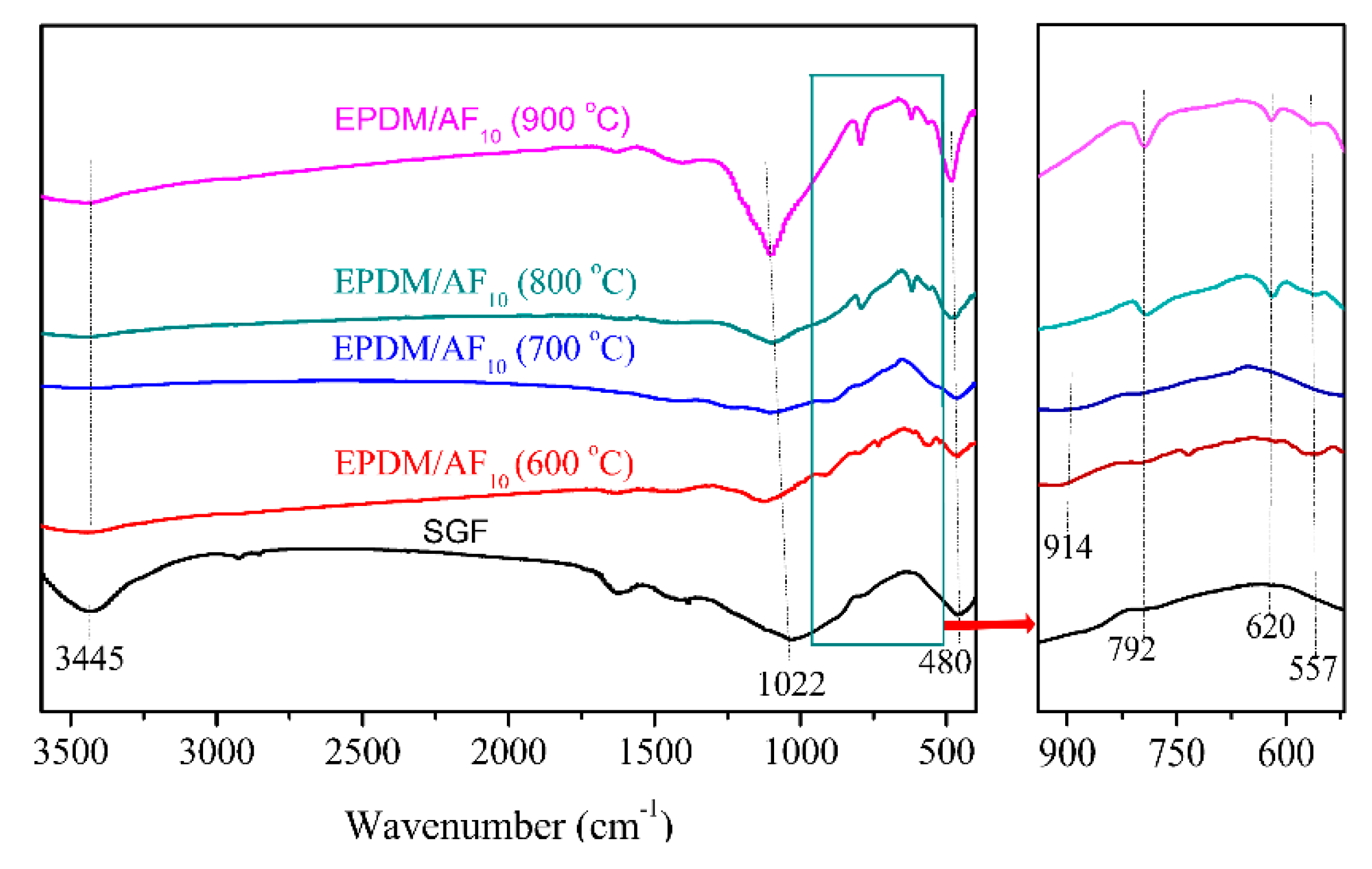
3.10. Mechanism for the Transformation to Ceramic at High Temperature
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Youren, J.W. Ablation of elastomeric composites for rocket motor insulation. Composites 1971, 2, 180–184. [Google Scholar] [CrossRef]
- Natali, M.; Torre, L. Composites materials: Ablative. In Wiley Encyclopedia of Composites; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, Z.; Zheng, Y.; Jin, Z. Effect of fiber orientation angle on thermal degradation and ablative properties of short-fiber reinforced EPDM/NBR rubber composites. Polym. Compos. 2010, 31, 1223–1231. [Google Scholar] [CrossRef]
- Donskoy, A.A.; Zaikov, G.E. Elastomeric heat-shielding materials for internal surfaces of missile engines. Int. J. Polym. Mater. 1995, 31, 215–236. [Google Scholar] [CrossRef]
- Natali, N.M.; Marco, R.; Jose, K.; Luigi, T. Effect of wollastonite on the ablation resistance of EPDM based elastomeric heat shielding materials for solid rocket motors. Polym. Degrad. Stab. 2016, 130, 47–57. [Google Scholar] [CrossRef]
- Bhuvaneswari, C.M.; Sureshkumer, M.S.; Kakade, S.D.; Gupta, M. Ethylene-propylene diene rubber as a futuristic elastomer for insulation of solid rocket motors. Def. Sci. J. 2006, 56, 309–320. [Google Scholar] [CrossRef] [Green Version]
- Brydson, J.A. Rubber Chemistry; Applied Science Press: London, UK, 1978. [Google Scholar]
- Kim, J.; Bae, J.; Lee, J.; Lee, Y.H.; Kim, H.D. Preparation and properties of high-performance recyclable ethylene propylene diene rubber. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Yen, Y.Y.; Wang, H.T.; Guo, W.J. Synergistic effect of aluminum hydroxide and nanoclay on flame retardancy and mechanical properties of EPDM composites. J. Appl. Polym. Sci. 2013, 130, 2042–2048. [Google Scholar] [CrossRef]
- Kremers, A.; Krusche, A.; Haberstroh, E. Analysis of the production of sponge rubber profiles. Macromol. Mater. Eng. 2000, 284, 70–75. [Google Scholar] [CrossRef]
- Wu, J.; Chuang, C.B.; Wang, Y.S.; Jiang, H.G.; Lu, M. Research on rensile/compression mechanical behavior of EPDM for aviation applications. China Rubber Ind. 2018, 65, 1210–1213. [Google Scholar]
- Jaramillo, M.; Koo, J.H.; Natali, M. Compressive char strength of thermoplastic polyurethane elastomer nanocomposites. Polym. Adv. Technol. 2014, 25, 742–751. [Google Scholar] [CrossRef]
- He, J.Y.; Hao, H.J.; Zhou, X.Y.; Yang, R.J.; Huang, F.L.; Li, J.M.; Zhang, Y.L. Investigation on ablation effects of propellant containing organic fluoride on EPDM insulation materials. J. Propuls. Technol. 2019, 40, 2350–2357. [Google Scholar] [CrossRef]
- Martin, H.T. Assessment of the Performance of Ablative Insulators under Realistic Solid Rocket Motor Operating Conditions. Ph.D. Thesis, The Penn-Sylvania State University, State College, PA, USA, 1 May 2013. [Google Scholar]
- Hanu, L.G.; Simon, G.P.; Mansouri, J.; Burford, R.P.; Cheng, Y.B. Development of polymer ceramic composites for improved fire resistance. J. Mater. Process. Technol. 2004, 153, 401–407. [Google Scholar] [CrossRef]
- Alexander, G.; East, H.; Cheng, Y.B.; Burwood, E.; Burford, R.P.; Shanks, R.; Mansouri, J.; Hodzic, A.; Wood, C.; Genovese, A.; et al. Fire-Resistant Silicone Polymer Compositions. U.S. Patent 7652090, 26 January 2010. [Google Scholar]
- Henrist, C.; Rulmont, A.; Cloots, R.; Gilbert, B.; Bernard, A.; Beyer, G. Toward the understanding of the thermal degradation of commercially available fire-resistant cable. Mater. Lett. 2000, 46, 160–168. [Google Scholar] [CrossRef]
- Hanu, L.G.; Simon, G.P.; Cheng, Y.B. Preferential orientation of muscovite in ceramifiable silicone composites. Mater. Sci. Eng. A 2005, 398, 180–187. [Google Scholar] [CrossRef]
- Mansouri, J.; Cheng, R.P.; Cheng, Y.B.; Burford, R.P.; Hanu, L. Formation of strong ceramified ash from silicone-based compositions. J. Mater. Sci. 2005, 40, 5741–5749. [Google Scholar] [CrossRef]
- Bennett, J.A.; Young, R.J. The effect of fibre matrix adhesion upon crack bridging in fibre reinforced composites. Compos. Part. A Appl. 1998, 29, 1071–1081. [Google Scholar] [CrossRef]
- Zhang, X.P.; Guan, Y.Y.; Xie, Y.; Qiu, D. “House-of-cards” structures in silicone rubber composites for superb anti-collapsing performance at medium high temperature. RSC Adv. 2016, 6, 7970–7976. [Google Scholar] [CrossRef]
- Hamdani, S.; Longuet, C.; Perrin, D.; Lopez-cuesta, J.M.; Ganachaud, F. Flame retardancy of silicone-based materials. Polym. Degrad. Stab. 2009, 94, 465–495. [Google Scholar] [CrossRef]
- Zhao, D.; Shen, Y.C.; Wang, T.W. Ceramifiable EVA/APP/SGF composites for improved ceramifiable properties. Polym. Degrad. Stab. 2018, 150, 140–147. [Google Scholar] [CrossRef]
- Gong, X.H.; Wu, T.Y.; Ma, J.; Zhao, D.; Shen, Y.C.; Wang, T.W. Improved self-supporting property of ceramifying silicone rubber composites by forming crystalline phase at high temperatures. J. Alloys Compd. 2017, 706, 322–329. [Google Scholar] [CrossRef]
- Ma, Q.; He, F.J.; Liu, H.Y.; Liu, H.; Wei, Z. Effect of cross-linking on rheological properties and a model for flexibility-rigidity transition in SBS/PBMA LIPNs. J. Polym. Eng. 2016, 36, 149–156. [Google Scholar] [CrossRef]
- Chowdhury, S.R.; Sabhawal, S. Development of recyclable electron beam radiation crosslinked LDPE/EVA-embedded nanoclay nanocomposites. J. Reinf. Plast. Compos. 2012, 31, 1426–1434. [Google Scholar] [CrossRef]
- Zhao, D.; Xia, M.L.; Shen, Y.C.; Wang, T.W. Three-dimensional cross-linking structures in ceramifiable EVA composites for improving self-supporting property and ceramifiable properties at high temperature. Polym. Degrad. Stab. 2019, 162, 94–101. [Google Scholar] [CrossRef]
- Hearle, J.W.S. High-Performance Fibres; CRC Press: Boca Raton, UK, 2001. [Google Scholar]
- Ahmed, A.F.; Hoa, S.V. Thermal insulation by heat resistant polymers for solid rocket motor insulation. J. Compos. Mater. 2012, 46, 1549–1559. [Google Scholar] [CrossRef]
- Deuri, A.S.; Bhowmick, A.K.; Ghosh, R.; John, B.; Sriram, T.; De, S.K. Thermal and ablative properties of rocket insulator compound based on EPDM. Polym. Degrad. Stab. 1988, 21, 21–28. [Google Scholar] [CrossRef]
- Allred, L.D.; Eddy, N.F. Asbestos Free Insulation Development for the Space Shuttle Solid Propellant Rocket Motor (RSRM); Thiokol Press: Brigham, UT, USA, 2000. [Google Scholar]
- Zou, Z.Y.; Qin, Y.; Liu, L.D.; Huang, Z.X. Effect of the flux on the fire-resistance properties of ceramifiable EPDM rubber composites. Adv. Compos. Lett. 2018, 27, 89–95. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Wu, W.D.; Chen, Y.B.; Xiang, N.; Zhou, Y.J.; Tang, N.; Wu, J.G.; Sun, Y.B.; Sa, R.N. Modification research of application of predispersed aramid pulp masterbatch to conveyor belts. Spec. Purp. Rubber. Prod. 2017, 38, 7–11. [Google Scholar]
- Maurizio, N.; Marco, R.; Debora, P.; Josè, K.; Torre, L. EPDM based heat shielding materials for solid rocket motors: A comparative study of different fibrous reinforcements. Polym. Degrad. Stab. 2013, 98, 2131–2139. [Google Scholar] [CrossRef]
- Li, J.; Liu, K.; Guo, M.F.; Liu, Y.; Wang, J.; Lv, X. Ablation and erosion characteristics of EPDM composites under SRM operating conditions. Compos. Part A Appl. Sci. Manuf. 2018, 109, 392–401. [Google Scholar] [CrossRef]
- Zirnstein, B.; Schulze, D.; Schartel, B. The impact of polyaniline in phosphorus flame retardant ethylene-propylene-diene-rubber (EPDM). Thermochim. Acta 2019, 673, 92–104. [Google Scholar] [CrossRef]
- Zhu, S.S.; Zhang, W.X.; Zhang, J. High dielectric acrylonitrile-butadiene rubber with excellent mechanical properties by filling with surface-modified barium/strontium inorganic functional powders. J. Mater. Sci. 2018, 29, 6519–6529. [Google Scholar] [CrossRef]
- Li, P.; Luo, Z.; Zhong, J.H.; Zhou, Z.T.; Liu, C.L. Influence of impregnating latex pretreatment of short amid fibers on properties of filled EPDM rubber material. Polym. Mater. Sci. Eng. 2019, 35, 41–46. [Google Scholar]
- Saeoui, P.; Sirisinha, C.; Thepsuwan, U.; Thapthong, P. Influence of accelerator type on properties of NR/EPDM blends. Polym. Test. 2007, 26, 1062–1067. [Google Scholar] [CrossRef]
- Alakrach, A.M.; Noriman, N.Z.; Alrawi, L.I.; Dahham, O.S.; Latip, N.A.; Hakim, I.L.; Johari, I. Cure characteristics and physical properties of SMR L/EPDM blends: Effects of blend ratios. IOP Conf. Ser. Mater. Sci. Eng. 2018, 454. [Google Scholar] [CrossRef]
- Sam, S.T.; Dahham, O.S.; Gan, P.G.; Noimam, N.Z.; Kuan, J.Y.; Alakrach, A.M. Studies on tensile properties of compatibilized and uncompatibilized low-density polyethylene/jackfruit seed flour (LDPE/JFSF) blends at different JFSF content. Solid State Phenom. 2017, 264, 120–123. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, Y.G.; Duan, L.Y.; Luo, L.; Lu, Y.H. Improved ablation resistance of C/SiC-ZrB2 composites via polymer precursor impregnation and pyrolysis. Ceram. Int. 2017, 43, 12480–12489. [Google Scholar] [CrossRef]
- Lou, F.P.; Wu, K.; Wang, Q.; Qian, Z.Y.; Li, S.J.; Guo, W.D. Improved flame-retardant and ceramifiable properties of EVA composites by combination of ammonium polyphosphate and aluminum hydroxide. Polymers 2019, 11, 125. [Google Scholar] [CrossRef] [Green Version]
- Zhu, X.J.; Zhang, S.; Zhang, G.H.; Yang, W.M.; Wu, W.D. Effect of flame retardant and aramid pulpon the properties of EPDM. Spec. Purp. Rubber. Prod. 2010, 31, 16–23. [Google Scholar]
- Mansouri, J.; Burford, R.P.; Cheng, Y.B. Pyrolysis behaviour of silicone-based ceramifying composites. Mater. Sci. Eng. A Struct. Mater. Proper. Microstruct. Process. 2006, 425, 7–14. [Google Scholar] [CrossRef]
- Guo, H.; Gao, W.; Wang, Y.; Liang, D.; Li, H.; Zhang, X. Effect of glass frit with low softening temperature on the properties, microstructure and formation mechanism of polysiloxane elastomer-based ceramizable composites. Polym. Degrad. Stab. 2017, 136, 71–79. [Google Scholar] [CrossRef]
- Honma, T.; Sato, A.; Takuya, N.I.; Togashi, T.; Shinozaki, K.; Komatsu, T. Crystallization behavior of sodium iron phosphate glassNa2-xFe1+0.5xP2O7 for sodium ion batteries. J. Non-Cryst. Solids 2014, 404, 26–31. [Google Scholar] [CrossRef]
- Yu, L.; Xiao, H.; Cheng, Y. Influence of magnesia on the structure and properties of MgO-Al2O3-SiO2-FA glass-ceramics. Ceram. Int. 2008, 34, 63–68. [Google Scholar] [CrossRef]
- Roy, S.; Basu, B. On the development of two characteristically different crystal morphology in SiO2-MgO-Al2O3-K2O-B2O3-F glass-ceramic system. J. Mater. Sci. Mater. Med. 2008, 20, 51–66. [Google Scholar] [CrossRef] [PubMed]
- Molla, A.R.; Basu, B. Microstructure, mechanical, and in vitro properties of micaglass-ceramics with varying fluorine content. J. Mater. Sci. 2008, 20, 869–882. [Google Scholar] [CrossRef]
- Li, Y.M.; Deng, C.; Wang, Y.Z. A novel high-temperature-resistant polymeric material for cables and insulated wires via the ceramization of mica-based ceramifiable EVA composites. Compos. Sci. Technol. 2016, 132, 116–122. [Google Scholar] [CrossRef]
- Sascha, C.C.; Marcel, S. Complex nucleation and crystal growth mechanisms in applied multi component glass-ceramics. Glastech. Ber. Glass. Sci. Technol. 2000, 73, 12–19. [Google Scholar]
- Chen, H.S.; Ji, S.F.; Niu, J.Z.; Xie, B.H.; Li, S.B. Vibration spectroscopy on transformation of amorphous silica to cristobalite. Acta Phys. Chim. 1999, 15, 454–457. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | EPDM | SGF | APP | AF | DCP | S |
|---|---|---|---|---|---|---|
| EPDM/AF0 | 70 | 85 | 45 | 0 | 2.10 | 0.35 |
| EPDM/AF5 | 70 | 85 | 45 | 3.5 | 2.10 | 0.35 |
| EPDM/AF10 | 70 | 85 | 45 | 7 | 2.10 | 0.35 |
| EPDM/AF15 | 70 | 85 | 45 | 10.5 | 2.10 | 0.35 |
| Sample | t10 (s) | t90 (s) | ML/(N·m) | MH/(N·m) | ΔM/(N·m) |
|---|---|---|---|---|---|
| EPDM-160 °C | 127 | 689 | 0.28 | 0.57 | 0.29 |
| EPDM-170 °C | 102 | 651 | 0.12 | 0.59 | 0.47 |
| EPDM-180 °C | 70 | 388 | 0.11 | 0.65 | 0.53 |
| Sample | t10 (s) | t90 (s) | ML/(N·m) | MH/(N·m) | ΔM/(N·m) |
|---|---|---|---|---|---|
| EPDM/AF0 | 84 | 559 | 0.39 | 1.72 | 1.33 |
| EPDM/AF5 | 86 | 586 | 0.56 | 2.07 | 1.51 |
| EPDM/AF10 | 86 | 650 | 0.62 | 2.23 | 1.61 |
| EPDM/AF15 | 87 | 638 | 0.62 | 2.48 | 1.86 |
| Sample | Dimensional Change (Length × Width) (mm) | Liquid Absorbency (%) | |
|---|---|---|---|
| EPDM/AF0 | Before swelling | 20.08 × 20.06 | 252.23 |
| After swelling | 29.34 × 29.34 | ||
| EPDM/AF5 | Before swelling | 20.08 × 20.18 | 184.25 |
| After swelling | 21.24 × 24.50 | ||
| EPDM/AF10 | Before swelling | 20.04 × 20.14 | 150.72 |
| After swelling | 21.10 × 23.20 | ||
| EPDM/AF15 | Before swelling | 20.02 × 20.04 | 132.66 |
| After swelling | 20.90 × 20.90 | ||
| Sample | Tearing Strength (N/m) |
|---|---|
| EPDM/AF0 | 11.53 ± 0.62 |
| EPDM/AF5 | 14.85 ± 0.70 |
| EPDM/AF10 | 16.61 ± 0.95 |
| EPDM/AF15 | 22.02 ± 0.65 |
| Sample | Dripping or Not | UL94 Rating |
|---|---|---|
| EPDM/AF0 | Dripping | NC |
| EPDM/AF5 | Dripping | NC |
| EPDM/AF10 | No dripping | NC |
| EPDM/AF15 | No dripping | NC |
| Sample | Bending Angle at 600 °C (°) | Bending Angle at 700 °C (°) | Bending Angle at 800 °C (°) | Bending Angle at 900 °C (°) |
|---|---|---|---|---|
| EPDM/AF0 | 16.32 | 67.42 | 90 | 90 |
| EPDM/AF5 | 10.63 | 12.46 | 21.65 | 39.91 |
| EPDM/AF10 | 0 | 0 | 5.37 | 9.6 |
| EPDM/AF15 | 0 | 0 | 0 | 6.38 |
| Sample | Linear Ablation Rate (mm/s) |
|---|---|
| EPDM/AF0 | - a |
| EPDM/AF5 | 0.28 |
| EPDM/AF10 | 0.25 |
| EPDM/AF15 | 0.23 |
| Sample | T5% (°C) | Tmax1 (°C) | Residue at 500 °C (wt %) |
|---|---|---|---|
| AF | 481.23 | - | 94.49 |
| EPDM/AF0 | 360.73 | 381.57 | 56.74 |
| EPDM/AF10 | 378.39 | 394.16 | 57.62 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, D.; Liu, W.; Shen, Y.; Jiang, G.; Wang, T. Improved Self-Supporting and Ceramifiable Properties of Ceramifiable EPDM Composites by Adding Aramid Fiber. Polymers 2020, 12, 1523. https://doi.org/10.3390/polym12071523
Zhao D, Liu W, Shen Y, Jiang G, Wang T. Improved Self-Supporting and Ceramifiable Properties of Ceramifiable EPDM Composites by Adding Aramid Fiber. Polymers. 2020; 12(7):1523. https://doi.org/10.3390/polym12071523
Chicago/Turabian StyleZhao, Dong, Wei Liu, Yucai Shen, Guodong Jiang, and Tingwei Wang. 2020. "Improved Self-Supporting and Ceramifiable Properties of Ceramifiable EPDM Composites by Adding Aramid Fiber" Polymers 12, no. 7: 1523. https://doi.org/10.3390/polym12071523